Вам также может понравиться
- Handbook of Polymers for Pharmaceutical Technologies, Structure and ChemistryОт EverandHandbook of Polymers for Pharmaceutical Technologies, Structure and ChemistryОценок пока нет
- CapsulesДокумент44 страницыCapsulesPrinceОценок пока нет
- Powders: Hindu College of PharmacyДокумент29 страницPowders: Hindu College of Pharmacyraj100% (1)
- Design of Dosage FormsДокумент17 страницDesign of Dosage FormsMuhammad HilmiОценок пока нет
- Handbk of Basic Pharmacokinetics Chap. 2Документ3 страницыHandbk of Basic Pharmacokinetics Chap. 2MoonGalaxyОценок пока нет
- Quality by Design Approaches For Topical Dermatological Dosage FormsДокумент19 страницQuality by Design Approaches For Topical Dermatological Dosage FormsDoinița UrsuОценок пока нет
- Macrogols BPДокумент4 страницыMacrogols BPASHOK KUMAR LENKAОценок пока нет
- Soft Cap-2Документ36 страницSoft Cap-2DrSambathkumar RamanathanОценок пока нет
- Dosage Form Development and CharacterizationДокумент74 страницыDosage Form Development and CharacterizationMuhd Khairul AmriОценок пока нет
- Scale Up and Postapproval Changes (Supac) Guidance For Industry: A Regulatory NoteДокумент9 страницScale Up and Postapproval Changes (Supac) Guidance For Industry: A Regulatory NoteAKKAD PHARMAОценок пока нет
- Tablet Technology EditedДокумент42 страницыTablet Technology EditedPramod Kc100% (1)
- Novel Drug Delivery SystemДокумент23 страницыNovel Drug Delivery SystemSureshCoolОценок пока нет
- Notes Dosage Form DesignДокумент9 страницNotes Dosage Form DesignDee PañaresОценок пока нет
- Tablets Quality ControlДокумент18 страницTablets Quality ControlThangabalan Than100% (2)
- Biopharming TrainingДокумент97 страницBiopharming TrainingBalakrishnan NatarajanОценок пока нет
- Extended-Release Oral Solid Dosage FormsДокумент3 страницыExtended-Release Oral Solid Dosage FormsDiah MarianoОценок пока нет
- Preformulation NotesДокумент19 страницPreformulation NotesAnkit Arora67% (3)
- 634581643032102500Документ130 страниц634581643032102500DrVenu Madhav KОценок пока нет
- CapsulesДокумент50 страницCapsulesneha_dand1591Оценок пока нет
- Report On PreformulationДокумент9 страницReport On PreformulationH FaithОценок пока нет
- ICH Quality Guidelines: An Implementation GuideОт EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleОценок пока нет
- An Overview On Tablet CoatingДокумент4 страницыAn Overview On Tablet Coatingronahaniifah11Оценок пока нет
- Dealing With Post Approval Changes-Supac: Wasim Raja.S Sri Venkateswara College of PharmacyДокумент52 страницыDealing With Post Approval Changes-Supac: Wasim Raja.S Sri Venkateswara College of PharmacyProf_WasimОценок пока нет
- Suppositories SampleДокумент20 страницSuppositories SamplePriyanka S. SutarОценок пока нет
- Bioavailability, Bioequivalence and BCS System: by Dr. Ashwani Kumar VermaДокумент35 страницBioavailability, Bioequivalence and BCS System: by Dr. Ashwani Kumar Vermagopal jhaОценок пока нет
- Introduction To CapsulesДокумент2 страницыIntroduction To CapsulesMelody Cyy100% (1)
- Oral Controlled Release Formulation Design and Drug Delivery: Theory to PracticeОт EverandOral Controlled Release Formulation Design and Drug Delivery: Theory to PracticeHong WenОценок пока нет
- Dosage - Chapter 7Документ6 страницDosage - Chapter 7kaukau4everОценок пока нет
- What Is BiotechnologyДокумент5 страницWhat Is BiotechnologysubhoОценок пока нет
- Formulation, Development and Evalution of An Immediate Release Tablet of MethotrexateДокумент22 страницыFormulation, Development and Evalution of An Immediate Release Tablet of MethotrexateDarlianaMelloSouzaОценок пока нет
- Guidelines For Tablet Crushing and Administration Via Enteral Feeding Tubes PDFДокумент13 страницGuidelines For Tablet Crushing and Administration Via Enteral Feeding Tubes PDFalfox2000Оценок пока нет
- Art. Enteric CoatingДокумент13 страницArt. Enteric CoatingDiana Marcela Parra BaronaОценок пока нет
- Formulation and in Vitro Evaluation of Mucoadhesive Tablets of Ofloxacin Using Natural GumsДокумент6 страницFormulation and in Vitro Evaluation of Mucoadhesive Tablets of Ofloxacin Using Natural Gumsabdi100% (1)
- Pilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsДокумент7 страницPilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsAsifОценок пока нет
- Pre FormulationДокумент13 страницPre FormulationCm MouliОценок пока нет
- Hard Gelatin CapsulesДокумент9 страницHard Gelatin CapsulesSai Keerthi100% (1)
- Development and Manufacturing of Injectable (Parenteral) Drug Products UnitДокумент10 страницDevelopment and Manufacturing of Injectable (Parenteral) Drug Products UnitParul SrivastavaОценок пока нет
- Patented Technology in Soft Gelatin Capsule A ReviewДокумент16 страницPatented Technology in Soft Gelatin Capsule A ReviewFatimahAhmat100% (1)
- Drug StabilityДокумент14 страницDrug StabilityBismah SaeedОценок пока нет
- 2.9.1. Disintegration of Tablets and CapsulesДокумент3 страницы2.9.1. Disintegration of Tablets and CapsulesPikiy PutriОценок пока нет
- Pharmaceutics-Chapter-2-Packaging-Materialsxgchbu Gyvy-NotesДокумент7 страницPharmaceutics-Chapter-2-Packaging-Materialsxgchbu Gyvy-NotesBEST OF BESTОценок пока нет
- Q C of Sterile ProductsДокумент103 страницыQ C of Sterile ProductsMuhammad TaimurОценок пока нет
- A Review of On Preformulation Studies of DrugsДокумент11 страницA Review of On Preformulation Studies of DrugsPanji Wirawan0% (1)
- Portfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesОт EverandPortfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesPete HarpumОценок пока нет
- Techniques of SolubilizationДокумент33 страницыTechniques of SolubilizationSreekanth NamaОценок пока нет
- Guide to Hard Gelatin Capsule ProductionДокумент33 страницыGuide to Hard Gelatin Capsule Productionalay_brahmbhattОценок пока нет
- Addendum 2019 to IP 2018: 66 New MonographsДокумент2 страницыAddendum 2019 to IP 2018: 66 New MonographspawnammalОценок пока нет
- Working of Tablet Punching Machine: Presented By-Chetan Singh BishtДокумент44 страницыWorking of Tablet Punching Machine: Presented By-Chetan Singh BishtJanvi Mayank JainОценок пока нет
- Controlled Drug Delivery SystemДокумент43 страницыControlled Drug Delivery Systemsukanya100% (1)
- Analysis of The Tablet Coating ProcessДокумент17 страницAnalysis of The Tablet Coating Processشروق سعد الدينОценок пока нет
- Biopharmaceutical Considerations in Drug Product Design and in Vitro Introduction (Biopharm)Документ22 страницыBiopharmaceutical Considerations in Drug Product Design and in Vitro Introduction (Biopharm)vipinkv99Оценок пока нет
- Tablet: Types of TabletsДокумент82 страницыTablet: Types of TabletsKema Akma100% (1)
- Stability in PreformulationДокумент48 страницStability in Preformulationmithaann2353Оценок пока нет
- Granules SBДокумент43 страницыGranules SBMirza Salman BaigОценок пока нет
- 2 USP - OSD Quality TestsДокумент6 страниц2 USP - OSD Quality TestsSpectre SpectreОценок пока нет
- 1 Drug Polymorphism and Dosage Form Design A Practical PerspectiveДокумент13 страниц1 Drug Polymorphism and Dosage Form Design A Practical Perspectivejulieth vОценок пока нет
- Unit 2 - Product DifferentiationДокумент19 страницUnit 2 - Product Differentiationabdullah2020Оценок пока нет
- IncompatibilitiesДокумент59 страницIncompatibilitiesabdullah2020Оценок пока нет
- 12 Pharmaceutical Distribution and Wholesaling PDFДокумент60 страниц12 Pharmaceutical Distribution and Wholesaling PDFTito Arevalo100% (1)
- Supply Chain - PharmaceuticalsДокумент17 страницSupply Chain - Pharmaceuticalsabdullah2020Оценок пока нет
- IncompatibilitiesДокумент59 страницIncompatibilitiesabdullah2020Оценок пока нет
- Problems For Zero-Order Kinetics and First-Order KineticsДокумент4 страницыProblems For Zero-Order Kinetics and First-Order KineticsRoger B Verosil57% (14)
- Area Under The Curve CalculationДокумент32 страницыArea Under The Curve Calculationabdullah20200% (1)
- Unit 2 - Product DifferentiationДокумент19 страницUnit 2 - Product Differentiationabdullah2020Оценок пока нет
- Dangerous Drug Act and Regu OnlineДокумент51 страницаDangerous Drug Act and Regu Onlineabdullah2020Оценок пока нет
- Perfume History & Description GuideДокумент24 страницыPerfume History & Description GuideHari KrishnanОценок пока нет
- BiotransformationДокумент27 страницBiotransformationDemy ClementeОценок пока нет
- Unit 4 DiffusionДокумент33 страницыUnit 4 Diffusionabdullah2020Оценок пока нет
- Laboratory ResearchДокумент29 страницLaboratory Researchabdullah2020Оценок пока нет
- Unit 6 Targeted Drug DeliveryДокумент42 страницыUnit 6 Targeted Drug Deliveryabdullah2020100% (1)
- Career OpportunitiesДокумент24 страницыCareer Opportunitiesabdullah2020Оценок пока нет
- Pharmaceutical AerosolsДокумент54 страницыPharmaceutical Aerosolsabdullah2020Оценок пока нет
- Unit 2 CapsuleДокумент104 страницыUnit 2 Capsuleabdullah2020Оценок пока нет
- Ophthalmic Dosage FormsДокумент40 страницOphthalmic Dosage Formsabdullah2020Оценок пока нет
- BiotransformationДокумент27 страницBiotransformationDemy ClementeОценок пока нет
- 1.physico Chem PropertiesДокумент45 страниц1.physico Chem Propertiesabdullah2020Оценок пока нет
- Second Order CalculationДокумент1 страницаSecond Order Calculationabdullah2020Оценок пока нет
- 4 - MicroencapsulationДокумент39 страниц4 - MicroencapsulationindyОценок пока нет
- Isotonic and Alligation MethodДокумент46 страницIsotonic and Alligation Methodabdullah2020100% (1)
- OriginalДокумент34 страницыOriginalabdullah2020Оценок пока нет
- Abdul Muheem M.Pharma 2 SEM (Pharmaceutics) Jamia HamdardДокумент55 страницAbdul Muheem M.Pharma 2 SEM (Pharmaceutics) Jamia Hamdardabdullah2020Оценок пока нет
- LiposomesДокумент20 страницLiposomesabdullah2020Оценок пока нет
- Unit 2 CapsuleДокумент104 страницыUnit 2 Capsuleabdullah2020Оценок пока нет
- Chapter 05Документ202 страницыChapter 05abdullah2020Оценок пока нет
- EPIDEMIOLOGY Group PresentationДокумент8 страницEPIDEMIOLOGY Group Presentationabdullah2020Оценок пока нет
- Solid Orals ManufacturingДокумент29 страницSolid Orals Manufacturingsadiq455Оценок пока нет
- Molecules: Controlled Drug Delivery Systems: Current Status and Future DirectionsДокумент45 страницMolecules: Controlled Drug Delivery Systems: Current Status and Future DirectionsshivaniОценок пока нет
- Anesthetic SubstancesДокумент12 страницAnesthetic SubstancesNewPhoneWhoDisОценок пока нет
- Formulation Excipients of TabletsДокумент10 страницFormulation Excipients of TabletsatjaiОценок пока нет
- Regulatory Affairs What Is It 1702454611Документ63 страницыRegulatory Affairs What Is It 1702454611bastawroussamerОценок пока нет
- Obat EdДокумент6 страницObat EdMurniyantiОценок пока нет
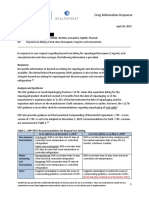
- Drug Information Response: Non-Aqueous FormulationsДокумент3 страницыDrug Information Response: Non-Aqueous Formulationsapi-661456802Оценок пока нет
- Antibacterial Activity of Fractions of Ethyl Acetate Extract of Garcinia Lattissima Miq. FruitsДокумент4 страницыAntibacterial Activity of Fractions of Ethyl Acetate Extract of Garcinia Lattissima Miq. FruitsNeneng Siti Silfi AmbarwatiОценок пока нет
- Pharmaceutical Powders and Granules: Properties and ApplicationsДокумент22 страницыPharmaceutical Powders and Granules: Properties and ApplicationsAbdullah SajidОценок пока нет
- Introduction To Pharmacology: Danjuma NM, PHD Department of Pharmacology and Therapeutics Ahmadu Bello University, ZariaДокумент19 страницIntroduction To Pharmacology: Danjuma NM, PHD Department of Pharmacology and Therapeutics Ahmadu Bello University, ZariaFREDRICKОценок пока нет
- Pharmaceutical Standardization of Ichhabhedi RasaДокумент4 страницыPharmaceutical Standardization of Ichhabhedi RasaMujahid KhanОценок пока нет
- Manufacturing Logbook 2023Документ100 страницManufacturing Logbook 2023TQINОценок пока нет
- NO. Nama Obat Berbeda Kemasan Mirip SediaanДокумент2 страницыNO. Nama Obat Berbeda Kemasan Mirip Sediaaneki_megarani100% (1)
- Codex Work On Milk and Milk Products (Overview)Документ18 страницCodex Work On Milk and Milk Products (Overview)DibyakantОценок пока нет
- Cryopreserved Hepatocytes in Perfused Microfluidic Device Maintain MetabolismДокумент17 страницCryopreserved Hepatocytes in Perfused Microfluidic Device Maintain MetabolismklieberОценок пока нет
- 1 - Pharmacokinetics IДокумент20 страниц1 - Pharmacokinetics IabdallaОценок пока нет
- Presentation On in Plant Training in SQUARE Pharmaceuticals Ltd. (Dhaka Unit)Документ98 страницPresentation On in Plant Training in SQUARE Pharmaceuticals Ltd. (Dhaka Unit)joy raj100% (1)
- Pharmaceutical ChemistryДокумент21 страницаPharmaceutical ChemistryBISMA RAFIQОценок пока нет
- Spectral and Antibacterial Studies On Some Ethnobotanically Important Medicinal Plants Used by Thottianaickans of SemmalaiДокумент9 страницSpectral and Antibacterial Studies On Some Ethnobotanically Important Medicinal Plants Used by Thottianaickans of SemmalaiWiwit Zuriati UnoОценок пока нет
- Lipoidal NanoДокумент9 страницLipoidal NanoVikas JhawatОценок пока нет
- Co-Processed Excipients: New Era in Pharmaceuticals: January 2019Документ6 страницCo-Processed Excipients: New Era in Pharmaceuticals: January 2019Sadia AfrinОценок пока нет
- SOP On Artwork Design and Approval - Pharmaceutical GuidanceДокумент41 страницаSOP On Artwork Design and Approval - Pharmaceutical GuidancePrashun Shekhar Srivastava100% (1)
- PharmacokineticsДокумент10 страницPharmacokineticsbrian3442Оценок пока нет
- Dhian Rachma M - 20340073 - Tugas Penggolongan ObatДокумент5 страницDhian Rachma M - 20340073 - Tugas Penggolongan ObatRachmaОценок пока нет
- Pharma Industry - InfoДокумент18 страницPharma Industry - Infokishore NОценок пока нет
- Quiz - Calculation of DosesДокумент4 страницыQuiz - Calculation of DosesGherneil DalanonОценок пока нет
- MethimazoleДокумент49 страницMethimazoleChemistixОценок пока нет
- Stability Indicating HPLC Method for Mesalamine AnalysisДокумент5 страницStability Indicating HPLC Method for Mesalamine Analysiscavalo2080Оценок пока нет
- Cytochrome P450 3A Inhibitors and Inducers - UpToDateДокумент2 страницыCytochrome P450 3A Inhibitors and Inducers - UpToDatemehrin.mahbodОценок пока нет
- Ampule Medication Preparation 2Документ3 страницыAmpule Medication Preparation 2Kolours KoloursОценок пока нет
- Clinical Pharma 1 فودةДокумент123 страницыClinical Pharma 1 فودةRebwarОценок пока нет