Вам также может понравиться
- كيفية حساب كمية سلك اللحام المطلوبةДокумент6 страницكيفية حساب كمية سلك اللحام المطلوبةBoodyBedaiwe50% (2)
- Cost Calculation Program For Productivity in WeldingДокумент20 страницCost Calculation Program For Productivity in WeldingiyigunОценок пока нет
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemДокумент1 страницаFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNОценок пока нет
- Weld Deposition DataДокумент5 страницWeld Deposition Datachetan85100% (4)
- Demo Weld Cost Calc XL-UnprotectedДокумент10 страницDemo Weld Cost Calc XL-UnprotectedA R0% (1)
- Welding Prcesses Estimation RecordДокумент5 страницWelding Prcesses Estimation RecorddineshshankarОценок пока нет
- Welding and Fabrication NoteДокумент54 страницыWelding and Fabrication NoteluminiousОценок пока нет
- Welding Economy and ProductivityДокумент29 страницWelding Economy and Productivitykmas1612100% (4)
- Introduction To Cost EstimatingДокумент22 страницыIntroduction To Cost EstimatingArwa HusseinОценок пока нет
- A Guide To Estimating The Consumption of Welding Consumables-NAДокумент1 страницаA Guide To Estimating The Consumption of Welding Consumables-NAManuel Antonio Santos VargasОценок пока нет
- Weight Factor Plan: Project Work Package Contractor Revision DateДокумент4 страницыWeight Factor Plan: Project Work Package Contractor Revision DatescottigiancarloОценок пока нет
- Weld Cost Calc XL1.3.2mmДокумент3 страницыWeld Cost Calc XL1.3.2mmVipin JoseОценок пока нет
- Ss Pipe WeldingДокумент3 страницыSs Pipe WeldingshridharbshenoyОценок пока нет
- Welding Cost Managment Layout ModifiedДокумент13 страницWelding Cost Managment Layout ModifiedmrОценок пока нет
- Determining The Cost of WeldingДокумент7 страницDetermining The Cost of WeldingGilbertoUGO0% (1)
- Weld WeightДокумент10 страницWeld WeightDivyesh PatelОценок пока нет
- Welding Cost Estimation For 12 Joints in 8 NPS Sch. 80Документ1 страницаWelding Cost Estimation For 12 Joints in 8 NPS Sch. 80WeldPulse100% (2)
- Miller RMDДокумент4 страницыMiller RMDRony Lesbt100% (1)
- 31 Management System For Structrural Steel Products Using Barcodes Between Construction Job Site and Steel Fabrication ShopДокумент10 страниц31 Management System For Structrural Steel Products Using Barcodes Between Construction Job Site and Steel Fabrication ShopajaymrОценок пока нет
- Determining The Cost of WeldingДокумент22 страницыDetermining The Cost of WeldingSanjay J NОценок пока нет
- Proposal For Structural Steel WorksДокумент1 страницаProposal For Structural Steel Worksshabban4uОценок пока нет
- Operating FactorДокумент9 страницOperating Factormekhman mekhtyОценок пока нет
- Weld Metal Cost Calculator 3Документ1 страницаWeld Metal Cost Calculator 3Naresh Tammineedi100% (1)
- Cigweld-Deposited Rates PDFДокумент7 страницCigweld-Deposited Rates PDFNam_HitechОценок пока нет
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFДокумент1 страницаWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmОценок пока нет
- AWSPipeWeld - American Welding SocietyДокумент2 страницыAWSPipeWeld - American Welding Societybarukomkss100% (1)
- Weld Cost Calc XLДокумент63 страницыWeld Cost Calc XLRobert WhitakerОценок пока нет
- WPSPQRДокумент11 страницWPSPQR0502raviОценок пока нет
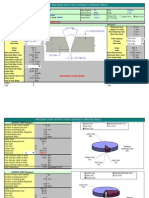
- Cross Section Area in MM: Enter The THK-T in MM Enter The Deg-DДокумент7 страницCross Section Area in MM: Enter The THK-T in MM Enter The Deg-DAnas MaliyekkalОценок пока нет
- Double-V-Weld Consumption Formula in Excel SheetДокумент6 страницDouble-V-Weld Consumption Formula in Excel SheetvinothОценок пока нет
- Productivity and EcononyДокумент69 страницProductivity and EcononyVijayan MunuswamyОценок пока нет
- Weld CostsДокумент2 страницыWeld CostsJina Chandran100% (1)
- WeldingДокумент13 страницWeldingAna Hidayah SyuhadaОценок пока нет
- Alternate Welding Processes For In-Service WeldingДокумент103 страницыAlternate Welding Processes For In-Service WeldingJohann Alexander Caballero Bohorquez100% (2)
- WPS - Api 5L X52 - Codigo Api1104Документ1 страницаWPS - Api 5L X52 - Codigo Api1104Cristhian Camilo Quiroga WalterosОценок пока нет
- Gmaw Thumb RuleДокумент68 страницGmaw Thumb Rule0502raviОценок пока нет
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Документ12 страницPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXОценок пока нет
- Calculation of Electrode ConsumptionДокумент4 страницыCalculation of Electrode ConsumptionhgolestaniОценок пока нет
- Electrodes CalculatorДокумент2 страницыElectrodes CalculatorAsebaho Badr100% (1)
- Fabrication Cost Estimation Including ManpowerДокумент33 страницыFabrication Cost Estimation Including ManpowerVinayak PujariОценок пока нет
- Weld Deposit CalculationДокумент11 страницWeld Deposit CalculationShiv Shankar ThakurОценок пока нет
- Weld Cost CalculationДокумент15 страницWeld Cost CalculationMustafa KaramürselОценок пока нет
- Gtaw and Gmaw Equipment and Supplies: 7.2 Arc Welding Power Sources For GTAWДокумент19 страницGtaw and Gmaw Equipment and Supplies: 7.2 Arc Welding Power Sources For GTAWNachiket MujumdarОценок пока нет
- Weld CalculationsДокумент12 страницWeld Calculationshakr5100% (1)
- Reconcilation of Welding Consumable and Associated Consumable For Piping and StructureДокумент44 страницыReconcilation of Welding Consumable and Associated Consumable For Piping and StructureRakesh Ranjan50% (2)
- Electrode CalculationДокумент2 страницыElectrode Calculationkoyahassan100% (10)
- Welding Cost Estimator PubДокумент8 страницWelding Cost Estimator Pubrockufool100% (4)
- Welded ConnectionsДокумент144 страницыWelded ConnectionsshivaniОценок пока нет
- كيفية حساب كمية سلك اللحام المطلوبةДокумент6 страницكيفية حساب كمية سلك اللحام المطلوبةMohamed AtefОценок пока нет
- Welding ProcessesДокумент50 страницWelding ProcessesTg TarroОценок пока нет
- Handbook - Calculations0Документ10 страницHandbook - Calculations0paimpillyОценок пока нет
- Soldering: Badrulariffin Mohd AlwaiДокумент23 страницыSoldering: Badrulariffin Mohd AlwaiAli JavedОценок пока нет
- Spot WeldingДокумент8 страницSpot Weldingtoyota952Оценок пока нет
- Unit 4 Welded Joints: StructureДокумент13 страницUnit 4 Welded Joints: StructureDEEPAKОценок пока нет
- ESAB Calculating Filler Metal Consumption PDFДокумент10 страницESAB Calculating Filler Metal Consumption PDFRuben Cruz S0% (2)
- Electrical Steel CoilsДокумент16 страницElectrical Steel CoilsX800XLОценок пока нет
- How To Calculate Filler MetalДокумент3 страницыHow To Calculate Filler MetalEdgar Coavas PérezОценок пока нет
- Welding Rod CalculationДокумент4 страницыWelding Rod CalculationuemaaplОценок пока нет
- Welded and Riveted ConnectionsДокумент58 страницWelded and Riveted ConnectionsDennis Manejero0% (1)
- Aws 517Документ22 страницыAws 517afarmaiaОценок пока нет
- Heat Loss Insulated Pipe 1Документ1 страницаHeat Loss Insulated Pipe 1Nejat AbabayОценок пока нет
- Organisation Chart Camp-ModelДокумент1 страницаOrganisation Chart Camp-ModelNejat AbabayОценок пока нет
- O10480 Erection SequenceДокумент45 страницO10480 Erection SequenceNejat AbabayОценок пока нет
- Tally Sheet Week 41Документ1 страницаTally Sheet Week 41Nejat AbabayОценок пока нет
- Weld TestingДокумент51 страницаWeld TestingSasthi HensОценок пока нет
- Preparing A Claim in ConstructionДокумент24 страницыPreparing A Claim in ConstructionvalОценок пока нет
- EN 1090 Certifi Cation For Steel and Aluminum StructuresДокумент2 страницыEN 1090 Certifi Cation For Steel and Aluminum StructuresAniekanОценок пока нет
- Pipe Welding ProceduresДокумент256 страницPipe Welding ProceduresMohamed Madene90% (10)
- Erdemir Product Catalog 2013Документ159 страницErdemir Product Catalog 2013Nejat AbabayОценок пока нет
- Employee Time Sheet: Employee Name: Bülent ABABAY Department: Start Day: 3/4/2018Документ1 страницаEmployee Time Sheet: Employee Name: Bülent ABABAY Department: Start Day: 3/4/2018Nejat AbabayОценок пока нет
- Useful Piping & Structural DataДокумент159 страницUseful Piping & Structural DataNejat AbabayОценок пока нет
- New Storage Tanks Design GuidelinesДокумент6 страницNew Storage Tanks Design GuidelineschrisevabОценок пока нет
- Time SheetДокумент1 страницаTime SheetNejat AbabayОценок пока нет
- IPS E-ME-130 LPG Pressure Storage Spheres 22p Rev. 2011Документ24 страницыIPS E-ME-130 LPG Pressure Storage Spheres 22p Rev. 2011josea_penaОценок пока нет
- Piping Standard and SpecificationДокумент22 страницыPiping Standard and SpecificationMuhamad Firdaus Bin Azizan100% (5)
- Manpower & Equipment Loading DiagramsДокумент25 страницManpower & Equipment Loading DiagramsNejat AbabayОценок пока нет
- Estimation Man HourДокумент241 страницаEstimation Man HourAnonymous ynJByUs52% (42)
- 12-Kalorifer Isi Kaybi HesabiДокумент127 страниц12-Kalorifer Isi Kaybi HesabiNejat AbabayОценок пока нет
- Piping Manhours (Weight)Документ25 страницPiping Manhours (Weight)Nejat AbabayОценок пока нет
- Piping CalculationsДокумент19 страницPiping CalculationskakoullisgОценок пока нет
- Product Catalogue 2007Документ216 страницProduct Catalogue 2007Nejat AbabayОценок пока нет
- Piping ManhoursДокумент32 страницыPiping Manhourspcorreia_81Оценок пока нет
- Pipe Schedule ChartДокумент1 страницаPipe Schedule ChartNejat AbabayОценок пока нет
- End Plate CalculationДокумент5 страницEnd Plate CalculationNejat AbabayОценок пока нет
- Conversion FactorsДокумент18 страницConversion FactorsNejat AbabayОценок пока нет
- Calc Electrode ConsumptionДокумент3 страницыCalc Electrode ConsumptionNejat AbabayОценок пока нет
- 100 Keyboard Shortcuts (Windows)Документ4 страницы100 Keyboard Shortcuts (Windows)Nejat AbabayОценок пока нет
- Best Practice Guide (Mechanical Insulation)Документ158 страницBest Practice Guide (Mechanical Insulation)Sky LarksОценок пока нет
- Piping ManhoursДокумент32 страницыPiping ManhoursNejat Ababay75% (16)
- Metric TorquesДокумент1 страницаMetric TorquesNejat AbabayОценок пока нет
- Food Chemistry: M.S. Altaki, F.J. Santos, M.T. GalceranДокумент6 страницFood Chemistry: M.S. Altaki, F.J. Santos, M.T. GalceranAberuОценок пока нет
- Atf Dexron Iii: Data SheetДокумент7 страницAtf Dexron Iii: Data Sheetwilliam bryantОценок пока нет
- Rapid Fire NewДокумент85 страницRapid Fire NewvarunsanghiОценок пока нет
- Technical Textiles Application in DifferentДокумент149 страницTechnical Textiles Application in DifferentAredaОценок пока нет
- Orifice Flange Union Assembly and Orifice Run Installation and Operation ManualДокумент8 страницOrifice Flange Union Assembly and Orifice Run Installation and Operation ManualNithin CpОценок пока нет
- PVRVДокумент4 страницыPVRVbkkbrazil100% (1)
- Lied Mann 2017Документ8 страницLied Mann 2017Chandra SekarОценок пока нет
- Advanced Pattern Cumulative Test Paper 1Документ25 страницAdvanced Pattern Cumulative Test Paper 1AAVANIОценок пока нет
- Recommended Construction Guidelines For Full Depth Reclamation (FDR) Using Bituminous StabilizationДокумент13 страницRecommended Construction Guidelines For Full Depth Reclamation (FDR) Using Bituminous StabilizationDao Phuc LamОценок пока нет
- 7 Accuracy of Rating ModelДокумент154 страницы7 Accuracy of Rating ModelSambeet MallickОценок пока нет
- Laboratory Activity # 1 MICROBIOLOGYДокумент4 страницыLaboratory Activity # 1 MICROBIOLOGYatvillasОценок пока нет
- Por Si Te Puede ServirДокумент7 страницPor Si Te Puede ServirJordi ClaudioОценок пока нет
- Lecture Notes Materials and Ecological EngineeringДокумент463 страницыLecture Notes Materials and Ecological EngineeringInhake AutechreОценок пока нет
- Corrosion KING HBE (Primer All User) Tech. DataДокумент2 страницыCorrosion KING HBE (Primer All User) Tech. Datamuhamadrafie1975Оценок пока нет
- Neurotoxicity of E-CigarettesДокумент15 страницNeurotoxicity of E-CigarettesRebecca MarshallОценок пока нет
- Edwards CP25K Cold Cathode Gauge Sensor ManualДокумент18 страницEdwards CP25K Cold Cathode Gauge Sensor Manualঅর্ণব কোলেОценок пока нет
- Welding Procedure Specification (WPS) : JointsДокумент2 страницыWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamОценок пока нет
- A Guide For Tank InspectionДокумент10 страницA Guide For Tank InspectionAmer Y KОценок пока нет
- Catalogue 2018Документ44 страницыCatalogue 2018Hoa PhamОценок пока нет
- TB400 Painting and Corrosion ProtectionДокумент21 страницаTB400 Painting and Corrosion ProtectionAliZenatiОценок пока нет
- Eazistrip Reinforcement Continuity SystemsДокумент12 страницEazistrip Reinforcement Continuity SystemscormolioОценок пока нет
- Chapter 13 Oil Based MudsДокумент65 страницChapter 13 Oil Based Mudsمحمد أحمد عبداللطيفОценок пока нет
- SF6 Sulfur Hexafluoride PDFДокумент12 страницSF6 Sulfur Hexafluoride PDFSujit Kumar pahiОценок пока нет
- Furnace AC Example PDFДокумент5 страницFurnace AC Example PDFhanafiОценок пока нет
- As-MS Binding AssayДокумент9 страницAs-MS Binding AssayAnonymous IGfaYDОценок пока нет
- Composite Materials: Cris Arnold Materials Research Centre J.c.arnold@swansea - Ac.ukДокумент30 страницComposite Materials: Cris Arnold Materials Research Centre J.c.arnold@swansea - Ac.ukMazin MohammedОценок пока нет
- Study Guide NPT220 (3 July 2017)Документ12 страницStudy Guide NPT220 (3 July 2017)Blessed MuyangaОценок пока нет
- METALS Structured Questions and Worked SolutionsДокумент9 страницMETALS Structured Questions and Worked SolutionsYoviОценок пока нет
- PetroPlate M5800 EP Grease PDFДокумент1 страницаPetroPlate M5800 EP Grease PDFlukastadeoОценок пока нет
- Common Forms OF MedicationДокумент19 страницCommon Forms OF MedicationJonica AngОценок пока нет
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseОт EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseРейтинг: 4.5 из 5 звезд4.5/5 (51)
- The Laws of Thermodynamics: A Very Short IntroductionОт EverandThe Laws of Thermodynamics: A Very Short IntroductionРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionОт EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedОт EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedРейтинг: 5 из 5 звезд5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisОт EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisРейтинг: 4 из 5 звезд4/5 (2)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОт EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОценок пока нет
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AОт EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AОценок пока нет
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsОт EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyОт EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyРейтинг: 5 из 5 звезд5/5 (1)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)От EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Рейтинг: 4 из 5 звезд4/5 (12)
- Handbook of Mechanical and Materials EngineeringОт EverandHandbook of Mechanical and Materials EngineeringРейтинг: 5 из 5 звезд5/5 (4)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsОт EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsОценок пока нет
- Basic Digital Signal Processing: Butterworths Basic SeriesОт EverandBasic Digital Signal Processing: Butterworths Basic SeriesРейтинг: 5 из 5 звезд5/5 (1)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsОт EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsРейтинг: 4 из 5 звезд4/5 (9)