Вам также может понравиться
- Cuadernillo de Ingles Basico 2-1Документ69 страницCuadernillo de Ingles Basico 2-1Normando Andrade Sanchez97% (30)
- Máquina PeletizadoraДокумент30 страницMáquina PeletizadoraOmar Castro100% (1)
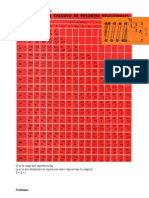
- Tabla para El Calculo de Resortes HelicoidalesДокумент2 страницыTabla para El Calculo de Resortes HelicoidalesSxentinelОценок пока нет
- PatentesДокумент3 страницыPatentesJean AlarconОценок пока нет
- Me Can Is Mos TrabajoДокумент7 страницMe Can Is Mos Trabajojoneth1g.1mostaceroОценок пока нет
- Presentacion Peletizadora VerticalДокумент14 страницPresentacion Peletizadora Verticalnicolas quinteroОценок пока нет
- Balanceo EstáticoДокумент27 страницBalanceo EstáticoAbrahamОценок пока нет
- Partes Principales de Una TurbinaДокумент7 страницPartes Principales de Una TurbinaChuyCruzОценок пока нет
- Ejerciccios de Dieseño de MaquinasДокумент7 страницEjerciccios de Dieseño de MaquinasWilliam Geovanny Jenoy PabonОценок пока нет
- Bandas en VДокумент6 страницBandas en VMay Guashco RubioОценок пока нет
- Aplicaciones de Los Jfet en La IndustriaДокумент5 страницAplicaciones de Los Jfet en La IndustriaWilson AcarapiОценок пока нет
- Transistor TIP31C NPNДокумент5 страницTransistor TIP31C NPNFlores Rodiguez Johan AlexisОценок пока нет
- Extrusion y EstiradoДокумент40 страницExtrusion y Estiradomiguel angel cabreraОценок пока нет
- WID Master17 Focus Catalog ES LRДокумент1 348 страницWID Master17 Focus Catalog ES LRJairoHJОценок пока нет
- Condensador Evaporativo BimaДокумент1 страницаCondensador Evaporativo BimaFederico RamellaОценок пока нет
- Termodinamica Técnica Problemas Grupo1 1.: Trujillo, Junio 2019 Ms - Rosa NombertoДокумент2 страницыTermodinamica Técnica Problemas Grupo1 1.: Trujillo, Junio 2019 Ms - Rosa NombertoJosé Leonardo Fernández BalderaОценок пока нет
- Turbinas OSSBERGERДокумент4 страницыTurbinas OSSBERGERMarcel Foshino Osorio PerezОценок пока нет
- RoboticaДокумент66 страницRoboticaDiego Alexander Claure Hurtado0% (1)
- Práctica 4 Diseño Lógica CableadaДокумент2 страницыPráctica 4 Diseño Lógica CableadaAaron Mata100% (1)
- CALCULOS Banda TransportadoraДокумент18 страницCALCULOS Banda TransportadoraHenryJaramilloConstanteОценок пока нет
- Campana InvertidaДокумент13 страницCampana InvertidaMoySilvaCiriloОценок пока нет
- Identificacion de Sistemas en Tanques No InteractivosДокумент8 страницIdentificacion de Sistemas en Tanques No Interactivosfrank0% (1)
- Informe Levantamiento Motores Proceso ChancadoДокумент15 страницInforme Levantamiento Motores Proceso ChancadoPablo Nicolas Barra PinoОценок пока нет
- Informe de Energia GeotermicaДокумент18 страницInforme de Energia GeotermicaDaniloCH50% (2)
- Turbinas de Gas y VaporДокумент13 страницTurbinas de Gas y VaporHector Jesus Gonzalez HuescaОценок пока нет
- SprocketsДокумент18 страницSprocketsFredi Isai Angeles MirandaОценок пока нет
- Transmisores de FlujoДокумент15 страницTransmisores de FlujoSebastian DavilaОценок пока нет
- Una IntroducciÓn A EngranesДокумент17 страницUna IntroducciÓn A EngranesArmando Díaz Vargas100% (1)
- Catalogo Generadores DieselДокумент10 страницCatalogo Generadores DieselxeveregodoyОценок пока нет
- Resumen Norma Nema Pag. 244 - 310Документ12 страницResumen Norma Nema Pag. 244 - 310Jhair ToledoОценок пока нет
- Norton R. - Pp. 727-736Документ10 страницNorton R. - Pp. 727-736JORGE ANTONIO ANDIA SANCHEZОценок пока нет
- Reporte TransformadoresДокумент10 страницReporte TransformadoresErick GutiérrezОценок пока нет
- Diseño de Una Maquina Limpiadora de Granos Suaves de Capacidad XXXXДокумент19 страницDiseño de Una Maquina Limpiadora de Granos Suaves de Capacidad XXXXjhonvmmОценок пока нет
- Cambio de ZarandaДокумент2 страницыCambio de ZarandaGustavo YungureОценок пока нет
- Picadora 2 PDFДокумент1 страницаPicadora 2 PDFYrdy DzdzОценок пока нет
- Formulas Cap7 PsicometriaДокумент2 страницыFormulas Cap7 PsicometriaHoodmyОценок пока нет
- Acoplamiento de Cadena ReynoldДокумент10 страницAcoplamiento de Cadena ReynoldJuanchoTjОценок пока нет
- Ejerciospropust PC 1 1Документ9 страницEjerciospropust PC 1 1Marco Bazan100% (1)
- Calculo Potencia de Accionamiento para Corte de Botellas PETДокумент2 страницыCalculo Potencia de Accionamiento para Corte de Botellas PETMatu Chibilisco100% (1)
- Ejercicio Convección Externa ForzadaДокумент3 страницыEjercicio Convección Externa ForzadaHarold UrueñaОценок пока нет
- Calculo de Velocidades de Piston y CaudalДокумент47 страницCalculo de Velocidades de Piston y CaudalWalter Sarango0% (1)
- Parámetros de Diseño de Las Turbinas de Flujo AxialДокумент7 страницParámetros de Diseño de Las Turbinas de Flujo Axialtitonelson73Оценок пока нет
- Taller 2Документ3 страницыTaller 2AnthonyCardenasОценок пока нет
- Métodos de FijaciónДокумент6 страницMétodos de FijaciónIVANОценок пока нет
- Bombeo (Marco Teórico)Документ17 страницBombeo (Marco Teórico)Mishel Soria Landeta0% (1)
- ChaveteroДокумент2 страницыChaveterordrysdsОценок пока нет
- Trabajo de Frontera MovilДокумент13 страницTrabajo de Frontera MovilDiego AxelОценок пока нет
- Principio de Funcionamiento de Un Motor Paso A PasoДокумент36 страницPrincipio de Funcionamiento de Un Motor Paso A PasoJeff Torres CaroОценок пока нет
- 1A Ejercicio Resuelto CorreasV 2016Документ18 страниц1A Ejercicio Resuelto CorreasV 2016Mauro BernaОценок пока нет
- Tronzado y Ranurado PDFДокумент71 страницаTronzado y Ranurado PDFMichel CMОценок пока нет
- Maquinas Sincronas y Asincronas InvestigacionДокумент9 страницMaquinas Sincronas y Asincronas Investigacionhu3Оценок пока нет
- Ejercicios Unidad 1Документ9 страницEjercicios Unidad 1Aldair MartinezОценок пока нет
- Trenes de EngranajesДокумент29 страницTrenes de EngranajesFabian QuinapaxiОценок пока нет
- 3.3 Flexibilidad Del Personal de MantenimientoДокумент9 страниц3.3 Flexibilidad Del Personal de MantenimientoMaresa AntonioОценок пока нет
- Molinos de Martillos AlimentadorДокумент4 страницыMolinos de Martillos AlimentadorSergio SalazarОценок пока нет
- Proyecto ElectroneumáticaДокумент31 страницаProyecto ElectroneumáticaAlejandro Guzmán HerreraОценок пока нет
- Giancarlo Aron Rodriguez MalagaДокумент9 страницGiancarlo Aron Rodriguez MalagaEdgard FloresОценок пока нет
- Laboratorio 1Документ15 страницLaboratorio 1jean noaОценок пока нет
- TareaДокумент10 страницTareaSindia QuiruchiОценок пока нет
- Todo Sobre CompresoresДокумент7 страницTodo Sobre Compresoresfredex2Оценок пока нет
- Trabajo Semana 7Документ9 страницTrabajo Semana 7Dashnight NightОценок пока нет
- Act Unidad 2 - KarenvegaДокумент5 страницAct Unidad 2 - KarenvegaBerenice KäRënОценок пока нет
- MEMOCAPACITA1Документ2 страницыMEMOCAPACITA1Luiizz MartiinezzОценок пока нет
- Pauta Prueba El Secuestro de La BibliotecariaДокумент6 страницPauta Prueba El Secuestro de La BibliotecariavsaavedrauОценок пока нет
- T÷tulo 3 - Estructuras de AceroДокумент137 страницT÷tulo 3 - Estructuras de AceronelsonhugoОценок пока нет
- EMOCIONESДокумент10 страницEMOCIONESJairo BenitezОценок пока нет
- El Libro de Los Rostros (Fragmento)Документ2 страницыEl Libro de Los Rostros (Fragmento)Ricardo CanoОценок пока нет
- 5931 DR - Janampa La Prueba Indiciaria en Los Delitos de CorrupcionДокумент34 страницы5931 DR - Janampa La Prueba Indiciaria en Los Delitos de CorrupcionRaul Montesinos Carrasco100% (1)
- Unidad 3. Mercado de Consumo y Negocios, Comportamiento de Compra y Segmentación - MercadotecniaДокумент28 страницUnidad 3. Mercado de Consumo y Negocios, Comportamiento de Compra y Segmentación - MercadotecniaStefani ManAguОценок пока нет
- Bases Cognitivas y Perceptivas Del Lenguaje Oral (Owen) CAP 5Документ28 страницBases Cognitivas y Perceptivas Del Lenguaje Oral (Owen) CAP 5lizeth calderonОценок пока нет
- A Teoria de Los Campos Conceptuales de VДокумент14 страницA Teoria de Los Campos Conceptuales de VLucasОценок пока нет
- Actividad Semana 4 - Proyecto de Vida 2022-IДокумент6 страницActividad Semana 4 - Proyecto de Vida 2022-IFabrizio Andrei Zevallos SalazarОценок пока нет
- Lectura Elementos Sistema TuristicoДокумент8 страницLectura Elementos Sistema TuristicoNelk Luz de LunaОценок пока нет
- Perdidas de Carga en TuberiasДокумент6 страницPerdidas de Carga en TuberiasRely Cuellar PérezОценок пока нет
- SEMANA 08 - PRACTICA DE CLASE AyudonДокумент13 страницSEMANA 08 - PRACTICA DE CLASE AyudonFranco JiménezОценок пока нет
- Cuanta Tierra Necesita Un Hombre ABRILДокумент50 страницCuanta Tierra Necesita Un Hombre ABRILARMANUNDI100% (1)
- Actividad Sobre Seguridad Alimentaria y NutricionalДокумент12 страницActividad Sobre Seguridad Alimentaria y NutricionalVanessa Elizabeth Coreas CastilloОценок пока нет
- Blázquez Martínez, J. M., "El Herakleion Gaditano y Sus Ingresos"Документ8 страницBlázquez Martínez, J. M., "El Herakleion Gaditano y Sus Ingresos"Sandra Seldas PunzónОценок пока нет
- Legislacion Fiis-2019-1era ParteДокумент60 страницLegislacion Fiis-2019-1era PartealexОценок пока нет
- Como Se Acota en SolidworksДокумент3 страницыComo Se Acota en SolidworksArely HernandezОценок пока нет
- Metodologias AgilesДокумент3 страницыMetodologias AgilesAlejandro AgredoОценок пока нет
- Crean Un Motor para Coches Eléctricos Más PotenteДокумент10 страницCrean Un Motor para Coches Eléctricos Más PotenteG20LBT OpОценок пока нет
- Agosto Santa Rosa de LimaДокумент19 страницAgosto Santa Rosa de LimaDANA MANANITA ESPINOZAОценок пока нет
- Tema 5 y 6 El Procedimiento Administrativo. Recursos AdministrativosДокумент9 страницTema 5 y 6 El Procedimiento Administrativo. Recursos AdministrativosCarlaОценок пока нет
- Patient Note Aparto Reproductor MascДокумент2 страницыPatient Note Aparto Reproductor MascMichelle ZapataОценок пока нет
- LA INVESTIGACIÓN de Las 3 EtapasДокумент99 страницLA INVESTIGACIÓN de Las 3 EtapasYordy Wilson HPОценок пока нет
- Jonh TunerДокумент2 страницыJonh TunerAdolfo Benitez RealОценок пока нет
- Los 10 Mandamientos DelДокумент2 страницыLos 10 Mandamientos DelRossy S GuerraОценок пока нет
- Verónica Capasso, Clarisa Fernández y Ana Bugnone - Los Caminos de Los Productos Artísticos: Circulación y RecepciónДокумент29 страницVerónica Capasso, Clarisa Fernández y Ana Bugnone - Los Caminos de Los Productos Artísticos: Circulación y RecepciónpichondepumaОценок пока нет