Вам также может понравиться
- On Plasma Arc WeldingДокумент12 страницOn Plasma Arc WeldingSandeep MauryaОценок пока нет
- Define PatternДокумент6 страницDefine PatternaadhanОценок пока нет
- Introduction To Non Conventional OperationsДокумент13 страницIntroduction To Non Conventional Operationssham javed100% (1)
- X20818 (Me6008 Ptme6008)Документ3 страницыX20818 (Me6008 Ptme6008)saranОценок пока нет
- ME8595-Thermal Engineering-II Valliammai PDFДокумент19 страницME8595-Thermal Engineering-II Valliammai PDFSiva SubramaniamОценок пока нет
- Solidification, Phase Diagrams and Phase TransformationДокумент35 страницSolidification, Phase Diagrams and Phase TransformationkrishnasaiОценок пока нет
- WeldingДокумент27 страницWeldingsuman kumarОценок пока нет
- Internship Presentation in Grupo AntolinДокумент19 страницInternship Presentation in Grupo AntolinRavi GowdaОценок пока нет
- Notes On Welding & Metal CuttingДокумент69 страницNotes On Welding & Metal CuttingSaptarshi PalОценок пока нет
- Chapter 9d FractureДокумент70 страницChapter 9d FracturenaveenaОценок пока нет
- Chapter 3 - Principles of Arc WeldingДокумент32 страницыChapter 3 - Principles of Arc Weldingsipi maseleОценок пока нет
- NTMP - EbmДокумент20 страницNTMP - EbmShuvroneil Sinha RoyОценок пока нет
- Unit 1 Physics of Welding Arc WeldingДокумент106 страницUnit 1 Physics of Welding Arc WeldingyashОценок пока нет
- Report On Heat Treatment of Plain Carbon Steel Kuet MeДокумент11 страницReport On Heat Treatment of Plain Carbon Steel Kuet MeAhmed JishanОценок пока нет
- Mf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreДокумент2 страницыMf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreNandha Gopal SenthilnathanОценок пока нет
- Physics of WeldingДокумент8 страницPhysics of WeldingAbu SaadОценок пока нет
- Forming MCQДокумент10 страницForming MCQKareem MahdyОценок пока нет
- Plasma Arc MachiningДокумент18 страницPlasma Arc MachiningStephen WeiОценок пока нет
- Abrasive Jet MachiningДокумент12 страницAbrasive Jet MachiningTejas SuratiОценок пока нет
- Experiment 6Документ3 страницыExperiment 6Subhasis BiswalОценок пока нет
- Assignment Non Conventional MachiningДокумент5 страницAssignment Non Conventional Machiningkapun kumar nayak100% (1)
- ME8792 2marksДокумент31 страницаME8792 2marksRajОценок пока нет
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Документ4 страницыWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Оценок пока нет
- Heat TreatmentДокумент24 страницыHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- 06-Fatigue and Creep of Materials - F17 PDFДокумент23 страницы06-Fatigue and Creep of Materials - F17 PDFsabavoonОценок пока нет
- Explosion Welding SeminarДокумент22 страницыExplosion Welding Seminarvaibhavsawal100% (1)
- Introduction To Arc Welding: Information Sheet - "Документ14 страницIntroduction To Arc Welding: Information Sheet - "Eahbm KaduОценок пока нет
- Welding - GATE QuestionsДокумент1 страницаWelding - GATE QuestionsJo75% (4)
- Welding Consumable For Piping Work (UAIL Project)Документ7 страницWelding Consumable For Piping Work (UAIL Project)Karthik100% (1)
- Manufacturing Processes (ME361) Lecture 25 and 27Документ40 страницManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarОценок пока нет
- Manufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaДокумент35 страницManufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaSahil SundaОценок пока нет
- Electrode Converted Into TextДокумент14 страницElectrode Converted Into TextNeha NimbarkОценок пока нет
- Engineering Materials Questions and AnswersДокумент4 страницыEngineering Materials Questions and AnswersEmıły WınıfredОценок пока нет
- ME3393 Manufacturing Processes 03 - by LearnEngineering - inДокумент37 страницME3393 Manufacturing Processes 03 - by LearnEngineering - inUrbhi SahaОценок пока нет
- 2.1 Solidification, Imperfection (Defect) in Solids, and DiffusionДокумент54 страницы2.1 Solidification, Imperfection (Defect) in Solids, and Diffusionjun005Оценок пока нет
- Charpy Impact TestДокумент2 страницыCharpy Impact TestAnonymous QmVGKZSM100% (1)
- ME 2202 - PPP Casting-03Документ63 страницыME 2202 - PPP Casting-03Satyajeet SahooОценок пока нет
- Practise Question (Calculations) AnswerДокумент26 страницPractise Question (Calculations) AnswerYeo JosephОценок пока нет
- Resistance WeldingДокумент18 страницResistance WeldingAnand JainОценок пока нет
- MIG Welding Vs Oxy - Docx Aasiemnet 2Документ9 страницMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahОценок пока нет
- TEM Lecture CrystallineДокумент30 страницTEM Lecture CrystallineSyed Abdul AhadОценок пока нет
- Welding Lecture 1 Welding IntroductionДокумент42 страницыWelding Lecture 1 Welding IntroductionAdel AbdelmaboudОценок пока нет
- Classification of Casting TechniquesДокумент16 страницClassification of Casting TechniquesRehan SharmaОценок пока нет
- Unit 2-Chapter 6 - Heat Treatment of MetalsДокумент55 страницUnit 2-Chapter 6 - Heat Treatment of Metalssainath reddy kesam reddyОценок пока нет
- To Investigate and Study The Process and Working of TIG Welding Its AdvantagesДокумент5 страницTo Investigate and Study The Process and Working of TIG Welding Its AdvantagesRao MaazОценок пока нет
- Solid State WeldingДокумент61 страницаSolid State Weldingakramakram123Оценок пока нет
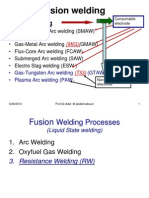
- Welding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Документ30 страницWelding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Adel AbdelmaboudОценок пока нет
- AMIE Question Papers-1Документ14 страницAMIE Question Papers-1Bipin BabuОценок пока нет
- Chapter 17 - CorrosionДокумент11 страницChapter 17 - CorrosionmuthuhcuОценок пока нет
- Ch31 Solid-State WeldingДокумент28 страницCh31 Solid-State WeldingNaveen KumarОценок пока нет
- Applications of WeldingДокумент14 страницApplications of WeldingFarah NazОценок пока нет
- Foundry Technology VtuДокумент5 страницFoundry Technology VtuGosaye Desalegn0% (1)
- Source of HeatДокумент9 страницSource of HeatSreekumar RajendrababuОценок пока нет
- Evaporative Pattern Casting Epc PDFДокумент2 страницыEvaporative Pattern Casting Epc PDFLauraОценок пока нет
- Welding Lecture 5 Solid State Welding Processes ( - )Документ20 страницWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudОценок пока нет
- Unit 2: Heat Treatment of Iron and SteelsДокумент24 страницыUnit 2: Heat Treatment of Iron and SteelsRahul kumarОценок пока нет
- wk7 (3) - Fe-C SystemДокумент12 страницwk7 (3) - Fe-C Systemsaeed khaledОценок пока нет
- Cyaniding: M.Venkatesh Prabhu SPG 16 1431Документ11 страницCyaniding: M.Venkatesh Prabhu SPG 16 1431Sathu satishОценок пока нет
- Gas WeldingДокумент15 страницGas WeldingParishey JahanzaibОценок пока нет
- Lab Manual AutomobileДокумент9 страницLab Manual AutomobileJyoti SharmaОценок пока нет
- (Unless Otherwise Specified, Dimensions Are in Inches.) 1.: Autocad Tutorial: 2D Fundamentals Add-1Документ10 страниц(Unless Otherwise Specified, Dimensions Are in Inches.) 1.: Autocad Tutorial: 2D Fundamentals Add-1shaikhaziz84Оценок пока нет
- Internal Combustion Engines by R K Rajput PDFДокумент793 страницыInternal Combustion Engines by R K Rajput PDFJyoti SharmaОценок пока нет
- Interview QuestionsДокумент18 страницInterview QuestionsJyoti SharmaОценок пока нет
- I C Engines & Compressors L T P 3 1 0 Unit-1Документ2 страницыI C Engines & Compressors L T P 3 1 0 Unit-1Jyoti SharmaОценок пока нет
- Ic AssignmentДокумент5 страницIc AssignmentJyoti SharmaОценок пока нет
- Assignment NO.1Документ5 страницAssignment NO.1Jyoti SharmaОценок пока нет
- Dynamics of Machine Nme-603Документ4 страницыDynamics of Machine Nme-603Jyoti SharmaОценок пока нет
- MCQ CamДокумент9 страницMCQ CamJyoti Sharma33% (3)
- Computer-Integrated Manufacturing (CIM)Документ4 страницыComputer-Integrated Manufacturing (CIM)Jyoti SharmaОценок пока нет
- PMBOK Version 5 - What Are The Changes?: Project Management Institute - Baltimore ChapterДокумент23 страницыPMBOK Version 5 - What Are The Changes?: Project Management Institute - Baltimore ChapterJyoti SharmaОценок пока нет
- Chapter 17 Coordinate Measuring Machines PDFДокумент13 страницChapter 17 Coordinate Measuring Machines PDFJyoti SharmaОценок пока нет
- PolicyДокумент3 страницыPolicyJyoti SharmaОценок пока нет
- BTD Avail Irr 1-AKBДокумент17 страницBTD Avail Irr 1-AKBJyoti SharmaОценок пока нет
- 6472 - Sidekick Plus PDFДокумент2 страницы6472 - Sidekick Plus PDFNoor CanoОценок пока нет
- 2.TT Ref620Документ21 страница2.TT Ref620Nermina MalićevićОценок пока нет
- Impedance TransformationДокумент4 страницыImpedance TransformationabubakarshaОценок пока нет
- Technical Specification Compliance HT - 1 Panel - 24072020 - Smart Electric (ABB)Документ48 страницTechnical Specification Compliance HT - 1 Panel - 24072020 - Smart Electric (ABB)Muthu KumaranОценок пока нет
- Ledsmagazine Ene2014Документ124 страницыLedsmagazine Ene2014henlopОценок пока нет
- Narrative Report in Physics MidtermДокумент5 страницNarrative Report in Physics MidtermAshner NovillaОценок пока нет
- 100W MOSFET Power Amplifier CircuitДокумент9 страниц100W MOSFET Power Amplifier CircuitMallickarjuna A.SОценок пока нет
- Punteadora MillerДокумент32 страницыPunteadora Millermeseher1807Оценок пока нет
- R5310205-Electrical Machines - IIIДокумент4 страницыR5310205-Electrical Machines - IIIsivabharathamurthyОценок пока нет
- Noise Control in Strain Gage Measurements: Strain Gages and InstrumentsДокумент8 страницNoise Control in Strain Gage Measurements: Strain Gages and Instrumentsnsk143446Оценок пока нет
- Annamacharya Institute of Technology & Sciences TirupatiДокумент1 страницаAnnamacharya Institute of Technology & Sciences Tirupatisreekanth2728Оценок пока нет
- Electrical Discharge MachiningДокумент14 страницElectrical Discharge MachiningHamdhan Syawal Mohd SuhaimiОценок пока нет
- Eaton 15kV Current Limiting FusesДокумент78 страницEaton 15kV Current Limiting FusespwmvsiОценок пока нет
- AC Tech MC1000 Drives Installation Operation Manual PDFДокумент82 страницыAC Tech MC1000 Drives Installation Operation Manual PDFRajeevAgrawal100% (1)
- Transistor 2021 Pag 3Документ6 страницTransistor 2021 Pag 3StuxnetОценок пока нет
- K Uniflair Ug30Документ48 страницK Uniflair Ug30Myka MykОценок пока нет
- HISAC Ultima - Test Report: HeaderДокумент2 страницыHISAC Ultima - Test Report: HeaderAnil KumarОценок пока нет
- Fundamentals of 3 Phase Power MeasurementsДокумент5 страницFundamentals of 3 Phase Power MeasurementsADITYAVISHNU 19EE002Оценок пока нет
- Electric Vehicle Charging Distribution BoardsДокумент5 страницElectric Vehicle Charging Distribution Boardselectroplex56Оценок пока нет
- VA7208 VimicroДокумент11 страницVA7208 VimicroHimanshuDixitОценок пока нет
- VT FuzeДокумент26 страницVT Fuze郭芛宏Оценок пока нет
- c2. Batteries and EvДокумент35 страницc2. Batteries and EvDuc TranОценок пока нет
- Video Cart: Function and Intended ApplicationДокумент8 страницVideo Cart: Function and Intended ApplicationRaymundo Olayo EspírituОценок пока нет
- Energy Energy Energy: Sector Report Sector Report SectorДокумент44 страницыEnergy Energy Energy: Sector Report Sector Report Sectorchengo003Оценок пока нет
- Furse Datasheet Bimetallic Connectors DGT 281021Документ2 страницыFurse Datasheet Bimetallic Connectors DGT 281021KhaledОценок пока нет
- FP Engineered and Specialty Transformer CatalogДокумент40 страницFP Engineered and Specialty Transformer CatalogBENSON MAKWABAОценок пока нет
- PracticalElectronicsSeptember2022 PDFДокумент76 страницPracticalElectronicsSeptember2022 PDFsameinsОценок пока нет
- Overvoltage Repair Manual SEPT 2015Документ143 страницыOvervoltage Repair Manual SEPT 2015Luis Humberto AguilarОценок пока нет
- Dual Operational Amplifier: NJM4560D, NJM4560M, NJM4560E NJM4560LДокумент5 страницDual Operational Amplifier: NJM4560D, NJM4560M, NJM4560E NJM4560LBeroxi MihaiОценок пока нет
- Water Level Indicator: Scope, Researches and Key FeaturesДокумент9 страницWater Level Indicator: Scope, Researches and Key Featurespriyansh256100% (1)