Вам также может понравиться
- Management Accounting PDFДокумент288 страницManagement Accounting PDFlakshayОценок пока нет
- UntitledДокумент505 страницUntitledNithiananthan VejayanОценок пока нет
- Master Production Schedule TechniqueДокумент16 страницMaster Production Schedule TechniqueSathiya Moorthy100% (1)
- The Definitive Guide To Building An SDR TeamДокумент21 страницаThe Definitive Guide To Building An SDR TeamJose Fernandez M100% (1)
- Material Requirements Planning & ERP PPT at BEC DOMSДокумент44 страницыMaterial Requirements Planning & ERP PPT at BEC DOMSBabasab Patil (Karrisatte)Оценок пока нет
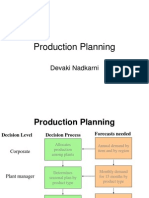
- Production Planning: Devaki NadkarniДокумент29 страницProduction Planning: Devaki Nadkarnidsathiya100% (1)
- Performance Review Template (Self, Manager, Peers)Документ10 страницPerformance Review Template (Self, Manager, Peers)Marko IllustrisimoОценок пока нет
- PP Training Presentation M&MДокумент49 страницPP Training Presentation M&MNikhil WaniОценок пока нет
- ITC StrategyДокумент13 страницITC StrategyPranav Goyal100% (1)
- Production Planning and Control Methods, Aggregate Planning, Capacity Planing, SchedulingДокумент51 страницаProduction Planning and Control Methods, Aggregate Planning, Capacity Planing, SchedulingkapilmantriОценок пока нет
- SAP PP OverviewДокумент45 страницSAP PP OverviewNikhil Wani100% (1)
- HMV AnalysisДокумент76 страницHMV Analysisagat22100% (2)
- Master Production ScheduleДокумент9 страницMaster Production ScheduleOmkar SohoniОценок пока нет
- Practical Guide To Production Planning & Control [Revised Edition]От EverandPractical Guide To Production Planning & Control [Revised Edition]Рейтинг: 1 из 5 звезд1/5 (1)
- Capacity PlanningДокумент46 страницCapacity PlanningNikunj LoyaОценок пока нет
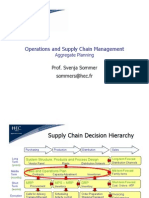
- Operations and Supply Chain Management: Prof. Svenja Sommer Sommers@Документ22 страницыOperations and Supply Chain Management: Prof. Svenja Sommer Sommers@michmich1245Оценок пока нет
- Introduction To The Production Planning and Inventory ControlДокумент80 страницIntroduction To The Production Planning and Inventory ControlAngelina WattssОценок пока нет
- Aggregate PlanningДокумент43 страницыAggregate PlanningRemiere Joie V. Aguilar100% (9)
- Operations Management - Oct 27Документ39 страницOperations Management - Oct 27Manonmani Mani100% (1)
- Production Planning and ControlДокумент31 страницаProduction Planning and ControlPradeep Kumar Mehta100% (2)
- Master Scheduling: A Practical Guide to Competitive ManufacturingОт EverandMaster Scheduling: A Practical Guide to Competitive ManufacturingОценок пока нет
- ChaRM Project PlanДокумент9 страницChaRM Project PlanRyan PittsОценок пока нет
- System Design and CapacityДокумент35 страницSystem Design and CapacityAngelo RoqueОценок пока нет
- Project ProposalДокумент3 страницыProject ProposalKanchan RoyОценок пока нет
- Production Planning and Detailed Scheduling (PP/DS) in SCMДокумент50 страницProduction Planning and Detailed Scheduling (PP/DS) in SCMVijay HajnalkerОценок пока нет
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsОт EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsРейтинг: 4.5 из 5 звезд4.5/5 (2)
- MRP PDFДокумент45 страницMRP PDFSamОценок пока нет
- Material Requirment Planning-OmДокумент18 страницMaterial Requirment Planning-OmPraful Anil UberoiОценок пока нет
- Production Planning & ControlДокумент44 страницыProduction Planning & ControlavgadekarОценок пока нет
- Production Planning and Control (PPC)Документ31 страницаProduction Planning and Control (PPC)feroz shaikОценок пока нет
- Resume of SalaselaineДокумент3 страницыResume of Salaselaineapi-26766672Оценок пока нет
- Chapter 06Документ42 страницыChapter 06razi haiderОценок пока нет
- 1 Overview 01 APR 2014Документ20 страниц1 Overview 01 APR 2014Denis CОценок пока нет
- Chapter 3-Master SchedulingДокумент54 страницыChapter 3-Master SchedulingVatsal PatelОценок пока нет
- Group Assigement - POMДокумент29 страницGroup Assigement - POMaarti sonkambleОценок пока нет
- Manufacturing & Delivery OperationsДокумент12 страницManufacturing & Delivery OperationsFadekemi AdelabuОценок пока нет
- Production Planning and Inventory ControlДокумент34 страницыProduction Planning and Inventory Controlmarah nimerОценок пока нет
- Production Planning and Inventory Control: Dr. Mohammed OthmanДокумент34 страницыProduction Planning and Inventory Control: Dr. Mohammed OthmanYasser IsteitiehОценок пока нет
- Material Requirement Planning (MRP)Документ21 страницаMaterial Requirement Planning (MRP)naveenОценок пока нет
- IJCRT2204731Документ5 страницIJCRT2204731sandy_bnОценок пока нет
- Introduction To PPICДокумент16 страницIntroduction To PPICTian Nur MОценок пока нет
- Production Planning ControlДокумент31 страницаProduction Planning ControlvesgacarlosОценок пока нет
- OM Chapter FourДокумент58 страницOM Chapter FourLakachew GetasewОценок пока нет
- SAP For SCM OTIF Improvement ProjectДокумент5 страницSAP For SCM OTIF Improvement ProjectMANOJОценок пока нет
- 6-7. Prc. Sistem ProduksiДокумент70 страниц6-7. Prc. Sistem ProduksiFrankyLinkОценок пока нет
- Aggregate Production PlanningДокумент32 страницыAggregate Production PlanningupendraОценок пока нет
- Production Planning ControlДокумент25 страницProduction Planning ControlDennise ShughniОценок пока нет
- Production CycleДокумент37 страницProduction Cycleara amelОценок пока нет
- Material Management 2 (B)Документ30 страницMaterial Management 2 (B)Asad AliОценок пока нет
- DP S Op Using Sap Apo at PepsicoДокумент17 страницDP S Op Using Sap Apo at PepsicogautamОценок пока нет
- Just-In-Time SystemsДокумент32 страницыJust-In-Time SystemsSuhas PanditОценок пока нет
- Production Planning and ControlДокумент40 страницProduction Planning and ControlRajakumar SundaramОценок пока нет
- Production Management SystemsДокумент4 страницыProduction Management SystemsDaincy MarianoОценок пока нет
- Production Planning and ControlДокумент12 страницProduction Planning and ControlPrathap AnОценок пока нет
- Introduction To PP Sys, Lecture-7Документ10 страницIntroduction To PP Sys, Lecture-7Ahmed ButtОценок пока нет
- Lecture 10: MRP & JIT Lecture 10: MRP & JIT: Material Requirements Planning Material Requirements PlanningДокумент5 страницLecture 10: MRP & JIT Lecture 10: MRP & JIT: Material Requirements Planning Material Requirements PlanningCharles BinuОценок пока нет
- What Is Erp 6Документ63 страницыWhat Is Erp 6Monica SholesОценок пока нет
- Material Requirement PlanningДокумент5 страницMaterial Requirement PlanningJommel GonzalesОценок пока нет
- GROUP-1-PRODUCTION-MANAGEMENT Screen SchareДокумент20 страницGROUP-1-PRODUCTION-MANAGEMENT Screen Scharealger samillanoОценок пока нет
- PPCДокумент87 страницPPCPrem KumarОценок пока нет
- Manufacturing Planning & SchedulingДокумент44 страницыManufacturing Planning & Schedulingbuntymth05Оценок пока нет
- Unit III - Prod. Mgt.Документ60 страницUnit III - Prod. Mgt.coxshulerОценок пока нет
- D2 06 - Celgene - SAP SCM SUMMIT Presentation v4 0Документ30 страницD2 06 - Celgene - SAP SCM SUMMIT Presentation v4 0Manish TourasОценок пока нет
- Production PlanningДокумент17 страницProduction Planningswapnarao12Оценок пока нет
- Production Planning and ControlДокумент51 страницаProduction Planning and ControlMohit MundraОценок пока нет
- Convertion Cycle: Amador, Jeric Ferreras, Christine Lasalita, Kyra Danielle Panganiban, Christine Joy Tolentino, AldrenДокумент62 страницыConvertion Cycle: Amador, Jeric Ferreras, Christine Lasalita, Kyra Danielle Panganiban, Christine Joy Tolentino, AldrenChristine Joy PanganibanОценок пока нет
- Production Management - IIДокумент40 страницProduction Management - IIjkirubadanielОценок пока нет
- Production Management - VДокумент75 страницProduction Management - VjkirubadanielОценок пока нет
- Production Management - IIIДокумент17 страницProduction Management - IIIjkirubadanielОценок пока нет
- Production Management - IДокумент36 страницProduction Management - IjkirubadanielОценок пока нет
- Disaster Management - IVДокумент17 страницDisaster Management - IVjkirubadanielОценок пока нет
- Disaster Management - VДокумент11 страницDisaster Management - VjkirubadanielОценок пока нет
- Disaster Management - IДокумент107 страницDisaster Management - IjkirubadanielОценок пока нет
- Disaster Management - IIДокумент42 страницыDisaster Management - IIjkirubadanielОценок пока нет
- Disaster Management - IIIДокумент32 страницыDisaster Management - IIIjkirubadanielОценок пока нет
- Rural Marketing IIIДокумент14 страницRural Marketing IIIjkirubadanielОценок пока нет
- Rural Marketing IVДокумент8 страницRural Marketing IVjkirubadanielОценок пока нет
- Rural Marketing IДокумент35 страницRural Marketing IjkirubadanielОценок пока нет
- Rural Marketing IIДокумент24 страницыRural Marketing IIjkirubadanielОценок пока нет
- Credit DepartmentДокумент6 страницCredit DepartmentArnold BelangoyОценок пока нет
- Monthly Review Meeting March - 31.03.2021 Anbessa Shoe FactoryДокумент51 страницаMonthly Review Meeting March - 31.03.2021 Anbessa Shoe FactoryMelaku AlemuОценок пока нет
- Quiz 1 Cost AccountingДокумент3 страницыQuiz 1 Cost AccountingAlyssaОценок пока нет
- Merger NotesДокумент55 страницMerger NotesRajeshwar PoteОценок пока нет
- IAT Guide 2017 10Документ33 страницыIAT Guide 2017 10José PérezОценок пока нет
- Healthpro Vs MedbuyДокумент3 страницыHealthpro Vs MedbuyTim RosenbergОценок пока нет
- MIS 2nd AssignmentДокумент2 страницыMIS 2nd AssignmentMahrin MalihaОценок пока нет
- ME3608 Technopreneurship: Instructor: Mashal TariqДокумент55 страницME3608 Technopreneurship: Instructor: Mashal TariqZeeshan RafiqОценок пока нет
- B2B Chapter 12 - GRP PresentationДокумент18 страницB2B Chapter 12 - GRP PresentationsbhongadeОценок пока нет
- Dr. Martin's OfficeДокумент4 страницыDr. Martin's OfficeCheryl CastanedaОценок пока нет
- Update (Isi Di Form, Kalo Revisi Tinggal Isi Lagi)Документ11 страницUpdate (Isi Di Form, Kalo Revisi Tinggal Isi Lagi)Yudo RusyantoОценок пока нет
- B94 PQP Seksyen 28Документ42 страницыB94 PQP Seksyen 28Roif Samsul100% (1)
- Walmart - Market Leader StrategiesДокумент4 страницыWalmart - Market Leader Strategiesmurtaza mannanОценок пока нет
- Sail ProjectДокумент4 страницыSail ProjectAvnish WadhwaОценок пока нет
- Cost Accounting - Author William K. Carter - 14ed-297-298Документ2 страницыCost Accounting - Author William K. Carter - 14ed-297-298dindaОценок пока нет
- Introduction To EntrepreneurshipДокумент13 страницIntroduction To EntrepreneurshipDwiki Satria WibawaОценок пока нет
- Strategic Human Resource Management For Business OrganisationДокумент16 страницStrategic Human Resource Management For Business OrganisationColin Kaduya100% (1)
- Human Resource Information System: Presented By: Jasleen Dutta Presented To: Prof. Afreen AliДокумент22 страницыHuman Resource Information System: Presented By: Jasleen Dutta Presented To: Prof. Afreen AliAmanpreet DuttaОценок пока нет
- Content Marketing 5-Step FrameworkДокумент2 страницыContent Marketing 5-Step FrameworkEki EkiОценок пока нет
- SAP Modules Presentation: Inventory ModuleДокумент44 страницыSAP Modules Presentation: Inventory ModuleLaMin AgОценок пока нет
- PAD 110: Introduction To Public Administration: Dr. Tat PuthsodaryДокумент43 страницыPAD 110: Introduction To Public Administration: Dr. Tat PuthsodaryWaqas D. HamidiОценок пока нет
- Visualization Set Your Analytics Users FreeДокумент7 страницVisualization Set Your Analytics Users Freeleonaveed1Оценок пока нет













![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)