Вам также может понравиться
- Material Handling Equipment World Summary: Market Values & Financials by CountryОт EverandMaterial Handling Equipment World Summary: Market Values & Financials by CountryОценок пока нет
- SAES-L-470 PDF Download - Trenchless Pipelines Construction - PDFYARДокумент7 страницSAES-L-470 PDF Download - Trenchless Pipelines Construction - PDFYARZahidRafiqueОценок пока нет
- Rotary PipeCLADДокумент7 страницRotary PipeCLADsafari7Оценок пока нет
- KhairulДокумент244 страницыKhairulAyie KhairiОценок пока нет
- APGA Code of Practice For Upstream PE Gathering Lines in The CSG IndustryДокумент174 страницыAPGA Code of Practice For Upstream PE Gathering Lines in The CSG Industrydamian o'connorОценок пока нет
- Pipeline DryingДокумент2 страницыPipeline DryingAriel Anasco100% (2)
- NG01023000 - Technical IttДокумент52 страницыNG01023000 - Technical IttendyОценок пока нет
- Igat6 D PL Me SPC 0005 Rev02 Spec For Insulating JointДокумент13 страницIgat6 D PL Me SPC 0005 Rev02 Spec For Insulating Jointamini_mohiОценок пока нет
- ILI Pipeline CostДокумент3 страницыILI Pipeline CostyogacruiseОценок пока нет
- Egp ReportДокумент109 страницEgp ReportvyshnapramodОценок пока нет
- 2016 - ROSEN and Petronas Carigali - Contract SealedДокумент2 страницы2016 - ROSEN and Petronas Carigali - Contract SealedAkin MuhammadОценок пока нет
- Gas Industry Standard: GIS/PL2-2:2008Документ83 страницыGas Industry Standard: GIS/PL2-2:2008nedalinaОценок пока нет
- Procedure For Test Header CertificationДокумент16 страницProcedure For Test Header CertificationAdeoye OgunlamiОценок пока нет
- 2001 Speed Control of Pig Using Bypass Flow in Natural Gas Pipeline PDFДокумент6 страниц2001 Speed Control of Pig Using Bypass Flow in Natural Gas Pipeline PDFvictorc.galvaoОценок пока нет
- Pressure Testing of Pipeline Systems (Version 1.1.0, MAY 2013)Документ46 страницPressure Testing of Pipeline Systems (Version 1.1.0, MAY 2013)Amit SharmaОценок пока нет
- Lowering of PipelineДокумент5 страницLowering of PipelineLarry Ubu100% (1)
- Bill of Material - Globe Valve - Model 3000Документ1 страницаBill of Material - Globe Valve - Model 3000RAVIKIRAN BARDEОценок пока нет
- Tank Fabrication & ErectionДокумент72 страницыTank Fabrication & ErectionPramod GrОценок пока нет
- Pig Launcher Data Sheet 91303 - 8 InchДокумент4 страницыPig Launcher Data Sheet 91303 - 8 InchSinaОценок пока нет
- Hydrostatic Test of Pandi WaterДокумент7 страницHydrostatic Test of Pandi WaterOscar C. GabinayОценок пока нет
- SNO P GS 001 Rev0 EPC General RequirementДокумент160 страницSNO P GS 001 Rev0 EPC General Requirementaike_5Оценок пока нет
- Brochure Offshore&Linepipe EДокумент24 страницыBrochure Offshore&Linepipe Epark1112Оценок пока нет
- Pipeline ProcedureДокумент26 страницPipeline ProcedurekeronsОценок пока нет
- Trepanning Positioning Welding ManualДокумент14 страницTrepanning Positioning Welding ManualGovindan PerumalОценок пока нет
- Pipe SwabsДокумент2 страницыPipe SwabsadammzjinОценок пока нет
- M/s Techno Electric & Engg - Co.Limited, 88, Skipper Corner, 508-509, Nehru Place, New Delhi-110019Документ2 страницыM/s Techno Electric & Engg - Co.Limited, 88, Skipper Corner, 508-509, Nehru Place, New Delhi-110019Pintu ChakrabortyОценок пока нет
- Equipment Delivery Erection Schedule-PCB Project 1Документ1 страницаEquipment Delivery Erection Schedule-PCB Project 1K.praveenОценок пока нет
- Enppi Profile SummaryДокумент38 страницEnppi Profile SummarySijo XaviarОценок пока нет
- Field Hydrotest Manual UndergroundДокумент8 страницField Hydrotest Manual UndergroundPhuoc PhuОценок пока нет
- OE CORP ENG TN 0001 Rev C1 Pre Commissioning Overview PipelinesДокумент20 страницOE CORP ENG TN 0001 Rev C1 Pre Commissioning Overview PipelinesĐiệnBiênNhâmОценок пока нет
- Section 03210 Epoxy Coated Concrete ReinforcementДокумент7 страницSection 03210 Epoxy Coated Concrete ReinforcementgulzamanОценок пока нет
- Rabigh 2×660 MW Ipp ProjectДокумент50 страницRabigh 2×660 MW Ipp Projectfaisal jasim100% (1)
- GSW-NG01017640-GEN-LA7303-00002 - Material Requisition For Pig Launcher and Receiver - D01Документ22 страницыGSW-NG01017640-GEN-LA7303-00002 - Material Requisition For Pig Launcher and Receiver - D01Nnamdi Umezuruike100% (1)
- CVMCДокумент4 страницыCVMCAzhar HussainОценок пока нет
- Method Statement For Invert ExcavationДокумент7 страницMethod Statement For Invert ExcavationAnshul KushwahaОценок пока нет
- SAR Factory Company ProfileДокумент20 страницSAR Factory Company ProfilePageduesca RouelОценок пока нет
- Pipeline Consultation PlanДокумент37 страницPipeline Consultation PlanhutuguoОценок пока нет
- TR2222 - Pipeline Flooding, Cleaning, Gauging and Pressure TestingДокумент20 страницTR2222 - Pipeline Flooding, Cleaning, Gauging and Pressure Testingmaximusala83Оценок пока нет
- 240K C2 CS 15 012 C PDFДокумент21 страница240K C2 CS 15 012 C PDFEl_memitoОценок пока нет
- NT2-L3-M-000!21!00022 MS For Oil Flushing of The Fuel Oil Piping SystemДокумент15 страницNT2-L3-M-000!21!00022 MS For Oil Flushing of The Fuel Oil Piping SystemHuynh Thanh TamОценок пока нет
- Start Up and Commissioning of Pipelines: D. S. Nanaware, Chief Project Manager, IOCL, NoidaДокумент33 страницыStart Up and Commissioning of Pipelines: D. S. Nanaware, Chief Project Manager, IOCL, NoidaAndi SungОценок пока нет
- Hydrotest and Pigging Procedure CNGДокумент8 страницHydrotest and Pigging Procedure CNGAlokОценок пока нет
- SOW For OT & HDDДокумент9 страницSOW For OT & HDDSamanthanvi kОценок пока нет
- 003 - Exhibit A Scope of WorkДокумент16 страниц003 - Exhibit A Scope of WorkAF Dowell MirinОценок пока нет
- Appendix A Part 2 PDFДокумент8 страницAppendix A Part 2 PDFAnonymous JtYvKt5XEОценок пока нет
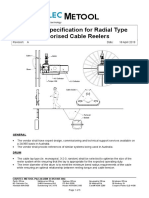
- General Specification For Radial Type Motorised Cable ReelersДокумент5 страницGeneral Specification For Radial Type Motorised Cable ReelersIon Logofătu AlbertОценок пока нет
- Petronas Technical Standards: Specifications and Requirements For Pipeline In-Line InspectionДокумент30 страницPetronas Technical Standards: Specifications and Requirements For Pipeline In-Line InspectionAsus AsriОценок пока нет
- Underwater Submarine Pipe Line - 260421Документ30 страницUnderwater Submarine Pipe Line - 260421Mark D VillanuevaОценок пока нет
- Pigging Operations Pipeline PigsДокумент6 страницPigging Operations Pipeline PigsVerghese OommenОценок пока нет
- 18 Inch 9 5 MM Combo (MFL+CLP+IMU) (Ver Data Sheet Pàg. 8) PDFДокумент19 страниц18 Inch 9 5 MM Combo (MFL+CLP+IMU) (Ver Data Sheet Pàg. 8) PDFOscar Miguel Fuquen SanabriaОценок пока нет
- 002-Method of Statement of Row PreparationДокумент11 страниц002-Method of Statement of Row Preparationahmed08839494Оценок пока нет
- United States Department of The Interior: Mr. J.E. WardДокумент20 страницUnited States Department of The Interior: Mr. J.E. WardGrishworld ShanОценок пока нет
- IRE-Mixer Settler - Tech Comm BidДокумент77 страницIRE-Mixer Settler - Tech Comm Bidravirawat15Оценок пока нет
- Furmanite Hot Tap and Line Stop Contractor Services BrochureДокумент16 страницFurmanite Hot Tap and Line Stop Contractor Services BrochureDavid Rios Cruz100% (1)
- General Works To Support Pipeline-Non Pipeline Activities-Tmg OkДокумент5 страницGeneral Works To Support Pipeline-Non Pipeline Activities-Tmg Okarif rhОценок пока нет
- ThermocouplesДокумент8 страницThermocouplesRakesh NayakОценок пока нет
- specSPCT00rev01 PDFДокумент10 страницspecSPCT00rev01 PDFharsh_1582Оценок пока нет
- 8a. Insulating Joint - PDF 2 PDFДокумент9 страниц8a. Insulating Joint - PDF 2 PDFBalasubramanian AnanthОценок пока нет
- 08 - 1 Section VIII Composite Longrod Insulator, Rev-0 (July'2022) - 1Документ27 страниц08 - 1 Section VIII Composite Longrod Insulator, Rev-0 (July'2022) - 1Jash PancholiОценок пока нет
- 9Документ25 страниц9pcelisОценок пока нет
- Process Industry Practices Piping: PIP PNC00003 Process Unit and Offsites Layout GuideДокумент15 страницProcess Industry Practices Piping: PIP PNC00003 Process Unit and Offsites Layout GuideSunil Sawant100% (1)
- General Physics 2 LAS Quarter 3Документ450 страницGeneral Physics 2 LAS Quarter 3Eff100% (6)
- Economic Solutions To Environmental Problems: The Market ApproachДокумент38 страницEconomic Solutions To Environmental Problems: The Market ApproachStenerth NeretabaОценок пока нет
- Aalborg OL: The Large Capacity Modular Boiler PlantДокумент2 страницыAalborg OL: The Large Capacity Modular Boiler Plantthlim19078656Оценок пока нет
- Science ACE - Atomic Model PamphletДокумент2 страницыScience ACE - Atomic Model PamphletBenedict Lee100% (1)
- DJANGO Manual 125-150cc PDFДокумент83 страницыDJANGO Manual 125-150cc PDFsimrs.rsudkojaОценок пока нет
- Sewage Sludge CombustionДокумент62 страницыSewage Sludge CombustionJoão Diego FeitosaОценок пока нет
- Water Supply Design ConsiderationsДокумент56 страницWater Supply Design ConsiderationsSarim ChОценок пока нет
- compliance sheet of euroclima加承包商Документ9 страницcompliance sheet of euroclima加承包商Li Liu100% (1)
- AP Chemistry 1994 Free ResponseДокумент5 страницAP Chemistry 1994 Free ResponseWes BristleconeОценок пока нет
- Pulsar Extreme 3200CДокумент28 страницPulsar Extreme 3200CGuillermoОценок пока нет
- Nema StandardsДокумент35 страницNema Standardsanand_kishormishra4Оценок пока нет
- Energy Attacks: Energy Manipulation Attack PowersДокумент3 страницыEnergy Attacks: Energy Manipulation Attack PowersSunčica NisamОценок пока нет
- Overfill - Valve - 442B Size 4Документ3 страницыOverfill - Valve - 442B Size 4j8164322Оценок пока нет
- Module 3 First Half (1339)Документ3 страницыModule 3 First Half (1339)Ibrahim FareedОценок пока нет
- Chemical Physical Properties of Bio CoalДокумент18 страницChemical Physical Properties of Bio CoalYan Laksana100% (1)
- MCQ - Question-Paper-11 PDFДокумент16 страницMCQ - Question-Paper-11 PDFMuhammad TauseefОценок пока нет
- GATE Chemical Engineering 2002Документ10 страницGATE Chemical Engineering 2002rahulsaini855Оценок пока нет
- BIO301 Mini Project Written ReportДокумент33 страницыBIO301 Mini Project Written ReportFahmy AmyОценок пока нет
- A1000Документ2 страницыA1000nitin hadkeОценок пока нет
- Test Report G60 - 2BДокумент21 страницаTest Report G60 - 2BMr IlchamОценок пока нет
- Power FlexДокумент36 страницPower FlexamiguitoОценок пока нет
- SR30 Series - Overcurrent Protection Components - Polymer PTC - Resettable Fuse - Yantai Xinrui Electronics Co., LTDДокумент4 страницыSR30 Series - Overcurrent Protection Components - Polymer PTC - Resettable Fuse - Yantai Xinrui Electronics Co., LTDAmitОценок пока нет
- Introduction To Climate Change (The Science of Climate Change)Документ30 страницIntroduction To Climate Change (The Science of Climate Change)enoch taclanОценок пока нет
- Spe 157798 PDFДокумент10 страницSpe 157798 PDFJhurguen Guzman CorralesОценок пока нет
- DDDДокумент1 страницаDDDKashif AliОценок пока нет
- WWTFSP - App.F14 - Sludge and Biogas CharacterizationДокумент48 страницWWTFSP - App.F14 - Sludge and Biogas CharacterizationHuy Nguyen100% (1)
- Advances in Water Research - Vol32no1Документ40 страницAdvances in Water Research - Vol32no1LeilОценок пока нет
- DatasheetДокумент8 страницDatasheetinalambricОценок пока нет