Вам также может понравиться
- Power Sector - 72 - UltraTech - Sewagram - 0Документ70 страницPower Sector - 72 - UltraTech - Sewagram - 0BHUVANESH MОценок пока нет
- Ayoki Safety Monthly Initiative 27.11.21slideДокумент19 страницAyoki Safety Monthly Initiative 27.11.21slideAltafОценок пока нет
- ANSI Requirements For Overhead and Gantry CranesДокумент7 страницANSI Requirements For Overhead and Gantry CranesRizki SadikinОценок пока нет
- Crane Safe Opr MNT TATAДокумент32 страницыCrane Safe Opr MNT TATADishant MathurОценок пока нет
- On-Site Emergency Plan: Captive Power Plant Angul, OdishaДокумент67 страницOn-Site Emergency Plan: Captive Power Plant Angul, OdishaANILОценок пока нет
- NZ Guarding of Belt ConveyorsДокумент28 страницNZ Guarding of Belt Conveyors450gasgasОценок пока нет
- Belt ConveyorДокумент37 страницBelt ConveyorBhanu Pratap ChoudhuryОценок пока нет
- Fire Alarm Ert Staff Training Course - 01Документ53 страницыFire Alarm Ert Staff Training Course - 01YounisQamarОценок пока нет
- HSE Guidance Safe Use Magnetic Lifting DevicesДокумент9 страницHSE Guidance Safe Use Magnetic Lifting DevicesNixОценок пока нет
- Best Practice Guideline Conveyor SafetyДокумент17 страницBest Practice Guideline Conveyor SafetyArturJaekel100% (1)
- Departmental Safety Inspection Checklist PDFДокумент518 страницDepartmental Safety Inspection Checklist PDFBorislav VulićОценок пока нет
- Pine Confined SpaceДокумент31 страницаPine Confined Spacemigas_7Оценок пока нет
- Grinding SafetyДокумент19 страницGrinding Safetyjaykotak12345Оценок пока нет
- Conveyor SafetyДокумент43 страницыConveyor SafetyJaya Karthic100% (1)
- Safety Organisation & Safety Committee and Its Effective FunctioningДокумент37 страницSafety Organisation & Safety Committee and Its Effective FunctioningVikas MoreОценок пока нет
- Bucket elevator chains and components guideДокумент45 страницBucket elevator chains and components guideMuhammad Irvan FОценок пока нет
- Application Guidelines: RF Belt Scale Application ManualДокумент9 страницApplication Guidelines: RF Belt Scale Application ManualBerada Otomasyon100% (1)
- Calculation of Artificial Friction Conveying Coefficient F, and A Comparison Between ISO and CEMAДокумент9 страницCalculation of Artificial Friction Conveying Coefficient F, and A Comparison Between ISO and CEMAretrospect1000Оценок пока нет
- A Guidebook On Performance Monitoring of Bag Filter Dust CollectorДокумент80 страницA Guidebook On Performance Monitoring of Bag Filter Dust CollectorAnh Nhật Eco100% (1)
- Y-Bc0035 GBДокумент4 страницыY-Bc0035 GBYousef AlipourОценок пока нет
- Bag Loading Systems PDFДокумент11 страницBag Loading Systems PDFBatsukh GanchuluunОценок пока нет
- Information For Man LiftДокумент2 страницыInformation For Man LiftYadi KusmayadiОценок пока нет
- AIS-099 & Amd 1 To 3Документ112 страницAIS-099 & Amd 1 To 3김동은Оценок пока нет
- AS2941 2013 V2 Check ListДокумент12 страницAS2941 2013 V2 Check ListaamedОценок пока нет
- Chain Pulley BlockДокумент7 страницChain Pulley BlockMohamed AgrОценок пока нет
- Lift Rope Inspection PDFДокумент2 страницыLift Rope Inspection PDFcarlosorizaba100% (1)
- IS 6521-1: Tower Cranes Design CodeДокумент45 страницIS 6521-1: Tower Cranes Design CodeHs ChopraОценок пока нет
- Tamesis Manuals Safe Operation of Cranes PDFДокумент60 страницTamesis Manuals Safe Operation of Cranes PDFMurali DharОценок пока нет
- Health and Safety in Fabrication and Welding Work BookДокумент12 страницHealth and Safety in Fabrication and Welding Work BookPrakash JoshiОценок пока нет
- Wire Rope Hoist AustrДокумент11 страницWire Rope Hoist AustrJESUSCALVILLOОценок пока нет
- Mandatory Human Safety RequirementsДокумент50 страницMandatory Human Safety RequirementsDragan Gostojic GostaОценок пока нет
- Load Chart Learning Guide: Folding Boom CraneДокумент7 страницLoad Chart Learning Guide: Folding Boom CraneRajmohan Babu100% (1)
- AIS-098 - Offset Front CrashДокумент94 страницыAIS-098 - Offset Front CrashDevavrat AnikhindiОценок пока нет
- Crane Safety IS StandardsДокумент22 страницыCrane Safety IS StandardsWasim AkramОценок пока нет
- COLD SPLICING OF MULTIPLY TEXTILE REINFORCED CONVEYOR BELTSДокумент25 страницCOLD SPLICING OF MULTIPLY TEXTILE REINFORCED CONVEYOR BELTSShariq KhanОценок пока нет
- 3M - Confined Space Rescue 2017Документ20 страниц3M - Confined Space Rescue 2017sushilbehlОценок пока нет
- Health and Safety Management SystemДокумент12 страницHealth and Safety Management SystemAndhika Herdiawan100% (1)
- Belt ConveyorДокумент3 страницыBelt ConveyorGuru Raja Ragavendran NagarajanОценок пока нет
- Lifting Equipment Legislation Matrix PDFДокумент1 страницаLifting Equipment Legislation Matrix PDFMark Innes100% (1)
- BestReach Telescopic Boom Conveyors Move Items Quickly and SafelyДокумент2 страницыBestReach Telescopic Boom Conveyors Move Items Quickly and SafelyCristián Torres JaraОценок пока нет
- Emergency Response PlanДокумент25 страницEmergency Response Plansanjeev kumarОценок пока нет
- ASME B30.26 Crane Inspection GuideДокумент1 страницаASME B30.26 Crane Inspection GuideSaad GhouriОценок пока нет
- Introduction to Anti-Vibration Mount SelectionДокумент7 страницIntroduction to Anti-Vibration Mount SelectionmodvillamancaОценок пока нет
- IS:8730 For Conveyor Idler As Per BIS (BIS: 8730)Документ121 страницаIS:8730 For Conveyor Idler As Per BIS (BIS: 8730)Ravi SinghОценок пока нет
- Entertainment Industry Safety Guidelines SummaryДокумент31 страницаEntertainment Industry Safety Guidelines Summaryhans777hansОценок пока нет
- OGASCO-030 Forklift Inspection Check List - Issue 1 Rev 2Документ1 страницаOGASCO-030 Forklift Inspection Check List - Issue 1 Rev 2Anonymous iI88Lt100% (1)
- Report On Elevators: Building Services (Mechanical)Документ8 страницReport On Elevators: Building Services (Mechanical)Rouny PaulОценок пока нет
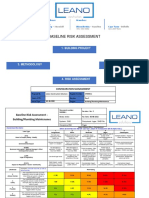
- 6.1 Baseline Risk Assessment - PARLIAMENTДокумент39 страниц6.1 Baseline Risk Assessment - PARLIAMENTjoanne dehalooОценок пока нет
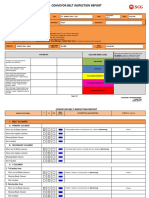
- Conveyor Belt Inspection Report SummaryДокумент9 страницConveyor Belt Inspection Report SummaryWisnu NugrahaОценок пока нет
- Machine Guarding StandardsДокумент26 страницMachine Guarding StandardsManohar AttiliОценок пока нет
- Safe Operating ProcedureДокумент155 страницSafe Operating ProcedureLincon Patel100% (2)
- Belt Scale Handbook 180629070959 PDFДокумент28 страницBelt Scale Handbook 180629070959 PDFrbounaОценок пока нет
- Fully Refurbished Telescopic Belt Conveyors Now AvailableДокумент2 страницыFully Refurbished Telescopic Belt Conveyors Now AvailableYousef AlipourОценок пока нет
- Hira Ball Mill Line ReplacemenДокумент2 страницыHira Ball Mill Line Replacemenananthu.uОценок пока нет
- Study Material On: Hydraulic SafetyДокумент25 страницStudy Material On: Hydraulic SafetyPrakash KumarОценок пока нет
- Wire Rope Slings PDFДокумент9 страницWire Rope Slings PDFmpcd07Оценок пока нет
- Neck StretchesДокумент1 страницаNeck StretchesRa RОценок пока нет
- Safeguards Against Hazards Section 2Документ11 страницSafeguards Against Hazards Section 2NaelОценок пока нет
- 2 - Risk Assessment HeightsДокумент15 страниц2 - Risk Assessment HeightsXozanОценок пока нет
- Microwave Barrier: Outdoor Detector 200m RangeДокумент22 страницыMicrowave Barrier: Outdoor Detector 200m RangeJoel Abad PulacheОценок пока нет
- 78 - 5 - Gear BoxДокумент9 страниц78 - 5 - Gear Boxrip1111760% (1)
- Emc 10-4TДокумент121 страницаEmc 10-4TLuis Armando Mendoza LozoyaОценок пока нет
- Mecanismo de CDДокумент57 страницMecanismo de CDsuperinfОценок пока нет
- F10ab-Pvcexcon 2LR8 DB20 U0v05 Fa AbДокумент1 страницаF10ab-Pvcexcon 2LR8 DB20 U0v05 Fa AbCustomer ServiceОценок пока нет
- Bha Troubleshooting GuideДокумент68 страницBha Troubleshooting Guidelukky prasetyoОценок пока нет
- Blowers Operating and Service ManualДокумент39 страницBlowers Operating and Service ManualAllinUrbinaGoicocheaОценок пока нет
- Punjab Technical University: Theory of Machines-IДокумент3 страницыPunjab Technical University: Theory of Machines-IdraculagurdeepОценок пока нет
- Manual Operación - Prensa P15 PMTДокумент15 страницManual Operación - Prensa P15 PMTMorales Pérez MarianaОценок пока нет
- Mechanical Engineering Mechanical Engineering: ISRO RAC 2014 Question Paper With AnswersДокумент12 страницMechanical Engineering Mechanical Engineering: ISRO RAC 2014 Question Paper With AnswersChaitanya Kishore ChitikenaОценок пока нет
- Belt Types and Wire Rope ApplicationsДокумент14 страницBelt Types and Wire Rope ApplicationsmechfameОценок пока нет
- Bomba de Vacio DuosealДокумент40 страницBomba de Vacio DuosealDelgado Sirias Antonio MarcosОценок пока нет
- Audi V8 - Service Training PDFДокумент100 страницAudi V8 - Service Training PDFEdijs AlksnisОценок пока нет
- Assembly & User Guide: By: Henry Arnold Jonathan KДокумент84 страницыAssembly & User Guide: By: Henry Arnold Jonathan KJonny MotaОценок пока нет
- Centrifugation: Difference Densities of The Two Liquids Small Force of Gravity WeakДокумент34 страницыCentrifugation: Difference Densities of The Two Liquids Small Force of Gravity WeakLAKSHAYОценок пока нет
- 06 - Tfheo We 0431Документ486 страниц06 - Tfheo We 0431jrrodrigueza2100% (1)
- Design and Development of Rice Milling and Grinding MachineДокумент9 страницDesign and Development of Rice Milling and Grinding MachineRaghavendra NaikОценок пока нет
- ABG8820-En Service ManualДокумент103 страницыABG8820-En Service ManualCui100% (6)
- Brosur Yuema Helical Gear TRДокумент200 страницBrosur Yuema Helical Gear TRzend1999Оценок пока нет
- Belts Mishuboshi (Industrial Power Transmission Products)Документ90 страницBelts Mishuboshi (Industrial Power Transmission Products)dangdinhthyОценок пока нет
- Cam Belt (M40)Документ11 страницCam Belt (M40)Metin OmerОценок пока нет
- Bulk Cargo HandlingДокумент15 страницBulk Cargo HandlingSomayajula SuryaramОценок пока нет
- 2012 Petzl CatalogueДокумент114 страниц2012 Petzl CataloguealanrinОценок пока нет
- 9 Electrical SystemsДокумент182 страницы9 Electrical Systemsminihasz100% (2)
- Flat - Belts Food - CAT504EN00 Ver.Q November 2021 FINALДокумент6 страницFlat - Belts Food - CAT504EN00 Ver.Q November 2021 FINALAОценок пока нет
- Fiat Ducato Timing BeltДокумент5 страницFiat Ducato Timing Beltcorie132Оценок пока нет
- Solid, Simple and Smart: Advanced Reliability in Compressed AirДокумент6 страницSolid, Simple and Smart: Advanced Reliability in Compressed AirCristian SepulvedaОценок пока нет
- ISO-9001: 2008 Rotary Blower ManualДокумент39 страницISO-9001: 2008 Rotary Blower ManualShahОценок пока нет
- Engine Timing Tools: Opel - Vauxhall 1.0 - 1.2 - 1.4Документ8 страницEngine Timing Tools: Opel - Vauxhall 1.0 - 1.2 - 1.4cip2009Оценок пока нет
- 00 Za en PDFДокумент12 страниц00 Za en PDFJakesОценок пока нет
- Mining Machinery Learning GuideДокумент30 страницMining Machinery Learning GuideNagasai PsvОценок пока нет