Вам также может понравиться
- Ignition SystemДокумент51 страницаIgnition SystemEyob TeklemariamОценок пока нет
- Pressure VesselДокумент114 страницPressure Vesseldanemsal100% (3)
- Lecture 8 Stress Concentration ClassДокумент32 страницыLecture 8 Stress Concentration ClassYusufEngineerОценок пока нет
- MM PT6T-3B 72-3Документ24 страницыMM PT6T-3B 72-3Panca Xp100% (1)
- Computational Fluid Dynamics: Principles and ApplicationsОт EverandComputational Fluid Dynamics: Principles and ApplicationsРейтинг: 5 из 5 звезд5/5 (1)
- Design of Machine Elements: Design Against Fluctuating LoadsДокумент50 страницDesign of Machine Elements: Design Against Fluctuating LoadsKristine JavierОценок пока нет
- A Brief Review of Recent Results in Vortex Induced VibrationsДокумент23 страницыA Brief Review of Recent Results in Vortex Induced VibrationsAkshay DeshpandeОценок пока нет
- Nozzle Stress ClassificationДокумент6 страницNozzle Stress ClassificationHitesh SuvarnaОценок пока нет
- Aeromodelling DesignДокумент70 страницAeromodelling DesignMayank AgrawalОценок пока нет
- Design of Perforated PlatesДокумент13 страницDesign of Perforated PlatesScribdUserBest100% (1)
- Drilled Glass BearingДокумент11 страницDrilled Glass BearingRichard GreenОценок пока нет
- I-Beam Girder ComputionsДокумент10 страницI-Beam Girder ComputionsMark Christopher Del RosarioОценок пока нет
- Isotropic Linear Elastic Stress ConcentrationДокумент19 страницIsotropic Linear Elastic Stress ConcentrationIoan-Lucian StanОценок пока нет
- Turbine Operation Procedrue (A)Документ148 страницTurbine Operation Procedrue (A)ashishmathew100% (1)
- Stress Analysis of Thin Walled Pressure Vessel by Ibrahim Et. Al.Документ10 страницStress Analysis of Thin Walled Pressure Vessel by Ibrahim Et. Al.Ivan Ernest TomagosОценок пока нет
- MFC 18M 2001Документ18 страницMFC 18M 2001Joel CieltoОценок пока нет
- Nozzle Reinforcement CalculationsДокумент11 страницNozzle Reinforcement CalculationsmshОценок пока нет
- Thin and Thick CylinderДокумент20 страницThin and Thick Cylinderdearsaswat100% (3)
- ASME PaperДокумент17 страницASME PaperChristopher BrownОценок пока нет
- Well CompletionДокумент82 страницыWell CompletionFlorian Ananias ByarugabaОценок пока нет
- Steel Penstocks - 4 Exposed PenstocksДокумент40 страницSteel Penstocks - 4 Exposed Penstocksjulio83% (6)
- 06 Nozzle ReinforcementДокумент10 страниц06 Nozzle ReinforcementNitesh SardarОценок пока нет
- Uniaxial Loading: Design For Strength, Stiffness, and Stress ConcentrationsДокумент11 страницUniaxial Loading: Design For Strength, Stiffness, and Stress ConcentrationsDanishIqbalОценок пока нет
- CHAPTER 1 - Introduction To Shell TheoryДокумент24 страницыCHAPTER 1 - Introduction To Shell TheoryDavid NashОценок пока нет
- Cylinders: Many ApplicationsДокумент15 страницCylinders: Many ApplicationsdearsaswatОценок пока нет
- Stress Concentrations For Straight-Shank and Countersunk Holes in Plates Subjected To Tension, Bending, and Pin LoadingДокумент19 страницStress Concentrations For Straight-Shank and Countersunk Holes in Plates Subjected To Tension, Bending, and Pin LoadingJacob VergheseОценок пока нет
- Analysis of The Failure of Cylindrical Pressure Vessels: Doi: Corresponding Author Email: O.terfas@uot - Edu.lyДокумент10 страницAnalysis of The Failure of Cylindrical Pressure Vessels: Doi: Corresponding Author Email: O.terfas@uot - Edu.lyNishant KumarОценок пока нет
- Machine Design I Learning Module I: Stress Analysis: Authored By: Engr. Ronnie Tavares Rat/8/17/2013/8:55 PMДокумент32 страницыMachine Design I Learning Module I: Stress Analysis: Authored By: Engr. Ronnie Tavares Rat/8/17/2013/8:55 PMOtil SeravatОценок пока нет
- Autofrettage MohanДокумент52 страницыAutofrettage Mohanratchagaraja100% (1)
- Lab Experiment # 10: ObjectiveДокумент6 страницLab Experiment # 10: ObjectiveAbdul WahabОценок пока нет
- 05 External PressureДокумент6 страниц05 External PressureNitesh SardarОценок пока нет
- 24 - Stress Concentration PDFДокумент9 страниц24 - Stress Concentration PDFNaman ShuklaОценок пока нет
- IAST Lect06 PDFДокумент13 страницIAST Lect06 PDFleomartinmedconОценок пока нет
- Above Atmospheric Pressure, Since Atmospheric Pressure Is Assumed To Exist Both Inside andДокумент4 страницыAbove Atmospheric Pressure, Since Atmospheric Pressure Is Assumed To Exist Both Inside andsilent spritsОценок пока нет
- Geothermal Engineering DesignДокумент67 страницGeothermal Engineering Designrichard nagilusОценок пока нет
- AE 533 Lecture 3Документ19 страницAE 533 Lecture 3sultan aliОценок пока нет
- Pressure Vessel LectureДокумент10 страницPressure Vessel LectureDubaiHMARОценок пока нет
- AE1002 Lab Report PDFДокумент16 страницAE1002 Lab Report PDFFeeling_so_fly0% (1)
- Thin Walled Pressure VesselsДокумент11 страницThin Walled Pressure VesselsPanchoMiyamoto100% (1)
- Metoda Mathara (Hole Drilling Method)Документ6 страницMetoda Mathara (Hole Drilling Method)o_l_0Оценок пока нет
- Unit.2 Part.1Документ48 страницUnit.2 Part.1Narender NarruОценок пока нет
- Assignment2 Pressure VesselДокумент5 страницAssignment2 Pressure VesselMarj EspinosaОценок пока нет
- Sca1989 08Документ16 страницSca1989 08Rosa K Chang HОценок пока нет
- 3 PBДокумент9 страниц3 PBPhước Nguyễn TấnОценок пока нет
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyДокумент7 страницIjesrt: International Journal of Engineering Sciences & Research TechnologyTONОценок пока нет
- Uniaxial Loading: Design For Strength, Stiffness, and Stress ConcentrationsДокумент11 страницUniaxial Loading: Design For Strength, Stiffness, and Stress Concentrationsabhi aroteОценок пока нет
- Failure Theories Von MisesДокумент12 страницFailure Theories Von Misesrezajun2820Оценок пока нет
- Acharya FinalReportДокумент46 страницAcharya FinalReportGonzalokpo69Оценок пока нет
- Design of Machine Elements Design Against Fluctuating LoadsДокумент39 страницDesign of Machine Elements Design Against Fluctuating LoadsAwan AJaОценок пока нет
- Strength of Pressure Vessels With Ellipsoidal HeadsДокумент8 страницStrength of Pressure Vessels With Ellipsoidal Headsنصرالدين ادريسОценок пока нет
- Computerized Thick CylinderДокумент11 страницComputerized Thick CylinderMary TiltОценок пока нет
- Analysis of Cold-Expansion For Cracked and Uncracked Fastener HolesДокумент17 страницAnalysis of Cold-Expansion For Cracked and Uncracked Fastener Holes0511018Оценок пока нет
- Vessel DesigДокумент3 страницыVessel DesigMuthuОценок пока нет
- Urn NBN Si Doc 0e2ilttzДокумент8 страницUrn NBN Si Doc 0e2ilttzOscar CruzОценок пока нет
- ME3602 - ME3692 FEA Assignment 2013 - 2014: K A P KДокумент3 страницыME3602 - ME3692 FEA Assignment 2013 - 2014: K A P Kdjtj89Оценок пока нет
- 1 s2.0 0308016191900719 MainДокумент17 страниц1 s2.0 0308016191900719 MainSaam SasanianОценок пока нет
- File 1567673653Документ107 страницFile 1567673653angeloОценок пока нет
- MAE 212: Spring 2001 Module III: Material Property Characterization Using Strain Gage InstrumentationДокумент7 страницMAE 212: Spring 2001 Module III: Material Property Characterization Using Strain Gage InstrumentationChulbul PandeyОценок пока нет
- Lefm NotesДокумент8 страницLefm NotesSolomon GracioОценок пока нет
- Spare Parts Catalogue: AXLE 138670 REF: 138670Документ10 страницSpare Parts Catalogue: AXLE 138670 REF: 138670avant comercialОценок пока нет
- AG 200-800 Series PilotsДокумент13 страницAG 200-800 Series Pilotstxlucky80Оценок пока нет
- CondenserДокумент5 страницCondensersandeshОценок пока нет
- Omega PTFE Needle Valve - FVLT100Документ1 страницаOmega PTFE Needle Valve - FVLT100XavierОценок пока нет
- GATE 2021 Test Series 1 1 PDFДокумент6 страницGATE 2021 Test Series 1 1 PDFSatyajit SahuОценок пока нет
- To Download List of A Books Available in Library I - 59d42dbc1723dd1de323c9b4 PDFДокумент188 страницTo Download List of A Books Available in Library I - 59d42dbc1723dd1de323c9b4 PDFRISHIKESH KUMARОценок пока нет
- F120 - F160 Peco ManualДокумент44 страницыF120 - F160 Peco ManualBernie WireОценок пока нет
- GREE Air To WaterДокумент26 страницGREE Air To WaterZvonimir Batrnek100% (1)
- 3D Static and Dynamic AnalysisДокумент32 страницы3D Static and Dynamic AnalysisvanmurthyОценок пока нет
- Manual de Peças Manipulador Telescopico 1200SJP 1350SJPДокумент460 страницManual de Peças Manipulador Telescopico 1200SJP 1350SJPAlessandro de OliveiraОценок пока нет
- Lecture2 PDFДокумент9 страницLecture2 PDFPriyam NayakОценок пока нет
- BPT 13 Balanced Pressure Thermostatic Steam TrapДокумент2 страницыBPT 13 Balanced Pressure Thermostatic Steam Trapmember1000Оценок пока нет
- Cyclones ExerciseДокумент4 страницыCyclones ExerciseValeria cОценок пока нет
- Chapter 2Документ27 страницChapter 2hailegebreselassie24Оценок пока нет
- Final/5.Thermal Stress and Heat Transfer Analysis of PlatesДокумент3 страницыFinal/5.Thermal Stress and Heat Transfer Analysis of PlatesKkaaОценок пока нет
- WINMAN Solenoid Valf (5/2 Yollu, 5/3 Yollu) / Solenoid Valve (5/2 Way, 5/3 Way)Документ2 страницыWINMAN Solenoid Valf (5/2 Yollu, 5/3 Yollu) / Solenoid Valve (5/2 Way, 5/3 Way)Durulsan MakinaОценок пока нет
- Exploded View of WEBER 32-36 DGV 5A GBPДокумент3 страницыExploded View of WEBER 32-36 DGV 5A GBPJannie CoetzeeОценок пока нет
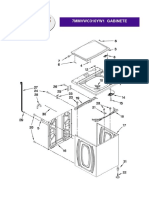
- 7MMVWC310YW11Документ8 страниц7MMVWC310YW11Relavson RefaccionesОценок пока нет
- MEBS6006 1516 04-LoadДокумент74 страницыMEBS6006 1516 04-LoadFaizul Zainudin100% (1)
- 06 Muttoni FernandezДокумент47 страниц06 Muttoni FernandezAltin CeroОценок пока нет
- Module 3 PDFДокумент18 страницModule 3 PDFVladimirОценок пока нет
- Transmision Fuller 13 Vel Rtlo-14913aДокумент37 страницTransmision Fuller 13 Vel Rtlo-14913aCesar RamosОценок пока нет
- A4-L 2.0 enДокумент194 страницыA4-L 2.0 enAtiq Ur RehmanОценок пока нет