Вам также может понравиться
- Electrical Discharge MachiningДокумент38 страницElectrical Discharge Machiningmohdkamran2007100% (2)
- Electrical Discharge MachiningДокумент11 страницElectrical Discharge MachiningRizwan MrnОценок пока нет
- Electrical Discharge Machining: HistoryДокумент11 страницElectrical Discharge Machining: HistoryMwafaq Bani Amirah100% (1)
- Electrical Discharge MachiningДокумент14 страницElectrical Discharge MachiningHamdhan Syawal Mohd SuhaimiОценок пока нет
- Electric Discharge MachiningДокумент11 страницElectric Discharge MachiningNia SyafiqqОценок пока нет
- Electrical Discharge Machining: Jump To Navigation Jump To SearchДокумент17 страницElectrical Discharge Machining: Jump To Navigation Jump To SearchPanosОценок пока нет
- Edm Wire CurДокумент8 страницEdm Wire CurAli HusinОценок пока нет
- Electrical Discharge MachiningДокумент15 страницElectrical Discharge MachiningPanosОценок пока нет
- Electrical Discharge MachiningДокумент6 страницElectrical Discharge MachiningzidaaanОценок пока нет
- Title: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Документ23 страницыTitle: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Nur Shaheera Zainurin33% (3)
- Principle of Spark ErosionДокумент5 страницPrinciple of Spark ErosionAjay RanaОценок пока нет
- Mesin Edm WirecutДокумент10 страницMesin Edm Wirecutcrewz_19Оценок пока нет
- Report On Self Driving CarДокумент23 страницыReport On Self Driving CarAnonymous 8zeEYkОценок пока нет
- Introduction To Wire-Cut EdmДокумент7 страницIntroduction To Wire-Cut EdmZamree Bin HarunОценок пока нет
- Electro Discharge MachiningДокумент54 страницыElectro Discharge MachiningLihas AirohalОценок пока нет
- Module-3: Advanced Material Removal Processes: Lecture No-9Документ6 страницModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelОценок пока нет
- Electrical Discharge MachiningДокумент16 страницElectrical Discharge MachiningRizwan MrnОценок пока нет
- Experiment 1 Mechining 2Документ3 страницыExperiment 1 Mechining 2Malik ShahidОценок пока нет
- Electrical Discharge Machining (EDM)Документ68 страницElectrical Discharge Machining (EDM)Sreedhar PugalendhiОценок пока нет
- Report Edm Die SinkerДокумент21 страницаReport Edm Die SinkerAwateff Al-Jefry II100% (8)
- DK ThesisДокумент56 страницDK ThesisShabnam SepatОценок пока нет
- Lec4 - Machining Equipment - PRE 314Документ27 страницLec4 - Machining Equipment - PRE 314Mahmoud EldesoukiОценок пока нет
- Electrical Discharge MachiningДокумент30 страницElectrical Discharge MachiningParas MalhotraОценок пока нет
- "Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanaДокумент12 страниц"Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanatheijesОценок пока нет
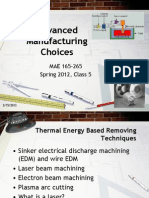
- Advanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Документ46 страницAdvanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Subramaniyan MahendiranОценок пока нет
- CHAPTER-4-Thermal TypeДокумент45 страницCHAPTER-4-Thermal TypeWinta BreaОценок пока нет
- Advanced MFG ProcessesДокумент26 страницAdvanced MFG Processesmann20Оценок пока нет
- Electro-Discharge Machining (EDM) - Industrial EngineeringДокумент24 страницыElectro-Discharge Machining (EDM) - Industrial EngineeringshahadОценок пока нет
- Electrical Discharge Machining (EDM)Документ28 страницElectrical Discharge Machining (EDM)Jayant SisodiaОценок пока нет
- Muddaser GMT Plasma CuttingДокумент2 страницыMuddaser GMT Plasma CuttingMUDDASER SHARIFОценок пока нет
- Assignment 2 (Praful Rawat 160970104033)Документ5 страницAssignment 2 (Praful Rawat 160970104033)as hgfОценок пока нет
- Electrical Discharge Machining (EDM) : By: 1602-031 022 024 032 046 048 Submitted to:Dr.S.B.MISHRAДокумент35 страницElectrical Discharge Machining (EDM) : By: 1602-031 022 024 032 046 048 Submitted to:Dr.S.B.MISHRAmanish kumarОценок пока нет
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorДокумент40 страницElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanОценок пока нет
- Process Mechanism of EDM ProcessДокумент9 страницProcess Mechanism of EDM ProcessdongreganeshОценок пока нет
- Edm AssignmentДокумент8 страницEdm Assignmentfarahin_selamatОценок пока нет
- Module-3: Advanced Material Removal Processes: Lecture No-9Документ6 страницModule-3: Advanced Material Removal Processes: Lecture No-9Abhishek TuliОценок пока нет
- Report FypДокумент54 страницыReport FypsyahidasyapikahОценок пока нет
- EDM Die SinkingДокумент10 страницEDM Die SinkingAleeza AshfaqueОценок пока нет
- Electro Chemical MachiningДокумент21 страницаElectro Chemical MachiningShashank AgarwalОценок пока нет
- EDM Wirecut 2 PDFДокумент20 страницEDM Wirecut 2 PDFDjuraTheHarpYОценок пока нет
- EDM WirecutДокумент20 страницEDM Wirecutnajieyuya100% (2)
- Title: Introduction To Non-Conventional Machining Process (Wire EDM)Документ4 страницыTitle: Introduction To Non-Conventional Machining Process (Wire EDM)Parameshwara MeenaОценок пока нет
- Wire Cut EdmДокумент2 страницыWire Cut EdmSaurabh Saini0% (1)
- EDM Wire CutДокумент3 страницыEDM Wire CutBijoy BalakrishnanОценок пока нет
- Electric Discharge Machining (EDM)Документ34 страницыElectric Discharge Machining (EDM)Paras Malhotra0% (2)
- Science of Engineerin G Manufactu Re-Ii: Assignment - 1Документ17 страницScience of Engineerin G Manufactu Re-Ii: Assignment - 1amit_kumar_dtuОценок пока нет
- Mentor Name-: Capstone Project Report OnДокумент30 страницMentor Name-: Capstone Project Report Onconstructive_mind000Оценок пока нет
- Plasma Arc Machining Manual: Non-Conventional Machining SeriesДокумент7 страницPlasma Arc Machining Manual: Non-Conventional Machining SeriesowaisОценок пока нет
- # 5 Electro Discharge MachiningДокумент117 страниц# 5 Electro Discharge MachiningRohan RautОценок пока нет
- Edm and Ebm: Presentation On Non-Conventional MachiningДокумент18 страницEdm and Ebm: Presentation On Non-Conventional MachiningSagan PreetОценок пока нет
- MMFM Unit II EcmДокумент29 страницMMFM Unit II EcmAdula RajasekharОценок пока нет
- Muhamad Fadzil B. Mat Jassin 01DKM09F2145Документ20 страницMuhamad Fadzil B. Mat Jassin 01DKM09F2145Yob GrenzebacОценок пока нет
- Ucmp Units IV FinalДокумент35 страницUcmp Units IV Finalsiva krishnaОценок пока нет
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityДокумент10 страниц"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaОценок пока нет
- My Wrks NCMT IncmpltДокумент17 страницMy Wrks NCMT IncmpltUnni HaridasОценок пока нет
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОт EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОценок пока нет
- File 1038732040Документ70 страницFile 1038732040Karen Joyce Costales MagtanongОценок пока нет
- Agriculture Vision 2020Документ10 страницAgriculture Vision 20202113713 PRIYANKAОценок пока нет
- Milestone BillingДокумент3 страницыMilestone BillingJagadeesh Kumar RayuduОценок пока нет
- CBLM - Interpreting Technical DrawingДокумент18 страницCBLM - Interpreting Technical DrawingGlenn F. Salandanan89% (45)
- PST SubjectДокумент2 страницыPST SubjectCarol ElizagaОценок пока нет
- System of Linear Equation and ApplicationДокумент32 страницыSystem of Linear Equation and Applicationihsaanbava0% (1)
- Pitch AnythingДокумент8 страницPitch AnythingDoland drumb100% (1)
- Perbandingan Implementasi Smart City Di Indonesia: Studi Kasus: Perbandingan Smart People Di Kota Surabaya Dan Kota MalangДокумент11 страницPerbandingan Implementasi Smart City Di Indonesia: Studi Kasus: Perbandingan Smart People Di Kota Surabaya Dan Kota Malanglely ersilyaОценок пока нет
- List of Institutions With Ladderized Program Under Eo 358 JULY 2006 - DECEMBER 31, 2007Документ216 страницList of Institutions With Ladderized Program Under Eo 358 JULY 2006 - DECEMBER 31, 2007Jen CalaquiОценок пока нет
- NST 029Документ123 страницыNST 029Riaz Ahmad BhattiОценок пока нет
- Citing Correctly and Avoiding Plagiarism: MLA Format, 7th EditionДокумент4 страницыCiting Correctly and Avoiding Plagiarism: MLA Format, 7th EditionDanish muinОценок пока нет
- Cet Admissions 2018 FinalДокумент225 страницCet Admissions 2018 FinalkiranОценок пока нет
- IMS - Integrated Management System Implementation Steps-Sterling - Rev00-240914 PDFДокумент28 страницIMS - Integrated Management System Implementation Steps-Sterling - Rev00-240914 PDFNorman AinomugishaОценок пока нет
- 3Документ76 страниц3Uday ShankarОценок пока нет
- Dashrath Nandan JAVA (Unit2) NotesДокумент18 страницDashrath Nandan JAVA (Unit2) NotesAbhinandan Singh RanaОценок пока нет
- Laser Mig - Hybrid - WeldinggДокумент26 страницLaser Mig - Hybrid - WeldinggFeratОценок пока нет
- Basic Concept of ProbabilityДокумент12 страницBasic Concept of Probability8wc9sncvpwОценок пока нет
- Directorate of Technical Education, Maharashtra State, MumbaiДокумент57 страницDirectorate of Technical Education, Maharashtra State, MumbaiShubham DahatondeОценок пока нет
- ILI9481 DatasheetДокумент143 страницыILI9481 DatasheetdetonatОценок пока нет
- Analog Electronics-2 PDFДокумент20 страницAnalog Electronics-2 PDFAbhinav JangraОценок пока нет
- CNC Manuel de Maintenance 15i 150i ModelAДокумент526 страницCNC Manuel de Maintenance 15i 150i ModelASebautomatismeОценок пока нет
- AM-FM Reception TipsДокумент3 страницыAM-FM Reception TipsKrishna Ghimire100% (1)
- Supply Chain Management 101Документ36 страницSupply Chain Management 101Trần Viết ThanhОценок пока нет
- Auditing Multiple Choice Questions and Answers MCQs Auditing MCQ For CA, CS and CMA Exams Principle of Auditing MCQsДокумент30 страницAuditing Multiple Choice Questions and Answers MCQs Auditing MCQ For CA, CS and CMA Exams Principle of Auditing MCQsmirjapur0% (1)
- Remediation of AlphabetsДокумент34 страницыRemediation of AlphabetsAbdurahmanОценок пока нет
- Ce Project 1Документ7 страницCe Project 1emmaОценок пока нет
- Real Options BV Lec 14Документ49 страницReal Options BV Lec 14Anuranjan TirkeyОценок пока нет
- Synthesis Essay Final DraftДокумент5 страницSynthesis Essay Final Draftapi-283802944Оценок пока нет
- RTD IncotestДокумент2 страницыRTD IncotestJabari KaneОценок пока нет
- Ojt Evaluation Forms (Supervised Industry Training) SampleДокумент5 страницOjt Evaluation Forms (Supervised Industry Training) SampleJayJay Jimenez100% (3)