Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
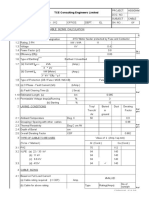
- Cable Sizing CalculationДокумент72 страницыCable Sizing CalculationHARI my songs100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Design of Water Supply System-High Rise BLDGДокумент108 страницDesign of Water Supply System-High Rise BLDGcris bunagОценок пока нет
- Afroasiatic LanguagesДокумент13 страницAfroasiatic Languagesaskask2Оценок пока нет
- A Practical Total Synthesis of CocaineДокумент13 страницA Practical Total Synthesis of CocaineRodrigo Fernanda100% (4)
- Number Patterns and SequencesДокумент10 страницNumber Patterns and SequencesMohamed Hawash80% (5)
- Ball Charge ManagementДокумент14 страницBall Charge ManagementSalud Y SucesosОценок пока нет
- 06 DoniaДокумент12 страниц06 DoniaOmar ZazaОценок пока нет
- Multiple Choice Questions (The Answers Are Provided After The Last Question.)Документ6 страницMultiple Choice Questions (The Answers Are Provided After The Last Question.)VijendraОценок пока нет
- Bruh I Hate File Handling - CPPДокумент3 страницыBruh I Hate File Handling - CPPJayson AmodiaОценок пока нет
- 2010 Jan-01Документ32 страницы2010 Jan-01Shine PrabhakaranОценок пока нет
- Assignment 1Документ3 страницыAssignment 1Carolyn WangОценок пока нет
- Pavement Materials - AggregatesДокумент14 страницPavement Materials - AggregatestombasinghОценок пока нет
- Application Note Usrp and HDSDR Spectrum MonitoringДокумент14 страницApplication Note Usrp and HDSDR Spectrum MonitoringcaraboyОценок пока нет
- Knowage Suite Readthedocs Io en 7.4Документ536 страницKnowage Suite Readthedocs Io en 7.4Sergio Daniel Marambio NuñezОценок пока нет
- Unit 6 - EarthingДокумент26 страницUnit 6 - Earthinggautam100% (1)
- Asme Ix Test 1Документ8 страницAsme Ix Test 1RedzuanОценок пока нет
- IS4242 W3 Regression AnalysesДокумент67 страницIS4242 W3 Regression Analyseswongdeshun4Оценок пока нет
- 1 - Introduction - Derivatives GreeksДокумент50 страниц1 - Introduction - Derivatives GreeksThomas GallantОценок пока нет
- LETRIST Locally Encoded Transform Feature HistograДокумент16 страницLETRIST Locally Encoded Transform Feature HistograHARE KRISHNAОценок пока нет
- Magnetic Field of A SolenoidДокумент5 страницMagnetic Field of A SolenoidKang Yuan ShingОценок пока нет
- Physics Lab - Detailed - Answer KeyДокумент6 страницPhysics Lab - Detailed - Answer KeyJasdeepSinghОценок пока нет
- Gas Turbine Compressor WashingДокумент8 страницGas Turbine Compressor Washingwolf_ns100% (1)
- Sci - Short Circuit IsolatorДокумент2 страницыSci - Short Circuit IsolatorVictor MoraesОценок пока нет
- Yang Learning Face Age CVPR 2018 PaperДокумент9 страницYang Learning Face Age CVPR 2018 Paperandr234ibateraОценок пока нет
- Grade 10 CH 6 Assertion Reason QuestionsДокумент5 страницGrade 10 CH 6 Assertion Reason QuestionsVidhun 8AОценок пока нет
- Ijarece Vol 8 Issue 8 141 144Документ4 страницыIjarece Vol 8 Issue 8 141 144Rnav rnavОценок пока нет
- BSS - Report - Effect of Heat in A Building DemonstratorДокумент15 страницBSS - Report - Effect of Heat in A Building DemonstratorAh Mok100% (1)
- Final Thesis Owura Kofi AmoabengДокумент84 страницыFinal Thesis Owura Kofi AmoabengKunal AgarwalОценок пока нет
- Tlsiw - Class X - Project Details - 2023-24Документ2 страницыTlsiw - Class X - Project Details - 2023-24how toОценок пока нет
- 106L Course ReaderДокумент408 страниц106L Course ReadercurufinorОценок пока нет