Вам также может понравиться
- Proiect Pmcpa Salam Crud Uscat Si Afumat. Hodor Remus Florin Cepa, Anul 2Документ16 страницProiect Pmcpa Salam Crud Uscat Si Afumat. Hodor Remus Florin Cepa, Anul 2Remus HodorОценок пока нет
- Controlul Calitatii SmantaniiДокумент33 страницыControlul Calitatii SmantaniiPop Mihai100% (2)
- Proiect HACCP 1Документ26 страницProiect HACCP 1Porea Lenuta100% (1)
- Branza Maturata LicentaДокумент97 страницBranza Maturata LicentaDiana Mănăilă100% (1)
- Tehnologia PanificatieiДокумент119 страницTehnologia Panificatieivele2ionut100% (15)
- Aditivi Master Aditivi+Alimentari+Документ196 страницAditivi Master Aditivi+Alimentari+Cristina DucaОценок пока нет
- Merceologia Produselor AlimentareДокумент49 страницMerceologia Produselor AlimentareTarau Adina Laura100% (1)
- Fermentatia AlcoolicaДокумент8 страницFermentatia AlcoolicaAdelina PercăОценок пока нет
- Autentificare FinalДокумент25 страницAutentificare FinalTiniuc GabrielaОценок пока нет
- Controlul Produselor AlimentareДокумент85 страницControlul Produselor AlimentareLuncan Ioli0% (1)
- Bacillus CereusДокумент8 страницBacillus CereusAnnya StephhОценок пока нет
- Aditivi Si Suplimente AlimentareДокумент99 страницAditivi Si Suplimente AlimentareIoana-Mihaela TomaОценок пока нет
- Catalog Cazan Climit GGДокумент64 страницыCatalog Cazan Climit GGaprokaОценок пока нет
- 2016 Curs 4 Recipienti VinicoliДокумент33 страницы2016 Curs 4 Recipienti VinicoliMargarit GeorgianaОценок пока нет
- Toata Lucrarea de Licenta Cu NumerotareДокумент97 страницToata Lucrarea de Licenta Cu NumerotareIorga IonutОценок пока нет
- Sectia Legume. SemipreparateДокумент24 страницыSectia Legume. Semipreparatejeman cristinaОценок пока нет
- Nume FZДокумент96 страницNume FZŞtefan AlinОценок пока нет
- Lez10 Carne PesceДокумент101 страницаLez10 Carne PesceLa CobainОценок пока нет
- Prof. Barbani: ProteineДокумент60 страницProf. Barbani: ProteinelouiodiceОценок пока нет
- Compozitia Chimica A Carnii Si A PesteluiДокумент8 страницCompozitia Chimica A Carnii Si A PesteluiRuna lalaОценок пока нет
- Prof. Barbani - Chimica Degli Alimenti PDFДокумент117 страницProf. Barbani - Chimica Degli Alimenti PDFGiovanniОценок пока нет
- 13 I Principi AlimentariДокумент30 страниц13 I Principi AlimentariAnna IengoОценок пока нет
- Alimentazione Attività SportivaДокумент4 страницыAlimentazione Attività Sportivachristian malagninoОценок пока нет
- Biochimica AppuntiДокумент18 страницBiochimica AppuntiJasmine OliveriОценок пока нет
- Noi e Il CiboДокумент13 страницNoi e Il CiboceciliosecondoОценок пока нет
- Esempio Di TesinaДокумент36 страницEsempio Di Tesinadjtiesto8888Оценок пока нет
- Principi Di Nutrizione e DietologiaДокумент6 страницPrincipi Di Nutrizione e DietologiaAngelo AvellinoОценок пока нет
- 10 ProdottilattierocaseariДокумент97 страниц10 ProdottilattierocaseariRuben SerraОценок пока нет
- Educazione AlimentareДокумент1 страницаEducazione AlimentarebrennoОценок пока нет
- Appunti LezioniДокумент350 страницAppunti LezioniMerkiОценок пока нет
- La NutrizioneДокумент13 страницLa NutrizioneAleОценок пока нет
- Manuale Dell'Istruttore Di Natural Bodybuilding. Secondo Livello. Tutto Integratori 2000 - Claudio TozziДокумент142 страницыManuale Dell'Istruttore Di Natural Bodybuilding. Secondo Livello. Tutto Integratori 2000 - Claudio TozziLuca SiddharthaОценок пока нет
- Scienza Della NutrizioneДокумент12 страницScienza Della NutrizioneAntonio CastaОценок пока нет
- AlimentazioneДокумент16 страницAlimentazioneClaudia LuzziОценок пока нет
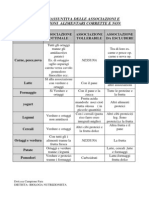
- Scheda Riassuntiva Delle Associazioni e Combinazioni Alimentari Corrette e NonДокумент3 страницыScheda Riassuntiva Delle Associazioni e Combinazioni Alimentari Corrette e Nonapi-254407716Оценок пока нет
- PDF 10combinazioni Alimentari-0Документ2 страницыPDF 10combinazioni Alimentari-0Berto ErtoОценок пока нет
- Proteine AlДокумент66 страницProteine Alrinodelgattopardolibero.itОценок пока нет
- Carne - WikipediaДокумент18 страницCarne - WikipediaStill RageОценок пока нет
- Seminario Alimentazione INTEGRAZIONE SPORTIVA 2012Документ79 страницSeminario Alimentazione INTEGRAZIONE SPORTIVA 2012GiuseppeОценок пока нет
- Scienze 2Документ7 страницScienze 2pippoОценок пока нет
- ForaggiДокумент191 страницаForaggiFausto LatorrataОценок пока нет
- LipidiДокумент3 страницыLipidiinglesebrexitprogettoОценок пока нет
- Appunti MotoriaДокумент5 страницAppunti Motorialori4669Оценок пока нет
- Aliment Azi OneДокумент10 страницAliment Azi Onezhjs4fj6k4Оценок пока нет
- .. Area Protetta Ceirsa 201310 1.5.2 Scheda UovaДокумент10 страниц.. Area Protetta Ceirsa 201310 1.5.2 Scheda UovaWietoОценок пока нет
- MATERIALE LAUDADIO Alimentazione e Fertilita Suini - PPSXДокумент65 страницMATERIALE LAUDADIO Alimentazione e Fertilita Suini - PPSXGiuseppe VitaleОценок пока нет
- I Magnifici SeiДокумент2 страницыI Magnifici SeiAnonymous HkmL2R7XiKОценок пока нет
- Monge Cane Secco All Breeds Adult Monoprotein Salmone Con Riso ITAДокумент1 страницаMonge Cane Secco All Breeds Adult Monoprotein Salmone Con Riso ITANiccolòОценок пока нет
- 5 Gruppi AlimentiДокумент7 страниц5 Gruppi Alimentirufus991Оценок пока нет
- AlimentazioneДокумент4 страницыAlimentazionemarina iavazzoОценок пока нет
- INOX BIM Guida Alla FrollaturaДокумент21 страницаINOX BIM Guida Alla FrollaturaRogerio BertolucciОценок пока нет
- 03) Educazione AlimentareДокумент15 страниц03) Educazione AlimentareRaffaello PrandoОценок пока нет
- Verifica UDA Protidi SommativaДокумент2 страницыVerifica UDA Protidi Sommativaemiliano ragoniОценок пока нет
- Valore Nutritivo Degli AlimentiДокумент4 страницыValore Nutritivo Degli AlimentiChiaraОценок пока нет
- (Nutrizione) - Alimentazione E SportДокумент51 страница(Nutrizione) - Alimentazione E SportTanukiОценок пока нет
- L'Educazione AlimentareДокумент10 страницL'Educazione Alimentareikrame deguigОценок пока нет
- Alimentazione Nutrizione e Malattie PDFДокумент48 страницAlimentazione Nutrizione e Malattie PDFtodino32Оценок пока нет
- NattoДокумент5 страницNattoGaetano CaimanoОценок пока нет
- Molecole OrganicheДокумент18 страницMolecole OrganicheDonato PaglionicoОценок пока нет
- TaeДокумент6 страницTaemax72ggoОценок пока нет
- W100 Non CT-BL ManualДокумент70 страницW100 Non CT-BL ManualragulОценок пока нет
- 4857 Formato Banner Articulo de Revision-1466099133Документ1 страница4857 Formato Banner Articulo de Revision-1466099133soledadОценок пока нет
- I SofistiДокумент6 страницI SofistiCrocetti SimonaОценок пока нет
- 6 - Processo EdilizioДокумент31 страница6 - Processo EdilizioFILIPPOОценок пока нет
- Anatomia della Coscienza Quantica: La fisica dell'auto-guarigioneОт EverandAnatomia della Coscienza Quantica: La fisica dell'auto-guarigioneРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Chimica Occulta: Indagine nella struttura occulta degli atomiОт EverandChimica Occulta: Indagine nella struttura occulta degli atomiОценок пока нет
- Nuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeОт EverandNuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeОценок пока нет
- Nuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileОт EverandNuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileОценок пока нет
- Medicina Olistica Energetica: Guarire percorrendo una strada alternativa alla scienzaОт EverandMedicina Olistica Energetica: Guarire percorrendo una strada alternativa alla scienzaРейтинг: 5 из 5 звезд5/5 (1)
- Agnihotri - I Custodi del Fuoco: Il Sentiero di Guarigione del Guerriero del FuocoОт EverandAgnihotri - I Custodi del Fuoco: Il Sentiero di Guarigione del Guerriero del FuocoОценок пока нет
- Elettrotecnica | Passo dopo passo: Fondamenti, componenti & circuiti spiegati per principiantiОт EverandElettrotecnica | Passo dopo passo: Fondamenti, componenti & circuiti spiegati per principiantiОценок пока нет
- Simbologia Massonica Vol.I: Simbologia e Tradizione esoterica liberomuratoriaОт EverandSimbologia Massonica Vol.I: Simbologia e Tradizione esoterica liberomuratoriaОценок пока нет
- Morfologia Dentale: La forma come fondamenta della modellazione sequenziale dall'analogico al digitaleОт EverandMorfologia Dentale: La forma come fondamenta della modellazione sequenziale dall'analogico al digitaleОценок пока нет
- Radionica: Studio e pratica della radionica. Completo di 84 circuiti e 7 quadranti inediti pronti da utilizzareОт EverandRadionica: Studio e pratica della radionica. Completo di 84 circuiti e 7 quadranti inediti pronti da utilizzareРейтинг: 4 из 5 звезд4/5 (4)
- Il Grande Dizionario della MetaMedicina: Guarire interpretando i messaggi del corpoОт EverandIl Grande Dizionario della MetaMedicina: Guarire interpretando i messaggi del corpoОценок пока нет
- Razza e Storia e altri studi di AntropologiaОт EverandRazza e Storia e altri studi di AntropologiaРейтинг: 5 из 5 звезд5/5 (2)
- Altri sistemi simmetrici PER IL GIOCO DEL LOTTO a sviluppo ciclicoОт EverandAltri sistemi simmetrici PER IL GIOCO DEL LOTTO a sviluppo ciclicoОценок пока нет
- Gonfiore Addominale: Guide e consigli per contrastare la pancia gonfiaОт EverandGonfiore Addominale: Guide e consigli per contrastare la pancia gonfiaОценок пока нет
- Come addormentarsi: Le guide rapide ed efficaci per chi ha poco tempoОт EverandCome addormentarsi: Le guide rapide ed efficaci per chi ha poco tempoОценок пока нет
- Canto e postura, principi posturali ed osteopatici al servizio del cantanteОт EverandCanto e postura, principi posturali ed osteopatici al servizio del cantanteРейтинг: 4.5 из 5 звезд4.5/5 (2)