Вам также может понравиться
- Balancing Reciprocating Masses in Slider Crank MechanismsДокумент6 страницBalancing Reciprocating Masses in Slider Crank Mechanismshamish888Оценок пока нет
- ME 4226 Heat Exchanger Compiled WconclusionДокумент26 страницME 4226 Heat Exchanger Compiled Wconclusionhamish888Оценок пока нет
- New Ford Transit Ebrochure and SpecificationДокумент35 страницNew Ford Transit Ebrochure and Specificationhamish888Оценок пока нет
- RadiatorДокумент50 страницRadiatorRajesh Khatri50% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Flare Finance Ecosystem MapДокумент1 страницаFlare Finance Ecosystem MapEssence of ChaОценок пока нет
- Nature and Effects of ObligationsДокумент5 страницNature and Effects of ObligationsIan RanilopaОценок пока нет
- Quezon City Department of The Building OfficialДокумент2 страницыQuezon City Department of The Building OfficialBrightNotes86% (7)
- Compilation of CasesДокумент121 страницаCompilation of CasesMabelle ArellanoОценок пока нет
- Make a Battery Level Indicator using LM339 ICДокумент13 страницMake a Battery Level Indicator using LM339 ICnelson100% (1)
- Gerhard Budin PublicationsДокумент11 страницGerhard Budin Publicationshnbc010Оценок пока нет
- Victor's Letter Identity V Wiki FandomДокумент1 страницаVictor's Letter Identity V Wiki FandomvickyОценок пока нет
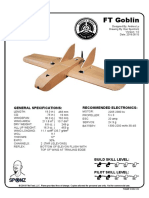
- FT Goblin Full SizeДокумент7 страницFT Goblin Full SizeDeakon Frost100% (1)
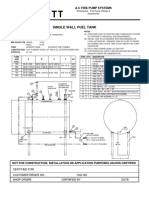
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsДокумент1 страницаSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoОценок пока нет
- Account STMT XX0226 19122023Документ13 страницAccount STMT XX0226 19122023rdineshyОценок пока нет
- DSA NotesДокумент87 страницDSA NotesAtefrachew SeyfuОценок пока нет
- 2JA5K2 FullДокумент22 страницы2JA5K2 FullLina LacorazzaОценок пока нет
- Weka Tutorial 2Документ50 страницWeka Tutorial 2Fikri FarisОценок пока нет
- Theme Meal ReportДокумент10 страницTheme Meal Reportapi-434982019Оценок пока нет
- 2022 Product Catalog WebДокумент100 страниц2022 Product Catalog WebEdinson Reyes ValderramaОценок пока нет
- Tokyo Disneyland ItineraryДокумент8 страницTokyo Disneyland ItineraryTayla Allyson ThomasОценок пока нет
- Internship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Документ59 страницInternship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Mohammad Shafaet JamilОценок пока нет
- Fundamentals of Marketing NotebookДокумент24 страницыFundamentals of Marketing NotebookMorrisa AlexanderОценок пока нет
- Academy Broadcasting Services Managerial MapДокумент1 страницаAcademy Broadcasting Services Managerial MapAnthony WinklesonОценок пока нет
- Hardened Concrete - Methods of Test: Indian StandardДокумент16 страницHardened Concrete - Methods of Test: Indian StandardjitendraОценок пока нет
- Royal Enfield Market PositioningДокумент7 страницRoyal Enfield Market PositioningApoorv Agrawal67% (3)
- Growatt SPF3000TL-HVM (2020)Документ2 страницыGrowatt SPF3000TL-HVM (2020)RUNARUNОценок пока нет
- Gattu Madhuri's Resume for ECE GraduateДокумент4 страницыGattu Madhuri's Resume for ECE Graduatedeepakk_alpineОценок пока нет
- Chapter 6: Structured Query Language (SQL) : Customer Custid Custname OccupationДокумент16 страницChapter 6: Structured Query Language (SQL) : Customer Custid Custname OccupationSarmila MahendranОценок пока нет
- Railway RRB Group D Book PDFДокумент368 страницRailway RRB Group D Book PDFAshish mishraОценок пока нет
- Tech Letter-NFPA 54 To Include Bonding 8-08Документ2 страницыTech Letter-NFPA 54 To Include Bonding 8-08gl lugaОценок пока нет
- Tutorial 5 HExДокумент16 страницTutorial 5 HExishita.brahmbhattОценок пока нет
- CCS PDFДокумент2 страницыCCS PDFАндрей НадточийОценок пока нет
- Benzon CaseДокумент3 страницыBenzon Casejulieanne07100% (1)
- COVID-19's Impact on Business PresentationsДокумент2 страницыCOVID-19's Impact on Business PresentationsRetmo NandoОценок пока нет