Вам также может понравиться
- Diseño de CalderasДокумент45 страницDiseño de Calderasmasters22789% (19)
- NC - Metalmecanico - Armador de Estructuras Metalicas PDFДокумент18 страницNC - Metalmecanico - Armador de Estructuras Metalicas PDFstalin1581Оценок пока нет
- Cordon de Soldadura Con INVENTORДокумент27 страницCordon de Soldadura Con INVENTORGeorge Brandon HaparcoОценок пока нет
- Roladora eléctrica de planchasДокумент47 страницRoladora eléctrica de planchasLita Ocsa Serrano50% (4)
- WPS Asme Siani 6GДокумент2 страницыWPS Asme Siani 6GGermain Pineda JuárezОценок пока нет
- Calculo de Tanque AgitadorДокумент5 страницCalculo de Tanque AgitadorIgor San Martín Peñaloza100% (17)
- Semiologia Cardiovascular - Angina.dolor TorácicoДокумент33 страницыSemiologia Cardiovascular - Angina.dolor TorácicoReviereОценок пока нет
- Diseño y fabricación de un codo de 90° en taller de soldaduraДокумент20 страницDiseño y fabricación de un codo de 90° en taller de soldaduraeiner menor altamirano100% (3)
- Soldeo de tuberías: tipos de preparación de borde y factores que influyen en su elecciónДокумент4 страницыSoldeo de tuberías: tipos de preparación de borde y factores que influyen en su elecciónjhon aguilar hidalgoОценок пока нет
- PQR #03Документ2 страницыPQR #03AngelTinocoОценок пока нет
- WPS 5GДокумент1 страницаWPS 5GDaniloLapoОценок пока нет
- Cuadro TorqueДокумент1 страницаCuadro TorqueEsteban AyalaОценок пока нет
- Cálculo y Estimación de Costos de Soldadura-EnviadoДокумент20 страницCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoОценок пока нет
- Ganchos de IzajeДокумент2 страницыGanchos de Izajeangel_machacaОценок пока нет
- Procedimiento RT AWS D1 (1) .1 2008Документ33 страницыProcedimiento RT AWS D1 (1) .1 2008archpastorОценок пока нет
- Clinica Código AWS D1.1 PDFДокумент2 страницыClinica Código AWS D1.1 PDFHernan Lazaro HernandezОценок пока нет
- Procedimiento Aplicación de Soldadura GMAW PeruДокумент4 страницыProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraОценок пока нет
- 503 18 RC VSДокумент1 страница503 18 RC VSJohny RafОценок пока нет
- Alambre tubular Dual Shield 8000-Ni2Документ1 страницаAlambre tubular Dual Shield 8000-Ni2adanmeneses1100% (1)
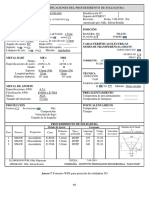
- Wps Especificacion Del Procedimiento de SoldaduraДокумент1 страницаWps Especificacion Del Procedimiento de SoldaduraJonatan Goicochea BaconОценок пока нет
- Wps 1-2Документ2 страницыWps 1-2Christian GramОценок пока нет
- 02 Terminos y Definiciones SoldaduraДокумент18 страниц02 Terminos y Definiciones SoldaduraBetsiОценок пока нет
- PlegadoДокумент5 страницPlegadoJ Ferreyra Libano0% (1)
- Curso de Soldadura FCAWДокумент12 страницCurso de Soldadura FCAWJavier Pajares Bojorquez100% (2)
- Transicion de Cuadrado A RedondoДокумент23 страницыTransicion de Cuadrado A RedondoEmilio AriasОценок пока нет
- Curso Interpretación Película Radiográfica IndustrialДокумент106 страницCurso Interpretación Película Radiográfica IndustrialIPIОценок пока нет
- Casos 4. Costos de Procesos de Soldadurav2Документ14 страницCasos 4. Costos de Procesos de Soldadurav2KENDRICK PALMA SOLORZANOОценок пока нет
- Formato Alumno Trabajo Final - Fcaw - Coila S.Документ10 страницFormato Alumno Trabajo Final - Fcaw - Coila S.Andrea C'S100% (1)
- Simbologia Aws. Ansi PDFДокумент45 страницSimbologia Aws. Ansi PDFWilliam Chipana100% (1)
- Procedimiento de Apuntalado de SobreplanchasДокумент8 страницProcedimiento de Apuntalado de SobreplanchasVictor AlejandroОценок пока нет
- Ejemplo Metodo de ProyectosДокумент39 страницEjemplo Metodo de Proyectosjairo ferrer valerioОценок пока нет
- Procedimiento de Liquidos Penetrantes Rev 2Документ14 страницProcedimiento de Liquidos Penetrantes Rev 2Jason Gamarra PazaraОценок пока нет
- Defectos PinturaДокумент3 страницыDefectos PinturaJANO100% (2)
- Gema Costos SoldaduraДокумент9 страницGema Costos SoldaduraHectorОценок пока нет
- Inventor PROBLEMA Varies en Lista de materiales-BOMДокумент4 страницыInventor PROBLEMA Varies en Lista de materiales-BOMTramet - ProducciónОценок пока нет
- Registro de OperacionesДокумент1 страницаRegistro de OperacionesAnonymous 5JDy895zОценок пока нет
- Información Básica:: Uso de AWS B2.1: Especificación para El Procedimiento de Soldadura y La Calificación Del RendimientoДокумент2 страницыInformación Básica:: Uso de AWS B2.1: Especificación para El Procedimiento de Soldadura y La Calificación Del RendimientoRONALОценок пока нет
- Manual Cer Radu Rae StandarДокумент2 страницыManual Cer Radu Rae StandarMarcela Anco SotomayorОценок пока нет
- UT Niv II Clase 2Документ55 страницUT Niv II Clase 2GerardoYanezОценок пока нет
- Valdiviezo GJ PDFДокумент180 страницValdiviezo GJ PDFAnonymous GRQaynОценок пока нет
- Reporte de Doblez INF - Wip-030-18Документ1 страницаReporte de Doblez INF - Wip-030-18Danfer De la CruzОценок пока нет
- Silabo de Calculo Ysoldadura PDFДокумент6 страницSilabo de Calculo Ysoldadura PDFHumberto Huamani PalominoОценок пока нет
- Especificación de Materiales de Acuerdo A Su Composición y Empleo PDFДокумент1 страницаEspecificación de Materiales de Acuerdo A Su Composición y Empleo PDFFa Ch100% (1)
- Exa. Parc. MC 115 - 2020-1Документ5 страницExa. Parc. MC 115 - 2020-1jorgeОценок пока нет
- Informaciones Tecnicas TornillosДокумент7 страницInformaciones Tecnicas TornillospablitochoaОценок пока нет
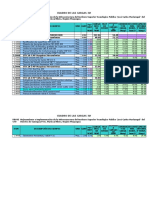
- Cuadro de Carga Tecno OkДокумент38 страницCuadro de Carga Tecno OkAlbert YacОценок пока нет
- Trabajo de Innovasion - RoladoraДокумент24 страницыTrabajo de Innovasion - RoladoraDeyler Iglesias100% (3)
- Costo y Procedimientos de Reparación Por Soldadura Revestimientos DurosДокумент55 страницCosto y Procedimientos de Reparación Por Soldadura Revestimientos DurosLuz Ileana Pascual100% (2)
- Manual para FabricacionesДокумент35 страницManual para Fabricacionesvicvarg3235Оценок пока нет
- WPS Aws D1.1 Placa 3GДокумент1 страницаWPS Aws D1.1 Placa 3GQAQC 238100% (2)
- Costos de SoldaduraДокумент8 страницCostos de SoldaduraJosé Antonio Quispealaya HernándezОценок пока нет
- TR1 - Espacios Confinados .Документ9 страницTR1 - Espacios Confinados .jesslyОценок пока нет
- Af - Hoja Tecnica-CanalesДокумент3 страницыAf - Hoja Tecnica-CanalesJean SotoОценок пока нет
- Formatos Facilitador RLC Serie ACДокумент12 страницFormatos Facilitador RLC Serie ACNavarro FredyОценок пока нет
- Penetrámetros ASTMДокумент2 страницыPenetrámetros ASTMcaballerolangОценок пока нет
- Tabla HN. Resumen Simbolización ISO 2553Документ1 страницаTabla HN. Resumen Simbolización ISO 2553cequurtОценок пока нет
- Manual Soldadura - FCAW-SS - PRÁCTICAS PDFДокумент86 страницManual Soldadura - FCAW-SS - PRÁCTICAS PDFleonjacoborafaelОценок пока нет
- Fiansa-Mec-Pro-06 Procedimiento de Prueba NeumaticaДокумент7 страницFiansa-Mec-Pro-06 Procedimiento de Prueba NeumaticaLuis CONDORI SOTOОценок пока нет
- Medición Cotas SoluciónДокумент4 страницыMedición Cotas SoluciónOscar Escorcia0% (1)
- Accesorios de Hierro DúctilДокумент59 страницAccesorios de Hierro DúctilNorides ChiariОценок пока нет
- Actividades UD 3 AlumnosДокумент6 страницActividades UD 3 AlumnoshectorОценок пока нет
- 1ra PC de Tecnología y Procesos de Manufacturas - 2021.1Документ4 страницы1ra PC de Tecnología y Procesos de Manufacturas - 2021.1Carlos Muñoz vitorОценок пока нет
- ConosДокумент15 страницConosLuis MartinОценок пока нет
- Seguridad en Trabajos ElectricosДокумент100 страницSeguridad en Trabajos ElectricosTonny EspinozaОценок пока нет
- Supervisión operativa en grifos y estaciones de servicioДокумент56 страницSupervisión operativa en grifos y estaciones de servicioGustavo Mario Torres SantamaríaОценок пока нет
- Chlor Test - Instrucciones EspanolДокумент3 страницыChlor Test - Instrucciones EspanolTonny EspinozaОценок пока нет
- Acople Engranajes TECNON DobleДокумент1 страницаAcople Engranajes TECNON DobleTonny EspinozaОценок пока нет
- Ley de Contrataciones 2012 WebДокумент228 страницLey de Contrataciones 2012 WebAdrian Cotrado AduvireОценок пока нет
- Acople Engranajes Despl AxialДокумент1 страницаAcople Engranajes Despl AxialTonny EspinozaОценок пока нет
- Sales SolublesДокумент14 страницSales SolublesquimizaОценок пока нет
- Contenido Programático Microsoft Project Nivel IntermedioДокумент2 страницыContenido Programático Microsoft Project Nivel IntermedioTonny EspinozaОценок пока нет
- Creación de Valor en Inversiones de CapitalДокумент3 страницыCreación de Valor en Inversiones de CapitalTonny EspinozaОценок пока нет
- Acoples Engranajes Con Eje FlotanteДокумент1 страницаAcoples Engranajes Con Eje FlotanteTonny EspinozaОценок пока нет
- Acople Engranajes Vertical DobleДокумент1 страницаAcople Engranajes Vertical DobleTonny EspinozaОценок пока нет
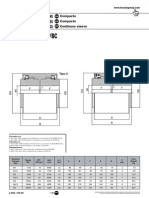
- Acoples Engranajes CompactosДокумент1 страницаAcoples Engranajes CompactosTonny EspinozaОценок пока нет
- Corrosion AceroДокумент10 страницCorrosion AceroandreshuelvaОценок пока нет
- HadfieldДокумент0 страницHadfieldTonny EspinozaОценок пока нет
- PT-004.Centros de Transformación MT-BTДокумент154 страницыPT-004.Centros de Transformación MT-BTTonny EspinozaОценок пока нет
- Características Técnicas de Los ElastómerosДокумент2 страницыCaracterísticas Técnicas de Los ElastómerosTonny EspinozaОценок пока нет
- Transmision de PotenciaДокумент1 страницаTransmision de PotenciaTonny EspinozaОценок пока нет
- Fcaw Spa 06Документ12 страницFcaw Spa 06iman562Оценок пока нет
- CorrosionДокумент8 страницCorrosionBocheali MovimientoОценок пока нет
- Características Técnicas de Los ElastómerosДокумент2 страницыCaracterísticas Técnicas de Los ElastómerosTonny EspinozaОценок пока нет
- Características Técnicas de Los ElastómerosДокумент4 страницыCaracterísticas Técnicas de Los ElastómerosTonny EspinozaОценок пока нет
- Válvulas de AlivioДокумент8 страницVálvulas de AlivioTonny EspinozaОценок пока нет
- Fundamentos de Maquinas de SoldarДокумент79 страницFundamentos de Maquinas de SoldarTonny Espinoza100% (3)
- GrilletesДокумент40 страницGrilletesTonny EspinozaОценок пока нет
- Rolado CónicoДокумент9 страницRolado CónicoTonny Espinoza50% (2)
- AccesoriosДокумент9 страницAccesoriosTonny Espinoza100% (1)
- Incendios de Interfase Folleto Triptico 2022 Impresion DifusionДокумент2 страницыIncendios de Interfase Folleto Triptico 2022 Impresion Difusionleo vazquezОценок пока нет
- Cultivo de PlatanoДокумент27 страницCultivo de PlatanoGustavo Adolfo AlvaradoОценок пока нет
- Constructora SalblasДокумент18 страницConstructora Salblasjulio angel meza sanchezОценок пока нет
- Identifica Los Hormigones de Una Obra de Construcción en Función de LaДокумент6 страницIdentifica Los Hormigones de Una Obra de Construcción en Función de LaFranco IgnacioОценок пока нет
- Mdu PiscoДокумент35 страницMdu PiscoAriana ChamacheОценок пока нет
- Práctica de Escalas de Inteligencia - TEST PSICOMÉTRICOS DE EFICIENCIA (Huallanca Carrera, Lucy Esperanza)Документ9 страницPráctica de Escalas de Inteligencia - TEST PSICOMÉTRICOS DE EFICIENCIA (Huallanca Carrera, Lucy Esperanza)Lucy HopeОценок пока нет
- Procesos Metalurgicos Laboratorio N 2 inДокумент18 страницProcesos Metalurgicos Laboratorio N 2 inHeydi CalloОценок пока нет
- 3 El Lenguaje en La MedicinaДокумент4 страницы3 El Lenguaje en La MedicinaDerrardja YounesОценок пока нет
- Propiedades Periodicas para Cuarto Grado de SecundariaДокумент5 страницPropiedades Periodicas para Cuarto Grado de SecundariaLeandroCarlosManayayОценок пока нет
- Clasificacion y Cartografia de SuelosДокумент10 страницClasificacion y Cartografia de SuelosMileidy VargasОценок пока нет
- Certificado Rupe 1740223Документ2 страницыCertificado Rupe 1740223Juan Pablo Romero MorenoОценок пока нет
- Teoría, género y ciencia ficciónДокумент17 страницTeoría, género y ciencia ficciónMorganitaSurrealismeОценок пока нет
- SEM.3 - 3 Sec - FÍSICAДокумент5 страницSEM.3 - 3 Sec - FÍSICAjoelОценок пока нет
- GRUPO 4 - CGT-CRT1 Práctica CalificadaДокумент6 страницGRUPO 4 - CGT-CRT1 Práctica CalificadaLeslyОценок пока нет
- Weatherfax FrequenciesДокумент6 страницWeatherfax FrequenciesIlhan BettenОценок пока нет
- Ambroise ParéДокумент1 страницаAmbroise ParéAdrian PammoОценок пока нет
- Evaluación parcial de Habilidades ComunicativasДокумент6 страницEvaluación parcial de Habilidades ComunicativasGILBERTH ITALO ROJAS CONDORОценок пока нет
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO-PRACTICO - VIRTUAL - COSTOS Y PRESUPUESTOS - (GRUPO B13)Документ7 страницActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO-PRACTICO - VIRTUAL - COSTOS Y PRESUPUESTOS - (GRUPO B13)Steven MarinОценок пока нет
- Porque Son Importantes Los Vinculos Afectivos A Nivel Personal y SociofamiliarДокумент5 страницPorque Son Importantes Los Vinculos Afectivos A Nivel Personal y SociofamiliarLizeth RojasОценок пока нет
- HIPOGLUCEMIAДокумент5 страницHIPOGLUCEMIAilmedici100% (2)
- Tema 1. Escaleras de Hormigon ArmadoДокумент14 страницTema 1. Escaleras de Hormigon Armadotania perezОценок пока нет
- Anecdotarios de Ing CivilДокумент118 страницAnecdotarios de Ing CivilJose GarciaОценок пока нет
- Huanccollucho Challco Jose CarlosДокумент2 страницыHuanccollucho Challco Jose CarlosLUIS ANTONIO HUAMAN HUILLCAОценок пока нет
- Clínica Geriátrica para El Adulto Mayor en GuadalajaraДокумент12 страницClínica Geriátrica para El Adulto Mayor en GuadalajaraLuis Roberto Ruiz BautistaОценок пока нет
- GIT TC T4 ProblemasДокумент12 страницGIT TC T4 ProblemasJoe MendezОценок пока нет
- ACFrOgCK 3kJSRds4AHj-XLyfeEuSTA5-UTNtL4hlqB2DgpSMz5tbrPKTvyQsKUi3ncBtl4dswnY5ikUyEujXztg WSGG-Q Ss02 Aaj4M183c3 FfUSKu1FEA2qdFAДокумент7 страницACFrOgCK 3kJSRds4AHj-XLyfeEuSTA5-UTNtL4hlqB2DgpSMz5tbrPKTvyQsKUi3ncBtl4dswnY5ikUyEujXztg WSGG-Q Ss02 Aaj4M183c3 FfUSKu1FEA2qdFAJuan Sebastian Lobato NavarreteОценок пока нет
- 04 - Operaciones de ServicioДокумент14 страниц04 - Operaciones de ServicioAngel CazorlaОценок пока нет
- Causales de Improcedencia de Habeas CorpusДокумент16 страницCausales de Improcedencia de Habeas CorpusCHARBELIN FAVIOLA BAÑICO GARCIA100% (1)
- NeurofisiologíaДокумент5 страницNeurofisiologíaAriana BazalarОценок пока нет