Вам также может понравиться
- 507 Mechanical Movements: Mechanisms and DevicesОт Everand507 Mechanical Movements: Mechanisms and DevicesРейтинг: 4 из 5 звезд4/5 (28)
- Power Hammer Mechanism Project ReportДокумент29 страницPower Hammer Mechanism Project Reportvinay muleyОценок пока нет
- Design and Fabrication of Power Hammer Using Crank and Lever MechanismДокумент2 страницыDesign and Fabrication of Power Hammer Using Crank and Lever Mechanismvasanth60% (5)
- Power Hammer Project ReportДокумент48 страницPower Hammer Project Reportjon100% (2)
- Power Hammer - PresentationДокумент19 страницPower Hammer - PresentationR Bala S80% (5)
- ShaperДокумент20 страницShaperMilan SainiОценок пока нет
- Automats and Tool LayoutsДокумент20 страницAutomats and Tool LayoutsAyesha IshuОценок пока нет
- Classification of Machine ToolsДокумент7 страницClassification of Machine ToolsglisoОценок пока нет
- MACHINING-lathe and Milling)Документ29 страницMACHINING-lathe and Milling)YosephОценок пока нет
- Unit 3 - Machining OperationsДокумент105 страницUnit 3 - Machining OperationsBhaskar KandpalОценок пока нет
- Power Hammer Project Report 2015: Guided byДокумент51 страницаPower Hammer Project Report 2015: Guided byTurnitin ReportОценок пока нет
- Unit - V: Manufacturing TechnologyДокумент54 страницыUnit - V: Manufacturing TechnologyIjanSahrudinОценок пока нет
- High Velocity FormingДокумент54 страницыHigh Velocity FormingKirandeep Singh Srao100% (8)
- Dual Acting ShaperДокумент30 страницDual Acting ShaperAbhijeet NaikОценок пока нет
- Lecture 1 - Intro To Single Point Cutting Tool GeometryДокумент16 страницLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarОценок пока нет
- Gear and Gear TrainДокумент21 страницаGear and Gear Trainm_er100Оценок пока нет
- Design and Fabrication of Pedal Powered Lawn Mower CycleДокумент2 страницыDesign and Fabrication of Pedal Powered Lawn Mower CycleVinayaga ProjectinstituteОценок пока нет
- Machining Science Sybtech Prod by DV ShirbhateДокумент121 страницаMachining Science Sybtech Prod by DV ShirbhateDIPAK VINAYAK SHIRBHATEОценок пока нет
- 1 Design of Machine Tool DrivesДокумент23 страницы1 Design of Machine Tool DrivesFurkan AhmadОценок пока нет
- Elementary Transmission For Transforming Rotary Into Translatory MotionДокумент14 страницElementary Transmission For Transforming Rotary Into Translatory Motionshreyas jadhavОценок пока нет
- 1st Seminar of Sheet Metal Bending MachineДокумент22 страницы1st Seminar of Sheet Metal Bending MachineMyo MinОценок пока нет
- Foundry Tech TheoryДокумент105 страницFoundry Tech TheoryOmo Yapayaski100% (1)
- Drillingmachine1 151022133645 Lva1 App6891Документ17 страницDrillingmachine1 151022133645 Lva1 App6891Fatin Nadzira0% (1)
- 4363 111 Machine Design IДокумент6 страниц4363 111 Machine Design Iyogesh_b_k100% (2)
- Design of Mini Hydraulic Press Machine (2) HyДокумент48 страницDesign of Mini Hydraulic Press Machine (2) Hyyifruseyife60Оценок пока нет
- Unit One Material and Geometry of Cutting Tools 2015Документ46 страницUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- ME8651qb Design of Transmission SystemsДокумент18 страницME8651qb Design of Transmission SystemsMURALI KRISHNAN RОценок пока нет
- Lab ManualДокумент34 страницыLab ManualSamuelPannierselvamShirleyОценок пока нет
- Design of Milling Cutters1Документ67 страницDesign of Milling Cutters1Ebrahim Abdullah HanashОценок пока нет
- BME Unit IV Machine ToolsДокумент41 страницаBME Unit IV Machine ToolsArvind BhosaleОценок пока нет
- Air Hammer Tutorial Striker STC-88Документ61 страницаAir Hammer Tutorial Striker STC-88slinkymusic100% (2)
- 6 Design of Gear BoxДокумент2 страницы6 Design of Gear BoxRutvikLathia100% (1)
- Adaptive Design of Machine Tool GearboxesДокумент9 страницAdaptive Design of Machine Tool Gearboxesأحمد دعبسОценок пока нет
- Lathe MachineДокумент22 страницыLathe MachineRaghavMaheshwariОценок пока нет
- BME Lecture 5 ShaperДокумент6 страницBME Lecture 5 ShaperRoop LalОценок пока нет
- Lecture 5 Heat Generation in Metal Cutting OperationsДокумент36 страницLecture 5 Heat Generation in Metal Cutting Operationsnickokinyunyu11Оценок пока нет
- Module 5-Shaper (Handouts)Документ9 страницModule 5-Shaper (Handouts)Fayyaz NadeemОценок пока нет
- Sheet Metal Forming PDFДокумент33 страницыSheet Metal Forming PDFAravindhan AnbalaganОценок пока нет
- Name of The Experiment:: Study and Operation Bench Drilling MachineДокумент5 страницName of The Experiment:: Study and Operation Bench Drilling MachinemadОценок пока нет
- Me1008 Unit 3 Theory of Metal CuttingДокумент39 страницMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodОценок пока нет
- Drilling MachineДокумент9 страницDrilling MachineAqib ZamanОценок пока нет
- Lab Report 3Документ7 страницLab Report 3mamoona noreen100% (1)
- Anyang Power HammerДокумент7 страницAnyang Power HammeraguswОценок пока нет
- Methods of Mounting of Jobs and Cutting ToolsДокумент19 страницMethods of Mounting of Jobs and Cutting ToolsRaghav L NaikОценок пока нет
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateДокумент7 страницLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaОценок пока нет
- Shaper and PlannerДокумент33 страницыShaper and PlannerCody Lee100% (1)
- Ar Cutting OperationДокумент7 страницAr Cutting OperationNandakrishnan S LОценок пока нет
- Morse Taper Dimensions and Drill Chuck ArborsДокумент4 страницыMorse Taper Dimensions and Drill Chuck ArborskokiskoОценок пока нет
- Design and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS WorkbenchДокумент27 страницDesign and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS Workbenchamu100% (1)
- 6-2 Machining Processes IДокумент44 страницы6-2 Machining Processes IOmar Ahmed100% (1)
- Fabrication of 360 Angular Drilling MachineДокумент28 страницFabrication of 360 Angular Drilling MachineDinesh KumarОценок пока нет
- Introduction To Fitting Shop.Документ11 страницIntroduction To Fitting Shop.Mahmood AliОценок пока нет
- Design and Fabrication of Four Way Hacksaw MachineДокумент22 страницыDesign and Fabrication of Four Way Hacksaw MachineDinesh KumarОценок пока нет
- Conjugate Tooth-1-2 PDFДокумент8 страницConjugate Tooth-1-2 PDFHarshavardhan Kutal100% (1)
- Six Bar Slider Crank PowerДокумент6 страницSix Bar Slider Crank Powersuraj dhulannavarОценок пока нет
- Mechanics of Machines For Eie (1588)Документ9 страницMechanics of Machines For Eie (1588)GODFREYОценок пока нет
- Fundamental Comparison of The Use of Serial and Parallel Kinematics For Machine ToolsДокумент6 страницFundamental Comparison of The Use of Serial and Parallel Kinematics For Machine Toolskiran2381Оценок пока нет
- 2 - Power TransmissionДокумент30 страниц2 - Power TransmissionAmarjeet Singh (Assistant Professor- Mechanical Engineer)Оценок пока нет
- Mechanics of Machines Part 1Документ27 страницMechanics of Machines Part 1kimosave99Оценок пока нет
- Machine Design RefresherДокумент30 страницMachine Design RefresherIan LlapitanОценок пока нет
- Reticulated Gas Installationsand Maintenance Technical Guide V21Документ24 страницыReticulated Gas Installationsand Maintenance Technical Guide V21dbchamp888Оценок пока нет
- Programme AFC 13 The 13th Asian Foundry Congress Hanoi PDFДокумент9 страницProgramme AFC 13 The 13th Asian Foundry Congress Hanoi PDFPhung Tuan AnhОценок пока нет
- Atlas Grade Datasheet - All Datasheets Rev Aug 2013 PDFДокумент57 страницAtlas Grade Datasheet - All Datasheets Rev Aug 2013 PDFMikku KattaОценок пока нет
- 430 Specification PDFДокумент1 страница430 Specification PDFGagat GongatОценок пока нет
- Hopelex Pc-1100uДокумент2 страницыHopelex Pc-1100uChu ChuОценок пока нет
- Catalog SAE1075Документ84 страницыCatalog SAE1075Woong BangОценок пока нет
- Catalyst Deactivation ModelДокумент8 страницCatalyst Deactivation ModelJesse Haney IIIОценок пока нет
- Ceramic Tile CAD - Detail Document2Документ46 страницCeramic Tile CAD - Detail Document2داروین پرزОценок пока нет
- SERVO Cut S - PDSДокумент1 страницаSERVO Cut S - PDSVENKATОценок пока нет
- Check List Blasting & Painting Inspection Tools: Tripatra-Samsung ConsortiumДокумент1 страницаCheck List Blasting & Painting Inspection Tools: Tripatra-Samsung ConsortiumHeri FebriyantoОценок пока нет
- Cold Rolled (8311865)Документ2 страницыCold Rolled (8311865)SakthivelОценок пока нет
- Benchtop Table Saw Stand PlanДокумент7 страницBenchtop Table Saw Stand Plansenthil karthikОценок пока нет
- Zam Tech Brochure PDFДокумент60 страницZam Tech Brochure PDFTowkir AhmmadОценок пока нет
- FGD Spic PDFДокумент57 страницFGD Spic PDFMaymole BobenОценок пока нет
- High-Strength Steels For Cold-Forming, Thermomechanically-RolledДокумент2 страницыHigh-Strength Steels For Cold-Forming, Thermomechanically-RolledbenoiОценок пока нет
- Power Tools Vocabulary and FlashcardsДокумент19 страницPower Tools Vocabulary and Flashcardsapi-3815499890% (1)
- Ferrite Bainite SteelsДокумент6 страницFerrite Bainite SteelsK S RamakrishnaОценок пока нет
- VCI Film PaperДокумент2 страницыVCI Film Paperpackaging meОценок пока нет
- Lavadoras Lava-Linge Washing Machines Waschmaschine Lavatrici Máquinas de Lavar RoupaДокумент51 страницаLavadoras Lava-Linge Washing Machines Waschmaschine Lavatrici Máquinas de Lavar RoupaòscarОценок пока нет
- Combustion in Si EnginesДокумент36 страницCombustion in Si EnginesRavi RanjanОценок пока нет
- Surface Preparation: Paint Guide: Standards, Glossary, Surface Preparation and NotesДокумент24 страницыSurface Preparation: Paint Guide: Standards, Glossary, Surface Preparation and NotesMd Shuzaur RahmanОценок пока нет
- Bearing 1 PDFДокумент1 страницаBearing 1 PDFAnkit SuriОценок пока нет
- Wooden Toy Car Ford MustangДокумент7 страницWooden Toy Car Ford MustanggilmarskalinskiОценок пока нет
- QAP-General Fabrication & Machining ItemsДокумент1 страницаQAP-General Fabrication & Machining ItemsMohammad AdilОценок пока нет
- Manufacturers' Data Report For Unfired Pressure VesselsДокумент3 страницыManufacturers' Data Report For Unfired Pressure VesselsJhon Lloyd Dela CruzОценок пока нет
- Rate of Reaction - Grade 8 WorksheetДокумент7 страницRate of Reaction - Grade 8 Worksheetfrancisca liku-nema0% (1)
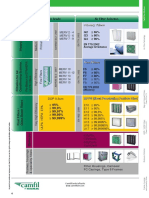
- Quick Selection Guide: Filter Grade Air Filter SelectionДокумент1 страницаQuick Selection Guide: Filter Grade Air Filter SelectionNguyen DuyОценок пока нет
- Rubber Technology Manufacturing and TestingДокумент119 страницRubber Technology Manufacturing and TestingSHRIKANT PRABHAKAR ATHAVALEОценок пока нет
- MaskaraДокумент15 страницMaskarasreehas sreehasОценок пока нет
- Simazinc Silicate MC: Product Data SheetДокумент3 страницыSimazinc Silicate MC: Product Data SheetMuhammad Mulya JatiОценок пока нет
- Laws of UX: Using Psychology to Design Better Products & ServicesОт EverandLaws of UX: Using Psychology to Design Better Products & ServicesРейтинг: 5 из 5 звезд5/5 (9)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureОт EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОт EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОценок пока нет
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessОт EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessОценок пока нет
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableОт EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableОценок пока нет
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tОт EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tРейтинг: 4.5 из 5 звезд4.5/5 (27)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingОт EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingРейтинг: 5 из 5 звезд5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneОт EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneРейтинг: 4.5 из 5 звезд4.5/5 (5)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionОт EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionОценок пока нет
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsОт EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsРейтинг: 5 из 5 звезд5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchОт EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchРейтинг: 4 из 5 звезд4/5 (10)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsОт EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsРейтинг: 4 из 5 звезд4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesОт Everand507 Mechanical Movements: Mechanisms and DevicesРейтинг: 4 из 5 звезд4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОт EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОценок пока нет
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsОт EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsРейтинг: 4.5 из 5 звезд4.5/5 (3)
- A Baker's Dozen: Real Analog Solutions for Digital DesignersОт EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersРейтинг: 4 из 5 звезд4/5 (1)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesОт EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesОценок пока нет