Академический Документы
Профессиональный Документы
Культура Документы
Org. Ind. I - Estudio de Métodos
Загружено:
Albert HalggerОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Org. Ind. I - Estudio de Métodos
Загружено:
Albert HalggerАвторское право:
Доступные форматы
Organizacin Industrial I - Estudio de Mtodos
PARTE I - UBICACIN Y EVALUACIN DEL TEMA 1. TITULO: ESTUDIO DE MTODOS 2. INTRODUCCIN
El "Estudio de Mtodos" es una de las tcnicas bsicas de la Organizacin Industrial que permite resolver cualquier tipo de problema. Su aplicacin abarca desde la distribucin en la planta hasta los movimientos mas pequeos de un operario que realiza una tarea de gran receptividad.
3. DEFINICIN
"El Estudio de Mtodos es el registro, anlisis y examen critico sistemtico de los modos existentes y propuestos de llevar a cabo una tarea y el desarrollo y aplicacin de mtodos mas sencillos y eficaces ". De otra manera puede definirse como la tcnica que disea, mejora e instala mtodos en cualquiera de los niveles a travs de un anlisis cuidadoso y sistemtico de los elementos del mtodo, haciendo uso de herramientas de anlisis y de diseo desarrollados por la Ingeniera Industrial.
4. UBICACIN DEL TEMA DENTRO DEL CONTEXTO DE LA MATERIA
El tema se encuentra definido en la Bolilla N' 5 del programa analtico de la materia. Como sabemos, el Estudio de Mtodos es una de las tcnicas que componen el Estudio del Trabajo, al que definamos como "la expresin utilizada para designar las tcnicas del Estudio de Mtodos y de la Medida del Trabajo mediante los cuales se asegura el mejor aprovechamiento posible de los recursos humanos y materiales para llevar a cabo una tarea determinada.
5. CONEXIN CON CONOCIMIENTOS PREVIOS
Podemos decir que todo lo que se refiere a conocimientos previos se encuentra involucrado en el punto anterior.
6. OBJETIVOS DEL TEMA
Son objetivos del estudio de mtodos (definidos por la O.I.T.): mejorar los procesos y los procedimientos; mejorar la disposicin de la fabrica, taller y lugar de trabajo, as como tambin el diseo del equipo e instalaciones; economizar el esfuerzo humano y reducir la fatiga innecesaria; mejorar la utilizacin de materiales, maquinas y mano de obra;
Organizacin Industrial I - Estudio de Mtodos
crear mejores condiciones materiales de trabajo.
7. VALOR DEL TEMA PARA EL INGENIERO INDUSTRIAL
Es indiscutible el valor que este tema aporta a la formacin del Ingeniero Industrial, pues le otorga una herramienta que le sirve para resolver los problemas que se plantean en un sistema productivo.
8. CAMPO DE APLICACIN
Como veremos mas adelante la metodologa que se aplica para la resolucin de estudios de mtodos es de aplicacin muy amplia, pues permite plantear soluciones en el campo industrial, administrativo, social, etc.
9. ALCANCE DEL TEXTO
En esta publicacin se recopilan y explican los conceptos, definiciones y elementos necesarios para realizar "Estudio de Mtodos", con la pretensin de brindar al alumno una imagen precisa de una de las principales tareas de la Ingeniera Industrial. La extensin y profundidad de los temas es acorde con la ejercitacin a lograr en los Trabajos Prcticos y no la necesaria para la formacin operativa de un Analista de Mtodos.
10. APLICACIN Y DESARROLLO DEL TEMA KN EL MBITO NACIONAL Y MUNDIAL.
Estas nociones sern tratadas en forma especial por separado.
Organizacin Industrial I - Estudio de Mtodos
PARTE II - FUNDAMENTOS TERICOS 11. TEORA
11.1CLASIFICACIN DE MTODOS SEGN NIVELES:
Un mtodo en la forma mas general es "el modo o manera racional de obrar o hacer algo". Con fines prcticos o de aplicacin se definen Mtodos en nuestra materia segn tres niveles: Nivel 1.Secuencia de movimientos usados por uno o mas operarios para llevar a cabo una operacin o realizar una tarea. "Estudio de mtodos en puestos de trabajo". Nivel 2.Secuencia de operaciones, actividades, o procesos necesarios para producir un bien o completar una tarea. "Estudio de mtodos de proceso". Nivel 3.Distribucin especifica de materiales, herramientas y equipos, puestos de trabajo y condiciones necesarias para completar una tarea o producir un bien. "Estudio de la distribucin en planta".
11.2PROCEDIMIENTO BSICO ARA EL ESTUDIO DE MTODOS
Las etapas o pasos a dar para efectuar un Estudio de Mtodos no difieren en absoluto de las que se debieran aplicar usualmente para resolver cualquier problema. a) Seleccionar el problema o trabajo objeto de estudio. b) c) d) Registrar toda la informacin concerniente al trabajo objeto de estudio y las actividades del mtodo actual por observacin directa. Examinar crticamente, en forma ordenada e imparcial toda la informacin registrada concerniente al problema. Desarrollar soluciones (mtodos) posibles, evaluar cual es la mas conveniente a aplicar, y desarrollar el mtodo mas practico, econmico y eficaz. Adoptar esa solucin (mtodo) como practica uniforme. Mantener en uso y realizar un seguimiento de lo implantado como practica uniforme mediante comprobaciones regulares y peridicas.
e) f)
Organizacin Industrial I - Estudio de Mtodos
11.3SELECCIONAR
Los factores que debern tenerse en cuenta para seleccionar la tarea que va a ser objeto del estudio pueden ser (segn O.I.T.):
11.3.1
Consideraciones de ndole econmica.
Los trabajos que siempre sern objetos de un estudio son los siguientes: los "agolpamientos" que retrasen otras operaciones de produccin (cuellos de botella). los desplazamientos importantes de materiales entre sectores distantes o las operaciones que requieran gran cantidad de mano de obra y de equipo. las operaciones que impliquen trabajo repetitivo, con gran numero de operarios y que se piensan realizar durante largo tiempo. Siempre ser conveniente preguntarse si es econmicamente rentable realizar el estudio de mtodos de una determinada tarea.
11.3.2
Consideraciones de orden tcnico.
Generalmente se basa en la introduccin de reformas en la maquinaria que permiten aumentar la velocidad de funcionamiento de la misma. Para realizar este tipo de estudio es conveniente contar con el apoyo del personal tcnico especializado.
11.3.3
Aspectos de seguridad
Muchas veces ser necesario realizar estudios de mtodos buscando aspectos de seguridad industrial que permitan diminuir los accidentes del trabajo.
11.4REGISTRAR 11.4.1 Ubicacin del Cuadro o Diagrama segn Niveles.
Para el registro de mtodos se utilizaran cuadros y diagramas que se pueden clasificar segn los niveles definidos en el punto 11.1. Nivel 1. Secuencia de movimientos. a) Cuadro Bimanual Nivel 2. Secuencia de operaciones a) Diagrama de Operaciones. b) Diagrama y Cuadro de Proceso. c) Diagrama de Proceso Multicolumnar. d) Cuadro de Actividades Mltiples (hombre - maquina). Nivel 3. Distribucin en Planta. a) Diagrama de Hilos. b) Diagrama de Recorrido (Bi o Tridimensional).
Organizacin Industrial I - Estudio de Mtodos
Antes de continuar con la explicacin de cada uno de los grficos anteriores es necesario aclarar la diferencia que existe entre cuadro y diagrama. Denominamos "cuadro a la planilla estandarizada preimpresa y "diagrama" al que se grfica en forma libre sobre una hoja en blanco.
11.4.2
Simbologa
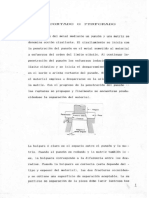
Se adoptara la simbologa de la ASME, en donde se especifican las siguientes actividades: Operacin: Tiene lugar una operacin cuando se cambia intencionalmente un objeto en cualquiera de sus caractersticas fsicas o qumicas, es montado con o desmontado de otro objeto o se arregla o prepara para otra operacin, transporte, inspeccin o almacenaje. Tambin tiene lugar una operacin cuando se da o se recibe informacin o cuando se traza un plan o se realiza un clculo. Inspeccin: Tiene lugar una inspeccin cuando un objeto es examinado para su identificacin o se verifica su calidad o cantidad en cualquiera de sus propiedades. Transporte: Tiene lugar un transporte cuando un objeto es trasladado de un lugar a otro, excepto cuando dicho traslados son una parte de la operacin o bien son ocasionados por el operario en el punto de trabajo durante una operacin o inspeccin. Demora: Ocurre una demora de un objeto cuando las condiciones (excepto aquellas que intencionalmente cambian las caractersticas fsicas o qumicas del objeto) no permiten una inmediata realizacin de la accin siguiente prevista. La demora tambin se denomina almacenamiento temporal. Debido a un problema de impresin, este smbolo puede aparecer como D o . Almacena: Tiene lugar un almacenaje cuando un objeto se mantiene y protege contra un traslado no autorizado. La diferencia entre "almacenamiento" y "almacenamiento temporal" consiste en que para sacar un articulo que este en almacenamiento se necesita una peticin, un vale u otra autorizacin oficial que no es necesaria cuando se trata del almacenamiento temporal. Actividad combinada: Cuando se desea indicar actividades realizadas conjuntamente o con el mismo operario en el mismo punto de trabajo los smbolos empleados para dichas actividades se combinan, segn se indica por el circulo inscripto en el cuadrado para representar una operacin e inspeccin combinadas.
Organizacin Industrial I - Estudio de Mtodos
Cuando se trata de operaciones no corrientes, fuera del campo de las definiciones, el propsito de las que damos a continuacin permitir al analista efectuar las clasificaciones apropiadas. Clasificacin Resultado predominante Operacin Transporte Inspeccin Retraso Almacenaje ..................................... ..................................... ..................................... ..................................... ..................................... Produce o realiza Mueve Verifica Interfiere Guarda
Esta simbologa es utilizable en cuadros y diagramas en el estudio de mtodos de proceso (nivel 2) pero no para el cuadro Bimanual en el estudio de puestos de trabajo (Nivel 1). Para el cuadro Bimanual se utilizaran los mismos smbolos pero su significado cambia: Operacin: Se emplea para los actor de asir, sujetar, utilizar, soltar, etc., una herramienta, pieza o material. Tambin, se define como operacin a la actividad de "poner en posicin". Transporte: Se emplea para representar el movimiento de la mano (o extremidad) hasta el trabajo, herramienta o material o desde uno de ellos. Demora: Se emplea para indicar el tiempo en que la mano o extremidad no trabaja (aunque quiz trabajen las otras). Sostenimiento: Se emplea para indicar el acto de sostener alguna pieza, herramienta o material con la mano cuya actividad se esta consignando. El smbolo de inspeccin no se utiliza, puesto que durante la inspeccin de un objeto (mientras se lo sujeta y mira o se lo calibra) los movimientos de la mano vienen a ser "operaciones" a los efectos del cuadro.
11.4.3
11.4.3.1
Cuadros y Diagramas.
Cuadro Bimanual.
11.4.3.1.1 Definicin El cuadro Bimanual es la representacin grfica de las actividades de las manos expresndolas por medio de una simbologa particular y respetando su relacin su relacin cronolgica. Cuando el estudio as lo requiere es tambin posible graficar las actividades de los pies.
Organizacin Industrial I - Estudio de Mtodos
11.4.3.1.2 Smbolos Se utilizan los smbolos de: operacin, transporte, demora y sostener, con el sentido explicado anteriormente. El smbolo de inspeccin no se utiliza puesto que durante la inspeccin de un objeto los movimientos que realizan las manos se computan con operaciones a efectos del cuadro. 11.4.3.1.3 Identificacin Por tratarse de un cuadro toda la informacin correspondiente a la identificacin ya viene impresa y solo es necesario completarla. 11.4.3.1.4 Construccin Se debe completar el cuadro en su totalidad en lo que se refiere a identificacin y detalles del lugar de trabajo. Se registra siempre las actividades de las manos y no las transformaciones que sufran los objetos manipulados. Los movimientos que las dos manos realicen en el mismo instante deben quedar registrados uno enfrente de otro. Se debe registrar primero la mano mas cargada de actividad, completando luego con el registro de las actividades de la otra. Es usual que haya que rehacer el cuadro. La revisin posterior a la finalizacin del registro observando el operario en el lugar de trabajo es imprescindible. Los movimientos de los pies (por ejemplo sobre pedales), se registran siempre en cuadro aparte, sobre la columna correspondiente a mano derecha y con referencia a la mano izquierda. En la figura N 1 puede apreciarse un ejemplo de este cuadro. 11.4.3.1.5 Aplicaciones Posibilita el estudio de la secuencia de movimientos utilizados para efectuar una tarea y la distribucin de materias y herramientas en el y lugar de trabajo.
Organizacin Industrial I - Estudio de Mtodos
SUMARIO ACTIVIDAD Operaciones Transportes
Demoras ACTUAL MI MD PROPUESTO DIFERENCIA MI MD MI MD
CUADRO BIMANUAL
Estudio N ........ Hoja N .......de .... Hs....
Fabrica: .................. AREA: ................. Operacin: ............................................ Carta comienza en: ................................. Carta termina en: .....................................
Almacenaje
TOTAL:
Mtodo: Actual/Propuesto:.................... Registrado por: ................. Fecha: .......... PUESTO DE TRABAJO
MANO DERECHA
O p e r a c i n
T r a n s p o r t e
D e m o r a
S o s t e n e r
O p e r a c i n
T r a n s p o r t e
D e m o r a
S o s t e n e r
MANO IZQUIERDA
Organizacin Industrial I - Estudio de Mtodos
SUMARIO ACTIVIDAD
Operaciones Transportes Demoras Almacenaje TOTAL: ACTUAL MI 21 MD 9 PROPUESTO DIFERENCIA MI MD MI MD
CUADRO BIMANUAL
Estudio N ........ Hoja N .......de .... Hs....
8 1 3 33
1 5 18 33
Fabrica: .XX. S.A .......... AREA: ..Bobinado ... Operacin: ....Bobinado de Alambre de cobre..... Carta comienza en: ...Tomar Carrete M.D. Carta termina en: ......Ir hacia carrete vacio M.D.
Mtodo: Actual/Propuesto:.................... Registrado por: .E.N.P. .. Fecha: 15-4-77 PUESTO DE TRABAJO
MANO DERECHA
O p e r a c i n
Tomar carrete Posicionar carrete en maquina Sostener carrete Soltar carreteEleva hacia tuerca Eleva hacia tuerca Toma tuerca Lleva tuerca hacia bobinado Posiciona tuerca Enroscar tuerca Sostener carrete Soltar carrete Lleva hacia contrapunta Acercar contrapunta Apretar mariposa Lleva hacia alambre Tomar alambre Pasar alambre por gua hilos Enganchar alambre en carretes Soltar que termine bobinado Espera que termine Hacia hilo
T r a n s p o r t e
D e m o r a
S o s t e n e r
O p e r a c i n
T r a n s p o r t e
D e m o r a
S o s t e n e r
MANO IZQUIERDA
Espera para comenzar Tomar tornillo Introducir tornillo Sostener tornillo " " " " " " " " " "
Tomar carrete Poner carrete en posicin Sostener carrete " " " " " " " " " " " "
Conectar Embrague Espera que termine bobinado Desconectar embrague
Organizacin Industrial I - Estudio de Mtodos
10
CUADRO BIMANUAL OPERACIN: ..........................................................
O p e r a c i n T r a n s p o r t e S o s t e n e r O p e r a c i n
Estudio N ............................... Hoja N .............. de ........... Hs. Fecha: ...................................
T r a n s p o r t e S o s t e n e r
MANO DERECHA
D e m o r a
D e m o r a
MANO IZQUIERDA
Organizacin Industrial I - Estudio de Mtodos
11
CUADRO BIMANUAL OPERACIN: ..........................................................
O p e r a c i n T r a n s p o r t e S o s t e n e r O p e r a c i n
Estudio N ............................... Hoja N .............. de ........... Hs. Fecha: ...................................
T r a n s p o r t e S o s t e n e r
MANO DERECHA
Sostener hilo Hilvanar hilo en carrete Ajustar mariposa Bajar contrapunto Hacia carrete Bajar carrete Bajar tuerca Dejar tuerca Dejar carrete Llevar carrete a caja Tomar carrete Hacia carrete vacio
D e m o r a
D e m o r a
MANO IZQUIERDA
Cortar hilo Sostener carrete " " " " " "
Hacia tornillo Toma tornillo Sostener tornillo Retirar tornillo Espera siguiente operacin " " " " " "
Organizacin Industrial I - Estudio de Mtodos
12
11.4.3.2
Diagrama de Operaciones .
11.4.3.2.1 Definicin El Diagrama de Operaciones es la representacin grfica de la secuencia de operaciones e inspecciones que integran un proceso, en la cual se indican los puntos de entrada de materiales y los tiempos fijados para cada uno de los pasos. No se representan en este diagrama los smbolos que tienen que ver con el proceso de manipuleo de materiales. 11.4.3.2.2 Smbolos Se utilizan solamente los de operacin e inspeccin (Actividades que agregan valor al producto). 11.4.3.2.3 Identificacin La informacin que corresponde a la identificacin se deber situar preferencialmente en la parte superior de la hoja. Se debe encabezar la informacin con el nombre dado al diagrama. A continuacin se coloca: asunto diagramado; si el mtodo es actual o propuesto; numero del plano, de la pieza u otro numero de identificacin; ficha y nombre del analista. Tambin es conveniente que figuren: Nombre de la Fabrica, Departamento de 1a misma en la que se realiza el estudio, Cantidad de hojas, en que punto del proceso comienza y termina el diagrama, espacio para que firme el que aprueba el trabajo. 11.4.3.2.4 Construcciones Las pautas para la construccin son las mismas que establecen las normas ACME. Los aspectos mas sobre salientes son: Las lneas horizontales indican entrada de material al proceso y las verticales etapas del proceso dispuestas en orden cronolgico. Elegir para la rama principal del diagrama la pieza que mas operaciones lleva, o sobre la cual se va a montar el resto de las partes, en el caso de una lnea. En la parte superior derecha del diagrama se traza una horizontal que marca la entrada del material componente de la pieza base o principal ya seleccionada. Sobre dicha lnea se detalla el numero y nombre de la pieza y el material de que se trata. A partir del extremo derecho de la horizontal y hacia abajo se traza una vertical, a un centmetro por debajo de aquella se comienza a indicar el primer proceso a que es sometido el material. A la derecha del smbolo es conveniente anotar una breve descripcin de la operacin o inspeccin y a la izquierda se suele colocar el tiempo de duracin de la misma.
Organizacin Industrial I - Estudio de Mtodos
13
Figura N 2
E n tr a d a d e l M a t e r ia l a l P ro c e s o M a te r ia l C o m p ra d o P ie z a q u e s e u n e a la p r in c ip a l M a t e r ia l c o m p ra d o M a te r ia l c o m p ra d o
M a t e r ia l c o m p ra d o M a te r ia l e n e l q u e s e h a r e a liz a d o t r a b a jo M a te r ia l e n e l q u e s e h a r e a liz a d o tr a b a jo A v a n c e d e l m a t e r ia l e n p r o c e s o
De este modo se continua hasta que otro componente se une al primero, esto se indica con una lnea de entrada de material. Si se trata de un material que ya ha sido sometido a un proceso dentro de nuestra planta industrial y que nos interesa representar, el mismo se indica sobre una vertical trazada sobre la izquierda de la lnea de entrada del segundo componente y que termina sobre esta. El material del que se hizo el componente as como las operaciones e inspecciones llevadas a cabo en el mismo, son diagramados siguiendo lo anteriormente explicado. Este procedimiento se realiza conforme cada nuevo componente que se introduce en el proceso. La accin final se encontrara sobre la parte inferior derecha del diagrama. Se utilizara una numeracin para las operaciones y otra para las inspecciones. En ambos casos la numeracin es correlativa a partir de la primer actividad que tenga lugar en la pieza base. Cuando otro componente en el que se ha hecho algn trabajo entra en el proceso, las actividades llevadas a cabo en el son numeradas en la misma serie. Cuando se haga necesario intercalar una operacin en un diagrama ya trazado, se le da el numero de la operacin precedente seguido de la letra "a".
Todo esto se puede apreciar en la figura N 3.
Organizacin Industrial I - Estudio de Mtodos
14
Figura N 3 Lo que se explico hasta ahora para el montaje es valido para el desmontaje, en este caso el diagrama tiene una forma similar al montaje mirado en forma inversa. Cuando una pieza puede seguir dos o mas caminos alternativamente durante el proceso, para describir esta situacin se traza una lnea horizontal debajo de la lnea vertical de recorrido, correspondiendo el punto central de la primera con la interseccin de ambos. Las lneas de recorrido vertical bajan entonces desde la lnea horizontal para cada alternativa que se desee indicar. Luego de diagramar todas las alternativas se traza una horizontal uniendo los extremos inferiores de las mismas; desde el punto medio de esta horizontal se traza la vertical sobre la que se seguir diagramando en forma convencional.
En la figura N 4 se puede ver un ejemplo de lo expuesto.
Organizacin Industrial I - Estudio de Mtodos
15
Figura N 4
M a n ij a d e B r o n c e fo r ja d a D IA G R A M A D E O P E R A C IO N E S F a b r ic a : X X . X X A s u n t o : A c a b a d o m a n i ja d e b r o n c e M to d o : A c tu a l R e g is tr a d o : M T R F e c h a 1 9 - 4 - 7 7 1 2 3 M e c a n iz a d o P u lid o C ro m a d o
I n s p e c c i n C r o m o
D e s p la q u e C ro m a d o
5 A rm a d o
Em paque
Cuando un mismo componente se use en dos o mas oportunidades y se trate de una pieza que es sometida a un proceso largo, en la segunda oportunidad se lo indica con una lnea horizontal de material sobre la cual se escribe la denominacin de la pieza y una referencia a los nmeros de operaciones que muestran el proceso que ha experimentado. Las lneas horizontales y verticales no deben cruzarse, pero si esto se hace inevitable se puede indicar de la siguiente manera:
En algunos casos la unidad indicada por el diagrama puede cambiar a medida que avanzamos en el proceso. El diagrama puede empezar mostrando las operaciones que realizamos en una barra larga que luego es cortada en trozos de pequea longitud, de modo que las operaciones llevadas a cabo de all en adelante se refieren a estos ltimos y no a la primera. Siempre que se desee indicar un cambio en la unidad de diagramacin se interrumpe la lnea vertical con dos horizontales paralelas entre si, (de 40 mm. de largo y 6 mm. de separacin ) centradas con respecto a aquella. Entre estas lneas se indica la unidad que se tiene en cuenta durante las operaciones e inspecciones subsiguientes. Un ejemplo se aprecia en la Figura N 5.
Figura N 5
Organizacin Industrial I - Estudio de Mtodos
16
11.4.3.2.5 Aplicaciones Este diagrama proporciona una vista compacta y general de todo el sistema de operaciones relacionadas con la fabricacin de un producto. Tambin es un auxiliar muy valioso para realizar distribucin en planta (Lay- out). Otra aplicacin es la utilidad para e1 ingeniero de produccin quien se encarga de especificar el sistema bsico de manufactura; asimismo para el programador de la produccin que debe tomar en cuenta la secuencia del ensamble y programar las fechas en que se deben terminar las piezas manufacturadas para los ensambles intermedio.
Organizacin Industrial I - Estudio de Mtodos
17
Figura N 6
P ie z a s s e c u n d a r ia s 4 5 3 4 2 2 P ie z a p r in c ip a l 1 1
6 L in e a d e l M a te r ia l
M o n ta r 4 a 5
M o n ta r 2 a 1
7
L n e a s d e m a t e r ia l c o m p r a d o o q u e e n t r a d ir e c t o s in t r a n s f o r m a c i n
M o n ta r 3 /4 a 1 /2
L n e a s d e flu jo o p r o c e s o
8
C a m b io d e la c a ra c te r is t ic a d e l m a t e r ia l g r a f i c a d o
1
E x c e p c io n a l m e n te p u e d e n la s l n e a s c r u z a r s e
% 10
A l t e r n a t iv a s de l proce so
9 11
12
D IA G R A M A D E L P R O C E S O D E L A O P E R A C I N
C u r s o g r a m a d e o p e r a c io n e s y r e c o r r i d o C o n v e n s io n e s p a r a s u t r a z a d o a d a p t a d o s e n 1 9 4 7 p o r A .S .M .E .
P r o c e s o r e p e tid o
13
14
R e p e tir " n " v e c e s
15
M a te r ia l q u e s a le ( r e c h a z o e t c .)
4 16
%
17
D e s c a r te r e t r a b a ja d o
18
19 2
Organizacin Industrial I - Estudio de Mtodos
18
SUMARIO Mtodo presente S Total 11.4.3.3 Diagrama y Cuadro de Proceso
11.4.3.3.1 Definicin El Diagrama y Cuadro de Proceso son la representacin grfica de las diversas actividades que tienen lugar durante un proceso o procedimiento, anotadas todas ellas por los smbolos correspondientes. Incluye, tambin, la informacin que se considera de inters para el anlisis: Distancia recorrida, cantidad de unidades intervinientes y tiempos requerido. a) b) El tipo de "material" presenta el proceso en trminos de las accinese que suceden al material. El tipo de "hombre" presenta el proceso en trminos de las actividades del hombre.
11.4.3.3.2 Smbolos Se utilizan los cinco smbolos definidos por ASME: operacin, transporte, demora y almacenaje. 11.4.3.3.3 Identificacin En el caso del Diagrama es similar al del Diagrama de Operaciones y en el otro caso por tratarse de un Cuadro, toda la informacin necesaria para la identificacin ya viene impresa y solo es necesario completarla. 11.4.3.3.4 Construccin Las pautas para la construccin son las mismas que establece las normas ASME. Los aspectos mas sobresalientes son: Cuando el proceso registrado es completo se utiliza el diagrama libre que permite graficar el mismo en forma de rbol en un papel de tamao adecuado. Las normas de construccin en el caso, son las mismas que se utilizan en el caso del diagrama de operaciones. En el caso del tipo "hombre" no hay lneas horizontales que representen la entrada del material en el proceso y no se utiliza el smbolo de almacenaje. Cuando el anlisis se realiza para un articulo simple, que no lleva montajes, o para un componente se puede utilizar e1 Cuadro estandarizado. Es decir, que
Organizacin Industrial I - Estudio de Mtodos
19
mediante este Cuadro solo se puede registrar especialmente una rama del Diagrama de Operaciones. Con respecto a las indicaciones que amplan la informacin que da el Cuadro, encontramos los de cantidad, distancia y tiempo. Cuando se sigue al material desde el principio al fin de un proceso, la unidad registrada puede cambiar alguna vez, si sucede esto se lo debe indicar en el casillero correspondiente. La informacin del tiempo concedido para operaciones, transportes e inspecciones que debe registrarse en el cuadro, deber darse sobre la base de la unidad de producto. Sin embargo, el tiempo para demoras y almacenajes no se divide por el numero de unidades en el bote, ya que cada unidad resulta demorada o almacenada el tiempo total. El mismo razonamiento se aplica al registro de la distancia recorrida. Para realizar el registro en este Cuadro se anota en la columna que lleva el encabezamiento DETALLES DEL MTODO, una breve descripcin de la actividad que se lleva a cabo, y en correspondencia con ella se sombrea el smbolo respectivo que se une mediante un trazo recto con el sombreado en el rengln inmediato superior. A1 completar la columna que dice DETALLE DEL MTODO es conveniente usar la voz pasiva para e1 caso de seguir al material y la voz activa para describir las acciones de los hombres. Por ejemplo, si un material se mueve de una maquina N 1 a una N 2 se dira: "Trasladado a la maquina N' 2 ". Cuando acontece algo que no sea necesario registrarlo pero que se parte del proceso que estamos analizando, se interrumpe la lnea vertical de recorrido (en el caso del diagrama) o la que une los smbolos sombreados (en el caso del cuadro) con dos lneas horizontales onduladas de 40 mm. de longitud y separadas 6 mm. Todas las anotaciones de registro deben limitarse al sector izquierdo del Cuadro, quedando el sector de la derecha para efectuar el anlisis critico correspondiente. Los espacios reservados para cada actividad bajo las preguntas que, porque, quien, cuando y como, deben ser tildados a medida que se efecta la pregunta correspondiente, la columna de notas deber ser completada con anotaciones resultantes del anlisis critico que permitir definir si es conveniente eliminar, combinar, permutar o mejorar cada actividad. Una vez decidido que convendra hacer se colocara una cruz en el lugar que corresponda. Un ejemplo del Cuadro de Proceso puede verse en la figura N6.
11.4.3.3.5 Aplicaciones Permitir el anlisis del mtodo a nivel actividad junto con toda la informacin complementaria correspondiente para realizar un examen critico adecuado. Es el diagrama fundamental que sirve de base a estudios de Distribucin de Planta. El cuadro permite un anlisis critico exhaustivo con fines de optimizacin.
Organizacin Industrial I - Estudio de Mtodos
20
SUMARIO Activ idad
AC AL TU Tpo. D ist. M in. P OP E R U STO Tpo. D ist. M in. D R N IA IFE E C
CUADRO BIMANUAL
ESTUDIO N .......... H A N ....... H OJ s......
Tpo. D ist. M in. Fabrica: ........................... reas:...........
Operaciones
Operacin: ............................................ Carta comienza en : ............................... Carta termina en : .................................. Integrado: .............................................. Mtodo: Actual/Propuesto: ..................... Registrado por: ............... Fecha: ........... E XAMEN CRITICO Analisis Accin: Porque: Tpo. en min. Simplificar Combinar Cantidad Cuando! Ordenar
Transporte
Inspecciones D Demoras Almacenajes TOTAL RE GISTRO Distancia mm.
Demora
Quien!
D D D D D D D D D D D D D D D D D D D D D D D D D D D D D
Como!
NOTA
Eliminar
Donde!
Que!
Detalle del Mtodo: Actual Propuesto
Almacenaje
Transporte
Inspeccin
Operacin
Organizacin Industrial I - Estudio de Mtodos
21
SUMARIO Actividad
N ACTUAL Tpo. Dist. Min.
6 7 1 11 1 26 218 29,71 218 11,85 2,73 0,29 15,13
CUADRO BIMANUAL
DIFERENCIA Tpo. Dist. Min.
ESTUDIO N 29 HOJA N 1... Hs.1
PROPUESTO Tpo. Dist. Min.
Operaciones
Fabrica: .P.H. S.A...... reas:....... Operacin: 5201 -Brazo luvia duchador Carta comienza en :Almacenado caos de Bronce Carta termina en :Soldado al 5194 Integrado:40-2-2 Registrado por: M.T.R. Fecha: 16-4-77 Aprobado por: E.N.P. Fecha: 16-4-77 EXAMEN CRITICO Analisis Accin: Porque:
Transporte Inspecciones D Demoras Almacenajes TOTAL REGISTRO
Distancia mm.
Transporte
Inspeccin
Operacin
Cuando!
Demora
Donde!
Quien!
Caos de bronce Hacia seccin mecanizado Espera para ser roscado Roscado ambos extremos Espera para ser trasladado Hacia recocido Recocido Hacia doblado Espera para ser dobledo Doblado Espera traslado Hacia pulido Espera para ser pulido Pulido polea 240 Espera traslado Hacia pulidora de pao Espera para pasar el pao Pulido con pao Espera traslado Hacia control de calidad Espera inspeccin Verifica terminacin Espera traslado Hacia armado Espera armado Soldado con estao 5194
D D D D D D D D D D D D D D D D D D D D D D D D D D D D D
58 7 7 58 21 35 32
300 50 19,75 0,79 19,75 50 5,00 50 4,00 0,16 4,00 50 35,00 1,40 14,00 20 11,00 1,10 11,00 20 2,90 0,29 2,90 20 34,0 3,40
Como!
NOTA
Eliminar Combinar Ordenar Simplificar
Cantidad
Que!
Detalle del Mtodo: Actual Propuesto
Tpo. en min.
Almacenaje
Organizacin Industrial I - Estudio de Mtodos
22
ESQUEMA DEL PROCESO
OBSERVACIONES: Que trabajo se ha hecho?- Porqu se ha efectuado as el trabajo?- Cul es el objeto de la operacin?- Qu hubiera sucedido si se hubiese realizado en esta forma?- Son realmente necesarias todas las partes del trabajo? Donde se hizo el trabajo?- Porque se realiz all?- Donde debiera ser hecho?- Podra efectuarse en cualquier otro lugar de forma que resultase ms econmico? Cuando se efecta el trabajo?- Porque se hizo entonces?- Cuando debiera ser hecho?- Sera mejor realizarlo en otro momento? Quien hizo el trabajo?- Porque esa persona realizo el trabajo?- Quin debera realizarlo?- Podra efectuarlo mejor?- Podran realizarse ciertos cambios en el mismo para lograr que una persona con mejor destreza y conocimientos pudiese ejecutarlos?Como se efectu el trabajo?- Porque se realiz de esta manera?- Como debiera ser hecho?- Se podra mecanizar?- Sera posible reducir la fatiga fsica o mental? OBSERVACIONES:
ESQUEMA DEL PROCESO
Organizacin Industrial I - Estudio de Mtodos
23
OBSERVACIONES: Que trabajo se ha hecho?- Porqu se ha efectuado as el trabajo?- Cul es el objeto de la operacin?- Qu hubiera sucedido si se hubiese realizado en esta forma?- Son realmente necesarias todas las partes del trabajo? Donde se hizo el trabajo?- Porque se realiz all?- Donde debiera ser hecho?- Podra efectuarse en cualquier otro lugar de forma que resultase ms econmico? Cuando se efecta el trabajo?- Porque se hizo entonces?- Cuando debiera ser hecho?- Sera mejor realizarlo en otro momento? Quien hizo el trabajo?- Porque esa persona realizo el trabajo?- Quin debera realizarlo?- Podra efectuarlo mejor?- Podran realizarse ciertos cambios en el mismo para lograr que una persona con mejor destreza y conocimientos pudiese ejecutarlos?Como se ejecut el trabajo?- Porque se realiz de esta manera?- Como debiera ser hecho?- Se podra mecanizar?- Sera posible reducir la fatiga fsica o mental? OBSERVACIONES:
11.4.3.4
Diagrama de Proceso Multicolumnar
11.4.3.4.1 Definicin
Organizacin Industrial I - Estudio de Mtodos
24
Representacin grfica del Diagrama de Procesos indicando las distintas estaciones (secciones) a travs de donde pasan materiales (caso seguimiento materiales) u operarios (caso seguimiento de operario). 11.4.3.4.2 Smbolos Los de diagrama de Proceso. 11.4.3.4.3 Tipos Para materiales: a) Varios materiales. Graficar las actividades que se realizan sobre cada uno de los materiales de un grupo, sobre los que se efectan distintos procesos siguiendo distintos caminos. b) Varias Estaciones. Grfica las actividades que se efecten sobre un solo material a travs de varias estaciones. Para operarios: a) Varios Operarios. Grfica las actividades que efecta un grupo de operarios que realizan distintos procesos. En cada instante el diagrama indica que actividad esta efectuando cada operario del grupo. Se los denomina tambin Diagrama de Equipos. b) Varias Estaciones. Grfica las actividades de un solo operario a travs de varias estaciones. Pueden construirse diagrama de varios operarios (o materiales) a travs de varias estaciones. 11.4.3.4.4 Construccin: Es un diagrama libre y no existe formulario estandarizado. El diagrama cuenta con un grupo de columnas cada una de las cuales representa una estacin. El diagrama de proceso (siga hombre o material) se vuelca en el encolumnado de manera que en cada estacin queden registradas las actividades que en ella se efectan. Se deben observar las mismas normas de construccin que para Diagramas de proceso. El eje vertical representa el tiempo cronolgico aunque no escala pero si indica que la actividad gratificada mas arriba se efecto o debe efectuarse antes. La longitud del diagrama puede ser cualquiera dependiente del proceso pero en ningn caso para limitar esta longitud se dejara de tener en cuenta el orden cronolgico de actividades. La caracterstica constructiva variara dependiendo el caso de aplicacin pudiendo ser conveniente graficar el eje de tiempos horizontalmente. Por lo tanto, salvo lo expresamente indicado la construccin de cada diagrama debe adecuarse a necesidades particulares en cada caso.
11.4.3.4.5 Aplicaciones Posibilita el anlisis de: Actividades que realice en cada estacin en grupo de operarios que efectan distintos
Organizacin Industrial I - Estudio de Mtodos
25
procesos. Actividades que se realizan en cada estacin sobre un grupo de materiales sobre los que se realizan distintos procesos. Actividades que realiza el operario (o que realizan en un material) en cada estacin. Secuencia de actividades den distintas estaciones. 11.4.3.5 Cuadro de Actividades Mltiples.
11.4.3.5.1 Definicin El cuadro de actividades Mltiples es la representacin grfica de las actividades de dos o mas hombres, o de cualquier combinacin de hombres y maquinas con relacin a una escala de tiempos comn que permite ver la correlacin entre ellos. 11.4.3.5.2 Simbologa Trabajo simultneo. Sucede cuando un operario trabaja en conjunto con otro (s) operario(s) o sobre una maquina. Ejemplo: Fijar pieza a tornear en el cabezal del torno. Trabajo independiente. Sucede cuando un operario o maquina trabajan solos en forma independiente. Ejemplo: Maquina: torneado automtico. Operario: prepara pieza a colocar en el torno o verifica medidas de la recin torneada. Espera (Inactividad). Sucede cuando una maquina esta inactiva esperando atencin del operario, o el operario espera inactivo la parada de la maquina. Es no productivo. 11.4.3.5.3 Construccin Es imprescindible completar toda la informacin de identificacin. Para construir el grfico debe disponerse de tiempos de maquinado y operacin. La escala de tiempo se establecer de acuerdo a la duracin del ciclo completo de trabajo. El grfico debe abarcar por lo menos un ciclo completo de trabajo en rgimen. Ciclo de trabajo: Actividades necesarias para lograr una unidad de produccin. En el caso de un operario atendiendo a una solo maquina automtica el ciclo se comienza con la primera pieza. Conviene graficar mas de un ciclo para verificar que se logra trabajo en rgimen (ciclos iguales). En el caso de un operario atendiendo a dos maquinas iguales, que producen la misma pieza, el ciclo total de trabajo termina cuando se han logrado unidades de produccin. Cuando las maquinas son iguales producen piezas iguales (igual tiempos de mecanizado) y estn bajo la atencin de un operario el ciclo es regular y la caracterstica geomtrica de la distribucin de tiempos en el grfico se repite. En el caso de maquinas distintas produciendo piezas distintas bajo la atencin de un solo operario el ciclo puede ser regular pero normalmente es irregular. En este caso deber graficarse el numero necesario de ciclos que permita llegar a la
Organizacin Industrial I - Estudio de Mtodos
26
situacin de distribucin de trabajo inicial y considerar este periodo como un ciclo total completo a fines de calculo. En el sumario del reverso del cuadro se vuelca la informacin requerida por maquina y operario dentro del ciclo total de trabajo en rgimen. El tiempo de actividad de maquina u operario da la suma de tiempos de trabajo simultneo e independiente de cada uno. E1 porcentaje de utilizacin de maquina o carga de trabajo del operario se calcula dividiendo el tiempo de actividad por el tiempo de ciclo total.
Un ejemplo del Cuadro de Actividades Mltiples modalidad Hombre - Maquina puede verse en la figura N 7. 11.4.3.5.4 Aplicaciones Estudio de ciclos complejos de trabajo con la finalidad de aumentar los tiempos de actividad de hombres y equipos, anulando los tiempos ociosos. La distribucin geomtrica que muestra el cuadro permite sacar conclusiones con mayor facilidad y determinar que combinacin de hombres y maquinas y en que secuencia es conveniente operar.
Organizacin Industrial I - Estudio de Mtodos
27
LUGAR DE TRABAJO
SUMARIO
ACTUAL
Trab. Independiente
PROPUESTO
% de utilizacin o carga Tiempo en Actividad Tiempo en Actividad Trab. Independiente
Trab. Simultaneo
Trab. Simultaneo
Tpo. Ciclo total Tpo. maq.(s) ocupada Tpo. hombre(s) trab. % utilizacin maq.(s) % carga de trab. hombres
OBSERVACIONES:
Tiempo Ciclo
Tiempo Ciclo
Espera
Espera
Organizacin Industrial I - Estudio de Mtodos
28
CDIGO Simultaneo Independiente Inactiv idad D cripcin de Mquinas y Productos es
CUA DRO D ACTIVIDADES MULTIPLE E S Estudio N 30 Hoja N 1 de 1 hs. Fabrica T .R. S.A. rea: Noyeira Operacin(es): Fabricacin de noyos Prod. Noyo pico lavatorio Regist. ENP Fecha
Organizacin Industrial I - Estudio de Mtodos
29
CDIGO Simultaneo Independiente Inactividad Descripcin de Mquinas y Productos Tpos.(min) Operario
CUADRO DE ACTIVIDADES MULTIPLES Estudio N .... Hoja N ... de ... hs. Fabrica ........ rea:....... Operacin(es): .............................. Prod. ............. Regist. ..... Fecha ....... Tpos.(min) Mquinas
Organizacin Industrial I - Estudio de Mtodos
30
LUGAR DE TRABAJO
Falta grfico por disk fallado
Figura N 8 - DIAGRAMA DE HILOS
Organizacin Industrial I - Estudio de Mtodos
31
11.4.3.6
Diagrama de Hilos
11.4.3.6.1 Definicin El diagrama de Hilos es un plano o modelo a escala en que se sigue y mide con un hilo el trayecto de los trabajadores, de los materiales o del equipo durante una sucesin determinada de hechos. 11.4.3.6.2 Smbolos No se utilizan smbolos. 11.4.3.6.3 Construccin Sobre e1 plano o modelo a escala se clavan alfileres, en forma perpendicular al plano, en los lugares en donde existen cambios de direccin en la trayectoria del elemento que se sigue. Con un hilo se sigue la trayectoria, anudando el hilo en cada alfiler. En la figura N 8 puede verse un ejemplo de este diagrama. 11.4.3.6.4 Aplicaciones Es sumamente til para lograr un estudio de Lay-Out, pues permite visualizar entre que sectores se establece con mayor frecuencia el manipuleo de materiales o el desplazamiento del personal. Tambin es de gran utilidad para el Estudio de Tiempos por Cronometraje, pues permite establecer las frecuencias a tener en cuenta en el calculo del Tiempo Standard.
11.4.3.7
Diagrama de recorrido: (Bi o Tridimensional)
11.4.3.7.1 Definicin Representacin en planta o en proyecciones tridimensionales del Diagrama de Proceso graficando cada actividad en el lugar donde se efecta. 11.4.3.7.2 Smbolos Se usan los mismos que para el Diagrama de Proceso. 11.4.3.7.3 Construccin En un todo anlogo e1 Diagrama de Proceso adecundolo a las necesidades fsicas de la distribucin real. La informacin correspondiente a la identificacin puede ser la misma que la del Cuadro de Proceso. La base para el trazado del diagrama debe ser un plano de fabrica (en el caso de tener una sola planta) o una proyeccin tridimensional (en el caso de varias plantas).
Organizacin Industrial I - Estudio de Mtodos
32
Se representa cada actividad mediante el smbolo correspondiente dibujado en el mismo lugar en donde ocurre. En el caso de los transportes se traza una lnea que sigue al material o al hombre en su desplazamiento y que une las actividades anterior y posterior al mismo; el smbolo se intercala a mitad del recorrido. Se construye bsicamente solo para materiales aun cuando es posible construirlo siguiendo al hombre (situacin muy poco frecuente).
En la figura N 9 se puede ver un diagrama de este tipo. 11.4.3.7.4 Aplicaciones Es un diagrama complementario al Diagrama de Proceso, til para el anlisis de algunos especficos. Su principal utilizacin son los estudios de Movimiento de Materiales y de Lay-Out. Figura N 9 - DIAGRAMA DE RECORRIDO Fabrica: P.H. S.A. rea: Mecanizado Operacin: Mov. de Materiales Seguimiento del pen de acarreo Mtodo: Actual Registrado: M.T.R. Aprobado en: P. Fecha: 18-4-77
Falta grfico por Disk fallado
Maquinas y Equipos: 1. Depsito Provisorio 2. Ruta 3. Tornos simples con contra - herramientas 4. Tornos automticos 5. Tornos revolver 6. Tornos simples 7. Taladros simples 8. Taladros mltiples 9. Transfer 10. Balancines Es til como elemento educativo en la capacitacin y entrenamiento del personal tcnico que ingresa a la industria.
11.5EXAMEN CRITICO:
Los mtodos registrados deben ser examinados crticamente con la finalidad de encontrar "una mejor manera". Se debe partir de la premisa de que todo mtodo puede ser mejorado. El criterio y el sentido comn son fundamentales para el desarrollo de mejores mtodos. El conocimiento profundo de la tarea es imprescindible para poder analizar crticamente.
Organizacin Industrial I - Estudio de Mtodos
33
La O.I.T. utiliza la tcnica del interrogatorio (serie sistemtica y progresiva de preguntas) como medio eficaz para el examen critico. Las preguntas se dividen en dos grupos: a. Preguntas preliminares b. Preguntas de fondo. a. Preguntas preliminares. Preguntas: QUE se hace? PORQUE hay que hacerlo? DONDE se hace? PORQUE se hace all? CUANDO se hace? PORQUE se hace en este momento? QUIEN lo hace? PORQUE lo hace esa persona? COMO se hace? PORQUE se hace de este modo? Objeto: ELIMINAR partes innecesarias del trabajo? COMBINAR siempre que sea posible. ORDENAR de nuevo la sucesin de las operaciones para obtener mejores resultados?
Para averiguar: PROPSITO LUGAR SUCESIN PERSONA MEDIOS b.
SIMPLIFICAR la operacin?
Preguntas de fondos.
Como las preguntas preliminares queda analizado el sistema actual, en cambio con las preguntas de fondo el analista es inducido a pensar en un sistema mejorado. Dichas preguntas son: Para averiguar: PROPSITO LUGAR SUCESIN PERSONA MEDIOS Pregunta: Que otra cosa podra hacerse? Que DEBERA hacerse? En qu OTRO LUGAR podra hacerse? Donde DEBERA hacerse? En que OTRO MOMENTO podra hacerse? Cuando DEBERA hacerlo? Que OTRA PERSONA podra hacerlo? Quin DEBERA hacerlo? De qu OTRO MODO podra hacerse? Como DEBERA hacerse?
Organizacin Industrial I - Estudio de Mtodos
34
11.6DESARROLLAR EL NUEVO MTODO 11.6.1 Caso Nivel 1 - estudio de Mtodos en Puesto de Trabajo
En el desarrollo de nuevos mtodos se tratar de: Operaciones: Mejorarlas para disminuir los tiempos de operacin y la fatiga del operario. Transportes: Minimizarlos en cantidad y recorrido. Demoras: Eliminarlas. Sostener: Eliminarlos. Para esto es de gran ayuda la aplicacin de los Principios de Economa de Movimientos. La O.I.T. dice que existen varios principios de economa de movimientos que son resultado de la experiencia y constituyen una base excelente para obtener mtodos mejores en el lugar de trabajo. Frank Gilbreth, fundador del estudio de movimientos, fue el primero en utilizar esos principios, ampliados posteriormente por otros especialistas, particularmente por el profesor Barnes. Dichos principios pueden agruparse bajo tres encabezamientos: A. Utilizacin del cuerpo humano. B. Distribucin del lugar de trabajo. C. Diseo de herramientas y equipos. Los principios en cuestin son tiles en talleres y oficinas, y, aunque no siempre es posible aplicarlos, constituyen una base excelente para mejorar la eficacia y reducir la fatiga del trabajo manual. A continuacin detallamos, en forma un tanto simplificada, dichos principios: A. Utilizacin del cuerpo humano.
Siempre que sea posible: 1. 2. 3. 4. 5. 6. 7. 8. Ambas manos deben comenzar y completar sus movimientos a la vez. Ambas manos no deben estar inactivas a la vez, excepto durante los periodos de descanso. Los movimientos de los brazos deben realizarse simultneamente y en direcciones opuestas y simtricas. Debe procurarse que todos los movimientos correspondan a la clase mas baja con que sea posible ejecutar satisfactoriamente el trabajo (vase al final de 11.6.01.). Debe emplearse la impulsin para ayudar al obrero y este debe reducirse a un mnimo si ha de ser producida por esfuerzo muscular. Son preferibles los movimientos continuos y curvos a los movimientos rectos en los que hay cambios de direccin repentinos y bruscos. Los movimientos "balsticos" (es decir, de oscilacin libre) son mas rpidos, mas fciles y mas exactos que los restringidos o controlados. El ritmo es esencial para la ejecucin suave y automtica de una operacin, y debe disponerse del trabajo para permitir un ritmo fcil y natural.
Organizacin Industrial I - Estudio de Mtodos
35
9. B. 1. 2. 3. 4. 5.
Debe relevarse a las manos de todo trabajo que pueda ser realizado por otras partes del cuerpo (por ejemplo, por los pies utilizando pedales). Distribucin del lugar de trabajo. Debe haber un sitio definido y fijo para todas las herramientas y materiales, para permitir la formacin de hbitos. Las herramientas y materiales deben tener una situacin previamente dispuesta que evite la busca de los mismos. Deben utilizarse depsitos de suministro por gravedad para entregar el material tan cerca como sea posible. Las herramientas, materiales y mandos deben situarse dentro del rea mxima de trabajo (vase la figura 10) y tan cerca del trabajador como sea posible. Deben situarse los materiales y las herramientas para permitir el mejor orden de movimientos. El "suministro por gravedad" y dispositivos anlogos debe utilizarse, siempre que sea posible, de suerte que el operario no tenga que utilizar las manos para evacuar el trabajo terminado. Deben preverse condiciones de visibilidad adecuadas, y facilitar al obrero una silla del tipo y altura adecuados para permitir una buena postura. La altura del lugar de trabajo y la del asiento debern combinarse de forma que permitan al operario trabajar alternativamente sentado o de pie. El color del lugar de trabajo deber contrastar con el de la tarea a realizar, para reducir as la fatiga de la vista. Diseo de herramientas y equipo. Debe revelarse a las manos de todo trabajo de "sostener la pieza", siempre que pueda efectuarse mediante una plantilla, aparato de sujecin o dispositivo accionado por e1 pie. Siempre que sea posible deben combinarse dos o mas herramientas. Siempre que cada dedo realice un movimiento especifico, como para escribir a maquina, debe distribuirse la carga de acuerdo con las capacidades inherentes de los dedos. Los mangos, como los utilizados en las manivelas, y destornilladores grandes, deben disearse para que sea posible la mayor cantidad de superficie en contacto con la mano. Esto es de fundamental importancia cuando hay que ejercer una fuerza considerable sobre el mango. Las palancas, barras cruzadas y volantes de mano deben situarse en posiciones que permitan al operario manipularlos con un mnimo de cambio de posicin del cuerpo y con las mayores "ventajas mecnicas".
6.
7. C. 1. 2. 3. 4.
5.
Estos principios pueden formar la base de una lista de verificacin para facilitar la disposicin del lugar el trabajo y evitan omisiones. La figura 10 muestra el rea normal de trabajo y la zona de almacenamiento en el banco de trabajo de un operario corriente. Siempre que sea posible, los materiales no deben almacenarse, en el rea situada directamente enfrente del operario, ya que estirarse hacia abajo causa fatiga al emplear los musculos de la espalda, como ha sido demostrado recientemente en investigaciones de ndole fisiolgica.
Organizacin Industrial I - Estudio de Mtodos
36
Diagrama 1 REA NORMAL DE TRABAJO
MOVIMIENTOS DE LOS DEDOS , DE LA MUECA Y DEL CODO.
Diagrama 1 REA NORMAL DE TRABAJO
MOVIMIENTO DE LOS
HOMBROS .
11.6.1.1 Clasificacin de los movimientos El cuarto principio de economa de movimientos del cuerpo humano requiere que aquellos se limite a la clase mas baja. Esta se basa en las partes del cuerpo que sirven de punto de apoyo para mover los miembros.
Organizacin Industrial I - Estudio de Mtodos
37
Punto de Apoyo Nudillos Mueca Codo Hombro Tronco
CLASIFICACIN DE LOS MOVIMIENTOS Partes del cuerpo empleadas Dedo. Mano y dedos. Antebrazo, mano y dedos. Brazo, antebrazo, mano y dedos. Torso, brazo, antebrazo, mano y dedos.
Movimiento de clase superior a: 1 requiere movimiento de todas clases inferiores, de all la importancia del punto 11.6.01 A.4.
11.6.2 Caso Nivel 2. Estudio de Mtodos de Proceso.
En el desarrollo de nuevos mtodos se tratara de: Operaciones: Mejorarlas para disminuir los tiempos de proceso y mejorar su calidad. Transportes: Minimizarlos en cantidad y recorrido. Inspecciones: Adecuarlas a necesidades. Optimizar el momento y definir el tipo mas adecuado en cada caso. El tiempo que insuma debera ser disminuido. Demoras: Eliminarlas. Significa material inmovilizado (capital) por razones ajenas al proceso en si, ocupando espacio innecesario (por lo general se debe a problemas de programacin, balance de lneas o movimiento de materiales). Almacenaje: Procurar la mejor ubicacin para disminuir los recorridos. Como se nota, salvo las operaciones e inspecciones (nicas que agregan valor al producto) el resto de las actividades existe por razones ajenas al proceso productivo en si, por lo tanto: Operaciones e Inspecciones: Se tratara a travs del anlisis individual de optimizarlos.
Transportes, Demoras y Almacenajes Se deben optimizar como resultado de estudios de distribucin en planta, movimiento de materiales, programacin, etc. realizados sobre todo el proceso o conjuntos de procesos que se llevan a cabo en el rea productiva.
11.7ADOPTAR
En si, el "adoptar" el mtodo desarrollado comprende tres etapas que podemos llamar: a) Aprobacin b) Definicin c) Implantacin a) Aprobacin:
Organizacin Industrial I - Estudio de Mtodos
38
Se debe realizar un informe del mtodo desarrollado, en donde se incluya una justificacin econmica, para ser presentado a la Gerencia con la finalidad de su aprobacin, y de este modo encontrar el respaldo necesario para la Implantacin. b) Definicin: Siempre es conveniente dejar perfectamente definido el mtodo que se va a utilizar, para ello se deben consignar por escrito las normas de ejecucin (hoja de instruccin del mtodo). Esta modalidad de definir el mtodo permite: Consultar los detalles de su ejecucin en cualquier momento, facilitar el aprendizaje y capacitacin del personal que lo realiza, analizar la tarea para poder realizar la divisin en elementos en el caso de un estudio de tiempos, etc. Implantacin: Contando ya con la aprobacin de la Gerencia de implantacin del nuevo mtodo puede subdividirse en cuatro fases: Conseguir que acepte el cambio el capataz o supervisor del sector en donde se realiza la tarea. Conseguir que acepten el cambio los operarios y sus representantes. Ensear el nuevo mtodo a los trabajadores. Seguir de cerca la marcha del trabajo hasta tener la seguridad de que se ejecute como estaba previsto. Si la mejora implica un cambio en el numero de operarios ser conveniente consultar a los representantes de los trabajadores. Para evitar trastornos o malestares en el personal obrero ser conveniente no realizar despidos y aprovechar la mano de obra sobrante en cubrir las vacantes en otros sectores de fabrica.
c)
11.8MANTENER.
Luego de haber implantado el nuevo mtodo, ser necesario mantenerlo en uso en concordancia con la especificacin y no se permitir a los operarios o capataces introducir modificaciones, salvo con causa justificada. El departamento de Ingeniera Industrial deber realizar controles peridicos y corregir las posibles desviaciones respecto del mtodo original.
12. FILOSOFA Y PRINCIPIOS DEL TEMA.
Sern tratados aparte de esta publicacin.
13. FORMA DE ESTUDIO.
Es imprescindible el llegar a dominar las aplicaciones de los elementos explicados y las dificultades que los mismo traen aparejadas. Ambos aspectos requieren no solo lectura de los mismos, sino mucha ejercitacin, para lo cual recomendamos brindar especial dedicacin al Trabajo Practico correspondiente.
Organizacin Industrial I - Estudio de Mtodos
39
14. BIBLIOGRAFA.
NORMAS ASME- Diagrama de los Procesos de la operacin y del recorrido. INTRODUCCIN AL ESTUDIO DEL TRABAJO Oficina Internacional del Trabajo ESTUDIOS DE MOVIMIENTOS Y TIEMPOS- R.M. Barnes. Editorial Aguilar. MANUAL DE LA PRODUCCIN- L.P. Alford y Joh R. Bang. Unin Topogrfica Editorial Hispano Americana. Mxico. MANUAL DE INGENIERA DE LA PRODUCCIN INDUSTRIAL H.B. Maynard, Editorial Reverte S.A. INGENIERA DE MTODOS- Edward V.Krick. Editorial Limusa. Wiley S.A.Mxico. COMO MEJORAR LOS MTODOS DE TRABAJO Marcial Prez. Editorial DEUSTO.
Organizacin Industrial I - Estudio de Mtodos
40
NDICE GENERAL
PARTE I - UBICACIN Y EVALUACIN DEL TEMA......................................................................1 1.TITULO: ESTUDIO DE MTODOS....................................................................................................1 2.INTRODUCCIN..........................................................................................................................1 3.DEFINICIN.................................................................................................................................1 4.UBICACIN DEL TEMA DENTRO DEL CONTEXTO DE LA MATERIA.................................1 5.CONEXIN CON CONOCIMIENTOS PREVIOS.........................................................................1 6.OBJETIVOS DEL TEMA..............................................................................................................1 7.VALOR DEL TEMA PARA EL INGENIERO INDUSTRIAL.......................................................2 8.CAMPO DE APLICACIN...........................................................................................................2 9.ALCANCE DEL TEXTO...............................................................................................................2 10.APLICACIN Y DESARROLLO DEL TEMA KN EL MBITO NACIONAL Y MUNDIAL.. . .2 PARTE II - FUNDAMENTOS TERICOS.............................................................................................3 11.TEORA.......................................................................................................................................3 11.1CLASIFICACIN de MTODOS SEGN Niveles:....................................................................3 11.2Procedimiento BSICO ara el Estudio de MTODOS...............................................................3 11.3Seleccionar...................................................................................................................................4
11.3.1Consideraciones de ndole econmica................................................................................................4 11.3.2Consideraciones de orden tcnico.......................................................................................................4 11.3.3Aspectos de seguridad.........................................................................................................................4 11.4.1Ubicacin del Cuadro o Diagrama segn Niveles..............................................................................4 11.4.2Simbologa..........................................................................................................................................5 11.4.3Cuadros y Diagramas..........................................................................................................................6
11.4Registrar.......................................................................................................................................4
11.5Examen critico:..........................................................................................................................32 11.6DESARRollar el nuevo mtodo..................................................................................................34
11.6.1Caso Nivel 1 - estudio de Mtodos en Puesto de Trabajo................................................................34 11.6.2Caso Nivel 2. Estudio de Mtodos de Proceso.................................................................................37
11.7Adoptar.......................................................................................................................................37 11.8Mantener.....................................................................................................................................38 12.FILOSOFA Y PRINCIPIOS DEL TEMA..................................................................................38 13.FORMA DE ESTUDIO..............................................................................................................38 14.BIBLIOGRAFA........................................................................................................................39 NDICE GENERAL.................................................................................................................................40
Вам также может понравиться
- GUIA 1 Cuarto Periodo FISICAДокумент5 страницGUIA 1 Cuarto Periodo FISICAJaime PorrasОценок пока нет
- Sistema Web para Mejorar El Turismo Rural ComunitarioДокумент299 страницSistema Web para Mejorar El Turismo Rural ComunitarioGuina Moreno100% (1)
- Circuitos Limitadores y Dobladores de TensionДокумент11 страницCircuitos Limitadores y Dobladores de TensionfranklinОценок пока нет
- Diagrama de Flujos LevaduraДокумент1 страницаDiagrama de Flujos LevaduraPedro Jesús Flores López100% (1)
- A7 LorДокумент4 страницыA7 LorLiliánn ReyesОценок пока нет
- Microhilos BimagneticosДокумент14 страницMicrohilos BimagneticosAlejandro Alvarez RodriguezОценок пока нет
- FX 1800 Manual OperadorДокумент128 страницFX 1800 Manual Operadorjorge alonsoОценок пока нет
- Tarea para Folder de Vargas Semana 3Документ15 страницTarea para Folder de Vargas Semana 3Ronaldiño Limas CadilloОценок пока нет
- Tobera Adolfo AdrianДокумент16 страницTobera Adolfo AdrianastillerodeangelissaОценок пока нет
- Nuevo Hoja de Cálculo de Microsoft ExcelДокумент4 страницыNuevo Hoja de Cálculo de Microsoft ExcelCesar GarciaОценок пока нет
- Índice Horario - Gianny Nicolas Pereira Ariza - 20181007007Документ24 страницыÍndice Horario - Gianny Nicolas Pereira Ariza - 20181007007GIANNY NICOLAS PEREIRA ARIZAОценок пока нет
- Ing Quimica MДокумент13 страницIng Quimica MJesús BernalОценок пока нет
- Equipos de Reducción de TamañoДокумент4 страницыEquipos de Reducción de TamañoAdri ArmijosОценок пока нет
- Cuadriptico Paisajismo Baja Grupo PumaДокумент2 страницыCuadriptico Paisajismo Baja Grupo PumaEmilioОценок пока нет
- Ejercicios Tecnología SolucionesДокумент15 страницEjercicios Tecnología SolucionesCarlos Ar100% (1)
- Ssost0031 Estándar Equipos y Elementos de Izaje v.01Документ129 страницSsost0031 Estándar Equipos y Elementos de Izaje v.01fredc201180Оценок пока нет
- Avaluo Urbano Predio MZ DДокумент15 страницAvaluo Urbano Predio MZ DWILMAR BOLAÑOSОценок пока нет
- Plano Spool 1 y 2 CodosДокумент1 страницаPlano Spool 1 y 2 Codosjohn miguelОценок пока нет
- Actualización PAPYRE Pad 972Документ18 страницActualización PAPYRE Pad 972dumdaradaОценок пока нет
- Informe 1 Retenedor de OrdenДокумент6 страницInforme 1 Retenedor de OrdenkichenkrazyОценок пока нет
- Politica de Seguridad Del A InformacionДокумент41 страницаPolitica de Seguridad Del A Informacionサエサエ セルベラОценок пока нет
- 3157 CasioДокумент5 страниц3157 CasioblackeweОценок пока нет
- Manual Crio 17.03.01Документ42 страницыManual Crio 17.03.01Mafer Teran Quijada100% (1)
- Ingenieria de Manufactura 1 Material Did 3er ExamenДокумент38 страницIngenieria de Manufactura 1 Material Did 3er ExamenFer LaraОценок пока нет
- PDF Mantenimiento y Repuestos para Maquinarias PDF CompressДокумент32 страницыPDF Mantenimiento y Repuestos para Maquinarias PDF CompressFaby ATОценок пока нет
- Decidir Manual de Integracion v7.2Документ45 страницDecidir Manual de Integracion v7.2Cordoba ClaudioОценок пока нет
- Componentes Estructurales de Las AeronavesДокумент10 страницComponentes Estructurales de Las AeronavesAndres Felipe Ospino CatañoОценок пока нет
- Avance Del Proyecto 3Документ2 страницыAvance Del Proyecto 3cholotaОценок пока нет
- Semana 09 Actividad de Aprendizaje Estatica IДокумент5 страницSemana 09 Actividad de Aprendizaje Estatica IJohn Paul Fajardo CalleОценок пока нет
- Informe BrazoДокумент32 страницыInforme BrazoLeyder Luis Duran ArrietaОценок пока нет