Академический Документы
Профессиональный Документы
Культура Документы
Vectra Installation Manual
Загружено:
firmansyah-husin-5374Исходное описание:
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Vectra Installation Manual
Загружено:
firmansyah-husin-5374Авторское право:
Доступные форматы
WAVE SOLDERING SYSTEM
INSTALLATION MANUAL
Manual Part #3-9317-130-00-0
Speedline Technologies, Inc.
Hwy. 5 South, Box 709 | Camdenton, MO 65020 Tel: 573-346-3341 | Fax: 573-346-6878
Vectra
ii
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
WAVE SOLDERING SYSTEM
INSTALLATION MANUAL
Manual Part #3-9317-130-00-0, Revision 1 Text Part #2-9317-130-00-0, Revision 1
Copyright 1999 Speedline Technologies, Inc. This manual may not be reproduced, stored in a retrieval system, or transmitted in part or in whole. Photocopyting, recording, or other forms of reporduction is prohibited without written permission of Electrovert. Published April 16, 1999 Installation Manual 2-9317-130-00-0 Rev. 1 iii
Vectra
iv
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
TO OUR CUSTOMERS
The purpose of this manual is to help obtain the greatest possible return on your investment. It is suggested that new operators study the applicable sections of this manual thoroughly before operating the equipment. It is futher suggested that the manual be used as a reference by maintenance personnel and as a text for training new maintenance personnel. This manual includes instructions for this equipment available at the time this manual was approved for printing. Electrovert reserves the right to make changes in design and specifications and/or make improvements in the product without imposing any obligations upon itself to install them on previously manufactured products.
SPEEDLINE TECHNOLOGIES, INC., ELECTROVERT SALES AND SERVICE OFFICES
Speedline Technologies, Inc. Main Offices Speedline Technologies, Inc. Electrovert Product & Technology Center P Box 709 .O. Camdenton, MO 65020 Fax: 573-346-5554 Tel: 573-346-3341 Technical Service Support Group & Customer Service Parts Department Speedline Technologies, Inc. Electrovert P Box 709 .O. Camdenton, MO 65020 Fax: 573-346-0002 or 573-346-6878 Tel: 800-737-8110 or 573-346-3341
e-mail:
Regional Service Centers North East Regional Service Center 472 Amherst St. Suite 6 Nashua, NH 03063 Fax: 603-880-8757 Tel: 603-883-2488 South East Regional Service Center 200 Technology Dr. Alpharetta, GA 30005 Fax: 770-442-1987 Tel: 770-475-6100 North Central Regional Service Center 580-A Tollgate Road Elgin, IL 60123 Fax: 847-289-3797 Tel: 847-695-5750 North West Regional Service Center 2968 Scott Blvd. Santa Clara, CA 95054 Fax: 408-727-0672 Tel: 408-727-4650 South West Regional Service Center 1111 W. North Carrier Parkway Grand Prairie, TX 75050 Fax: 972-606-1700 Tel: 972-606-1900
International Service Centers Northern Europe & U.K. Electrovert U.K. Ltd. The Technology Centre Unit 1, Pincents Kiln Industrial Park Pincents Kiln Calcot, Reading Berks., U.K. RG31 7SD Fax: 44 11-8-930-1401 Tel: 44 11-8-930-1400 Electrovert Singapore 10 Kian Teck Crescent Singapore 628876 Fax: 65-861-7337 Tel: 65-861-1661 Japan Electrovert-Seitec Co., Ltd. 1538 Kanoya-cho Hachioji City, Tokyo 193 JAPAN Fax: 81-426-23-8350 Tel: 81-426-23-7722 Northern Europe Speedline Technologies S.A.R.L. 65 Avenue du General De Gaulle Immeuble le Promethee 77420 Champs-Sur Marne, France Fax: 33 160-05-6129 Tel: 33 160-06-8181 Central Europe Speedline Technologies, Gmbh Daimlerstrasse 1E D-63303 Dreieich, Germany Fax: 49 6103-832119 Tel: 49 6103-8320 Speedline Technologies Italy Via Liguria 2/28 I-20068 Peschiera Borromeo (MI) Italy Fax:39- 2 - 5530.8468 Tel: 39- 2 - 5530.8339
electrovert_tse@speedline.cookson.com
Speedline Technologies Educational Services & Customer Support Center 580-A Tollgate Road Elgin, IL 60123 Fax: 847-289-3797 Tel: 847-695-5750
Installation Manual
2-9317-130-00-0 Rev. 1
Vectra
vi
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
EQUIPMENT MANUAL QUESTIONNAIRE
The purpose of this questionnaire is to provide feedback from our customers regarding the effectiveness of the equipment manuals. Please complete the following questions and return to Speedline Technologies, Inc., Electrovert. Your comments are appreciated. Customer _______________________________________________________________________________________ Address ________________________________________________________________________________________ Contact ________________________________________________ Date____________________________________ Machine Type ___________________________________________ Manual Part Number _____________________ _ Translated Manual Language ______________________________ Part Number _____________________________ Option Manual __________________________________________ Part Number _____________________________ 1. How often do you refer to the technical manual package? q Frequently q Occasionally q Seldom q Never 2. In what instances do you refer to the technical manual package? q To verify process information q To reference procedures (operational, maintenance) q To order/identify parts q Other (please specify) ____________________________________________________________________ 3. How do you rate the overall layout of the manual package? q Information easy to find q Information difficult to find q If difficult, please explain__________________________________________________________________ 4. How do you rate our manuals in comparison to your other capital equipment suppliers? q Higher quality q Same general quality q Lower quality If same general or lower quality, please explain _____________________________________________________
__________________________________________________________________________________________________
5.
How do you rate the accuracy of the technical information? q Very accurate q Somewhat accurate q Not accurate q Can you provide examples, with page number indicated? ______________________________________ _______________________________________________________________________________________ 6. What tools would make the manuals easier to use and/or find information? q Indexes q Glossaries q Improved Table of Contents q Other __________________________________________________________________________________ 7. Who are the main users of your equipment manuals? q Operators q Maintenance personnel q Process Engineers q Other __________________________________________________________________________________ 8. How do you rate the quality of the language translation (if applicable)? q Very accurate q Somewhat accurate q Not accurate If somewhat or not accurate, can you elaborate?______________________________________________ _______________________________________________________________________________________ _______________________________________________________________________________________ Please add any additional comments about our manuals on the back of this page. Please return to: Technical Publications Department at the address listed below
Speedline Technologies, Inc.
Installation Manual Hwy. 5 South, Box 709 | Camdenton, MO 65020 2-9317-130-00-0 Rev. 1 Tel: 573-346-3341 | Fax: 573-346-6878 vii
Vectra
viii
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
The serial tag information is to be filled by the user for technical support purposes. Please have the following information available when contacting Technical Support or when placing parts orders:
Machine Name Model Number Mechnical and Electrical Serial Numbers Item/Kit Description
Installation Manual
2-9317-130-00-0 Rev. 1
ix
Vectra
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
COMMON SAFETY WARNING LABELS
The following warning labels are used throughout this manual:
Notes point out information in this manual that may be of assistance to the operation or maintenance of the machine.
Caution notices are used in this manual to call attention to a situation that could cause damage to equipment.
Warning notices are used in this manual to emphasize hazardous voltages, high temperatures, high currents, or other conditions that could cause personal injury.
Danger notices are used in this manual to warn the operator that DEATH may result if a procedure is omitted or improperly performed.
Installation Manual
2-9317-130-00-0 Rev. 1
xi
Vectra
xii
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
Table of Contents
To Our Customers ................................................................................................................................................v Electrovert Sales and Services Offices ..............................................................................................................v Machine Serial Tag ...............................................................................................................................................ix Common Safety Warning Labels ........................................................................................................................xi
SECTION 1: GENERAL
1.1 HAZARDS .......................................................................................................................................................1 Lead Hazards.........................................................................................................................................................1 Facts You Should Know About Lead ...................................................................................................................2 Burn hazards.........................................................................................................................................................4 Vapor Hazards .......................................................................................................................................................4 Fire Hazards ..........................................................................................................................................................4 Mechanical Hazards.............................................................................................................................................5 Electrical Hazards.................................................................................................................................................5 Nitrogen Hazards..................................................................................................................................................5 Compressed Gas Hazard......................................................................................................................................6 SAFETY PRECAUTIONS.................................................................................................................................7 SAFETY PROCEDURES FOR REMOVAL OF DROSS...................................................................................8 EXHAUST VENTILATION & CLEANING .........................................................................................................10 LOCKOUT/ TAGOUT CHECKLIST ..................................................................................................................11
1.2 1.3 1.4 1.5
SECTION 2: TECHNICAL DATA
2.1 2.2 INSTALLATION SPECIFICATIONS AND FACILITY REQUIREMENTS .........................................................13 SYSTEM DIMENSIONS ..................................................................................................................................17
SECTION 3: INSTALLATION PREPARATION
3.1 3.2 3.3 RECEIVING INSTRUCTIONS..........................................................................................................................19 INSTALLATION PLANNING ...........................................................................................................................19 INSTALLATION CHECKLIST ..........................................................................................................................20
SECTION 4: REQUIRED EQUIPMENT AND TOOLS
4.1 4.2 4.3 4.4 PROTECTIVE CLOTHING................................................................................................................................21 TOOLS AND MATERIALS...............................................................................................................................21 EXPENDABLE ITEMS.....................................................................................................................................21 RIGGING EQUIPMENT ...................................................................................................................................21
SECTION 5: SHIPPING ARRANGEMENT
5.1 5.2 SHIPMENT ITEMS ..........................................................................................................................................23 SHIPPING CONFIGURATION ........................................................................................................................23 Domestic ...............................................................................................................................................................23 International ..........................................................................................................................................................23 5.3 LIFTING AND HANDLING THE VECTRA .......................................................................................................24
SECTION 6: UNPACKING INSTRUCTIONS
6.1 6.2 6.3 6.4 DOMESTIC SHIPMENTS ...............................................................................................................................25 INTERNATIONAL SHIPMENTS .....................................................................................................................27 INSTALL SYSTEM LEVELING FEET................................................................................................................28 UNPACKING AND GENERAL INSPECTION ................................................................................................29 Internal Foam Fluxer.............................................................................................................................................29 Conveyor ................................................................................................................................................................29 Preheaters .............................................................................................................................................................29
xiii
Vectra
Solder Module....................................................................................................................................................... 29 Electrical ............................................................................................................................................................... 29 Inspection ............................................................................................................................................................. 30
SECTION 7: INSTALLATION AND SETUP
7.1 7.2 7.3 7.4 7.5 MONITOR AND KEYBOARD INSTALLATION .............................................................................................. 31 ADJUST HEIGHT AND LEVEL MACHINE .................................................................................................... 34 CONVEYOR INSTALLATION CHECK ............................................................................................................ 35 Optional Finger Cleaner ....................................................................................................................................... 36 INSTALL LIGHT TOWER OPTION .................................................................................................................. 36 INSTALL FOAM FLUXER OPTION................................................................................................................. 38 External Foam Fluxer Installation........................................................................................................................ 38 Aerator Cleaning Reservoir ................................................................................................................................. 42 Install PAAR Flux Density Controller (FDC) Option ........................................................................................... 42 INSTALL PREHEATERS ................................................................................................................................. 43 Install Optional Radiant Preheaters.................................................................................................................... 43 UNPACK AND INSPECT SOLDER POT ....................................................................................................... 45
7.6 7.7
SECTION 8: FACILITY CONNECTIONS
8.1 8.2 CONNECT FACILITY EXHAUST ..................................................................................................................... 49 CONNECT FACILITY POWER......................................................................................................................... 50 Conduit and Electrical Connections ................................................................................................................... 51 8.3 COMPRESSED AIR CONNECTION .............................................................................................................. 52 8.4 NITROGEN CONNECTION ............................................................................................................................ 53
SECTION 9: FILLING THE SYSTEM
9.1 9.2 9.3 FILL FINGER CLEANER RESERVOIR............................................................................................................ 55 FILL FOAM FLUXER RESERVOIR ................................................................................................................. 57 FILL SOLDER POT .......................................................................................................................................... 58 Roll Out Solder Pot............................................................................................................................................... 58 Fill Solder Pot with Solder ................................................................................................................................... 61
xiv
Vectra
SECTION 1:
1.1 HAZARDS
GENERAL
Operation of this equipment exposes personnel to potential health hazards.
LEAD HAZARDS
Exposure to Lead Hazard Exposure to Lead in any form may cause serious health hazards. Breathing lead dust, which is nearly invisible, can cause lead poisoning. Always ensure the solder system ventilation is on and operating at the specifications listed in this manual prior to working around the solder pot. To avoid inhalation, wear the proper safety approved breathing apparatus recommended by the solder supplier for use with wave soldering equipment.
Installation
2-9317-130-00-0 Rev. 1
Vectra
FACTS YOU SHOULD KNOW ABOUT LEAD
Norms for lead in air The following table shows the tolerable ranges of lead-in-air, as seen by different countries. Country Argentina Canada
Maximum Lead Level (mg/m3)
0.15 0.15(a) (time-weighted average) 0.15** 0.10* 0.15 0.15* 0.100 (b) 0.15 0.15 0.10 (total)** 0.05 (respirable)** 0.15** 0.15 0.15*
Date Operative n/a 1976-1991 1988 1986 1972 Aug 1981 June 1981
Legal Status legal legal legal recommendation legal legal legal recommendation
France Germany Japan Britain United States Mexico Spain Sweden EEC Ireland Italy
1986 1982 1986 1975
legal legal legal recommendation local authority requirement
Netherlands Norway
* ** (a) =
0.15** 0.10 0.05 (c)
1987 1986 1981
recommendation legal recommendation
time weighted average over 8 hours time weighted average over 40 hours for inorganic lead and lead arsenate; 0.05 for lead chromate.
(b) = Interim standard to June 1986 for secondary plants, June 1991 for primary plants, when 0.05 mg/m3 standard becomes effective. This standard is no longer an ambient standard, but a permissible exposure limit (PEL) standard, which in some areas of some plants may be attained by worker self-protection and/or administrative standards, subject to negotiation. When the engineering controlled average limit standard (ECALS) under the original criteria equalled the PEL there was a de-facto ambient air standard but compliance solely by engineering controls is no longer required. (c) = Values for inorganic lead compounds, lead acetate, lead phosphate and lead sub-acetate arecalculated as lead. Value for lead chromate is calculated as chromate.
The tables found on pages 14 and 15 were compiled by the International Lead and Zinc Study Group in 1991.
2-9317-130-00-0 Rev. 1
Installation
Vectra
Norms for lead in blood The following table shows the tolerable ranges of lead-in-blood, as seen by different countries.
Country Canada
Maximum Lead Level (mg/m3)
0.50 mg/l (a) 0.52 mg/l (b) 0.70 mg/l (c) 0.80 mg/l (d) 70 (with exception to 80) (e) 70 (with exception to 80) (f) 70, men 30, (women under 45) 80 70 60 70(f) 50 (max.)(h) (2.5 mol/l) 70 (ALA > 20) 80 (ALA < 20) 50(i) in three consecutive periodic checks or 60(j) in one check 70 70 men (with exceptions to 80)(k) 40 women 50 (l)
Date Operative 1976 - 1991
Legal Status legal
EEC France Germany Ireland Italy Japan Netherlands Norway Spain Sweden
1988 1988
legal legal
1988 1976
legal recommendation code of practice
1972 1987
legal legal
1963
legal
1985
legal recommendation
Thailand Britain
1986 March 1983
legal legal
United States
(a) = (b) = (c) = (d) =
New Foundland, Nova Scotia, New Brunswick, Prince Edward Island, Manitoba, Saskatchewan. Alberta Ontario and Yukon British Columbia
(e) = A PbB level of between 70 and 80 mg Pb/100 ml blood shall be allowed if the ALAU (Amino Laevulinic Acid in Urine remains lower than 20 mg/g creatine or the ZPP (Zinx Protoporphysin) level remains lower than 20 mg/g haemoglobin or the ALAD (Delta Aminohaevulinic Acid Dehydratase) level remains greater than six European units. (f) = France follows EED norms. (g) = First action level 30 mg/100 ml; second action level 50 mg/100 ml. (h) = Recommended value for pregnant women is less than 20 mg/100 ml (1.0 mol/l; less than 30 mg/100 ml (1.5 mol/l) for women planning pregnancy. (i) = Quoted as 2.5 mol./l. (j) = Quoted as 3.0 mol./l. (k) = See EEC (l) = Installation Worker must leave workplace at these levels and may return at 40 mg/100 ml lead in blood level. 2-9317-130-00-0 Rev. 1 3
Vectra
BURN HAZARDS
Liquid Metal - Hot Surfaces Burn Hazard
The solder pot contains molten solder at temperatures up to 343 o C (651 o F). Hot solder causes serious burns. Always wear safety protective clothing such as high temperature gloves and safety glasses when working in or around the solder pot.
VAPOR HAZARDS
Hazardous Vapors Can Cause Serious Illness
During the wave soldering process, it is normal for noxious fumes or vapors to be produced as a result of the interaction between flux, solvent, solder, and heat being applied to the printed circuit board. If inhaled, the noxious fumes can cause serious illness. Always maintain proper exhaust and wear the recommended protective safety articles. Adequate protective clothing consists of approved safety glasses, long-sleeved garment, acid resistant smock, heat protective gloves, approved steel toe safety shoes, and a respirator approved for use when working around noxious fumes or vapor.
Solder Eruptions - Burn Hazard
When a surface area on the solder's surface becomes stressed or reaches its pasty range temperature, the upward force may result in a solder eruption which may cause serious burns. Always remain aware of this hazard when heating a cold solder pot. Always wear the appropriate safety glasses and protective clothing.
FIRE HAZARDS
Flux and Solvent Fire Hazard
Keep flux solutions and solvents away from sparks, flames and excess heat. Ensure that product passing over the preheat section does not carry over excess flux. Excess flux can drip on the preheaters; the flux can ignite. Closely monitor the wipe-off action of the fluxer airknife to ensure excess flux is removed. Keep a fire extinguisher specifically for use on fires of this type close to the machine.
Hot Components and Surfaces - Burn Hazard
The preheaters, solder pot, rail guards, parts of the conveyor, and other exposed metal and glass surfaces are potential burn hazards to personnel performing maintenance or operation. Components and surfaces can reach temperatures in excess of 66 o C (150 o F) which may cause serious burns. Allow hot components to cool whenever possible prior to performing maintenance. Always wear safety garments or equipment when working with or around hot components.
Fire Hazard - Flux Vapors May Accumulate
Ensure the system exhaust is on and operating. Hazardous vapors which are allowed to accumulate could result in a flash fire, auto ignition of the flux and solvent or explosion. Fires of this nature are extremely dangerous, and if personnel are exposed to this hazard, third degree burns or even death could occur. If a fire of this nature does occur, immediately turn off power to the exhaust system, as oxygen will fuel the fire.
Violent Reaction to Hot Solder - Burn Hazard
Do not permit water, flux or any other liquidous material to enter the solder pot. A violent reaction results in the projection of tiny droplets of hot solder and hot gasses into the air which may cause serious burns. Always wear safety garments or equipment when working with or around hot components.
2-9317-130-00-0 Rev. 1
Installation
Vectra
MECHANICAL HAZARDS
Moving Parts, Pinch Points - Bodily Injury May Occur
Moving parts of the wave soldering system present a potential hazard to body parts. Stop conveyors, motors, pumps, or other moving parts prior to performing maintenance procedures. Ensure safety covers are in place. While the system is operating, keep long hair tied up or back to prevent entanglement. Keep loose clothing, jewelry and hands away from pinch points, drive belts, and drive gears and sprockets. Dismemberment or other serious bodily injuries can occur if this warning is not followed.
can shock, burn or cause death. Use extreme caution when performing voltage and amperage tests on live voltage. These types of procedures must be performed only by a licensed electrician or electrical engineer familiar with testing live voltage.
High Amperage - Do Not Touch - can cause Death
Electrical current used in the nitrogen flow control unit can kill or cause other serious injuries. Do not touch live electrical components inside the nitrogen electrical enclosure. Always disconnect power prior to attempting repairs to the nitrogen flow control unit. This feature must be installed or serviced by a licensed electrician or qualified electrical engineer.
ELECTRICAL HAZARDS
Electrical Shock Hazard - Serious Burns May Occur
Operation of this equipment exposes the operator or maintenance personnel to situations which may result in electrical shock if procedures are not properly followed. Electrical shock can cause serious burns. Ensure that electrical enclosure doors or safety panels are in place during normal operation to avoid exposure to electrical shock hazards. When performing maintenance procedures using ammeters, volt meters, or ohm meters, electrical shock hazard is present. These procedures must be performed only by a licensed electrician or electrical engineer familiar with testing live voltage. Always disconnect main power before performing maintenance whenever possible.
NITROGEN HAZARDS
Asphyxiation Hazard
The air inside the system cabinet or any enclosed space being inerted with nitrogen removes the oxygen from the air. The absence or lack of oxygen can cause asphyxiation, dizziness, headache, fainting or nausea. This presents a hazard to personnel operating or servicing the equipment. Always turn off the nitrogen supply and vent the system enclosure with air prior to performing any maintenance procedures.
Use Only Nitrogen or Process could be affected
Only nitrogen (4 ppm in purity or less) should be used in the machine. Do not substitute or combine other gases without first consulting Speedline/ Electrovert and the gas supplier. Other gases could interfere with the process and introduce additional safety hazards.
Hazardous Voltage can Shock, Burn or cause Death
This equipment may be configured to operate with high voltage ranging from 230, 380, to 480 volts. There is a risk of electric shock when performing installation or maintenance voltage testing. High voltage
Installation 2-9317-130-00-0 Rev. 1 5
Vectra
COMPRESSED GAS HAZARD
Compressed Nitrogen Excessive pressure could cause explosion of Nitrogen Flow Meters.
Do not connect the Nitrogen Flow Control unit to a nitrogen source that exceeds 690 kPa (100 psi). Exploding flow meters are a potential hazard to workers stationed in front of the control panel. Compressed gas can cause projectiles, gas burns to exposed areas of the body, and asphyxiation. It is recommended that nitrogen is delivered at a regulated pressure, at least 103 kPa (15 psi) less than the supply line pressure.
2-9317-130-00-0 Rev. 1
Installation
Vectra
1.2 SAFETY PRECAUTIONS
No-smoking Signs Post large, visible NO-SMOKING signs in the work area. Establish a means of monitoring and enforcing this regulation. Fire Extinguishers If your machine is equipped with an automatic fire suppression system, ensure that the extinguishing reservoir is filled and primed prior to operating the machine. If your machine does not have an automatic fire suppression system, keep an approved CO2 fire extinguisher near the machine at all times. Familiarize yourself with the operation and use of your fire extinguisher. When extinguishing a flux fire, first turn off the s y s t e m s i n p u t p o w e r. D o n o t p o i n t t h e extinguisher directly at the flux or solder. Safety Data on Fluxes, Solvents, and other Chemicals Never store flammable materials around the vicinity of the wave soldering machine. Heat from the solder pot, preheaters and sparks from the motors could ignite flammable materials. Never place items, flammable or not, on the machine. This presents a fire hazard due to the operating temperature of the entire machine. Ensure that the Material Safety Data Sheets for the chemicals being used in the machine are kept readily available at all times. This data will be useful in the event of an emergency. Housekeeping Good housekeeping and cleaning of this equipment on a continuously monitored maintenance schedule is extremely important to the safety and reliability of the equipment's operation.
Breathing Masks Ensure that dross removal operations are carried out without exposing operators or maintenance personnel to excessive airborne lead particles. All operators and maintenance personnel must be provided with an NIOSH (National Institute for Occupational Safety and Health) or MSHA (Mine, Safety and Health Administration) approved respirator which will provide effective protection from lead dust and fumes up to ten (10) times the permitted exposure limit. Refer to your solder supplier's MSDS's -Material Safety Data Sheets, for specific breathing apparatus requirements for use with wave soldering applications.
Safety Garments Always wear protective clothing when required. Additional protective clothing is required when servicing a hot machine or handling hot components. Safety clothing consists of a protective mask or safety goggles, high temperature gloves, long-sleeved garment, acid resistant smock, and approved steel toe safety shoes. Operators must remove all protective clothing and wash thoroughly before eating, drinking or smoking. Under no circumstances should eating, drinking or smoking be permitted around the machine, or where lead is present.
Installation 2-9317-130-00-0 Rev. 1 7
Vectra
1.3 SAFETY PROCEDURES FOR REMOVAL OF DROSS
Exposure to Lead Hazard - Exposure to Lead in any form may cause serious health hazards.
Breathing lead dust, which is nearly invisible, can cause lead poisoning. Always ensure the solder system ventilation is on and operating at the specifications listed in this manual prior to working around the solder pot. To avoid inhalation, wear the proper safety approved breathing apparatus recommended by the solder supplier for use with wave soldering equipment.
PROCEDURE CHECKLIST
Know and abide by safety regulations. Use a designated container. Make advanced preparations. Make sure the area is adequately ventilated. Wear an approved respirator designated for the protection against airborne lead particulate. Arrange for reclamation of the waste by an authorized reclamation facility that specializes in the handling of these type of materials. Store protective clothing and wash thoroughly.
Use the following procedure for handling and removing dross from the solder pot: The dross container must have a lid and be closed to prevent dust scattering during handling and transport of dross. Airborne particles can be minimized by dampening the dross with water once it has cooled to room temperature. Make arrangements to ensure that all the necessary tools, respirators, and safety equipment are available to remove dross without exposing operators to excessive exposure to dross particles. Personnel must be provided with protective garments and gloves to prevent contamination of personal clothing and hands. The solder pot and the container to which the dross is transferred must be enclosed and under effective exhaust ventilation. A method should be developed for dross removal within the enclosure. Where this is not practical, the possibility of providing local exhaust ventilation should be considered to minimize the escape of dross particles into the atmosphere. Under these circumstances, the operator should be provided with a suitable oral-nasal respirator, which provides effective protection from lead in the form of dross and exhaust fumes up to 10 times the permitted exposure limit.
2-9317-130-00-0 Rev. 1
Installation
Vectra
Liquid Metal - Hot Surfaces Burn Hazard
The solder pot contains molten solder at temperatures up to 343 oC (651 oF) which causes serious burns. Always wear the recommended safety protective clothing such as high temperature gloves and safety glasses when working in or around the solder pot.
Return the dross to a secondary smelter for reclamation of metal contents either directly or through a scrap metal trader. Personnel are to remove overalls or any other protective clothing, and store it in a place where it will not spread contamination. Wash thoroughly before eating, drinking or smoking. Under no circumstances should eating, drinking or smoking be permitted while operators are working around lead. Most countries specify a control limit for airborne particles, blood lead levels and other biological parameters. Reference local legislation to ensure you comply with medical and biological requirements.
Installation
2-9317-130-00-0 Rev. 1
Vectra
1.4 EXHAUST VENTILATION AND CLEANING
Clean the exhaust ventilation system on a regular basis. Because fumes generated during the normal wave soldering process contain lead particles, it is essential to install an adequate exhaust ventilation system capable of removing potentially dangerous lead emissions from the machine. Refer to the Technical Data Section on page 15 for precise data on the type and capacity of exhaust required for the system. 1. Establish an exhaust filtration system. A filtration system which is based on activated carbon as a filter medium is recommended. This system must be placed in line with the exhaust venting system so that the emissions created from the soldering processes are captured. Also ensure that the units do not interfere with the soldering operations. Monitor the lead content of the air in the workplace at regular intervals during operations. Check air quality on a regular basis. Due to variables in the environment such as opening or closing windows or doors; changes in the movement of air throughout the course of a working day, it is necessary to update readings periodically during operations. On a scheduled basis, dismantle and clean the exhaust ventilation duct work and filtration media using the appropriate safety measures for handling lead. Regular cleaning prevents contaminant build-up, reduces the risk of fire, and improves the efficiency of your exhaust system.
2.
3.
On some Speedline/ Electrovert Systems, wave soldering cannot begin unless the exhaust ventilation system is on and the widows and doors are closed. These safety interlocks protect the user against the escape of hazardous fumes and provide safe operation of the system.Lockout/ Tagout Checklist
10
2-9317-130-00-0 Rev. 1
Installation
Vectra
1.5 LOCKOUT/ TAGOUT CHECKLIST
This checklist is provided to serve only as a means to review the required energy sources that must be isolated before performing maintenance or calibration procedures on the Vectra. Since Lockout and Tagout procedures and policies vary from one company to the next, Electrovert recommends following internal policy and procedure outlined by the facility's management. I. ENERGY SOURCE IDENTIFICATION
Electrical Power:
440 - 480 VAC, 3 phase, 60 Hz 380 - 415 VAC, 3 phase, 50 Hz 200 - 240 VAC, 3 phase, 60 Hz 110 - 120 VAC, 1 phase, 60 Hz UPS (Uninterruptible Power Supply) Backup Compressed Air Compressed Nitrogen (N 2) Fire Suppression System (CO 2)
Heat (Burn Hazard):
Convection (Vectaheat) Heaters IR Preheaters Solder Pot
Stored Energy:
Front Doors (when raised) Front Tailgate Door (when unlatched) II. NOTIFY ALL AFFECTED EMPLOYEES OF LOCKOUT PROCESS III. TURN OFF ALL OPERATING CONTROLS (SWITCHES, SYSTEM DISCONNECT IV. LOCKOUT ALL ENERGY SOURCES Electrical Power UPS Compressed Air Compressed N 2 CO 2 Sources of Heat Stored Energy
Installation 2-9317-130-00-0 Rev. 1 11
Vectra
V. ISOLATE ALL ENERGY SOURCES BY BLOCKING, BLEEDING, AND VENTING STORED ENERGY. ENSURE HEATERS ARE COOL OR WEAR THE APPROPRIATE PROTECTIVE CLOTHING BEFORE PROCEEDING. BLOCK ALL STORED ENERGY. VI. LOCKOUT ALL SWITCHES AND ENERGY IN THE OFF OR SAFE POSITION. Lockout/ Tagout service disconnect Use plug lockout on UPS Lockout ball valve for Nitrogen Lockout ball valve or disconnect compressed air Lockout CO2 source VII. TEST OPERATING CONTROLS. Test keyboard, monitor, switches, and UPS to ensure off status. VIII. RETURN ALL OPERATING CONTROLS TO THE OFF POSITION. Ensure any switch tested is in the off position before proceeding. IX. PERFORM REQUIRED TASK. Complete assembly, repair, calibration X. REMOVE LOCKOUT DEVICES. Ensure equipment is fully assembled. Ensure all tools have been removed. All affected employees have been notified. Lockout device must be removed by the employee who applied the device. Ensure lockout of equipment has been communicated between shifts. If procedures must be continued past the person's shift who applied the lockout, ensure that an employee who is working on the lock out equipment applies their lockout device and the previous remove theirs.
12
2-9317-130-00-0 Rev. 1
Installation
Vectra
SECTION 2:
TECHNICAL DATA
2.1 INSTALLATION SPECIFICATIONS AND FACILITY REQUIREMENTS
ELECTRICAL
Standard Power Sources (See Note 1) 440 - 480 VAC, 3 phase, 60 Hz (4 wires: 3 phase, ground) 380 - 415 VAC, 3 phase, 50 Hz (5 wires: 3 phase, neutral, ground) Power Consumption Basic System full load start-up 46.7 kW @ 380 and 440 VAC add 10.4 kW for each additional optional platen preheater. add 12.6 kW for Gas Knife Standard operating power consumption: (NOTE 2) 380 VAC 71 amps 16 amps 30 amps 440 VAC 61 amps 14 amps 17 amps Configuration Base machine (3 preheats) add to base machine value for each optional platen preheater added add to base machine value for CoN 2 tour Plus/ AccuKnife option
Schematic Reference All Voltages: Electrical Schematic # 8-1701-505-03-6
Refer to the Power Table on page 14 to calculate and select the power configuration and facility power disconnect requirements for the machine. It is the responsibility of the customer to provide any electrical disconnect (fusible or breaker type), external to the system, capable of protecting the Vectra at the amperage specified for the voltage selected. The values listed are at maximum power consumption during full load start-up. Power consumption is lower at stabilized process conditions, but varies on process parameters and product loading. Typical conditions draw 30 50% of full load value (based on 30 - 50% duty cycle) at steady state operating conditions. The Vectra is equipped with a main disconnect switch which is not fused. It is recommended that the main supply power be supplied to the machine via a wall-mounted fused disconnect in accordance with local codes. European Customers: To comply with EMC Directive 89/336/EEC on electromagnetic compatibility, power cables to the machine must be run in rigid or flexible metal conduit.
Installation Manual
2-9317-130-00-0 Rev. 1
13
Vectra
POWER (See NOTE 1)
Base Machine 440 VAC kVA F.L.A. Service Base Machine 480 VAC kVA F.L.A. Service Base Machine 380 VAC kVA F.L.A. Service Base Machine 415 VAC kVA F.L.A. Service Base Machine 220 VAC kVA F.L.A. Service Base Machine 240 VAC kVA F.L.A. Service Base Machine 200 VAC kVA F.L.A. Service (See Note 2) 45.9 60 75 Amps (See Note 3) 53.7 64 81 Amps (See Note 4) 45.9 70 88 Amps (See Note 5) 53.7 75 94 Amps (See Note 6) 45.9 120 150 Amps (See Note 7) 53.7 129 161 Amps (See Note 8) 39.3 114 143 Amps
NOTE NOTE
1 Multiply the total F.L.A. by 1.25 to calculate Service Amps 2 Add 14 Amps to the F.L.A. f6or each additional preheater (up to 6 total) Add 17 Amps to the F.L.A. for the CoN2Tour Plus/ AccuKnife. 3 Add 15 Amps to the F.L.A. for each additional preheater (up to 6 total). Add 18 Amps to the F.L.A. for the CoN2Tour Plus/ AccuKnife. 4 Add 16 Amps to the F.L.A. for each additional preheater (up to 6 total). Add 20 Amps to the F.L.A. for the CoN2Tour Plus/ AccuKnife. 5 Add 17 Amps to the F.L.A. for each additional preheater (up to 6 total). Add 21 Amps to the F.L.A. for the CoN2Tour Plus/ AccuKnife. 6 Add 27 Amps to the F.L.A. for each additional preheater (up to 5 total or 4 with the CoN2Tour Plus/ AccuKnife. Add 34 Amps to the F.L.A. for the Hot Gas/ Air Knife. 7 Add 30 Amps to the F.L.A. for each additional preheater (up to 5 total or 4 with the CoN2Tour Plus/ AccuKnife. Add 36 Amps to the F.L.A. for the CoN2Tour Plus/ AccuKnife. 8 Add 25 Amps to the F.L.A. for each additional preheater (up to 5 total or 4 with the CoN2Tour Plus/ AccuKnife. Add 31 Amps to the F.L.A. for the CoN2Tour Plus/ AccuKnife. 9 Due to the physical size of the main internal disconnect, 200 - 240 VAC machines are limited to a configuration of five (5) preheaters, or four (4) preheaters and a CoN2Tour Plus/ AccuKnife.
NOTE
NOTE
NOTE
NOTE
NOTE
NOTE
NOTE
14
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
Grounding Requirements The system must be provided with an electrical earth ground for the main power cabinet in accordance with local electrical codes and standards. Ensure earth ground is connected to ground, or place a copper rod driven to earth on the supply side of any earth trip system. This procedure must comply with safety and fire regulations to shut down the system if a shorting condition develops.
CONDUIT (SEE NOTE 1)
200 - 240 VAC 3.0 in. 2.0 in.
380 - 480 VAC COMPRESSED AIR/ NITROGEN SUPPLY (SEE NOTE 2) System:
- 1/2 in. fitting - Max. line pressure: 830 kPa (120 psig) @ 30-40 SCFM clean, dry, and oil free - 1/2 in. (separate) fitting - Nitrogen/ Air pressure: 415 - 830 kPa (60 - 120 psig) - Two (2), 152 mm (6 in.) exhaust ports at the top of the cabinet - 20 M3/min (700 cfm) @ 25.4 mm (1.0 in.) of water static pressure to be measured at each of the machine exhaust ports
Optional CoN2Tour Plus/ AccuKnife EXHAUST REQUIREMENTS (SEE NOTES 3 - 5)
NOTE
1 The Vectra is configured with a 2.0 in. hole in the top, rear of the cabinet for conduit connection. Systems configured as 200 - 240 VAC require the standard 2.0 in. hole to be enlarged to accept 3.0 in. conduit. Refer to local codes or restrictions pertaining to the use of conduit materials. 2 The flow meters on the machine are calibrated for 295 kPa (44 psi). The gas fed line to the machine must be sized to maintain the required flow rate at 335 kPa (50 psi) at the machine pressure regulator. Shut-off valve and pressure gauge to be fitted to feed line per local codes. 3 It is recommended that the customer install regulating slide gate dampers on the exhaust stacks to allow proper balancing of the exhaust system. 4 The customers ventilation system must be capable of providing 8 mm (0.3 in.) water static pressure at the machine stacks; the blower must be sized to ensure that the required flow rates are available at the machine; actual size depends on the customers individual system. 5 The ventilation duct must be of seamless, galvanized or stainless steel material due to the potentially corrosive nature of the fumes generated in the wave soldering process.
NOTE
NOTE NOTE
NOTE
Installation Manual
2-9317-130-00-0 Rev. 1
15
Vectra
FOAM FLUXER
Capacity: Paar FDC: - 14.6 Liters (3.85 US gal.) with the flux level at 25 mm (1.0 in. above the aerator stones. - Flux and thinner feed bottles to be supplied by user.
SOLDER CAPACITY
Single Wave: Dual Wave Configuration: Wire Feeder: Bar Feeder: - 839 kg. (1,850 lbs.) - 821 kg. (1,810 lbs.) - 1/8 in. diameter wire - Holds up to ten (10) bars, each weighing up to 1 kg (2.2 lbs.)
FINGER CLEANER
Reservoir Capacity: - 12.30 Liters (3.25 gal.)
16
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
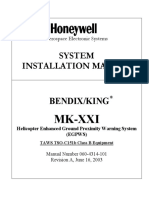
2.2 SYSTEM DIMENSIONS
Rollout Stand 1666 mm (65.59 in.) 632 mm (24.88 in.) Nitrogen Inlet in. NPT Fitting Power Input See Note 2 444 mm (17.48 in.) 683 mm (26.89 in.) Air Inlet in. NPT Fitting
135 mm 120 mm 85 mm (5.31 in.) (4.72 in.) (3.35 in.) 193 mm (7.60 in.)
95 mm (3.74 in.)
140 mm (5.51 in.)
673 mm (26.50 in.)
Hot Gas Knife Inlet in. NPT Fitting
152 mm2 Places (5.98 in.)
349 mm (13.74 in.) 2289 mm (90.12 in.) Keyboard and Monitor
3740 mm (147.24 in.)
Light Tower 198 mm (7.80 in.)
590 mm (23.23 in.)
Exhaust Stack (2 Places)
77 mm (3.03 in.) C of Sprocket L
C of Sprocket L
783 mm (30.83 in.) Conveyor Entrance
762 mm (30.00 in.) Load Guide Entrance
1174 mm (46.22 in.) Conveyor Exit
147 mm (5.79 in.)
195 mm (7.68 in.) 351 mm (13.82 in.) 2096 mm (82.52 in.) 2806 mm (110.47 in.) 3196 mm (125.83 in.)
377 mm (14.84 in.) 459 mm (18.07 in.)
100/180 mm (3.94/7.09 in.) Adjustable Leveling
459 mm (18.07 in.) Maximum Width
Front Edge of PCB 70 mm (2.76 in.)
Solder Pot
2250 mm (88.58 in.)
1518 mm (59.76 in.)
Fold Down Tailgate
882 mm (34.72 in.)
1016 mm (40.00 in.) 1452 mm (57.17 in.) 1828 mm (71.97 in.)
844 mm (33.23 in.)
370 mm (14.57 in.)
MACHINE REQUIREMENTS: 1. Exhaust: 2. Power input size: 3. System air requirements: 1200 M3/ HR (700 CFM) @ 2.54 mm (1 in.) H2O Static Pressure per Stack 2 in. for 380V - 480V for 2 in. conduitor 3 in. for 200V - 240V for 3 in. conduit. 1/2 in. NPT fitting, .84 - 1.13 M3/ min. (30 - 40 CFM) @ 483 - 690 kPa (70 - 100 PSI)
NOTE: Dimensions may vary 127 mm (0.5 in.)
Figure 1: System Footprint Drawings
Installation Manual 2-9317-130-00-0 Rev. 1 17
Vectra
18
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
SECTION 3:
3.1
INSTALLATION PREPARATION
3.2 INSTALLATION PLANNING
Prior to performing installation procedures, review the contents of this manual. Allocate sufficient floor space for efficient operation and system accessibility from all sides. Refer to the system footprint drawing supplied in the enclosed Documentation Package. In selecting a site location, keep in mind requirements for facility to equipment connections such as an electrical drop, compressed air, exhaust, nitrogen, entrance and exit conveyors. Clearance behind the system is especially important since service operations are performed from the rear of the machine. The additional 2 m (6 ft) of space required at the rear of the machine for the roll-out solder pot stand is normally adequate. The same space is recommended for the front and sides except where the system is in-line with other automated equipment, i.e., auto insertion equipment or PCB (printed circuit board) cleaning equipment. Install the system on a solid (anti-vibration), level floor, capable of supporting the machines weight. When fully loaded with solder the estimated maximum machine weight is 3087 kg (6800 lbs). Six (6) leveling feet support the machine. When considering a site for installation, it is also important to keep in mind the flammability of the materials (i.e., fluxes and thinners) used during normal operation and maintenance procedures. Provide adequate protection from these types of materials and their hazards for the system and operating and service personnel. Allow additional space for the storage of process materials such as flux, thinner, and solder. The storage containers used, especially for flux and thinner, should be remote and/or protected to minimize the risk of a fire outside the wave soldering system.
RECEIVING INSTRUCTIONS
Thoroughly inspect the shipment when received. If damage or loss is detected, enter all details on the freight bill or receipt and have it signed by the carrier agent. Failure to follow this procedure may result in the carrier refusing to honor the claim. The carrier furnished the necessary forms for filing a claim. When damage is not readily apparent until the equipment has been unpacked, file a claim for concealed damage. Within 48 hours of delivery and as soon as any concealed damage is discovered, furnish a written or telephone request to the carrier for inspection. Keep all cartons, packing materials, and paperwork. The carrier furnishes an inspection report and the necessary forms for filing the concealed damage claim.
Installation Manual
2-9317-130-00-0 Rev. 1
19
Vectra
3.3
INSTALLATION CHECKLIST
Use the following checklist for organization and record keeping purposes. Failure to record problems with installation or factors required for proper installation may result in unscheduled down time. Table 1: Installation Check List
Table 1: Installation Check List
Shipping Damage:
Check for system damage:
Describe any system damage:
Location:
q q q
Adequate floor space Adequate clearances above and around the system Level surface at installation location Adequate facility connections for:
System Leveling:
q q q q
Compressed air
q
Exhaust Nitrogen (optional) Electrical hook-up
Level X axis at front and rear of system lower deck Level Y axis at entrance and exit end system lower deck Adjust leveling feet and recheck axis on all sides Lock all leveling pads
q q q
Describe any inadequate requirements:
Complete Utility Connections:
q
Component Installation/Check:
Verify system voltage, phase, and Hz rating Check electrical power connections Check for proper exhaust connection Verify pump rotation Inspect optional nitrogen connection Air connection
q q q
q q q q q q q q
20
Conveyor is level Finger mask is installed correctly (optional)
q
Inspect seals on nitrogen tunnel Air knives and aerators are installed Entrance end load guides are installed Exit end chain guards are installed Solder pot is level Solder drain valve is closed and secure
NOTES:
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
SECTION 4:
4.1
REQUIRED EQUIPMENT AND TOOLS
4.4 RIGGING EQUIPMENT
Six (6) Ton capacity fork lift with six (6) foot fork extensions
PROTECTIVE CLOTHING
Approved safety glasses Steel toe safety shoes Approved respirator (for lead particulate) Gloves (for handling cold solder) High temperature gloves
4.2
TOOLS AND MATERIALS
Pry bars Claw hammers Electrician's pliers Wire cutters and strippers Volt/ Ohm meter Clamp ammeter Carpenter's level 10, 12, and 15 in. Crescent wrenches , 1- in. deep socket and ratchet Phillips head screwdrivers Set of metric open/box end wrenches 5/16 in. Allen wrench Channel lock pliers Set of metric sockets
4.3
EXPENDABLE ITEMS
Lint-free cloths Glass cleaner Flux Thinner Solder Figure 2: Fork Lift
Installation Manual
2-9317-130-00-0 Rev. 1
21
Vectra
22
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
SECTION 5:
SHIPPING ARRANGEMENT
INTERNATIONAL
Vectra international shipments are also bolted and strapped to a skid, wrapped in moisture protective plastic, then completely crated.
This manual makes reference to both standard and optional configurations. Disregard options that do not apply to your system configuration.
5.1
SHIPMENT ITEMS
One (1) Vectra Wave Soldering system Cardboard box Strapped to one end of the skid includes: Monitor and keyboard, Installation, Operation, and Maintenance Manuals, documentation package with system drawings and bills of material, tool kit, aerator reservoir (foam fluxer only), six (6) leveling feet, optional CO2 related hoses, connectors and cables; conveyor load guides. Optional CO2 bottle strapped to the skid in front of the machine. Optional Opti-Fluxer flux container strapped to one end of the skid. Optional external fluxer module (not on skid).
Figure 4: International Crated System Follow the procedures which apply to your shipments destination.
5.2
SHIPPING CONFIGURATION
Follow the procedures which apply to your shipment destination.
DOMESTIC
Vectra domestic shipments are bolted and strapped to a skid, and wrapped in moisture protective plastic.
Figure 3: System Bolted to Skid
Installation Manual
2-9317-130-00-0 Rev. 1
23
Vectra
5.3
LIFTING AND HANDLING THE VECTRA
The Vectra can weigh up to three (3) tons or more, depending on system configuration. To avoid possible bodily injury or damage to equipment do not attempt to move the equipment by other than recommended means. It is the responsibility of the customer to provide any rigging equipment or devices required to transport the skidded or crated system to the site of installation. Use a forklift with a 3600 kg (8000 lb) lifting capacity to lift and handle the Vectra.
Figure 5: Four (4) Ton Capacity Forklift When the shipment arrives at the destination facility, keep it in the crate or on the skid until time to start the installation. This minimizes the chance of system damage while moving it through the facility.
24
2-9317-130-00-0 Rev. 1
Installaton Manual
Vectra
SECTION 6:
6.1
UNPACKING INSTRUCTIONS
DOMESTIC SHIPMENTS
Read this section in its entirety prior to performing any unpacking procedures to prevent damage to the equipment. Perform all steps in the order in which they are presented. 1. 2. 3. Using a fork lift, position the skidded system at its final installation site. Carefully remove the plastic moisture protective covering from the system. Cut and remove any strapping securing cardboard or wooden boxes to the skid. These boxes contain additional system components.
Figure 6: Remove Packaging Materials 4. If applicable, also remove strapping securing any optional items such as CO2 extinguishing bottles, flux containers, or other components. Carefully remove all components cut free in the previous step and position them in a safe place close to the site of installation.
2-9317-130-00-0 Rev. 1 25
6.
Carefully cut and remove any additional strapping securing the Vectra system to the skid. See Figure 6: Remove Packaging Materials.
5.
Installation Manual
Vectra
7.
The Vectra system mounts on 2 x 8 in. wooden planks with foam shock pads, and secured with bolts to the skid. Bolts are factory installed in six (6) leveling foot locations (three [3] in front; three [3] in back), with twelve (12) shipping plates at the underside of the system frame. Additional hardware (bolts with jam nuts) secure the shipping plates to the 2 x 8 in. wooden planks which are bolted to the skid. Use a 3/4 in. deep socket wrench and ratchet to remove the double jam nuts from each of the bolts securing the shipping plates to the wooden planks.
Figure 8: Position forks under front and rear edges
Base of Cabinet
3/4 in. Deep Socket Jam Nuts
Shipping Plate Foam Shock Pad 2 x 8 in. Plank
2 x 8 in. Plank Skid
Figure 9: Remove System from Skid 10. After the fork lift is in place, carefully and slowly raise the machine off of the skid high enough to remove the shipping plates from the underside of the system frame. 11. Use a 1 1/2 in. socket with ratchet to remove the six (6) bolts from the leveling pad mounting holes. 12. Proceed immediately to Section 6.3: Install System Leveling Feet on page 28.
Figure 7: Unbolt System from Skid 8. Once all jam nuts are removed from the shipping plates, carefully position a 3600 kg (8000 lb) capacity fork lift with 1.9 meter (six ft) extensions at their widest setting, under the frame of the Vectra. Lift at the center of gravity point, located just right of center facing the front of the system or just left of center facing the rear of the system. Ensure the forks make proper contact with the front and rear edges of the system base frame.
9.
26
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
6.2
INTERNATIONAL SHIPMENTS
1. 2. Using a fork lift, position the crated system at its final installation site. Using pry bars and claw hammers, carefully dismantle the wooden crate in the
following sequence, taking care not to damage the system. 1st 2nd 3rd 4th remove the top of the crate remove any additional top bracing remove the ends of the crate remove the sides of the crate
Figure 10: Crate Dismantling 3. Once the crate is dismantled, perform Step 2 through Step 12 of Section 6.1: Domestic Shipments on page 25.
Installation Manual
2-9317-130-00-0 Rev. 1
27
Vectra
6.3
INSTALL SYSTEM LEVELING FEET
1. Locate and open the cardboard box containing the six (6) system leveling feet and two (2) leveling feet for the solder pot stand. While the system is still elevated above the skid, install the six (6) leveling feet into the six (6) threaded nuts welded under the base of the machine, and two (2) leveling feet into the threaded fittings under the solder pot stand.
Base of Machine
Locking Nut
2.
Leveling Foot
Figure 12: Leveling foot installed 4. Adjust all leveling feet (6) to the same height, then tighten the locking nut.
Figure 13: Adjust the height of each leveling foot to the same measurement 5. Figure 11: Install Leveling Feet 3. Install the feet so they extend between 4.0 12.0 cm (1.54.8 in.), depending on the height required for incoming or exiting conveyors. 6. Once ALL the leveling feet are installed, slide the skid out from under system. Carefully and slowly, lower the machine to the floor.
28
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
6.4
UNPACKING AND GENERAL INSPECTION
Carefully remove packing materials from the locations listed below: Remove strapping from around the Vectra cabinet. Remove the styrofoam blocks at the front of the Vectra from between the hoods and the cabinet.
PREHEATERS
1. Remove the strapping and styrofoam padding from around each Vectaheat preheater module.
It is necessary to open rear access doors and the front of the system to gain access to some packing materials. Use the 5/16 in. Allen key to open rear fluxer, electrical, and solder pot access door. Disregard installation instructions that do not apply to your system configuration. Figure 14: Preheat packaging materials
INTERNAL FOAM FLUXER
1. Open the fluxer section rear cabinet doors and remove the packing on ends of flux, thinner and recirculation pump submersible ends. From the front of the machine locate the fluxer front access panel and remove packing tape. Remove strapping from around rear of flux reservoir. Remove strapping from around entire fluxer module. Remove the tie wrap from the hood support rod and the tape from the fluxer nozzle. 2. Carefully remove the tape and styrofoam padding securing the optional pyrometer wire guide chain.
SOLDER MODULE
1. Open the solder section rear cabinet doors and remove the strapping from the roll-out solder pot stand.
2.
3. 4. 5.
ELECTRICAL
1. 2. Remove the Zerust vapor capsules from the inside of the rear electrical enclosure. Remove tape, bubble packing and styrofoam from optional system status tower at the top of the cabinet. Remove the tie wraps securing the power cord for the optional CO2 control box at the exit end of the cabinet. Inspect the parts that are crated or boxed separately. Carefully unpack these separate containers ensure there is no damage to the components.
CONVEYOR
1. Remove the tape from each of the conveyor width adjust optional covers (3), and the conveyor drive cover. Remove the tape from the manual width adjust hand crank at the load end of the conveyor.
3.
4.
2.
Installation Manual
2-9317-130-00-0 Rev. 1
29
Vectra
INSPECTION
1. The monitor, mounting assembly, and keyboard are packed separately. Install these components only after the system's height is adjusted and leveled, and the system is in its position for operation. Do not throw away any boxes or packing materials until it is verified that all system components are accounted for. Machines that are shipped either by ocean vessel or by air contain moisture absorbent bags inserted in electrical cabinets to prevent moisture buildup and corrosion of components. For the same reason, motor vents and exposed shafts or moving parts may also be taped or sealed with special sealants. Remove all moisture absorbent bags and tape. Use mineral spirits and a clean rag to wipe off the sealant substance and tape adhesives. Visually inspect for concealed damages. In particular, inspect the glass panels that install over the preheaters after uncrating them. Check for damage to any of the sensitive instruments and controls. Check for dents or punctures through the enclosure. Verify that there are no missing components. All machines are supplied with a tool and accessories kit, an Installation, Operation and Maintenance Manual, electrical drawings, and bills of material.
2.
3.
4. 5. 6.
30
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
SECTION 7:
7.1
INSTALLATION AND SET-UP
MONITOR AND KEYBOARD INSTALLATION
T h e c o m p u t e r m o n i t o r, m o u n t i n g a r m assembly, and keyboard are removed prior to shipment to prevent damage during transit. Perform the procedures that follow in the order they are presented to insure installation is successful.
Vertical Support Shaft Cover
Pivot Arm
Remove screws
Figure 16: Pivot arm, cover, and vertical support shaft 3. Install one end of the pivot arm over the pivot shaft on the vertical support shaft at the unload end of the Vectra cabinet. Install the monitor base and keyboard support bracket on the extended end of the pivot arm so that the pivot shaft inserts into the hole.
4.
Monitor Base and Keyboard Support Bracket
Pivot Arm Pivot Shaft
Figure 15: Computer monitor, mounting arm assembly, and keyboard T h e c o m p u t e r m o n i t o r, m o u n t i n g a r m assembly, and keyboard mount at the unload end of the Vectra. 1. Locate the cardboard box containing the monitor pivot arm and the monitor base with keyboard support bracket. Using a phillips head screwdriver, remove the four (4) screws securing the cover to the pivot arm before installing the pivot arm on the vertical support shaft. Figure 17: Install monitor base and keyboard support bracket Use caution when handling the cardboard box containing the computer monitor. Do not drop the box containing the monitor damage will result. 5. Remove the computer monitor from its container.
31
2.
Installation Manual
2-9317-130-00-0 Rev. 1
Vectra
6.
Position the monitor so that the screen faces the keyboard tray. Install the monitor base onto the support bracket, aligning the connecting tabs with the proper slots in the base.
9.
Install the keyboard by setting it on the keyboard support bracket installed previously in step four (4).
Figure 20: Install Keyboard 10. Remove the packaging tape from the video, video power, and keyboard cables at the unload end of the cabinet, at the monitor support shaft. Figure 18: Position the computer monitor 7. Once the tabs are aligned, install the monitor on the bracket and apply pressure from the front of the monitor until it snaps in place. 11. Connect the video cable labeled CA 253 from the cabinet to the video cable from the back side of the monitor.
Apply Pressure to snap in place Align tabs
Bracket
Figure 21: Connect the video cable Figure 19: Snap monitor in place 8. Locate the keyboard from the contents of the cardboard box in the shipment. 12. Connect the monitor power cable labeled CA 254 from the cabinet to the power
32
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
connection at rear of the monitor (see Figure 22).
14. Re-install the cover removed in step two (2) on the pivot arm install the cover so that the three (3) cables connected in steps 11 13 are inside the cover, securing and protecting the cables (see figure below).
Monitor
Power Connection
Rear of Monitor
Video, Power, and Keyboard Cables
Pivot Arm
Keyboard Cable
Video Cable
Figure 22: Connect the monitor power cable
Pivot Arm Cover
13. Connect the keyboard cable labeled CA 252 from the cabinet to the keyboard connector on the cable coming from the keyboard.
Figure 24: Re-install the cover on the pivot arm 15. Secure the cover with the hardware removed in step two (2) tighten all four (4) screws securely using a phillips head screwdriver.
Figure 23: Connect the keyboard cable
Figure 25: Secure cover with hardware Before installing the CAUTION cover onto the wire way and bracket, be sure to position the cables so they lay flat over the bracket to prevent pinching when installing the wire way cover. Failure to so will result in equipment damage.
Installation Manual
2-9317-130-00-0 Rev. 1
33
Vectra
7.2
ADJUST HEIGHT AND LEVEL MACHINE
The Vectra is positioned on six (6) leveling feet used for height adjustment and system leveling. The height chosen for operation depends upon local regulations or the heights of the entrance and exit conveyors. 1. Using a 15 in. Crescent wrench, adjust all leveling feet evenly so that the machine is at its approximate required height. Place a level on the underside of the machine's frame along its length, front and rear (see Figure 26). Adjust the leveling feet using a 15 in. Crescent wrench as shown in Figure 28 to bring the machine into level, making sure not to change the set height of the Vectra. Place a level on the load end linear bearing Thomson shaft of the conveyor as depicted in the photograph of Figure 27. This is to verify that the Vectra is level across the conveyor width. Repeat this step at the unload end of the conveyor. Figure 27: Level conveyor width at Thomson shafts 5. Using the 15 in. Crescent wrench, adjust the leveling feet to bring the conveyor into level, making sure not to change the set height of the Vectra.
2.
3.
4.
When interfacing with other conveyors, it is important to adjust the machine height to allow for smooth transition. The connection height depends on the conveyor incline angle for wave soldering. The distance from the floor to either end of the conveyor varies with the angle of the conveyor. The factory set Vectra conveyor angle is a six (6) degree incline.
Figure 26: System Leveling
Figure 28: Adjust leveling feet
34
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
7.3
CONVEYOR INSTALLATION CHECK
To protect the conveyor while in transit, the conveyor rails are secured using two (2) braces with mounting hardware. A brace is installed on the conveyor across both rails at the load and unload ends of the conveyor. 1. Use a 17 mm box wrench to remove the two (2) M10 hex nuts and bolts from each of the conveyor shipping braces.
from the load end conveyor shipping brackets in the mounting holes indicated in the photograph below. Tighten securely using a 17 mm box wrench.
Save the hardware removed from the load and unload end conveyor shipping brackets to be re-used to install the load end load guides and unload end finger cleaner covers.
Remove M10 Bolts
Figure 31: Install load guide hardware 3. Figure 29: Remove load end conveyor brace Install the M10 hex nuts removed from the unload end conveyor shipping brackets, onto the threaded bolts indicated in the photograph below (one per rail).
Remove M10 Nuts
Figure 30: Remove unload end conveyor brace 2. The load guides are already bolted and secured to the conveyor rails, each with a single bolt. Install the M10 bolts removed
Figure 32: Install M10 nuts on threaded bolts at unload end of each conveyor rail
Installation Manual
2-9317-130-00-0 Rev. 1
35
Vectra
OPTIONAL FINGER CLEANER
1. If configured with the optional Finger Cleaner, install the finger cleaner guards at the unload end of the conveyor rails.
7.4
INSTALL LIGHT TOWER OPTION
The light tower option includes all necessary wiring and installation hardware. The light tower is packaged on the top of the system's cabinet. A hole is provided in the top of the cabinet next to the tower. The wiring is already run through the hole. To install the optional light tower: 1. If it has not already been done, remove the packaging from the light tower at the top rear of the cabinet.
Figure 33: Install finger cleaner guards 2. Secure the finger cleaner guards using the two (2) thumb screws (per guard) provided.
Figure 36: Remove packaging from stat 2. Using the 5/16 in. Allen key supplied in the tool kit, unlatch the rear electrical enclosure. Switch the disconnect to the open position to open the doors. With the enclosure open, position the tower upright and insert the threaded end of the pipe through the hole provided in the top of the cabinet so that the nut is flush on the top of the cabinet.
Figure 34: Secure guards with thumb screws 3. Access the finger cleaner reservoir from the rear of the solder module enclosure. Ensure that the finger cleaner reservoir drain valve is closed tight to prevent dripping upon fill.
3. 4.
Drain Valve in Closed Position
Figure 35: Finger Cleaner Drain Valve
36 2-9317-130-00-0 Rev. 1 Installation Manual
Vectra
7.
Close the enclosure and latch it using the 5/16 in Allen key, then turn the disconnect to the off position.
Position tower upright
Top nut Hole in top of cabinet
Threaded end of pipe
Figure 37: Position the tower upright 5. 6. Locate the nut on the inside of the enclosure on the status tower wiring. Slide the nut up over the wires on to the threaded end of the chrome pipe and tighten securely using a crescent wrench.
View inside of Electrical Enclosure Nut Threaded end
Wires from light tower
Figure 38: Secure light tower with nut
Installation Manual 2-9317-130-00-0 Rev. 1 37
Vectra
7.5
INSTALL FOAM FLUXER OPTION
The foam fluxer option may be configured internally to the Vectra cabinet or in an external cabinet, separate from the Vectra. Follow the installation procedure that applies to your system configuration.
4.
The leveling feet must be removed in order to remove the shipping brackets. Use a small crescent wrench to remove the four (4) leveling feet. Once the shipping brackets have been removed from the leveling feet, re-install the leveling feet so that they extend approximately the same distance on each foot.
5.
EXTERNAL FOAM FLUXER INSTALLATION
The foam fluxer module is configured with a slide-out drawer for ease of operation and maintenance. Perform the following procedures to install the cabinet and to ensure the fluxer is level: 1. The external fluxer cabinet is shipped on a separate skid. The cabinet is bolted to the skid with four (4) shipping plates and 1/2 x 1 1/2 in. lag bolts. Use a 3/4 in. socket wrench to remove each of the four (4) lag bolts from the skid. Position a forklift under the fluxer cabinet so that the forks extend under the cabinet.
2.
Figure 40: Re-install the leveling feet after removing the shipping brackets DO NOT lock the leveling foot locking nut at this point.
6. 7.
Slide the skid out from under the fluxer cabinet. Using the forklift, position the external fluxer cabinet within a close proximity to the load end of the Vectra conveyor so that the front of the fluxer cabinet faces in the same direction as the front of the Vectra. Cut and remove any strapping or plastic wrap from around the external fluxer cabinet.
8.
Figure 39: Position forklift under fluxer cabinet 3. Carefully, raise the fluxer cabinet high enough off of the skid to remove the leveling feet.
38
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
9.
Open the hood of the external cabinet to verify whether or not the Vectra load end conveyor rail extensions will interfere with the flux module prior to sliding the cabinet into operating position (see figure below).
External Fluxer with Hood Open
Pull the release latch at the right rear of the flux module to unlock it from position.
Conveyor Rail Extensions
Pull Latch Release
Flux Module
Figure 43: Rear view of external fluxer - latch Slide the fluxer out from the rear of the cabinet.
Vectra Cabinet
Figure 41: Open flux cabinet hood and verify clearance between flux module and rails 10. If the rail extensions interfere with the flux module, slide the fluxer out from the rear of the cabinet. To slide the fluxer out from the rear of the cabinet, first use a 5/16 in. Allen wrench, supplied with the tool kit, to unlatch the fluxer cabinet rear access door.
Figure 44: Foam Fluxer Rear View
Figure 42: Unlatch the rear access door
Installation Manual 2-9317-130-00-0 Rev. 1 39
Vectra
11. Once the flux module is slid out, carefully slide the external fluxer cabinet toward the load end of the Vectra so that the front edge of both cabinets align. DO NOT slide the cabinet up tight to the Vectra at this point.
Photocell connection) through the wire way hole in the external fluxer cabinet, then slide the external fluxer cabinet up tight to the load end of the Vectra. 14. Locate the plug connector inside the rear of the external fluxer labeled P203 (E-stop and exhaust pressure switch connector). Plug this connector into the receptacle aligned in the wire way hole. 15. If it is not already connected, connect the plug labeled CA97-1 (exhaust pressure switch) to the receptacle on the exhaust pressure switch inside the fluxer cabinet.
Inside External Fluxer Cabinet
Exhaust pressure switch Connect CA 97-1
Align front edge of both cabinets
Plug into receptacle on Vectra P 203
Slide fluxer cabinet toward Vectra
Wire way hole Yellow wire from Vectra CA 137 (Board Detect Photocell)
Figure 45: Slide the external fluxer toward the Vectra load end of cabinet 12. There is a wire way access hole on the side of the external fluxer cabinet that faces the load end of the Vectra cabinet. This hole must align with the receptacle for the board detect photocell connection and pressure switch connector from the Vectra cabinet. Adjustment of the external fluxer cabinet leveling legs may be required to align the wire way hole properly with the receptacle and connectors. Additional positioning of the fluxer cabinet may also be required for alignment. 13. Once the wire way hole and connectors are aligned, insert the yellow wire with the connector labeled CA137 (Board Detect
40 2-9317-130-00-0 Rev. 1
Figure 46: Connections - pressure switch, e-stop, board detect photocell 16. Slide the flux module back into the external cabinet secure the flux module with the latch mechanism.
Installation Manual
Vectra
17. Verify that the external fluxer cabinet is level. Place a level on the X and Y axes of the cabinet; using a small crescent wrench,
adjust the leveling feet of the external fluxer cabinet accordingly.
Figure 47: Level both the X and Y axes of the cabinet 18. Once the external fluxer cabinet is level, verify that the fluxer module is level. Place the level on both the X and Y axes of the flux nozzle.
Figure 48: Level both the X and Y axes of the flux nozzle If leveling is required, adjust any of the four (4) leveling screws on the base of the sliding drawer. 19. Inspect all hoses and hose connections. Ensure there are no loose connections; no pinched or kinked hoses. To prevent contamination of flux and aerator clogging, ensure that the air supply to the flux airknife and aerator is clean, dry, and filtered (oil free).
Rear View of Fluxer
Leveling Screw
Figure 49: Fluxer leveling screws
Locking Nut
Leveling Nut
Installation Manual
2-9317-130-00-0 Rev. 1
41
Vectra
AERATOR CLEANING RESERVOIR
1. 2. Locate the Aerator Cleaning Reservoir from the contents of the cardboard box. Install the reservoir on the mounting hardware provided on the left rear wall near the internal fluxer module.
INSTALL PAAR FLUX DENSITY CONTROLLER (FDC) OPTION
The customer is responsible to obtain flux and thinner bottles separately. Check for a winterization tag on the fluxer module indicating your system was shipped between 10/1 and 5/1. During that time, the optional foam or wave fluxers, and the finger cleaners were tested at the factory using windshield washer fluid. Flush fluxers and finger cleaner systems for approximately 3 - 5 minutes using thinner or solvent applicable to your process requirements. 1. At the rear of the fluxer, place the submersible fitting from the pump labeled M20 Flux Drain Pump into an appropriate flux draining container. Place the submersible fitting from the pump labeled M21 Flux Add Pump into the flux supply container. Place the submersible fitting from the pump labeled M22 Thin Add Pump into the solvent or thinner supply container to be used for thinning the flux being used.
2.
3.
Figure 51: PAAR FDC and Flux Replenishment Probes Figure 50: Aerator Cleaning Reservoir
42
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
7.6
INSTALL PREHEATERS
INSTALL OPTIONAL RADIANT PREHEATERS
Vectras configured with optional radiant preheaters are shipped with the preheaters removed to prevent damage during shipment. Perform the procedures outlined to install radiant preheaters. 1. 2. Lift the Vectra hood open above the preheat modules. Locate the tailgate door latch mechanism at the end of the tail gate closest to the solder pot. Slide the latch out of its locking mechanism to allow the tailgate door to be opened (see figure below). Secure the latch in its open position utilizing the keyed open position.
4.
Locate the radiant preheater(s) from the contents of the shipment and carefully unpack them.
Door Latch Solder Pot
Figure 54: Unpack the preaheater 5.
Slide in this direction, then lock in position Tailgate
Position the glass face up (lower preheat) and the handle facing out from the system gently slide the preheater into the appropriate lower slides under the conveyor rails. DO NOT slide the preheater all the way in yet.
Figure 52: Tailgate latch mechanism 3. Open the tailgate door to access the preheat modules.
Slides under Conveyor Rails Glass face up
Figure 55: Slide the preheater into the slides Figure 53: Open the tailgate door
Installation Manual 2-9317-130-00-0 Rev. 1 43
Vectra
6.
Secure the conduit connector to the fitting on the underside of the preheater assembly using a pair of channel lock pliers. Tighten securely.
9.
Plug the preheat connector into the appropriate preheat receptacle at the rear of the electrical enclosure.
Figure 58: Plug preheater into receptacle
Figure 56: Secure the conduit connector under preheater 7. Feed the opposite end of conduit containing the preheat connector under the conveyor rails to the back of the electrical enclosure.
Figure 57: Feed conduit and connector to rear of enclosure 8. Reach in from the rear of the Vectra cabinet via internal flux module doors to access the connector.
44
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
7.7
UNPACK AND INSPECT SOLDER POT
The solder module is secured in position for shipping purposes. Five (5) shipping brackets are installed on the solder pot module prior to packing. Tools required to remove the shipping brackets and level the solder pot stand: 5/16 in. Allen wrench 10 mm socket 13 mm socket Ratchet 12 in. Crescent wrench 10 in. Crescent wrench Bubble level
To remove solder pot shipping hardware: 1. 2. Locate the two (2) shipping brackets at the rear base of the solder module. Using a 10 mm socket and rachet, remove the four (4) M6 x 16 hex head bolts, M6 locks, and M6 flat washers from the two (2) brackets.
Figure 59: Remove solder pot shipping brackets
Installation Manual
2-9317-130-00-0 Rev. 1
45
Vectra
3.
At either side of the rear solder pot there are two (2) additional shipping brackets. Using a 13 mm socket with ratchet, remove the four (4) M8 x 30 hex head bolts, M8 locks, and M8 flat washers from each of the brackets.
Figure 60: Remove solder pot side shipping brackets 4. The final solder module shipping bracket is located over the top front of the solder pot. From the front of the Vectra open the front hoods over the solder pot and preheater sections. Use a 10 in. Crescent wrench to remove the 15/16 in. double jam nuts from either side of the bracket Remove the bracket. Reinstall the double jam nuts onto each threaded shaft. Jam the nuts tightly at the top of the threaded shafts to enable removal of the threaded shafts. Once the jam nuts are tightened securely, remove the threaded shafts using the jam nuts to back them out. Figure 61: Remove solder pot top shipping bracket
5.
6. 7. 8.
9.
10. Using an industrial strength vacuum cleaner, remove any debris from the solder pot to prevent contamination of the solder when filling the pot.
Installation Manual
46
2-9317-130-00-0 Rev. 1
Vectra
11. Inspect and verify that the solder drain valve and backup plug are tightly closed. 12. Verify that the thermocouple(s) is in its well on the top lip of the solder pot. To level the solder pot stand: 1. Slide the solder pot roll out stand out to its fully extended position. X Axis Y Axis
Figure 63: Level roll out stand 3. Place the bubble level across the cross frame of the stand to verify it is level on its Y axis. Using a 12 in Crescent wrench, adjust the two (2) leveling feet to bring the stand into level.
4.
Figure 62: Slide out the roll out stand 2. Place a bubble level on either roll out track to level the stand on its X axis.
Figure 64: Adjust leveling feet and set locking nuts 5. Once the stand is level, adjust the locking nuts on the leveling feet to their highest position tighten securely using the 12 in Crescent wrench.
47
Installation Manual
2-9317-130-00-0 Rev. 1
Vectra
To install the Jacking Stand Sprocket Guard: 1. Using a 10 mm socket with ratchet, remove the four (4) M6 bolts from the end frame of the solder pot jacking stand.
Figure 65: Remove bolts from end of jacking stand 2. Install the jacking stand sprocket guard on the end of the jacking stand using the four (4) mounting holes and hardware that the M6 bolts were removed from in step 1 of this procedure.
Figure 66: Install the guard at the end of the jacking stand
48 2-9317-130-00-0 Rev. 1 Installation Manual
Vectra
SECTION 8:
8.1
FACILITY CONNECTIONS
Failure to connect an adequate exhaust system may expose operating personnel to the hazards of fire and airborne lead particles. Never attempt to operate a wave soldering system that is not connected to an exhaust ventilation system. The wave solder system is configured with an internal safety pressure sensor. Proper exhaust flow must be sensed in order for the system to operate.
CONNECT FACILITY EXHAUST
The following exhaust specifications are to assist the user in specifying an exhaust blower capable of exhausting the system. All exhaust measurements are to be measured at the system exhaust port. Contact your local HVAC (Heating, Ventilation, and Air Conditioning) specialist for blower requirements and ventilation hook-up for your facility. 1. Connect the exhaust ducting to the two (2) exhaust stacks located at the top of the Vectra. The exhaust ports measure 152 mm (6 in.) diameter. They are extended to facilitate connection and to accommodate damper installation.
Table 2: Exhaust Port Data
EXHAUST PORT*
1
REQUIREMENTS
20 m3./ min. @ 2.54 cm (700 scfm @ 1.0 in.) H2O gage static pressure 20 m3./ min. @ 2.54 cm (700 scfm @ 1.0 in.) H2O gage static pressure 40 m3./ min. @ 2.54 cm (1400 scfm @ 1.0 in.) H2O gage static pressure
Total
Due to the corrosive and flammable nature of flux fumes, use of corrosion-proof, nonflammable venting materials (i.e. seamless stainless steel) is recommended.
2.
Install dampers on each of the exhaust ports at the top of the machine to allow fine tuning and balancing of the exhaust flow from the system. Install traps on each of the ducts to facilitate removal of residue buildup.
3.
Installation Manual
2-9317-130-00-0 Rev. 1
49
Vectra
8.2
CONNECT FACILITY POWER
1. Inspect the electrical enclosure and connections prior to applying power for the first time to ensure no wires came loose during transit. Verify that the lugs and terminal blocks are securely fastened. After inspection and verification is complete, close the electrical enclosure doors.
Serial Tag
2. 3.
ELECTRICAL CHECK
HIGH VOLTAGE CAN SHOCK, BURN OR CAUSE DEATH This equipment may be configured to operate using high voltage ranging from 230, 380, to 480 volts. When performing installation or maintenance voltage testing, electric shock hazard exists. Use extreme caution when performing voltage and amperage tests on live voltage. A licensed electrician or electrical engineer familiar with testing live voltage must perform these procedure. 1. Ensure that the power connected to the Vectra system corresponds to that indicated on the electrical drawing and on the serial number nameplate affixed to your system. Locate the serial number tag on the outside of the rear access door below the system disconnect. If power does not match, DO NOT CONNECT IT TO THE MACHINE. Figure 67: Serial Tag Location 3. Use a voltmeter to verify that the incoming power supply agrees with the power requirements verified in step one (1) of this procedure. Check each leg for proper voltage at the following test points: 5. 6. L1L2 L2L3 L1L3
2.
4.
The voltage reading must be within 10% of the voltage listed on the serial tag. If system voltage is within specified tolerance, proceed to the next step, Conduit and Electrical Connections. If the voltage does not meet the specified tolerance indicated, do not connect power until the power requirements have been rectified.
7.
Operating the Vectra at the incorrect voltage can result in equipment damage and will void system warranty.
50
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
CONDUIT AND ELECTRICAL CONNECTIONS
The customer is responsible to provide any necessary conduit and conduit connectors to the top, rear of the Vectra system cabinet. Refer to the following table for conduit sizes for specific voltages: Table 3: Conduit Sizes
2. 3. 4. 5.
Install the conduit from the machine to the facility power source. Bring the facility power wiring to the system through the conduit. Feed the wires through the conduit into the electrical enclosure. Locate the disconnect switch at the rear of the cabinet; connect the power lines to the circuit breaker and the ground wire to the terminal block beside the circuit breaker. Ensure all main power connections are secure. On five (5) wire systems, connect the neutral wire to the additional (neutral) terminal
VOLTAGE
220-240 VAC 380-480 VAC
CONDUIT SIZE
101.6 mm (3.0 in.) 50.8 mm (2.0 in.) 6.
Standard configuration. For further details refer to Section 2: Technical Data on page 13 of this manual.
block. 1. Attach the necessary conduit fittings, connectors, and conduit to the top rear of the Vectra cabinet, in the 50.8 mm (2 in.) hole provided.
Connect incoming power at the points indicated on the Main Breaker
7.
Double check electrical grounding (e.g. hipot tester) before applying power for the first time.
Feed wires into electrical enclosure
Install conduit fittings, connectors and conduit to the 2.0 in hole (380 - 460 VAC) provided at the top of the rear electrical enclosure
Conduit attaches to cabinet here
Main Power Disconnect
Ground Connection
Electrical enclosure at the rear of the Vectra
Figure 68: Conduit and Electrical Connections
Installation Manual 2-9317-130-00-0 Rev. 1 51
Vectra
8.3
COMPRESSED AIR CONNECTION
The Vectra uses clean, (free from oil), dry, and filtered, compressed air for the foam fluxer (foaming aerator and wipe off airknife), the optional pyrometer (purge and cooling), and the optional AccuKnife hot air debridging system. The Vectra pneumatic system is designed to accept standard industrial pressures from 414 kPa (60 psi) minimum, to 828 kPa (120 psi) maximum. 1.
Do not permit the supplied pressure to drop below 414 kPa (60 psi). Before connecting facility air to the Vectra verify that the air supplied is clean, dry, and filtered. Remove the 1/2 in. plug from the 1/2 in. NPT fitting at the top rear of the cabinet. Connect the facility compressed air to the 1/2 in. NPTF fitting located to the right of the electrical enclosure, at the top rear of the Vectra cabinet.
2. 3.
Nitrogen Inlet Knife Inlet
Air and N2 fittings are located at the top of the cabinet Connect the Air Inlet fitting to the Facility Air supply
Air Inlet
Figure 69: Compressed Air and Nitrogen connections
52
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
8.4
NITROGEN CONNECTION
If your system does not use nitrogen for inerting, disregard this procedure. When configured with the optional CoN2tour or CoN2tour Plus, the Vectra uses nitrogen for inerting. The Vectra nitrogen requirements are listed in Table 4 on page 53: Table 4: Nitrogen Requirements
CoN2tour
GENERAL REQUIREMENTS (CHIP AND A-WAVES)
Nitrogen Supply N2 Consumption Quantity of One (1) 1/2 in. NPTM fitting 44 psi 725 SCFH (20 M3/ hr.)
CoN2tour Plus
GENERAL REQUIREMENTS (CHIP AND A-WAVES)
Nitrogen Supply AccuKnife Quantity of one (1) 1/2 in. NPTM fitting 44 psi Quantity of one (1) 1/2 in. NPTM fitting1030 cfm (0.28 0.84 m3/min)@ 485-690 kPa (70100 psi)
Nitrogen Consumption Nitrogen Consumption
725 SCFH (20 m3/ hr.) 601800 SCFH (Nitrogen Knife) (250 m3/ hr.)
CONNECTIONS
Single N2 Inlet CoN2tour Plus Connect to the facility N2 supply. Two (2) N2 connections supplied. Nitrogen Inlet connects to CoN2tour (Chip and A-Wave) Knife Inlet connects to the Hot Gas Knife Nitrogen supply.
Connect the facility nitrogen supply to the Vectra based on the option configuration information listed.
Installation Manual
2-9317-130-00-0 Rev. 1
53
Vectra
54
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
SECTION 9:
9.1
FILLING THE SYSTEM
FILL FINGER CLEANER RESERVOIR
The reservoir for the finger cleaner is located inside the rear of the solder module, just to the left of the solder pot. 1. Use a 5/16 in. Allen wrench to unlatch the rear access door to the solder module.
Figure 71: Remove Finger Cleaner Cover 3. 4. Verify the drain valve for the reservoir is completely closed prior to filling. Turn the drain valve to the closed position.
Figure 70: Access the finger cleaner 2. Remove the finger cleaner cover.
Drain Valve in Closed Position
Figure 72: Finger cleaner drain valve
Installation Manual
2-9317-130-00-0 Rev. 1
55
Vectra
5.
Fill the reservoir with solvent which is compatible with your systems process chemistry. Contact the Process Engineer responsible for this equipment. The finger cleaner reservoir capacity is approximately 12.3 liters (3.25 gallons). Fill the reservoir to a level 1/2 in below the top lip of the catch screen. Do not overfill.
Reservoir
Catch Screen
Fill to 1/2 in. below lip
Figure 73: Fill Finger Cleaner Reservoir 6. 7. Reinstall the finger cleaner cover. Close the solder module rear access door and latch it using the 5/16 in. Allen wrench.
56
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
9.2
FILL FOAM FLUXER RESERVOIR
1. Access the fluxer unit via the rear of the system cabinet or external fluxer module.
2. 3. 4.
Release the latch at the right rear of the foam fluxer to allow the fluxer to be slid out. Slide the fluxer out until it stops. Verify that the drain valve for the flux reservoir is closed.
Rear of Fluxer Flux Reservoir Aerators
Flux Reservoir Drain Valve
Latch Flux Reservoir Drain Valve
Fluxer Nozzle
Figure 74: Access Foam Fluxer, Close Drain Valve, Fill Reservoir 5. Flux capacity depends on system configuration. Use Process Engineer approved flux.
Table 5: Foam Fluxer Capacity Table
LITERS
17
US GALLONS
4.5
Capacity based on normal flux level in the tank, measured 2.5 cm (1.0 in.) above aerators. 6. Fill the flux reservoir to a level of 2.54 cm (1.0 in.) above the aerators.
Installation Manual
2-9317-130-00-0 Rev. 1
57
Vectra
9.3
FILL SOLDER POT
Depending on customer requirements, some system solder pots are shipped pre-filled with solder. For those systems already charged with solder, disregard this procedure. Always lower the solder pot prior to rolling it out on to the solder pot stand. Failure to do so can result in damage to the conveyor fingers, other conveyor components, or even damage solder pot components.
ROLL OUT SOLDER POT
To fill the solder pot with solder the pot must be rolled out to the service position. Before rolling the solder pot out, lower the pot using the solder pot jacking stand unit on which the solder pot sits. Perform the following steps to activate power to the Vectra, lower the solder pot, and then roll it out. 1. Use a 5/16 in. Allen wrench to unlatch and open the solder module rear access doors (see Figure 74). Locate the handle on the roll out solder pot stand just below the solder pot jacking stand. Pull out on the handle to slide the solder pot stand out to its fully extended position.
2.
Figure 75: Rear view of Vectra closed
Solder pot jacking stand
Pull out on handle here
Roll out solder pot stand
Figure 76: Slide out the solder pot stand
58
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
3. 4.
Activate the facility power to the Vectra. Turn the disconnect switch at the rear of the Vectra to the ON position.
Disconnect Switch
Figure 78: Graphic Interface Screen 6. Figure 77: Disconnect Switch at Rear of Vectra 5. When power is applied, the Vectra software automatically starts up and displays the Vectra graphic interface screen. Using the pointer device, click on File, Logon from the Menu Bar.
Figure 79: Click File, Logon 7. The Logon dialog box is displayed.
Installation Manual
2-9317-130-00-0 Rev. 1
59
Vectra
Figure 80: Logon Dialog Box 8. 9. In the User Name text box type Supervisor. In the Password text box type Password.
10. Click on the OK button. 11. Click on the MAN icon button at the top of the graphics screen to put the Vectra in Manual mode. Figure 81: Click on the MAN icon button
12. Click on Modules, Solder Pot from the Menu Bar. Figure 82: Solder module menu
Figure 83: Solder Maintenance Tab Dialog Box The solder pot cannot be rolled out until the solder pot jacking stand is lowered to its down position. 15. Under Jacking, click on the Solder Pot Down Start button. The LED next to Solder Pot Down illuminates green until the down limit is reached [approximately 101.6 mm (4.00 in.)] The value associated with Lead Clearance changes as the pot is lowered. When the pot is all the way down, a limit symbol displays next to the Solder Pot Down Start button. The Start button for Solder Pot Out activates. The LED next to Solder Pot Out illuminates green until the pot reaches the out limit; the out limit symbol displays next to the Solder Pot Out Start button.
13. The Solder Pot dialog box is displayed. 14. Click on the Maintenance tab.
16. Click on the Start button for Solder Pot Out.
60
2-9317-130-00-0 Rev. 1
Installation Manual
Vectra
FILL SOLDER POT WITH SOLDER
System configuration determines the capacity of the solder pot. Capacities may vary slightly. Bar, pellet, or ingot, 63/37 virgin solder is recommended. Exposure to Lead Hazard Breathing nearly invisible lead dust, can cause lead poisoning. Prior to working around the solder pot ensure the solder system ventilation is on and operating at the specifications listed in this manual. To avoid inhalation, wear the proper safety approved breathing apparatus recommended by the solder supplier for use with wave soldering equipment. Systems configured with a single wave and pump require approximately 840 kg (1850 lbs.) of solder. Systems configured with dual waves and pumps require approximately 82 kg (1810 lbs.) of solder. It is recommended extra solder be readily available. After running in a production environment, solder level drops. To maintain the recommended solder level, add solder to the pot. Load the solder pot with solder (not all of the solder will fit into the pot until it is melted).
Installation Manual
2-9317-130-00-0 Rev. 1
61
Вам также может понравиться
- SMD ManualДокумент8 страницSMD ManualJose K ManadanОценок пока нет
- Symbol LS 2208 Scanner Service ManualДокумент5 страницSymbol LS 2208 Scanner Service ManualUmer AbbasiОценок пока нет
- ZMSДокумент6 страницZMSimnithin100% (1)
- VCTA-TB880 On Line Automatic Optic Inspection (AOI) : Website: EmailДокумент4 страницыVCTA-TB880 On Line Automatic Optic Inspection (AOI) : Website: EmailqeeОценок пока нет
- DimatixДокумент2 страницыDimatixHakan Dilek0% (1)
- LED TV Manufacturers in Sonipat - TMB Electronics LED TVДокумент22 страницыLED TV Manufacturers in Sonipat - TMB Electronics LED TVRajesh AgarwalОценок пока нет
- Electrovert Electra Operation ManualДокумент170 страницElectrovert Electra Operation ManualAngerhouse50% (2)
- AS200 Operation ManualДокумент90 страницAS200 Operation Manualterabyte1980Оценок пока нет
- System Installation Manual: Bendix/King ®Документ126 страницSystem Installation Manual: Bendix/King ®Aaron JuarezОценок пока нет
- System Installation Manual: Mk-XxiДокумент108 страницSystem Installation Manual: Mk-XxiAlston SamuelОценок пока нет
- Ex2100 SesДокумент118 страницEx2100 SesAmeer Basha100% (1)
- DPEL Company ProfileДокумент13 страницDPEL Company ProfilexsnoxОценок пока нет
- Electra Voy 88911 ManualДокумент14 страницElectra Voy 88911 Manualpockyrevolution100% (1)
- MVP 2120 GlenayreДокумент160 страницMVP 2120 GlenayreJason2017Оценок пока нет
- Card Printer Ethernet User Guide - ENG L001675Документ61 страницаCard Printer Ethernet User Guide - ENG L001675kacho17Оценок пока нет
- 38th Annual National Convention: SMX Convention Center, Mall of Asia, Pasay CityДокумент1 страница38th Annual National Convention: SMX Convention Center, Mall of Asia, Pasay CityrschuaОценок пока нет
- Ex2100e GE PDFДокумент118 страницEx2100e GE PDFFerio Arsyad100% (1)
- PM600 User guide-3020IM9503Документ122 страницыPM600 User guide-3020IM9503cihigeb572Оценок пока нет
- UEENEEI157A+Inotech Controls+Handbook - V2 - 3Документ142 страницыUEENEEI157A+Inotech Controls+Handbook - V2 - 3Kim N Lewis100% (3)
- Mechanical Design of Process Plant Equipment: Engineering Design & Analysis LTDДокумент1 страницаMechanical Design of Process Plant Equipment: Engineering Design & Analysis LTDkksajjanamОценок пока нет
- ZXSDR B8200 GU360 (V4.00.100) Notification Handling ReferenceДокумент273 страницыZXSDR B8200 GU360 (V4.00.100) Notification Handling Reference123kid456Оценок пока нет
- Geh 6415 Control System Toolbox For An LS2100 Static Starter ControlДокумент245 страницGeh 6415 Control System Toolbox For An LS2100 Static Starter ControlSupolОценок пока нет
- HLN062 Microcomputer Data BookДокумент771 страницаHLN062 Microcomputer Data BookFlavio SpadaОценок пока нет
- C30 ServiceManual L000653 Rev.2.3Документ376 страницC30 ServiceManual L000653 Rev.2.3Leofler Laureta AguinaldoОценок пока нет
- LantronixДокумент45 страницLantronixJuan Lorenzo MartinОценок пока нет
- ELCINA Membership Form Feb2021Документ3 страницыELCINA Membership Form Feb2021aby mani AbrahamОценок пока нет
- Attachment Return FormДокумент2 страницыAttachment Return FormRarry JohnsonОценок пока нет
- Application Form: Tel Nos.: (086) 211-3901 Cel. No.: 09478919411Документ1 страницаApplication Form: Tel Nos.: (086) 211-3901 Cel. No.: 09478919411Rheeya PerezОценок пока нет
- SMD20000 Rev D - PC4000 Service ManualДокумент85 страницSMD20000 Rev D - PC4000 Service ManualJosé FalcãoОценок пока нет
- Q-Exactive-GC Preinstallation GuideДокумент67 страницQ-Exactive-GC Preinstallation GuideDiego BermudezОценок пока нет
- Sjzl20083748-ZXG10 ITC (V6.10.100a) Network Management Command ManualДокумент413 страницSjzl20083748-ZXG10 ITC (V6.10.100a) Network Management Command ManualPrashant MaraОценок пока нет
- Engineers GuidebookДокумент406 страницEngineers GuidebookMark TrussellОценок пока нет
- CV of Md. Kaher Siddiq - CA, WordДокумент3 страницыCV of Md. Kaher Siddiq - CA, WordSH A ONОценок пока нет
- Geh 6700Документ292 страницыGeh 6700nabil160874100% (2)
- EXAM Section A Closed Book 2007Документ9 страницEXAM Section A Closed Book 2007Krispin Fong93% (15)
- ZXG10 S8001 (V1.1) In-Door Pico Cell Base Transceiver Station User ManualДокумент57 страницZXG10 S8001 (V1.1) In-Door Pico Cell Base Transceiver Station User Manualaryanpoor73710% (1)
- CHRDR Application FormДокумент2 страницыCHRDR Application FormNifee NipsОценок пока нет
- pm600 PDFДокумент122 страницыpm600 PDFJo RoОценок пока нет
- Sjzl20084494-ZXSS10 SS1b (V2.0.1.06.1) Soft Switch Control Equipment Billing Command User GuideДокумент94 страницыSjzl20084494-ZXSS10 SS1b (V2.0.1.06.1) Soft Switch Control Equipment Billing Command User GuideKhaidem SinghОценок пока нет
- GEH-6680LCI FaultsДокумент76 страницGEH-6680LCI FaultsMuhammad IdreesarainОценок пока нет
- hdp5000 Users Guide en PDFДокумент401 страницаhdp5000 Users Guide en PDFYousri BenzagoutaОценок пока нет
- SM007 Declaration of Compliance FormДокумент1 страницаSM007 Declaration of Compliance FormBayrak AlmuhsinОценок пока нет
- 6 - Geh-6126c - Vol - II Hmi ManualДокумент386 страниц6 - Geh-6126c - Vol - II Hmi ManualBouazza100% (8)
- Fortus 900mc User GuideДокумент148 страницFortus 900mc User Guideuniauto6987Оценок пока нет
- Sellick SD-80 Operators Manual Nov 1998Документ100 страницSellick SD-80 Operators Manual Nov 1998Louis-Simon Chiasson100% (1)
- Finn-Power Turret Punch Press NC Express v6 User ManualДокумент148 страницFinn-Power Turret Punch Press NC Express v6 User ManualMarius Ovidiu FatolОценок пока нет
- Teco-Westinghouse Motores y DrivesДокумент119 страницTeco-Westinghouse Motores y DrivesGustavo AgueroОценок пока нет
- DocДокумент288 страницDocPocho OrellanaОценок пока нет
- PLC Dvp50mcДокумент1 081 страницаPLC Dvp50mcnarimanОценок пока нет
- Geh 6700DДокумент304 страницыGeh 6700DAnojan BalaОценок пока нет
- Visit ReportДокумент1 страницаVisit ReportTony ValdezОценок пока нет
- Geh 6403 Control System Toolbox For A MK6 Turbine ControllerДокумент437 страницGeh 6403 Control System Toolbox For A MK6 Turbine ControllerSupol80% (5)
- StrataSys 900mc User Guide PDFДокумент119 страницStrataSys 900mc User Guide PDFjohny2000Оценок пока нет
- SJ-20101221162809-002-Unitrans ZXONM E300 (V3.19R2P02) LCT User's Manual - 319046 PDFДокумент49 страницSJ-20101221162809-002-Unitrans ZXONM E300 (V3.19R2P02) LCT User's Manual - 319046 PDFsambaza_2Оценок пока нет
- Intermediate To Advance Electronics Troubleshooting (March 2023) IkAДокумент7 страницIntermediate To Advance Electronics Troubleshooting (March 2023) IkAArenum MustafaОценок пока нет
- Description: Tags: 97-Appendix eДокумент4 страницыDescription: Tags: 97-Appendix eanon-200310Оценок пока нет
- cp80 Plus PDFДокумент286 страницcp80 Plus PDFRaja CОценок пока нет
- Bosh Alarm Cc408 Installer ManualДокумент312 страницBosh Alarm Cc408 Installer ManualСтојаковић Ђуро100% (1)
- Geh 6414 Control System Toolbox For EX2100 Excitation ControlДокумент261 страницаGeh 6414 Control System Toolbox For EX2100 Excitation ControlSupolОценок пока нет
- SHS EpasДокумент68 страницSHS Epaslyl'vlogОценок пока нет
- Celltac MEK 6500Документ3 страницыCelltac MEK 6500RiduanОценок пока нет
- EE2401 Power System Operation and ControlДокумент93 страницыEE2401 Power System Operation and ControlPrasanth GovindarajОценок пока нет
- Intimacy and Healthy Affective Maturaity - Fa-Winter09bДокумент9 страницIntimacy and Healthy Affective Maturaity - Fa-Winter09bCarlos GiraldoОценок пока нет
- Prepper MealsДокумент22 страницыPrepper MealsmeineanmeldungenОценок пока нет
- Environmental Research and Public Health: International Journal ofДокумент12 страницEnvironmental Research and Public Health: International Journal ofKarenОценок пока нет
- B737-800 Air ConditioningДокумент7 страницB737-800 Air ConditioningReynaldoОценок пока нет
- 03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaДокумент10 страниц03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaKienstel GigantoОценок пока нет
- 2013 Audi A5 Cabriolet s5 Cabriolet 8Документ16 страниц2013 Audi A5 Cabriolet s5 Cabriolet 8Adrio BianchiОценок пока нет
- WCC PSV PDFДокумент40 страницWCC PSV PDFAlejandro RamelaОценок пока нет
- 48V 100ah LiFePO4 Battery Spec With CommunicationДокумент6 страниц48V 100ah LiFePO4 Battery Spec With CommunicationsoulmuhОценок пока нет
- TFU-Risk Assessment RA-11 - Use of Grooving & Threading MachinesДокумент1 страницаTFU-Risk Assessment RA-11 - Use of Grooving & Threading Machinesarshin wildanОценок пока нет
- 7 LevelДокумент5 страниц7 LevelACHREF RIHANIОценок пока нет
- Theories of Learning and Learning MetaphorsДокумент4 страницыTheories of Learning and Learning MetaphorsTrisha Mei Nagal50% (2)
- Decision Making in Perioperative Medicine Clinical Pearls 2021Документ351 страницаDecision Making in Perioperative Medicine Clinical Pearls 2021Dal RdzОценок пока нет
- S108T02 Series S208T02 Series: I (RMS) 8A, Zero Cross Type Low Profile SIP 4pin Triac Output SSRДокумент13 страницS108T02 Series S208T02 Series: I (RMS) 8A, Zero Cross Type Low Profile SIP 4pin Triac Output SSRnetiksОценок пока нет
- Science 7 - Q2 - M7Документ16 страницScience 7 - Q2 - M7RAMOS ERLYN P.Оценок пока нет
- Low Voltage Fixed and Automatic Power Factor Correction SystemsДокумент6 страницLow Voltage Fixed and Automatic Power Factor Correction Systemszabiruddin786Оценок пока нет
- 5: Chemical Trends - Topic Questions: Year Series Paper NumberДокумент10 страниц5: Chemical Trends - Topic Questions: Year Series Paper NumberSumaira AliОценок пока нет
- Preservative MaterialsДокумент2 страницыPreservative MaterialsmtcengineeringОценок пока нет
- Withania DSC PDFДокумент6 страницWithania DSC PDFEfsha KhanОценок пока нет
- Plasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inДокумент15 страницPlasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inSrinivasanОценок пока нет
- Cisco - Level 45Документ1 страницаCisco - Level 45vithash shanОценок пока нет
- Docu Ifps Users Manual LatestДокумент488 страницDocu Ifps Users Manual LatestLazar IvkovicОценок пока нет
- Water TreatmentДокумент13 страницWater TreatmentBayuОценок пока нет
- Exam Questions: Exam Title: Chapter MEK 8Документ4 страницыExam Questions: Exam Title: Chapter MEK 8vishnu sharmaОценок пока нет
- Sterillium Gel-MsdsДокумент9 страницSterillium Gel-MsdsVasanthakumar VenkatesanОценок пока нет
- Pineapple PDFДокумент7 страницPineapple PDFDestia AyuОценок пока нет
- Ca 2013 39Документ40 страницCa 2013 39singh1699Оценок пока нет
- ASK-M 72cells Monocrystalline Module: Key FeaturesДокумент2 страницыASK-M 72cells Monocrystalline Module: Key FeaturesNam Tran HoangОценок пока нет
- Proposal Semister ProjectДокумент7 страницProposal Semister ProjectMuket AgmasОценок пока нет
- Electric Motor Control: DC, AC, and BLDC MotorsОт EverandElectric Motor Control: DC, AC, and BLDC MotorsРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceОт EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceОценок пока нет
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОт EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОценок пока нет
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingОт EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingОценок пока нет
- Handbook on Battery Energy Storage SystemОт EverandHandbook on Battery Energy Storage SystemРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Oil companies and the energy transitionОт EverandOil companies and the energy transitionОценок пока нет
- Global Landscape of Renewable Energy FinanceОт EverandGlobal Landscape of Renewable Energy FinanceОценок пока нет
- Green Hydrogen Supply: A Guide to Policy MakingОт EverandGreen Hydrogen Supply: A Guide to Policy MakingРейтинг: 5 из 5 звезд5/5 (1)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsОт EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsРейтинг: 4.5 из 5 звезд4.5/5 (12)
- Electric Powertrain: Energy Systems, Power Electronics and Drives for Hybrid, Electric and Fuel Cell VehiclesОт EverandElectric Powertrain: Energy Systems, Power Electronics and Drives for Hybrid, Electric and Fuel Cell VehiclesОценок пока нет