Вам также может понравиться
- Guidelines for Engineering Design for Process SafetyОт EverandGuidelines for Engineering Design for Process SafetyОценок пока нет
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- Logic Solver For Tank Overfill Protection: Moore Industries-International, Inc. - 1Документ14 страницLogic Solver For Tank Overfill Protection: Moore Industries-International, Inc. - 1Ghulam MustafaОценок пока нет
- Sharing Bpcs - SisДокумент4 страницыSharing Bpcs - Sissatan556Оценок пока нет
- Designing Instrumentation and Control For Process SafetyДокумент7 страницDesigning Instrumentation and Control For Process SafetyAdebamboAinaОценок пока нет
- When Is An Independent Protection LayerДокумент9 страницWhen Is An Independent Protection LayerChimaovu EhoroОценок пока нет
- Future Trends in Safety Instrumented Systems PDFДокумент7 страницFuture Trends in Safety Instrumented Systems PDFfitasmounirОценок пока нет
- High Integrity Pressure Protection Systems HIPPS - Angela SummersДокумент15 страницHigh Integrity Pressure Protection Systems HIPPS - Angela SummersbtjajadiОценок пока нет
- Compliant Standards?: Is Your Safety System With Today's SafetyДокумент23 страницыCompliant Standards?: Is Your Safety System With Today's Safetyinglufer100% (1)
- ESD Valve SILДокумент8 страницESD Valve SILmgkvprОценок пока нет
- Guidelines for Safe Automation of Chemical ProcessesОт EverandGuidelines for Safe Automation of Chemical ProcessesОценок пока нет
- Emerson - Best Practices in Sis DocumentationДокумент18 страницEmerson - Best Practices in Sis DocumentationLuc SchramОценок пока нет
- Sil PDFДокумент12 страницSil PDFChandrasekhar ElliahОценок пока нет
- HASILT - An - Intelligent Software Platform For HAZOP - LOPA - SRS and SIL VerificationДокумент9 страницHASILT - An - Intelligent Software Platform For HAZOP - LOPA - SRS and SIL VerificationRonyОценок пока нет
- Common Cause and Common SenseДокумент14 страницCommon Cause and Common SenseRomel RodriguezОценок пока нет
- Rizal Technological University College of Engineering, Architecture and TechnologyДокумент82 страницыRizal Technological University College of Engineering, Architecture and TechnologyJulius ChavezОценок пока нет
- CDOIF Guideline Demonstrating Prior Use v7 FinalДокумент34 страницыCDOIF Guideline Demonstrating Prior Use v7 Finaldwi rakhmatullahОценок пока нет
- TR - 84.00.02 Part1Документ108 страницTR - 84.00.02 Part1Sandra TiguaqueОценок пока нет
- Risk Acceptance Criteria: Overview of ALARP and Similar Methodologies As Practiced WorldwideДокумент40 страницRisk Acceptance Criteria: Overview of ALARP and Similar Methodologies As Practiced WorldwidePEP Zona 7Оценок пока нет
- Operational Risk Management - (Chapter 3 Tools and Techniques) PDFДокумент38 страницOperational Risk Management - (Chapter 3 Tools and Techniques) PDFMaria MirandaОценок пока нет
- Limitation and Misuse LOPAДокумент4 страницыLimitation and Misuse LOPARoslinormansyah RidwanОценок пока нет
- Depressurization WebinarДокумент15 страницDepressurization WebinarMuhammad.SaimОценок пока нет
- Ragagep White Paper PDFДокумент11 страницRagagep White Paper PDFDave CОценок пока нет
- 6826 Gruhn SafetyДокумент28 страниц6826 Gruhn SafetyvishadkapadiaОценок пока нет
- Ip 0 0 2Документ4 страницыIp 0 0 2Atan B AtanОценок пока нет
- Safety Instrumented Systems: Angela E. Summers, PH.D., P.E. SIS-TECH Solutions, LLCДокумент19 страницSafety Instrumented Systems: Angela E. Summers, PH.D., P.E. SIS-TECH Solutions, LLCsayedОценок пока нет
- Safeguarding Memorandum - EnggcyclopediaДокумент6 страницSafeguarding Memorandum - EnggcyclopediamzqaqilaОценок пока нет
- 998 2095 01 26 15ar0 - enДокумент10 страниц998 2095 01 26 15ar0 - enRichard AmorinОценок пока нет
- What Is SIL?: SIL Means Risk Reduction To A Tolerable LevelДокумент6 страницWhat Is SIL?: SIL Means Risk Reduction To A Tolerable Leveljamil voraОценок пока нет
- Annex I - SIL - Verification - ReportДокумент8 страницAnnex I - SIL - Verification - ReportRabah AmidiОценок пока нет
- Pressure Relief Smith BurgessДокумент12 страницPressure Relief Smith Burgesssammar_10Оценок пока нет
- Ringleman Chart FlareДокумент12 страницRingleman Chart FlareguhadebasisОценок пока нет
- 1 PDFДокумент8 страниц1 PDFDrina20040% (1)
- Partial Stroke Testing With Positioners and or Logic SolversДокумент6 страницPartial Stroke Testing With Positioners and or Logic Solversusman379Оценок пока нет
- Gis 30-851Документ24 страницыGis 30-851Felix JaimesОценок пока нет
- Gas Detection As A Risk Mitigation TechniqueДокумент8 страницGas Detection As A Risk Mitigation TechniqueFede Martinez100% (1)
- TA Chemicals Guide en LRДокумент24 страницыTA Chemicals Guide en LRYehor HorbatkoОценок пока нет
- PDFДокумент82 страницыPDFJupni Mulyana100% (1)
- CRP Sampling Literature PDFДокумент8 страницCRP Sampling Literature PDFgullenariОценок пока нет
- How To Perform Bow Tie AnalysisДокумент21 страницаHow To Perform Bow Tie AnalysisKareem RasmyОценок пока нет
- Trex 04152Документ68 страницTrex 04152OSDocs2012Оценок пока нет
- Improved Integration of LOPA With HAZOP Analyses: Dick Baum, Nancy Faulk, and P.E. John Pe RezДокумент4 страницыImproved Integration of LOPA With HAZOP Analyses: Dick Baum, Nancy Faulk, and P.E. John Pe RezJéssica LimaОценок пока нет
- Risk Management / Functional Safety: A Practical Approach For End Users and System IntegratorsДокумент8 страницRisk Management / Functional Safety: A Practical Approach For End Users and System IntegratorsAhmed GuevaraОценок пока нет
- Safety Instrumented SystemДокумент19 страницSafety Instrumented SystemK_S_Krishna0001Оценок пока нет
- Wyn032 PDFДокумент21 страницаWyn032 PDFWahjudi MuhammadОценок пока нет
- Safety Instrumented Systems SummersДокумент19 страницSafety Instrumented Systems SummersOussama AbderrahimОценок пока нет
- The Evaluation of Safety Barriers Using The Method LopaДокумент7 страницThe Evaluation of Safety Barriers Using The Method LopaDiegoОценок пока нет
- API Standards For Pressure Relieving SystemsДокумент1 страницаAPI Standards For Pressure Relieving SystemsKmt_AeОценок пока нет
- LOPA DefinitionДокумент49 страницLOPA DefinitionbtjajadiОценок пока нет
- AeSolutions Risk Criteria Selection and The Impacts On LOPA ResultsДокумент13 страницAeSolutions Risk Criteria Selection and The Impacts On LOPA ResultsAnonymous bHh1L1Оценок пока нет
- Efficient PHA of Non-Continuous Operating ModesДокумент25 страницEfficient PHA of Non-Continuous Operating ModesShakirОценок пока нет
- Alarm Management KPI Utilizing IMS in Offshore PlatformsДокумент91 страницаAlarm Management KPI Utilizing IMS in Offshore PlatformsbacabacabacaОценок пока нет
- S 8401 PDFДокумент110 страницS 8401 PDFNur Khunainah WahyuniОценок пока нет
- SIS Techcincal PaperДокумент58 страницSIS Techcincal PapermgkvprОценок пока нет
- Best Practices: Consider These Safety-Instrumented SystemДокумент18 страницBest Practices: Consider These Safety-Instrumented SystemardiyantoОценок пока нет
- Safeguard Maintenance Prioritization and PHA Data - Ron MukherjeeДокумент27 страницSafeguard Maintenance Prioritization and PHA Data - Ron Mukherjeeusman379Оценок пока нет
- Risk Based Process Safety DesignДокумент13 страницRisk Based Process Safety DesignVan SotОценок пока нет
- Faq Layers of Protection Analysis (Lopa)Документ6 страницFaq Layers of Protection Analysis (Lopa)OSIIQPGRISОценок пока нет
- Process Control and Industrial Automation Complete Self-Assessment GuideОт EverandProcess Control and Industrial Automation Complete Self-Assessment GuideОценок пока нет
- Exida - When Good Alarms Go Bad Learnings From Incidents - 7 Jan 2015Документ16 страницExida - When Good Alarms Go Bad Learnings From Incidents - 7 Jan 2015Luc SchramОценок пока нет
- Hima Fscs - Tuv Fse White Papers 2012Документ160 страницHima Fscs - Tuv Fse White Papers 2012Luc Schram100% (1)
- AGFA - Functional Safety Standardization ActivitiesДокумент25 страницAGFA - Functional Safety Standardization ActivitiesLuc SchramОценок пока нет
- AGFA - Functional Safety Standardization ActivitiesДокумент25 страницAGFA - Functional Safety Standardization ActivitiesLuc SchramОценок пока нет
- Exida - Getting Reliable Failure Rate Data - Jan 2018Документ9 страницExida - Getting Reliable Failure Rate Data - Jan 2018Luc SchramОценок пока нет
- Sis Training Course 1Документ8 страницSis Training Course 1santoshjshinde100% (1)
- Mil HDBK 217eДокумент538 страницMil HDBK 217eJuan PavezОценок пока нет
- Emerson - Selecting Sensors For SISДокумент13 страницEmerson - Selecting Sensors For SISLuc SchramОценок пока нет
- A Ball Valve With Safe FailuresДокумент1 страницаA Ball Valve With Safe FailuresLuc SchramОценок пока нет
- Emerson - Safety-Instrumented Systems - Focus On Measurement Diagnostics PDFДокумент11 страницEmerson - Safety-Instrumented Systems - Focus On Measurement Diagnostics PDFLuc SchramОценок пока нет
- Selecting Sensors For SISДокумент12 страницSelecting Sensors For SIShvananthОценок пока нет
- HazardEx - Understanding Functional SafetyДокумент6 страницHazardEx - Understanding Functional SafetyLuc SchramОценок пока нет
- Andreas Hildebrandt - PFD Calculation Considering Imperfect Proof TestsДокумент6 страницAndreas Hildebrandt - PFD Calculation Considering Imperfect Proof TestsLuc SchramОценок пока нет
- Example SIL Verification ReportДокумент12 страницExample SIL Verification ReportLuc SchramОценок пока нет
- Norwegian Oil and Gas Guidelines 070 Rev 3 June 2018Документ237 страницNorwegian Oil and Gas Guidelines 070 Rev 3 June 2018Emad El Gebesy100% (2)
- Pds Example Collection 24 01 11 - Open PDFДокумент52 страницыPds Example Collection 24 01 11 - Open PDFjudarangocaОценок пока нет
- Api-598-En-12266-1 Seat LeakДокумент2 страницыApi-598-En-12266-1 Seat Leakelumalai24100% (10)
- CFSE Exam Sample QuestionsДокумент6 страницCFSE Exam Sample Questionsrlimaye91% (11)
- Emerson - Best Practices in SIS DocumentationДокумент18 страницEmerson - Best Practices in SIS DocumentationLuc SchramОценок пока нет
- Comparing Falure Rates FMEDA Prediction Vs OREDA EstimationДокумент27 страницComparing Falure Rates FMEDA Prediction Vs OREDA EstimationA1gapeS2tarОценок пока нет
- Example SIL Verification ReportДокумент12 страницExample SIL Verification ReportLuc SchramОценок пока нет
- Exida Report - Final Element ConfigurationsДокумент12 страницExida Report - Final Element ConfigurationsLuc SchramОценок пока нет
- Functional Safety Practices For OperationsДокумент14 страницFunctional Safety Practices For OperationsLuc SchramОценок пока нет
- Exida - Overview of IEC 61511 PDFДокумент138 страницExida - Overview of IEC 61511 PDFLuc Schram100% (2)
- Audio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionДокумент29 страницAudio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionLuc SchramОценок пока нет
- Kenexis: FMEDA WorksheetДокумент1 страницаKenexis: FMEDA WorksheetLuc SchramОценок пока нет
- Input Device Failure Data Conversion ToolДокумент1 страницаInput Device Failure Data Conversion ToolLuc SchramОценок пока нет
- Emerson - Best Practices in Sis DocumentationДокумент18 страницEmerson - Best Practices in Sis DocumentationLuc SchramОценок пока нет
- Proven in Use WorksheetДокумент1 страницаProven in Use Worksheetesakkiraj1590Оценок пока нет
- Rockwell Process Safety BookДокумент170 страницRockwell Process Safety BookIkhtiander Ikhtiander100% (13)
- Cored Wires - ESAB - OK TubrodДокумент87 страницCored Wires - ESAB - OK TubrodElias KapaОценок пока нет
- Seismic Strengthening of Reinforced Concrete Columns With Straight Carbon Fibre Reinforced Polymer (CFRP) AnchorsДокумент15 страницSeismic Strengthening of Reinforced Concrete Columns With Straight Carbon Fibre Reinforced Polymer (CFRP) AnchorsKevin Paul Arca RojasОценок пока нет
- Fastner and Tooling Components. Fertrading Group Venezuela.Документ4 страницыFastner and Tooling Components. Fertrading Group Venezuela.Renso PiovesanОценок пока нет
- Pds Microstran LTR en LRДокумент2 страницыPds Microstran LTR en LRthaoОценок пока нет
- RE14092021Документ2 страницыRE14092021francis puthuserilОценок пока нет
- Chemical - Reactions - Balancing - Equations by JSS Feb 2019Документ34 страницыChemical - Reactions - Balancing - Equations by JSS Feb 2019Maria Alyssa MagallonОценок пока нет
- Visilume Standard Sightglass: (Also Available Complete With Wiper Assembly)Документ2 страницыVisilume Standard Sightglass: (Also Available Complete With Wiper Assembly)Dương HoàngОценок пока нет
- Thermodynamics: ENG 214 Chapter 3 - Heat & Work in Open Systems Chapter 4 - The First Law of ThermodynamicsДокумент39 страницThermodynamics: ENG 214 Chapter 3 - Heat & Work in Open Systems Chapter 4 - The First Law of ThermodynamicsGregory MacLeodОценок пока нет
- PLC Programming Case Study For Hydraulic PositioniДокумент6 страницPLC Programming Case Study For Hydraulic PositioniDicky DarmawanОценок пока нет
- Iso 5294 1989Документ9 страницIso 5294 1989a.mursadinОценок пока нет
- 10 Famous Shipping Canals of The WorldДокумент7 страниц10 Famous Shipping Canals of The Worldparth_upadhyay_1Оценок пока нет
- Alignment Test DrillingДокумент4 страницыAlignment Test DrillingVivek Fegade33% (3)
- Ammendement No.1 - List of Approved VendorsДокумент3 страницыAmmendement No.1 - List of Approved VendorsLakhwant Singh KhalsaОценок пока нет
- 3 3 3 Reverse Engineering Worksheet 1Документ4 страницы3 3 3 Reverse Engineering Worksheet 1api-275555576Оценок пока нет
- Greenshine New Energy Saves Fortuna's Beautification Efforts While Providing A Robust New Lighting SolutionДокумент2 страницыGreenshine New Energy Saves Fortuna's Beautification Efforts While Providing A Robust New Lighting SolutionPR.comОценок пока нет
- Understanding IBR 1950Документ7 страницUnderstanding IBR 1950sammar_10Оценок пока нет
- What We Offer.: RemunerationДокумент8 страницWhat We Offer.: Remunerationsurabhi mandalОценок пока нет
- Copperacetate Ammonium Nitrate Oxidation of Benzoin To BenzilДокумент12 страницCopperacetate Ammonium Nitrate Oxidation of Benzoin To BenzilDillon TrinhОценок пока нет
- Behringer EPR900 Powered Speaker SchematicsДокумент14 страницBehringer EPR900 Powered Speaker SchematicsJimОценок пока нет
- Matrix APDДокумент1 страницаMatrix APDQHSE BTGОценок пока нет
- Til 1213 R1Документ6 страницTil 1213 R1Hernan GirautОценок пока нет
- E-TON Vector ST 250 Vxl-250 St-Part ManualДокумент53 страницыE-TON Vector ST 250 Vxl-250 St-Part ManualmariusgrosyОценок пока нет
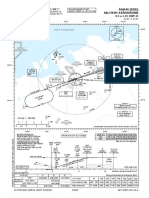
- I/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoДокумент1 страницаI/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoMIkołaj MorzeОценок пока нет
- Date Code - Osram - 1994-PresentДокумент2 страницыDate Code - Osram - 1994-PresentMuzeul LampilorОценок пока нет
- FRP Fish TanksДокумент33 страницыFRP Fish TanksA.Subin DasОценок пока нет
- Ds 50 BrochureДокумент2 страницыDs 50 BrochureRaulMesaОценок пока нет
- 07 Koolhaas Downtown Athletic ClubДокумент10 страниц07 Koolhaas Downtown Athletic ClubAndreea DituОценок пока нет
- HSE-Acoustic & Fire DoorsДокумент6 страницHSE-Acoustic & Fire DoorsInterior ProjectsОценок пока нет
- 1233 Pid 03Документ11 страниц1233 Pid 03Reza AranОценок пока нет
- User Manual Floppy To USB Emulator: ModelДокумент2 страницыUser Manual Floppy To USB Emulator: ModelRadulian DanielОценок пока нет