Вам также может понравиться
- Slide 4 Casting Defects and Heat TreatmentДокумент58 страницSlide 4 Casting Defects and Heat TreatmentgunjanОценок пока нет
- Casting Processes CompleteДокумент49 страницCasting Processes CompleteRavi KumarОценок пока нет
- My ForgingДокумент20 страницMy ForgingRam Janm SinghОценок пока нет
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureДокумент7 страницDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Forging DefectsДокумент12 страницForging DefectsBalram JiОценок пока нет
- Casting DefectsДокумент5 страницCasting DefectsGurjinder SinghОценок пока нет
- Casting Defects - Sand Mold, Metal Casting PDFДокумент10 страницCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaОценок пока нет
- Manufacturing Processes (ME361) Lecture 25 and 27Документ40 страницManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarОценок пока нет
- Casting Inspection NDTДокумент8 страницCasting Inspection NDTdombipinОценок пока нет
- Casting ProcessesДокумент48 страницCasting ProcessessumikannuОценок пока нет
- Gas Defects:: These Are Spherical, Flattened or Elongated CavitiesДокумент3 страницыGas Defects:: These Are Spherical, Flattened or Elongated CavitiesmaniОценок пока нет
- Forging SДокумент93 страницыForging SrichardchiamОценок пока нет
- Casting DefectsДокумент22 страницыCasting DefectsDeepakKaushik100% (1)
- Casting Material CA15BASD PDFДокумент4 страницыCasting Material CA15BASD PDFAditya GuptaОценок пока нет
- Casting DefectsДокумент61 страницаCasting DefectsVikas NagarОценок пока нет
- Mechanics of Metal CuttingДокумент41 страницаMechanics of Metal CuttingBalaji ReddyОценок пока нет
- Casting DefectsДокумент35 страницCasting DefectsYaser Mohamed AbasОценок пока нет
- Defects in CastingДокумент29 страницDefects in CastingbhimsignОценок пока нет
- Forging Rolling DefectsДокумент16 страницForging Rolling DefectsAshley JacksonОценок пока нет
- Materials in Metal FormingДокумент42 страницыMaterials in Metal Formingasif100% (1)
- Defects in ForgingsДокумент13 страницDefects in ForgingsMahander Pratap Singh100% (2)
- 03 CH3 MacJul19 PDFДокумент115 страниц03 CH3 MacJul19 PDFNabilah MustafaОценок пока нет
- Forging DefectsДокумент1 страницаForging DefectsayanshonuОценок пока нет
- Casting Defects - Sand Mold, Metal Casting PDFДокумент10 страницCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaОценок пока нет
- Cordon Off - 4 (00000003)Документ1 страницаCordon Off - 4 (00000003)Anonymous PlyxbQ3tОценок пока нет
- 1) Unfilled Section:: ForgingДокумент1 страница1) Unfilled Section:: ForgingdillipОценок пока нет
- Defects in Forming ProcessДокумент7 страницDefects in Forming ProcessDhruv BhandariОценок пока нет
- Chapter-1c-Casting Defects and Remedies PDFДокумент71 страницаChapter-1c-Casting Defects and Remedies PDFakrishu100% (1)
- Casting Defects and How To Prevent Them in Your ProductsДокумент7 страницCasting Defects and How To Prevent Them in Your ProductsArun t nОценок пока нет
- Arabic Welding Defects RT PDFДокумент42 страницыArabic Welding Defects RT PDFlucianaОценок пока нет
- Introducing Cold Pilger Mill Technology - Tube and Pipe ProductionДокумент4 страницыIntroducing Cold Pilger Mill Technology - Tube and Pipe Productionribeiro30Оценок пока нет
- Foundry NoteДокумент42 страницыFoundry NotetaridanОценок пока нет
- CHAPTER 2 Press WorkingДокумент29 страницCHAPTER 2 Press WorkingDen Yogi HardiyantoОценок пока нет
- Tool Steel SelectionДокумент11 страницTool Steel SelectionSelvaraj BalasundramОценок пока нет
- A Study of Die Failure Mechanisms in Aluminum ExtrusionДокумент21 страницаA Study of Die Failure Mechanisms in Aluminum Extrusionutku_karaaslan6305Оценок пока нет
- Factors Affecting CastingДокумент6 страницFactors Affecting CastingMuhammad BilalОценок пока нет
- Weldingdefects 150915053459 Lva1 App6892 PDFДокумент22 страницыWeldingdefects 150915053459 Lva1 App6892 PDFpaolaОценок пока нет
- Resistance WeldingДокумент8 страницResistance Welding0502raviОценок пока нет
- Controlling of Forging DefectsДокумент6 страницControlling of Forging DefectsSathiyaPrakashОценок пока нет
- Forgings PDFДокумент23 страницыForgings PDFrrameshsmitОценок пока нет
- Valery Marinov, Manufacturing TechnologyДокумент168 страницValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- Zero Defect Strategy Download 17-11-09Документ9 страницZero Defect Strategy Download 17-11-09Jagadeesh NandamОценок пока нет
- Defects and Discontinuities: Boiler and Mechanical PowerДокумент78 страницDefects and Discontinuities: Boiler and Mechanical PowerthejusОценок пока нет
- Gating-Risering Sec2Документ35 страницGating-Risering Sec2jagan_4u100% (1)
- Fundamentals of Metal CastingДокумент45 страницFundamentals of Metal CastingsuntharОценок пока нет
- Extrusion ProcessДокумент24 страницыExtrusion Processchris mushunjeОценок пока нет
- A General Review of Geometric Shape ImperfectionsДокумент12 страницA General Review of Geometric Shape Imperfectionsbipete69Оценок пока нет
- On Resistance WeldingДокумент18 страницOn Resistance WeldingMadhup Kulshrestha100% (1)
- Weld RepireДокумент91 страницаWeld RepireالGINIRAL FREE FIREОценок пока нет
- Hot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaДокумент4 страницыHot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaraajmrkОценок пока нет
- Quiz FundiciónДокумент5 страницQuiz FundiciónJeankCantorОценок пока нет
- Defects AND DiscontinuitiesДокумент39 страницDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- L07 Destructive Test PDFДокумент14 страницL07 Destructive Test PDFfatinzalila100% (1)
- Solid CastДокумент55 страницSolid Castcesar_abddОценок пока нет
- Forging and Its TypesДокумент9 страницForging and Its TypesHarinath GowdОценок пока нет
- Forging DefectДокумент4 страницыForging DefectRashmi Bhatt NautiyalОценок пока нет
- FORGING Full NotesДокумент44 страницыFORGING Full NotesShaina Hayat KhanОценок пока нет
- Manufacturing Engineering II (ch3)Документ111 страницManufacturing Engineering II (ch3)AlemОценок пока нет
- Design and Drawing of Irrigation StructuresДокумент2 страницыDesign and Drawing of Irrigation StructuresnvemanОценок пока нет
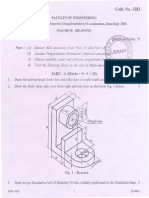
- Machine DrawingДокумент2 страницыMachine DrawingnvemanОценок пока нет
- Part-A: FA B.E. Iv/Iv (MJP) I Se AutomДокумент1 страницаPart-A: FA B.E. Iv/Iv (MJP) I Se AutomnvemanОценок пока нет
- Management Information SystemsДокумент2 страницыManagement Information SystemsnvemanОценок пока нет
- 157 - Metallurgy and Material Science (Sem - I) (Supply)Документ2 страницы157 - Metallurgy and Material Science (Sem - I) (Supply)nvemanОценок пока нет
- Philippine Ecological Solid Waste Management Act of 2000.presentationДокумент34 страницыPhilippine Ecological Solid Waste Management Act of 2000.presentationPhie Cueto100% (1)
- Cavity WallsДокумент24 страницыCavity WallsRevathi RoopiniОценок пока нет
- NMR Solvents - Unsurpassed Quality For Peak PerformanceДокумент12 страницNMR Solvents - Unsurpassed Quality For Peak PerformanceSigma-Aldrich100% (1)
- CH 11Документ35 страницCH 11nur afifahОценок пока нет
- Limit States Design in Structural Steel: G.L. Kulak and G.Y. Grondin 9 Edition, 1 Printing 2010Документ19 страницLimit States Design in Structural Steel: G.L. Kulak and G.Y. Grondin 9 Edition, 1 Printing 2010Rania Kanj KiwanОценок пока нет
- Paint DefectДокумент2 страницыPaint Defectanurag_4013100% (4)
- Licensed To Arun Kumar Das: Ceramic Unglazed Vitreous Acid Resisting Tiles - Specification (Second Revision)Документ24 страницыLicensed To Arun Kumar Das: Ceramic Unglazed Vitreous Acid Resisting Tiles - Specification (Second Revision)Indira BanerjeeОценок пока нет
- 3.2.2 Ionic BondingДокумент8 страниц3.2.2 Ionic BondingSafiya Shiraz ImamudeenОценок пока нет
- Canning of FoodДокумент4 страницыCanning of Foodkolita kamalОценок пока нет
- Atom, Molekul, Dan IonДокумент28 страницAtom, Molekul, Dan IonFelix V SОценок пока нет
- Saudi Aramco Test Report: Positive Material Identification (PMI) Report 24-Jul-18 MechДокумент2 страницыSaudi Aramco Test Report: Positive Material Identification (PMI) Report 24-Jul-18 MechnadeemОценок пока нет
- Sampling Plan PDFДокумент3 страницыSampling Plan PDFamitОценок пока нет
- 02-Rheological Investigation of The Flotation Performance of High ClayДокумент8 страниц02-Rheological Investigation of The Flotation Performance of High Clayrolandoh1Оценок пока нет
- Rubber JointДокумент1 страницаRubber JointAymen AyedОценок пока нет
- Daphne Alpha Screw 32: Lubricant Product InformationДокумент2 страницыDaphne Alpha Screw 32: Lubricant Product InformationSadid ShahzadОценок пока нет
- Guniting MethodologyДокумент3 страницыGuniting MethodologykishanОценок пока нет
- Method Statement For Painting Works: MS Number Revision Date-IssuedДокумент9 страницMethod Statement For Painting Works: MS Number Revision Date-IssuedKalai ManiОценок пока нет
- Material TestingДокумент35 страницMaterial TestinghanyОценок пока нет
- Iec60092-350 (Ed2 0) enДокумент7 страницIec60092-350 (Ed2 0) enAzad RahmanОценок пока нет
- Uranium, Uranium Alloys, and Uranium CompoundsДокумент56 страницUranium, Uranium Alloys, and Uranium CompoundsHoracio AportaОценок пока нет
- Vistalon 3666 / 8600 EPDM Rubber Dense Weatherseal - 40 Shore AДокумент2 страницыVistalon 3666 / 8600 EPDM Rubber Dense Weatherseal - 40 Shore AShalom JohnОценок пока нет
- PWHT 2.25%Cr SteelДокумент37 страницPWHT 2.25%Cr SteelDaniele CastellaniОценок пока нет
- Kolgunda Gerumara Main Road To Mahuvatnahalli Harijana ColonyДокумент36 страницKolgunda Gerumara Main Road To Mahuvatnahalli Harijana ColonyANIL KUMAR H CОценок пока нет
- Moles and Empirical FormulaДокумент11 страницMoles and Empirical FormulaZenoxu 7zОценок пока нет
- CH202 Midterm 1 2024 - Info and PracticeДокумент10 страницCH202 Midterm 1 2024 - Info and Practiceaurorascoh20Оценок пока нет
- Uench Owers: Quench Tower DesignДокумент2 страницыUench Owers: Quench Tower Designsamim_khОценок пока нет
- Platuna - Alloy 1: Umicore Electroplating Decorative Precious MetalsДокумент21 страницаPlatuna - Alloy 1: Umicore Electroplating Decorative Precious MetalsIswanto AdeОценок пока нет
- KALORIMETERДокумент8 страницKALORIMETERSeliyaОценок пока нет
- F 7377 PDFДокумент4 страницыF 7377 PDFLogan Marquez AguayoОценок пока нет