Вам также может понравиться
- General Motors Supplier Selection WorksheetДокумент39 страницGeneral Motors Supplier Selection WorksheetVarun Singh0% (2)
- Gsimassignment 09222013Документ7 страницGsimassignment 09222013Allen BrandtОценок пока нет
- Decision Making at A-Cat CorpДокумент16 страницDecision Making at A-Cat Corpvania_tbОценок пока нет
- Supply Chain Performance Final ProjectДокумент27 страницSupply Chain Performance Final Projectpktun0% (1)
- JDA Supply Chain Strategiest Hugh Hendry - SCS - L1Документ38 страницJDA Supply Chain Strategiest Hugh Hendry - SCS - L1AmitОценок пока нет
- VINSUN Infra Engineering ERP On Premise or On Cloud (Group No10)Документ3 страницыVINSUN Infra Engineering ERP On Premise or On Cloud (Group No10)Adam BrewerОценок пока нет
- Do You Have A Well Design Organization ?Документ4 страницыDo You Have A Well Design Organization ?tony parmiliОценок пока нет
- Merloni Transit Point AnalysisДокумент8 страницMerloni Transit Point AnalysisSchwayb Javid100% (2)
- Operation Manual: Jesma FilterДокумент50 страницOperation Manual: Jesma Filterdaniel100% (3)
- Metalcraft Inc Case StudyДокумент19 страницMetalcraft Inc Case StudyKunal Singh100% (8)
- MetalCraft CaseДокумент8 страницMetalCraft CaseRonak Lakhani100% (1)
- By: Loy Lobo Aapa Angchekar Priyanka BendaleДокумент45 страницBy: Loy Lobo Aapa Angchekar Priyanka BendaleLoy LoboОценок пока нет
- EOQ Formula Excel TemplateДокумент6 страницEOQ Formula Excel TemplateAna Marie100% (1)
- Sudharshan Ramesh: CII Certified Supply Chain Management Professional - "SCM Pro"Документ1 страницаSudharshan Ramesh: CII Certified Supply Chain Management Professional - "SCM Pro"KALBHUT RAHUL GAJANANRAO 22Оценок пока нет
- RAychem Case AnalysisДокумент11 страницRAychem Case AnalysisRalph Vuitton100% (2)
- BSCM 1 PDFДокумент54 страницыBSCM 1 PDFmenages100% (5)
- Case Studies. Boeing Supplier EvaluationДокумент1 страницаCase Studies. Boeing Supplier EvaluationThiên TrangОценок пока нет
- Ariba Implementation at MED-XДокумент14 страницAriba Implementation at MED-XNiranjan NidadavoluОценок пока нет
- A Tale of Two Electronic Components DistributorsДокумент2 страницыA Tale of Two Electronic Components DistributorsAqsa100% (1)
- 1Документ4 страницы1Mayank RajОценок пока нет
- 2018 Aar - MSRP A1Документ118 страниц2018 Aar - MSRP A1wilian_coelho33090% (1)
- Advantages of Supplier Scorecard at MetalcraftДокумент4 страницыAdvantages of Supplier Scorecard at MetalcraftAbhi100% (1)
- SCMДокумент181 страницаSCMJeremy Taylor50% (2)
- SCLM 439-Group 4-Case Study Week 9Документ6 страницSCLM 439-Group 4-Case Study Week 9Hiếu PhamОценок пока нет
- Sales and Operations Planning - APICS Exam WarehouseДокумент6 страницSales and Operations Planning - APICS Exam Warehousevishalyerawar100% (1)
- GEP Gameplan 2021 BschoolДокумент12 страницGEP Gameplan 2021 BschoolSweta Sahu100% (1)
- Sourcing Strategy: DR U Bahadur SpjimrДокумент20 страницSourcing Strategy: DR U Bahadur SpjimrchhavibОценок пока нет
- Strategic Sourcing 2015 - Case StudyДокумент15 страницStrategic Sourcing 2015 - Case Studyrhcp123456Оценок пока нет
- Question 3. What Recommendations Would You Make To Rolfs in Order To Address The Both Near-And Longer-Term Issues? AnswerДокумент1 страницаQuestion 3. What Recommendations Would You Make To Rolfs in Order To Address The Both Near-And Longer-Term Issues? AnswerAchal GoelОценок пока нет
- Supplier ManagementДокумент15 страницSupplier Managementking100% (1)
- Demand And Supply Management A Complete Guide - 2020 EditionОт EverandDemand And Supply Management A Complete Guide - 2020 EditionОценок пока нет
- Bossard Asia Pacific Can It Make Its CRM Strategy Work?: Presented byДокумент24 страницыBossard Asia Pacific Can It Make Its CRM Strategy Work?: Presented byprabirjaisОценок пока нет
- Case Kimura KK MM1Документ8 страницCase Kimura KK MM1Anuj YadavОценок пока нет
- Test 1Документ57 страницTest 1Mudassar MustafaОценок пока нет
- Delta Signal Case Report 1 PDFДокумент6 страницDelta Signal Case Report 1 PDFAditya MohamadОценок пока нет
- Integration of MES and ERP in Supply Chains Effect PDFДокумент9 страницIntegration of MES and ERP in Supply Chains Effect PDFRohan SmithОценок пока нет
- APICS MPR Practice QuestionsДокумент14 страницAPICS MPR Practice QuestionsNeville Dastoor0% (2)
- Assignment Supply Chain ChopraДокумент4 страницыAssignment Supply Chain ChopraUmair CheemaОценок пока нет
- Supply Chain MGMT ProjectДокумент10 страницSupply Chain MGMT Projectapi-3730425Оценок пока нет
- Jindi EnterprisesДокумент2 страницыJindi EnterprisesVvb SatyanarayanaОценок пока нет
- Assignment 1 Boeing 737 by Group 12Документ8 страницAssignment 1 Boeing 737 by Group 12AjayОценок пока нет
- SAP ERP CostДокумент7 страницSAP ERP Costエリカ ジョイОценок пока нет
- CHP 10 - SourcingДокумент16 страницCHP 10 - SourcingStacy MitchellОценок пока нет
- Heineken Netherlands Every Angle KPI-Dashboard 4maart PDFДокумент23 страницыHeineken Netherlands Every Angle KPI-Dashboard 4maart PDFGypsyRoseОценок пока нет
- In Not More Than 20 Words)Документ7 страницIn Not More Than 20 Words)Shyaan MughalОценок пока нет
- Sourcing Strategy in HPДокумент18 страницSourcing Strategy in HPHimanshu ShekharОценок пока нет
- Global Supply Chain Manager in Atlanta GA Resume Martin WisseДокумент2 страницыGlobal Supply Chain Manager in Atlanta GA Resume Martin WisseMartinWisseОценок пока нет
- FordДокумент11 страницFordAbhimanyu BhardwajОценок пока нет
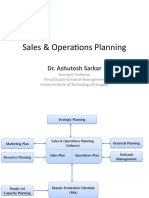
- Sales & Operations PlanningДокумент41 страницаSales & Operations PlanningShubham Gupta0% (1)
- Introduction To Materials Management BookДокумент2 страницыIntroduction To Materials Management Bookka5227Оценок пока нет
- ERP at Tata Motors 2003Документ37 страницERP at Tata Motors 2003Kri123456100% (1)
- TQM Case AnalysisДокумент3 страницыTQM Case AnalysisMikoto Mpap KujouОценок пока нет
- Supply Chain Roadmap The Theory v1.1Документ8 страницSupply Chain Roadmap The Theory v1.1Osama RedaОценок пока нет
- Dell CaseДокумент4 страницыDell CaseSiva Kishore0% (1)
- Cost ManagementДокумент2 страницыCost ManagementSimran Malhotra0% (1)
- 0545fevaluation of Channel MembersДокумент15 страниц0545fevaluation of Channel MembersChetan PahwaОценок пока нет
- Kering SA: Probing The Performance Gap With LVMH: Case 2Документ7 страницKering SA: Probing The Performance Gap With LVMH: Case 2fioОценок пока нет
- What Are The Causes and Consequences of BMW's Quality Problems With Newly Launched Products? What Should Be Done To Improve "Launch Quality"?Документ4 страницыWhat Are The Causes and Consequences of BMW's Quality Problems With Newly Launched Products? What Should Be Done To Improve "Launch Quality"?astrocriteОценок пока нет
- The New Year's Eve CrisisДокумент7 страницThe New Year's Eve CrisisHenil DudhiaОценок пока нет
- Bhel JitДокумент4 страницыBhel Jitswaroopce100% (2)
- Case Study HollywoodДокумент5 страницCase Study HollywoodSchwayb JavidОценок пока нет
- Inferential StatisticsДокумент16 страницInferential StatisticsSchwayb Javid100% (1)
- Sportobermeyerltd 111208051042 Phpapp01Документ11 страницSportobermeyerltd 111208051042 Phpapp01Prabhav ChauhanОценок пока нет
- 500 Series - 6 Wheeler - Fg8jp7aДокумент2 страницы500 Series - 6 Wheeler - Fg8jp7aElixer De Asis VelascoОценок пока нет
- HST Assignment FAIZAN 5Документ8 страницHST Assignment FAIZAN 5patel noorОценок пока нет
- Nissan Almera N15 1995-2000 Steering SystemДокумент35 страницNissan Almera N15 1995-2000 Steering SystemSebastian AgudeloОценок пока нет
- Electrical System Troubleshooting Guide 9800Документ558 страницElectrical System Troubleshooting Guide 9800hОценок пока нет
- RII (Renewal Rewrite), Effective Date 20221128, Transaction 00280Документ16 страницRII (Renewal Rewrite), Effective Date 20221128, Transaction 00280Pete PoliОценок пока нет
- Inventario - General (3) - 221221 - 081022Документ32 страницыInventario - General (3) - 221221 - 081022Armando KuОценок пока нет
- Installation Instructions: HONDA CBR 1000 RR 08-18 HONDA CBR 1000 RR SP 17-18Документ12 страницInstallation Instructions: HONDA CBR 1000 RR 08-18 HONDA CBR 1000 RR SP 17-18David RomeroОценок пока нет
- Parts Manual: Model: DVX 5 Ton FC With Tsj436 Simpson EngineДокумент147 страницParts Manual: Model: DVX 5 Ton FC With Tsj436 Simpson EngineJohnson James80% (5)
- Supreme 1200T 461-2016 - Appendix - A-OM - Manual - Spec - Section - 14451 - MixerДокумент187 страницSupreme 1200T 461-2016 - Appendix - A-OM - Manual - Spec - Section - 14451 - MixerWest BeefОценок пока нет
- Weekly Safety Patrol ChecklistДокумент1 страницаWeekly Safety Patrol ChecklistAlif ShahrilОценок пока нет
- Data Sheet: E 44/3 U0/V20 GreenДокумент3 страницыData Sheet: E 44/3 U0/V20 GreenedОценок пока нет
- Catalogo Corind 06 2019 EnglishДокумент151 страницаCatalogo Corind 06 2019 EnglishCarlos Caro Cuervo100% (1)
- C-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesДокумент4 страницыC-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesDamien LEGRANDОценок пока нет
- LM732-LM740 TelehandlersДокумент12 страницLM732-LM740 TelehandlersCabir ÇakmakОценок пока нет
- Level C 211005Документ1 страницаLevel C 211005Olusola OluwaseunОценок пока нет
- Static Injection Timing - 073026Документ15 страницStatic Injection Timing - 073026Fernando MarinОценок пока нет
- DENSO Common Rail Injector RDMFДокумент1 страницаDENSO Common Rail Injector RDMFJhonatan PabloОценок пока нет
- KR125 KR155 Vanaf Reeksnommer 387500Документ80 страницKR125 KR155 Vanaf Reeksnommer 387500edward fordОценок пока нет
- 1.V2V System Congestion Control Validation andДокумент9 страниц1.V2V System Congestion Control Validation andDhendup ChetenОценок пока нет
- 1993 Chevrolet CorvetteДокумент370 страниц1993 Chevrolet CorvetteDavid OjedaОценок пока нет
- Training - Report KARTIK ATRIДокумент36 страницTraining - Report KARTIK ATRIKartik AtriОценок пока нет
- ESP PRP: EngineДокумент7 страницESP PRP: EngineEl-Bachir El-NadhirОценок пока нет
- Cseelements of Mechanical Engg. L2Документ13 страницCseelements of Mechanical Engg. L2bhatchinmay7Оценок пока нет
- Vehicle Data Request Form: Data Required For Parametrization and Validation of A Vehicle Data Set in Carmaker 9.0Документ35 страницVehicle Data Request Form: Data Required For Parametrization and Validation of A Vehicle Data Set in Carmaker 9.0Ramu UngatiОценок пока нет
- Drain Transmission Oil From Torque Converter PDFДокумент1 страницаDrain Transmission Oil From Torque Converter PDFLance LundbergОценок пока нет
- Operations Management by William J. Stevenson 11th Edition Pp. 503Документ4 страницыOperations Management by William J. Stevenson 11th Edition Pp. 503JessaОценок пока нет
- Cri 179 P1 ExamДокумент16 страницCri 179 P1 ExamRegie SalidagaОценок пока нет
- 3 3 Performing Underchassis Preventive Converted RecoveredДокумент126 страниц3 3 Performing Underchassis Preventive Converted RecoveredEDEN JIMENEZОценок пока нет