Вам также может понравиться
- Diseño Práctico De Cimentaciones Sujetas a Vibración Producida Por MaquinariaОт EverandDiseño Práctico De Cimentaciones Sujetas a Vibración Producida Por MaquinariaОценок пока нет
- Alivio de Tensiones Mediamte VibracionalДокумент8 страницAlivio de Tensiones Mediamte Vibracionalwilder_wОценок пока нет
- Alivio de Tensiones PDFДокумент4 страницыAlivio de Tensiones PDFalex roОценок пока нет
- Vibraciones Con AmortiguamientoДокумент17 страницVibraciones Con AmortiguamientoEleonaiОценок пока нет
- Tensiones ResidualesДокумент4 страницыTensiones ResidualesAlfonsoAlvitesОценок пока нет
- Problemas Causados Por VibracionДокумент13 страницProblemas Causados Por VibracionCHITO 87Оценок пока нет
- Actividad Final VibracionesДокумент8 страницActividad Final VibracionesLeinad RialdaОценок пока нет
- Informe de Laboratorio 2Документ11 страницInforme de Laboratorio 2Ricardo UsecheОценок пока нет
- Presentación Fallas 2Документ37 страницPresentación Fallas 2Donadoni QuispeОценок пока нет
- San-Soldadura Por Resistencia PDFДокумент5 страницSan-Soldadura Por Resistencia PDFAngelОценок пока нет
- Fatiga MecanicaДокумент11 страницFatiga MecanicaDiego Gallardo Cavero0% (1)
- Trabajo 1 Procesos de Manufactura.Документ14 страницTrabajo 1 Procesos de Manufactura.Joel LeeОценок пока нет
- Qué Son Las VibracionesДокумент5 страницQué Son Las VibracionesMagdiel Romero VazquesОценок пока нет
- Esfuerzos Residuales en Piezas SoldadasДокумент13 страницEsfuerzos Residuales en Piezas SoldadasCARLOS ALBERTO PAMPLONA LIMA100% (1)
- Una alternativa al tratamiento térmico para el estabilizado de tensionesДокумент11 страницUna alternativa al tratamiento térmico para el estabilizado de tensioneselperezОценок пока нет
- Estabilizado de Tensiones Por Vibración PDFДокумент11 страницEstabilizado de Tensiones Por Vibración PDFElmostro2Оценок пока нет
- Vibraciones MecanicasДокумент42 страницыVibraciones MecanicasAnonymous b84K3l00v100% (1)
- Vibraciones Con AmortiguamientoДокумент17 страницVibraciones Con AmortiguamientoEleonai100% (1)
- Vibraciones MecanicasДокумент14 страницVibraciones MecanicasluisrengОценок пока нет
- Asignacion 2 Dinamica AplicadaДокумент3 страницыAsignacion 2 Dinamica AplicadaIsaac AbregoОценок пока нет
- Soldadura Por ResistenciaДокумент5 страницSoldadura Por ResistenciaEmerson Müller Juarez AvilaОценок пока нет
- 7 FatigaДокумент11 страниц7 FatigaEma AraujoОценок пока нет
- Ensayo de FatigaДокумент7 страницEnsayo de FatigaKathy NateraОценок пока нет
- Pendulo Invertido FCP REV1Документ16 страницPendulo Invertido FCP REV1Alessandra TacoОценок пока нет
- Mecanismo de Endurecimiento Por DeformacionДокумент4 страницыMecanismo de Endurecimiento Por DeformacionIvan ReynaОценок пока нет
- Tutorial Estudio de Fatiga FEMДокумент50 страницTutorial Estudio de Fatiga FEMAby ValenzuelaОценок пока нет
- Vibración Torsional Con Amortiguación ViscosaДокумент22 страницыVibración Torsional Con Amortiguación ViscosaLaliitaegcОценок пока нет
- PRACTICA 1 Auxiliatura (MARTINEZ)Документ5 страницPRACTICA 1 Auxiliatura (MARTINEZ)Adan Lopez MuñozОценок пока нет
- Problemas Causados Por La VibraciónДокумент26 страницProblemas Causados Por La VibraciónVictor Villanueva Burgos50% (2)
- Aplicación de Las Vibraciones Mecánicas en La Ingenieria IndustrialДокумент24 страницыAplicación de Las Vibraciones Mecánicas en La Ingenieria Industrialwillykb248475% (12)
- Mecanizado UltrasonicoДокумент73 страницыMecanizado UltrasonicoEduardo Bautista100% (1)
- Alivio Tensiones Por VibracionДокумент13 страницAlivio Tensiones Por VibracionDaniel LlorenteОценок пока нет
- Vibraciones de un grado de libertadДокумент22 страницыVibraciones de un grado de libertadLuis Morales SalvatierraОценок пока нет
- Sem 2 Vibraciones - Sistemas de Un Grado de Libertad PDFДокумент22 страницыSem 2 Vibraciones - Sistemas de Un Grado de Libertad PDFCarlos CácedaОценок пока нет
- Pre Informe 2Документ7 страницPre Informe 2Jonathan Rodriguez RoaОценок пока нет
- Ensayos de FatigaДокумент18 страницEnsayos de FatigaJl DíazОценок пока нет
- Práctica de Laboratorio 3. Conformado de Metales LaminaciónДокумент6 страницPráctica de Laboratorio 3. Conformado de Metales LaminaciónKatherineBurbanoОценок пока нет
- Alivio de Tensiones Por VibraciónДокумент4 страницыAlivio de Tensiones Por VibraciónRectiamerica AtrОценок пока нет
- Teorias de Falla Por FatigaДокумент9 страницTeorias de Falla Por FatigaHugo Miño Carrasco67% (3)
- Análisis VibracionalДокумент51 страницаAnálisis VibracionalWilliam Javier Alcantara CastilloОценок пока нет
- Unidad 2-Sem 6-Clase 1b-Propiedades Impacto FatigaДокумент53 страницыUnidad 2-Sem 6-Clase 1b-Propiedades Impacto Fatigaroberto carlos zamoraОценок пока нет
- Ensayo de tracción en acero para determinar propiedades mecánicasДокумент7 страницEnsayo de tracción en acero para determinar propiedades mecánicasMARINA SAAVEDRA CAMACHOОценок пока нет
- Exposición TraccionДокумент26 страницExposición TraccionAdrián Contreras JiménezОценок пока нет
- La FatigaДокумент7 страницLa FatigacristianОценок пока нет
- Ensayo de FatigaДокумент5 страницEnsayo de FatigaORH12323Оценок пока нет
- Práctica 4 - Lab - Din.maq. - Labrador y MercadoДокумент22 страницыPráctica 4 - Lab - Din.maq. - Labrador y MercadoSuzam LabradorОценок пока нет
- Tensiones y DeformacionesДокумент23 страницыTensiones y Deformacioneseddi0403Оценок пока нет
- Teorías de la fatiga en materialesДокумент9 страницTeorías de la fatiga en materialesvanesita121999Оценок пока нет
- Trabajo Practico #1 - Esfuerzos en Elementos de Maquinas TeoriaДокумент65 страницTrabajo Practico #1 - Esfuerzos en Elementos de Maquinas Teoriaalito BizzottoОценок пока нет
- Ensayos de Materiales Dureza Traccion Resiliencia Compresion y FatigaДокумент3 страницыEnsayos de Materiales Dureza Traccion Resiliencia Compresion y FatigakkantabroОценок пока нет
- Tarea 3 Wong VibracionesДокумент13 страницTarea 3 Wong VibracionesAna WongОценок пока нет
- Medición y corrección de vibraciones mecánicasДокумент15 страницMedición y corrección de vibraciones mecánicasPedro0% (1)
- TEORÍAS DE FALLA KaryДокумент6 страницTEORÍAS DE FALLA KaryKARINAОценок пока нет
- Estabilizado Por VibracionДокумент5 страницEstabilizado Por VibracionelmardaОценок пока нет
- Clase DM9aДокумент46 страницClase DM9aAndrea M. Davila CamposОценок пока нет
- Resistencia A La Flexion - 3Документ13 страницResistencia A La Flexion - 3Hans abanto floresОценок пока нет
- Guía para el análisis y solución de problemas de resistencia de materialesОт EverandGuía para el análisis y solución de problemas de resistencia de materialesОценок пока нет
- Ultrasonidos: Nivel IIОт EverandUltrasonidos: Nivel IIРейтинг: 5 из 5 звезд5/5 (1)
- WEG-Manual Clasico WCHДокумент68 страницWEG-Manual Clasico WCHgabriel147258369Оценок пока нет
- Golpe de Ariete CompletoДокумент1 страницаGolpe de Ariete Completokepr2Оценок пока нет
- 480 2222 1 PBДокумент12 страниц480 2222 1 PBgabriel147258369Оценок пока нет
- Ref 8Документ1 страницаRef 8gabriel147258369Оценок пока нет
- Tabla 5.1.1: Dimensiones Tubería HDPE-Duratec PE 100 (Norma ISO 4427)Документ2 страницыTabla 5.1.1: Dimensiones Tubería HDPE-Duratec PE 100 (Norma ISO 4427)Gilberto Gutierrez Gutierrez100% (1)
- LigualДокумент4 страницыLigualgabriel147258369Оценок пока нет
- BD 377 Es Eu - L PDFДокумент4 страницыBD 377 Es Eu - L PDFgabriel147258369Оценок пока нет
- Tabla de Presión de Vapor de Agua Líquida y HieloДокумент2 страницыTabla de Presión de Vapor de Agua Líquida y HieloMeiser B. Gamboa100% (1)
- Carnicer Royo E. - Teoría y Cálculo de Instalaciones de Aire ComprimidoДокумент163 страницыCarnicer Royo E. - Teoría y Cálculo de Instalaciones de Aire ComprimidoYobany López Diaz100% (20)
- PDS AutoPIPE LTR ES LRДокумент2 страницыPDS AutoPIPE LTR ES LRgabriel147258369Оценок пока нет
- Modificaciones Ds 594Документ11 страницModificaciones Ds 594Ariel Araya GonzalezОценок пока нет
- es-pdf-PDF g38773 Es PDFДокумент46 страницes-pdf-PDF g38773 Es PDFgabriel147258369Оценок пока нет
- Unidad 7Документ8 страницUnidad 7carlos_rueda_10Оценок пока нет
- Manual Del FaeneroДокумент68 страницManual Del FaeneropablodugalОценок пока нет
- Tornillos GeneralidadesДокумент63 страницыTornillos GeneralidadesWinsy Johan Diaz VanegasОценок пока нет
- Aire ComprimidoДокумент125 страницAire Comprimidolluisclarens100% (2)
- Vibraciones Mec 2011. Cap 2 PDFДокумент41 страницаVibraciones Mec 2011. Cap 2 PDFNibaldo BernardoОценок пока нет
- CD 2634Документ167 страницCD 2634gabriel147258369Оценок пока нет
- Vibraciones en La IndustriaДокумент2 страницыVibraciones en La Industriaelpsiko2075Оценок пока нет
- Guía DE SELECCION DE MOTORES AbbДокумент134 страницыGuía DE SELECCION DE MOTORES Abbjoaquinmur100% (2)
- Cálculo del derrateo de voltaje en cintas eléctricas por altitudДокумент1 страницаCálculo del derrateo de voltaje en cintas eléctricas por altitudehermosilla421867% (9)
- Simbologia Neumática e HidraúlicaДокумент10 страницSimbologia Neumática e Hidraúlicarpo2010100% (15)
- ASMEДокумент192 страницыASMEFernandez Guillermo100% (1)
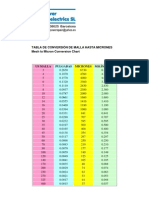
- Tabla de Conversion de Malla A MicronesДокумент1 страницаTabla de Conversion de Malla A MicronesJonas Medina100% (1)
- ProgrammaДокумент6 страницProgrammagabriel147258369Оценок пока нет
- TL IgualДокумент4 страницыTL Igualgabriel1472583690% (1)
- 8 Vibraciones en Maquinas y Mantenimiento PredictivoДокумент54 страницы8 Vibraciones en Maquinas y Mantenimiento Predictivobetico38Оценок пока нет
- Valores de torque normales sugeridos para elementos de sujeción industrialДокумент3 страницыValores de torque normales sugeridos para elementos de sujeción industrialgabriel147258369Оценок пока нет
- Cf-Barrera SM PDFДокумент46 страницCf-Barrera SM PDFcaloxgОценок пока нет
- Cintac Pags.54 55Документ3 страницыCintac Pags.54 55gabriel147258369Оценок пока нет
- Los 5 Primeros Libros de VitrubioДокумент41 страницаLos 5 Primeros Libros de VitrubioDaniela VillaОценок пока нет
- BonusДокумент40 страницBonusFelix Jesus Cervantes Soria100% (1)
- Numero Reynolds, Ecuación de PousevilleДокумент7 страницNumero Reynolds, Ecuación de PousevilleChristopher Cabrera60% (5)
- Diseño de Puente de 30 M de LuzДокумент28 страницDiseño de Puente de 30 M de LuzHenry Hoyos100% (1)
- Informe de AdministraciónДокумент4 страницыInforme de AdministraciónLasColinas TurbacoОценок пока нет
- Ets Ordinario Junio 2019Документ1 страницаEts Ordinario Junio 2019carlosОценок пока нет
- Principios de Sistemas de Polímeros Rodriguez FДокумент589 страницPrincipios de Sistemas de Polímeros Rodriguez FLuciernaga Za100% (1)
- Wilcom Actualización Manual de Usuario 9.0Документ59 страницWilcom Actualización Manual de Usuario 9.0ccoco10100% (1)
- Qué Es La Confiabilidad HumanaДокумент16 страницQué Es La Confiabilidad HumanaIvan Jose HerreraОценок пока нет
- Memoria Descriptiva - ElpuertodocДокумент7 страницMemoria Descriptiva - Elpuertodoclobo30Оценок пока нет
- Memoria Descriptiva ScotiabankДокумент8 страницMemoria Descriptiva ScotiabankchanchituОценок пока нет
- Construccion DL Ponton KM 1217+000 y Accesos Volumen VI PDFДокумент88 страницConstruccion DL Ponton KM 1217+000 y Accesos Volumen VI PDFTeresa Rivera VilchezОценок пока нет
- M71a7000 - FichaДокумент1 страницаM71a7000 - FichaTiffany ValeraОценок пока нет
- Columbia Driver's Manual 2017 JL7817Документ210 страницColumbia Driver's Manual 2017 JL7817James Scott Valderrama RiscoОценок пока нет
- Diseño transportador helicoidal plomo 12ftДокумент48 страницDiseño transportador helicoidal plomo 12ftAlvaro RamirezОценок пока нет
- IluminaciónДокумент6 страницIluminaciónMaria Camila Corredor RОценок пока нет
- Especificaciones Del Nokia 7230Документ9 страницEspecificaciones Del Nokia 7230urioleteОценок пока нет
- Aceros Aleados para HerramientasДокумент14 страницAceros Aleados para HerramientasLisbethM100% (1)
- Apuntes Procedimientos Const. IДокумент119 страницApuntes Procedimientos Const. IAR Ramsés100% (1)
- Fester Imperfacil No Mas Goteras CintaДокумент2 страницыFester Imperfacil No Mas Goteras CintaCHRISTIAN JAVIER CASTRO PACHECOОценок пока нет
- MecII Guia01Документ5 страницMecII Guia01Cristobal Eduardo Robledo MedallaОценок пока нет
- DISEÑO Y CONSTRUCCION DE TUBERIASДокумент8 страницDISEÑO Y CONSTRUCCION DE TUBERIASIsrael Avendaño AguilarОценок пока нет
- Impacto Ambiental de Las Centrales TermoeléctricasДокумент16 страницImpacto Ambiental de Las Centrales TermoeléctricasOsvaldo Antonio Flores CruzОценок пока нет
- Internet de Las CosasДокумент4 страницыInternet de Las CosasAbelОценок пока нет
- Manual de Operación de PozosДокумент52 страницыManual de Operación de PozosHECTOR CARLIN100% (2)
- Diodo Láser: Introducción y AplicacionesДокумент12 страницDiodo Láser: Introducción y AplicacionesGustavo TorchiaОценок пока нет
- Curso Propedeutico Maestra Ana Fletes Maestro Jesus LopezДокумент35 страницCurso Propedeutico Maestra Ana Fletes Maestro Jesus LopezHugo LpezОценок пока нет
- Ejemplo de Minimización Modelo EstandarДокумент2 страницыEjemplo de Minimización Modelo Estandarhernan0% (1)
- Diagrama de Ishikawa y herramientas de calidadДокумент2 страницыDiagrama de Ishikawa y herramientas de calidadAle CorreaОценок пока нет
- s10 2005 para WindowsДокумент4 страницыs10 2005 para WindowsLeonard Gonzalo Saavedra AstopilcoОценок пока нет