Вам также может понравиться
- Revised PPT For Online Lecture 6 HVAC-Types of SystemsДокумент22 страницыRevised PPT For Online Lecture 6 HVAC-Types of SystemsAmey DeshmukhОценок пока нет
- Storage Methods For Fruits and Vegetables: January 2017Документ10 страницStorage Methods For Fruits and Vegetables: January 2017Khewra FPOОценок пока нет
- Introduction Pacing and Tape MeasureДокумент32 страницыIntroduction Pacing and Tape MeasureMark Gibson PusodОценок пока нет
- Sources of Water Factors To Be Considered in Selecting A Suitable Water Source - Choice of Site and Type of DamДокумент102 страницыSources of Water Factors To Be Considered in Selecting A Suitable Water Source - Choice of Site and Type of Damreem.ranoom.moon57% (7)
- #2 Agro StationДокумент9 страниц#2 Agro StationJC AsisОценок пока нет
- Maintenance OF Micro Hydro: A Proposal ONДокумент13 страницMaintenance OF Micro Hydro: A Proposal ONNah Sr AdОценок пока нет
- Engr. Lorie Cris Sanchez - Asube: InstructorДокумент11 страницEngr. Lorie Cris Sanchez - Asube: InstructorDrakeОценок пока нет
- ATM 4 Safety Standards and RegulationsДокумент38 страницATM 4 Safety Standards and RegulationsMuhriddin OripovОценок пока нет
- HvacДокумент12 страницHvacMaxiBringasMarchandОценок пока нет
- BT NotesДокумент46 страницBT NotesCzareena DominiqueОценок пока нет
- Glossary in MeotrologyДокумент31 страницаGlossary in Meotrologypanget ako100% (1)
- Materials and Processing in Agricultural and Biosystems Engineering ABE 221Документ46 страницMaterials and Processing in Agricultural and Biosystems Engineering ABE 221Mary Dawn MadrioОценок пока нет
- Technical Report On Plant Performance Evaluation of An ICE PLANTДокумент10 страницTechnical Report On Plant Performance Evaluation of An ICE PLANTEmil Aderian AmadoОценок пока нет
- Proposed Design of An Integrated Government Agencies Building in Sara, IloiloДокумент64 страницыProposed Design of An Integrated Government Agencies Building in Sara, Iloilo11djgaloteraОценок пока нет
- Soil Testing MethodsДокумент25 страницSoil Testing Methodsskills provider technological institue incОценок пока нет
- Article 1723Документ3 страницыArticle 1723Brian Ernest RegaladoОценок пока нет
- PSME Code TermsДокумент11 страницPSME Code TermsHazel BayaniОценок пока нет
- Gravity-Fed Drip Irrigation Design ProcedureДокумент12 страницGravity-Fed Drip Irrigation Design ProcedureHector QuezadaОценок пока нет
- MangasinoroДокумент8 страницMangasinoroEd MagtibayОценок пока нет
- Refrigerant Recovery and Recharge of A Room Air Conditioner 170280VДокумент9 страницRefrigerant Recovery and Recharge of A Room Air Conditioner 170280VMathiОценок пока нет
- Technical Report 1 (Castillo&Doriano)Документ13 страницTechnical Report 1 (Castillo&Doriano)Baron Geoff CastilloОценок пока нет
- Quality Measurement of Fruits and VegetablesДокумент19 страницQuality Measurement of Fruits and VegetablesPiyush Moradiya100% (1)
- VENTILATIONДокумент16 страницVENTILATIONMwine Isaac NormanОценок пока нет
- AIRCONDITIONINGДокумент13 страницAIRCONDITIONINGrini0026Оценок пока нет
- Transportation FacilitiesДокумент28 страницTransportation FacilitiesMj Oh0% (1)
- Measurement of Elevation, ContouringДокумент69 страницMeasurement of Elevation, ContouringJay BhavsarОценок пока нет
- House Plumbing 1: Drainage, Waste and Vent SystemДокумент28 страницHouse Plumbing 1: Drainage, Waste and Vent SystemKim Book JooОценок пока нет
- Lab ReportДокумент9 страницLab ReportJojenОценок пока нет
- Synopsis Hydraulic ArmДокумент7 страницSynopsis Hydraulic Armwasifazim100% (1)
- 14th Iusam-Full PaperДокумент683 страницы14th Iusam-Full PaperGlenn PadilloОценок пока нет
- Soil Composition PowerpointДокумент14 страницSoil Composition Powerpointapi-351677864Оценок пока нет
- Mohamad Houri ResumeДокумент2 страницыMohamad Houri ResumeMoudi HouriОценок пока нет
- Ghis Manual (New)Документ18 страницGhis Manual (New)rookie100% (1)
- Administrative Orders On Hospital Design in The PhilippinesДокумент62 страницыAdministrative Orders On Hospital Design in The PhilippinesSedro PillarsОценок пока нет
- Mogaji and FapetuДокумент12 страницMogaji and FapetuRavikiran TatavarthyОценок пока нет
- Cereal Grain Processing Class LectureДокумент30 страницCereal Grain Processing Class LecturenabilОценок пока нет
- Week 2 - CE102P - NBCP - Rule 8Документ18 страницWeek 2 - CE102P - NBCP - Rule 8JP EstacioОценок пока нет
- Agricultural MechanizationДокумент3 страницыAgricultural MechanizationSAMIA AKHTARОценок пока нет
- Tropical LectureДокумент120 страницTropical LectureChristian Dayne TolentinoОценок пока нет
- Wind Speed Measurement and Use of Cup AnemometryДокумент60 страницWind Speed Measurement and Use of Cup Anemometrykaiguara100% (1)
- Air DyeingДокумент3 страницыAir DyeingMehmood AhmedОценок пока нет
- Module 1 Introduction of Cold RoomДокумент12 страницModule 1 Introduction of Cold RoomVunxz VunОценок пока нет
- Sample Laboratory Manual For Programming Assignment PDFДокумент53 страницыSample Laboratory Manual For Programming Assignment PDFJulian RusselОценок пока нет
- North Luzon House ConstructionДокумент7 страницNorth Luzon House ConstructionjbonvierОценок пока нет
- Level 1 Hospital PDFДокумент6 страницLevel 1 Hospital PDFNhico Angelo PinedaОценок пока нет
- Multi-Storey Car Park Complex, Marina, LagosДокумент12 страницMulti-Storey Car Park Complex, Marina, LagosJusetine john gersaliaОценок пока нет
- Construction MaterialsДокумент4 страницыConstruction MaterialssateeshОценок пока нет
- What Is Occupational Health and SafetyДокумент2 страницыWhat Is Occupational Health and SafetyElijah Kinmun FongОценок пока нет
- Chapter 1Документ67 страницChapter 1ebro nОценок пока нет
- Advantages and Disadvantages of Truck TransportationДокумент2 страницыAdvantages and Disadvantages of Truck TransportationSherry ShuklaОценок пока нет
- Warehousing of Drugs and PharmacueticalsДокумент9 страницWarehousing of Drugs and PharmacueticalsBaba IsubОценок пока нет
- Food Process Eng - IntroДокумент22 страницыFood Process Eng - IntrosnabilОценок пока нет
- Passive Solar DesignДокумент10 страницPassive Solar DesignJireh GraceОценок пока нет
- Gabaldon Public Schools by Hermoso PDFДокумент49 страницGabaldon Public Schools by Hermoso PDFMary KristineОценок пока нет
- Highway BeautificationДокумент14 страницHighway BeautificationKim GonocruzОценок пока нет
- Faculty of Environmental TechnologyДокумент43 страницыFaculty of Environmental TechnologyElijah PrinceОценок пока нет
- Group 1 WorkshopДокумент5 страницGroup 1 Workshop2000809546Оценок пока нет
- Lathe Machine Lap ReportДокумент11 страницLathe Machine Lap ReportNur HayaniОценок пока нет
- Internship Report ShafatДокумент14 страницInternship Report ShafatshafaatОценок пока нет
- Workshop Hammer ReportДокумент14 страницWorkshop Hammer ReportJoshua Chong67% (3)
- RMC Quality ControlДокумент10 страницRMC Quality Controlgangulyranjith6112Оценок пока нет
- MEC531 Intro & Course Outline 2015 - HalimДокумент7 страницMEC531 Intro & Course Outline 2015 - Halimarina azharyОценок пока нет
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Документ2 страницыHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261Оценок пока нет
- Annexure D - SPIR PDFДокумент4 страницыAnnexure D - SPIR PDFharmlesdragonОценок пока нет
- Polyurethane 8202 enДокумент4 страницыPolyurethane 8202 encarolfstsОценок пока нет
- Procurement PerformanceRosliДокумент13 страницProcurement PerformanceRosliSuhaila NamakuОценок пока нет
- Role of Packaging 3Документ16 страницRole of Packaging 3FilipОценок пока нет
- Introduction To BusinessДокумент17 страницIntroduction To BusinessSanjeev SharmaОценок пока нет
- An Overview of The Textile Chemical Sector in BangladeshДокумент8 страницAn Overview of The Textile Chemical Sector in BangladeshNausheen Ahmed NobaОценок пока нет
- Erucic Acid PDFДокумент3 страницыErucic Acid PDFVivek VikramОценок пока нет
- Technique Kryoclim GB - CompressedДокумент47 страницTechnique Kryoclim GB - CompressedCris RochaОценок пока нет
- Agile Stage Gate Cooper in RTM 20162Документ10 страницAgile Stage Gate Cooper in RTM 20162vicente_ortiz_007100% (1)
- Broc en Textile YBIOB 160718 WebДокумент12 страницBroc en Textile YBIOB 160718 WebMd. Humayun KabirОценок пока нет
- Value Stream Mapping An IntroductionДокумент6 страницValue Stream Mapping An IntroductionRickey PatelОценок пока нет
- Inventory ManagementДокумент11 страницInventory ManagementRizky KurniawanОценок пока нет
- Grinding Aid Admixtures For CementДокумент3 страницыGrinding Aid Admixtures For Cementjagrut100% (2)
- Mollybrooke Chaturbate Newmollybrooke Camgirl Webcam Model LargeДокумент100 страницMollybrooke Chaturbate Newmollybrooke Camgirl Webcam Model LargeiridauxeОценок пока нет
- Catalogo de Ensamble de ManguerasДокумент424 страницыCatalogo de Ensamble de ManguerasCesar Fernando Via SaldarriagaОценок пока нет
- 10 Coordinated Product and SC DesignДокумент35 страниц10 Coordinated Product and SC DesignLusiana Rani OktavianiОценок пока нет
- Panama Canal Expansion Impact On Logistic and Supply Chains - June 2012Документ42 страницыPanama Canal Expansion Impact On Logistic and Supply Chains - June 2012CJ SchexnayderОценок пока нет
- FL Aquatherm Clean VersionДокумент22 страницыFL Aquatherm Clean VersionCherukunnon JubuОценок пока нет
- AnnualReportE 2011-12 8412Документ116 страницAnnualReportE 2011-12 8412mukesh_khana962Оценок пока нет
- BackДокумент19 страницBackjadeОценок пока нет
- Lathe WorkДокумент186 страницLathe WorkAjay Sharma100% (1)
- What Are Costs?: - The Firm's ObjectiveДокумент42 страницыWhat Are Costs?: - The Firm's Objectivechittran313Оценок пока нет
- Separation and Processing and Transformation of Solid WasteДокумент10 страницSeparation and Processing and Transformation of Solid WasteKind Red50% (2)
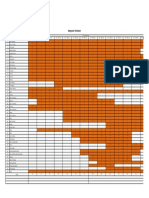
- Manpower & Equipment ScheduleДокумент1 страницаManpower & Equipment ScheduleColitz D. KhenОценок пока нет
- Annex - 3 - 108695Документ8 страницAnnex - 3 - 108695Anaruzzaman SheikhОценок пока нет
- Flangemanagementpresentation 160911122834Документ83 страницыFlangemanagementpresentation 160911122834Yusuf Alfathony100% (2)
- Velux Case EnglishДокумент3 страницыVelux Case EnglishAlexandra MihutОценок пока нет