Академический Документы
Профессиональный Документы
Культура Документы
Melhoria Da Gestão de Estoques em Uma Pequena Empresa
Загружено:
Ana Carolina Diniz GuedesОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Melhoria Da Gestão de Estoques em Uma Pequena Empresa
Загружено:
Ana Carolina Diniz GuedesАвторское право:
Доступные форматы
Universidade Federal de Minas Gerais
Escola de Engenharia
Ana Carolina Diniz Guedes Philippe Figueiredo Soares
Melhoria da Gesto de Estoques em uma Pequena Empresa:
Otimizao do layout do armazm aliada ordenao lgica do estoque e definio de estratgias de picking de produtos
Belo Horizonte 2010
Ana Carolina Diniz Guedes Philippe Figueiredo Soares
Melhoria da Gesto de Estoques em uma Pequena Empresa:
Otimizao do layout do armazm aliada ordenao lgica do estoque e definio de estratgias de picking de produtos.
Monografia
apresentada
Escola
de
Engenharia Da Universidade Federal de Minas Gerais para obteno do ttulo de Engenheiro (a) de Produo.
Orientador: Prof. Ricardo Silveira Martins Prof. Dep. de Administrao - Faculdade de Cincias Econmicas (FACE) UFMG
Belo Horizonte 2010
ii
Ana Carolina Diniz Guedes Philippe Figueiredo Soares
Melhoria da Gesto de Estoques em uma Pequena Empresa:
Otimizao do layout do armazm aliada ordenao lgica do estoque e definio de estratgias de picking de produtos.
Monografia
apresentada
Escola
de
Engenharia Da Universidade Federal de Minas Gerais para obteno do ttulo de Engenheiro (a) de Produo.
Aprovada em: __/__/____
____________________________________ Prof.: Ricardo Silveira Martins (Orientador) Dep. de Administrao - FACE UFMG ____________________________________ Prof.: Maurcio Cardoso de Souza Dep. Engenharia de Produo E.E UFMG ____________________________________ Prof.: Marcos Vinicius Bortolus Dep. Engenharia Mecnica E.E UFMG
Belo Horizonte 2010
iii
Agradecimentos Gostaramos primeiramente de agradecer empresa Biscoitos Caipiro pela disponibilidade em sempre nos atender e pela abertura dada a ns para desenvolvimento irrestrito do trabalho. Agradecemos tambm o professor Ricardo Silveira Martins por nos orientar quando necessrio, redirecionar nossas aes quando se mostravam esparsas, excessivamente amplas ou demasiadamente restritas mantendo ainda nossa autonomia no desenvolvimento do presente trabalho. Agradecimentos especiais s nossas famlias pelo apoio moral, aos professores e funcionrios da UFMG pelo conhecimento adquirido enquanto graduandos, Deus pela fora e onipresena e a todos que, direta ou indiretamente, contriburam para a realizao deste trabalho. A todos, nosso muito obrigado!
iv
Resumo: O presente trabalho tem como principal objetivo o estudo de possveis melhorias na Gesto de Estoques de uma pequena empresa que comercializa e distribui biscoitos artesanais para varejistas na regio metropolitana de Belo Horizonte. A empresa analisada apresenta problemas devido disponibilidade de espao fsico para estoque de produto acabado, reflexos da no utilizao de modelos organizacionais apropriados. H ainda deficincias com relao coleta dos pedidos e movimentao dos produtos. Estes problemas afetam diretamente a produtividade da empresa e tem na responsividade e confiabilidade de suas operaes. Primeiramente, foi realizado um breve estudo sobre o fluxo produtivo da empresa partir de anlises presenciais por parte dos autores, bem como levantados os referenciais tericos pertinentes ao tema abordado.Como proposta final, aps anlise e estudo das principais tcnicas descritas pela literatura confrontadas com a prtica da empresa, recomendou-se uma nova configurao de layout para o armazm da empresa para atender suas demandas atuais e futuras, alm de modelos de organizao de estoques, controle de inventrio e definio de estratgias de Picking adequadas realidade da empresa. Palavras chave: layout, picking, estoques, armazenamento, movimentao, inventrio.
Abstract: This work aims to study possible improvements in the stock management policy of a small business that commercializes and distributes home-made biscuits to the retail market within greater Belo Horizonte area. This analyzed company has problems related to the space dedicated to stock their products, reflex of the poor organization model utilized to manage the stock system. Thus, there are still deficiencies related to their picking strategies and also to the product flow around the warehouse. Those problems affect the total productivity of the company and also have influences on the responsiveness and reliability of their operations. As a first step, the companys productive flow were studied from face analysis from the authors, and the theoretical references linked with the case were also brought up to be used during the development. As a final proposal, after the analysis and study of the main techniques described by the theory and also after the confrontation between the theory and the experience of the company, a new layout for the companys warehouse was suggested to attend their current and future demands and also models to organize the stock, including inventory control and definition of picking strategies fitted for the companys reality. Key words: layout, picking, stock, warehouse, inventory, flow
vi
Sumrio 1. Introduo ............................................................................................................... 9 1.1 Contextualizao ................................................................................................... 9 1.2 Problemas ........................................................................................................... 12 1.2.1 Problemas no nvel ttico ............................................................................ 13 1.2.2 Problemas no nvel operacional .................................................................. 13 1.3 Objetivos ............................................................................................................. 14 2. Reviso Literria ................................................................................................... 14 2.1 A gesto de estoques na cadeia de suprimentos ................................................ 14 2.1.1 Gesto de Estoques .................................................................................... 16 2.1.1.1 Fundamentos bsicos do controle dos estoques ................................ 16 2.1.1.2 Classificao dos estoques quanto ao tipo ......................................... 16 2.1.1.3 Custos associados aos estoques........................................................ 17 2.1.1.4 Previso de incertezas ........................................................................ 17 2.1.2 Polticas de estoque .................................................................................... 18 2.1.3 Indicadores de produtividade na anlise do controle de estoques .............. 19 2.1.3.1 Inventrio fsico ................................................................................... 20 2.1.3.2 Acurcia dos controles ........................................................................ 20 2.1.3.3 Nvel de servio .................................................................................. 20 2.1.3.4 Giro dos estoques ............................................................................... 21 2.1.3.5 Cobertura dos estoques ...................................................................... 22 2.1.4 Principais parmetros da gesto de estoques ............................................ 22 2.1.4.1 Estoque mdio .................................................................................... 22 2.2 Gesto do espao fsico do armazm ................................................................. 23 vii
2.3 Layout.................................................................................................................. 25 2.4 Picking ................................................................................................................. 29 2.4.1 Princpios para melhoria do sistema de Picking .......................................... 30 2.4.2 Estratgias para organizao da atividade de Picking ................................ 32 2.4.2.1 Picking discreto ................................................................................... 32 2.4.2.2 Picking por zona ................................................................................. 33 2.4.2.3 Picking por lote ................................................................................... 35 2.4.2.4 Picking por onda ................................................................................. 35 3. Metodologia ........................................................................................................... 36 3.1 Estrutura abordada no desenvolvimento do estudo .................................. 36 3.2 Estrutura do trabalho segundo o Process Classification Framework ....... 37 3.2.1 Entrega de produtos e servios ................................................... 37 3.2.2 Gerenciamento do Conhecimento, Melhoria e Mudana ............ 38 3.3 Anlise in loco e tipo de pesquisa utilizado ............................................... 38 3.4 A empresa: Biscocitos Caipiro ................................................................ 39 3.5 Anlise crtica do sistema de gerenciamento de estoque atual ................ 41 3.6 Teoria x prtica: Confronto e Sugestes ................................................... 44 4. Resultados ............................................................................................................ 50 4.1 Resultados esperados .............................................................................. 50 4.2 Concluso ................................................................................................. 51 5. Referncias Bibliogrficas ..................................................................................... 53
viii
1. Introduo
1.1 - Contextualizao A classificao de pequenas e micro empresa ocorre por critrios diversos, que variam de um rgo para o outro e tambm de acordo com as leis vigentes. Segundo a Lei Geral para Micro e Pequenas Empresas, instituda pela Lei Complementar nmero 123, de 14 de dezembro de 2006, so consideradas como micro as empresas que faturam at R$ 240 mil por ano, enquanto as pequenas so aquelas que tm faturamento na faixa imediatamente superior quando comparada com as micro empresas, indo de R$ 240 mil at R$ 2,4 milhes por ano. Ao mesmo tempo, o Servio Brasileiro de Apoio s Micro e Pequenas Empresas (SEBRAE) considera como micro as que empregam at nove pessoas no caso do comrcio e servios, ou at 19, no caso de indstria ou setor de construo; J as pequenas so definidas como as que empregam de 10 a 49 pessoas, no caso de comrcio e servios, e 20 a 99 pessoas, no caso de indstria e empresas de construo. Por sua vez, o Banco Nacional de Desenvolvimento Econmico e Social (BNDES) considera, para fins de concesso de crditos, que uma microempresa deve ter receita bruta anual de at R$ 1,2 milho; o mesmo rgo considera como pequenas empresas aquelas com receita bruta anual superior a R$ 1,2 milho e inferior a R$ 10,5 milhes. O que geralmente caracteriza este tipo de empresa (MPE Micro e Pequena Empresa) e as diferencia das outras, alm de questes como faturamento e nmero de funcionrios, a organizao gerencial e o grau de formalizao dos processos internos da empresa. Enquanto as maiores geralmente tm um sistema gerencial slido, com processos e responsabilidades bem-definidas, alm de uma cultura voltada para a melhoria contnua, as MPEs se revelam o oposto, dependendo do conhecimento tcito tanto dos empreendedores ao olhar para dentro e fora da empresa quanto dos empregados para entender e operacionalizar o funcionamento do processo produtivo de acordo com a estrutura que lhe for oferecida para trabalhar. 9
No contexto em que as MPEs operam e concorrem, tanto entre si quanto contra concorrentes maiores, toda e qualquer vantagem competitiva muito importante, uma vez que seus processos so, na maioria dos casos, estruturados com base no conhecimento informal. Estes processos geralmente se sustentam ou devido demanda de mercados locais e/ou a baixos custos de operao, que passam a justificar o empreendimento do ponto de vista absoluto - receitas maiores do que despesas - mas que podem render muito mais quando a inrcia de suas operaes contestada. A busca pelo entendimento do encadeamento de atividades que englobam um processo produtivo aparece e tanto o questionamento quanto a reflexo sobre ele prprio pode gerar oportunidades de melhoria. Um olhar externo e especialista pode ser um dos fatores que podem vir a desencadear o questionamento sobre um processo ou sobre toda a estrutura de uma MPE, iniciando mudanas que podem trazer significativas alteraes estrutura de negcio de qualquer empresa, quase sempre para melhor. As micro e pequenas empresas brasileiras vivem, mais do que nunca, momento desafiador dentro do contexto socioeconmico. Este novo cenrio caracterizado pela busca por maior competitividade frente concorrncia, atravs do desenvolvimento tecnolgico e da oferta de produtos e servios adequados s especificaes dos clientes. Alm destes fatores, a busca constante pelo desenvolvimento e motivao do seu capital intelectual e entendimento da dinmica das foras que moldam as estratgias faz com que estas empresas estejam sempre em movimento, procura de vantagens competitivas que possam ser traduzidas em agregao de valor ao negcio em termos de qualidade, produtividade, confiabilidade, custo, inovao e responsividade. No contexto apresentado, a Logstica um dos fatores que reserva boas possiblidades de melhoria e que pode render importante vantagem competitiva para as micro e pequenas empresas. Este fator tem grande impacto sobre o negcio, tanto em relao aos custos fixos e variveis quanto responsividade para atender cada vez melhor os clientes. A anlise da logstica e de seus processos relacionados faz com que as aes gerenciais sejam planejadas e coordenadas de forma integrada, avaliando todo o processo desde o recebimento da matria prima at a 10
entrega ao destinatrio final. Um dos campos da Logstica essencial para o bom funcionamento de toda a organizao a gesto de estoques, juntamente com a operacionalizao do fluxo de materiais e produtos dentro da empresa. Primeiramente, importante deixar clara a diferena entre estoque e armazenamento. Este remete ao ato de guardar, salvar ou juntar algum produto em determinado local pensando em um possvel uso posterior do mesmo, enquanto o estoque representa e quantifica o nmero de mercadorias disponveis para venda (produtos acabados) ou uso posterior em etapas seguintes de um processo produtivo (estoques em processo). Ento, armazenar com sabedoria, conhecendo o estoque e organizando-o da forma mais adequada para facilitar o acesso dos funcionrios aos produtos, gera a otimizao do espao utilizado para guardar os produtos melhorando sua organizao e agilidade no acesso aos mesmos. Tais aes so necessrias para qualquer MPE que vislumbre ter vantagens competitivas frente aos seus concorrentes diretos, com consequente melhor poder de penetrao nos mercados que esto inseridas. Estas medidas resultam na dinamizao do armazm para melhor disposio do estoque e so essenciais dentro da questo logstica de qualquer empresa, por isto foram escolhidas como foco principal deste trabalho. Considerando que o espao da empresa a ser considerada no est disponvel somente para funcionar como armazm, tendo que ser ento dividido com as reas de Produo, Expedio e Administrativa, importante levar em conta o arranjo fsico, as divises por setor e o layout do setor produtivo dentro do espao como um todo. Segundo PALETTA e SILVA (2009): Entende-se por arranjo fsico a disposio espacial dos elementos fixos ou de difcil mobilidade que compem um espao fsico edificado ou adaptado para abrigar, de modo pertinente, as diferentes atividades humanas. J o layout pode ser entendido como a disposio espacial de elementos destinados a favorecer as atividades humanas, possuidores de um razovel grau de mobilidade e que, normalmente, esto bastante subordinados ao arranjo fsico. PALETTA, SILVA (2009)
11
A partir desta definio, possvel apontar o layout do espao utilizado para a produo dentro do espao da empresa como aspecto essencial para obteno do melhor aproveitamento possvel do espao fsico de uma MPE, considerando que a dificuldade para modificao no arranjo demanda um maior impacto, tanto financeiro quanto organizacional, nas operaes da empresa. Alm dos aspectos abordados acima, possvel ver a importncia que a facilidade de acesso dos funcionrios ao mix de produtos armazenados tem na rapidez e preciso da seleo de pedidos dos clientes, separados para entrega atravs de entregadores, sejam terceirizados ou no. As estratgias de picking, cujo conceito acaba de ser descrito na primeira fase do pargrafo, so fundamentais para complementar a dinamizao da gesto de estoques de uma empresa, buscando o aproveitamento timo do espao disponvel, melhor organizao dos produtos e facilitando a obteno de pedidos atravs da implantao de uma lgica de disposio de produtos simples e conhecida por todos, ainda que dinmica. Pelos motivos destacados acima, tais estratgias tambm sero discutidas neste estudo. A partir dos temas destacados nesta etapa, parte-se para a anlise dos problemas e dos objetivos desmembrados atravs da anlise preliminar do funcionamento da empresa, utilizando o cruzamento da teoria com a atuao prtica em campo para se alcanar as melhorias almejadas pelas partes interessadas neste.
1.2 Problemas Em primeiro lugar, necessrio definir a disposio dos processos da empresa que tem relao direta com a gesto de estoques. Saber o que, quando, como, onde, quanto e por que estocar tomado como ponto de partida bsico para saber o nvel das decises a ser tomadas e as pessoas certas para tom-las. Segundo CARVALHO (2002), o Council of Supply Chain Management Professionals (CSCMP) identifica que o nvel das decises relativas ao estoque est subdividido da seguinte maneira: Estratgicas: Qual o nvel que o estoque deve ter? Disposio seguindo lgica de giro e faturamento; 12
Tticas: Disposio do estoque seguindo lgica de giro, faturamento e acessibilidade para os funcionrios que lidam com a sua gesto no dia-a-dia; Arranjo fsico e Layout. Operacionais: Programao de compras e pedidos; Manuseio do estoque. Em uma pequena empresa, uma mesma pessoa ou setor pode ser responsvel pela tomada de deciso em diversas esferas, como a estratgica e ttica, por exemplo. Estabelecer o desencadeamento de cada deciso remete tambm aos funcionrios, elucidando quais so as pessoas capacitadas para assumir cada atividade de acordo com o conhecimento formal e tcito do (a) indivduo (a) sobre o processo. possvel identificar problemas associados estocagem com base nos trs nveis organizacionais descritos pelo CSCMP, mas o enfoque ser dado nos nveis Ttico e Operacional. Os autores deste texto julgam que decises relativas quantidade armazenada e percentual de capital imobilizado com produtos acabados ultrapassam os limites de abordagem deste trabalho. Ao mesmo tempo, tambm acreditam que o resultado deste trabalho oferecer um input mais refinado para basear as decises estratgicas futuras por parte da alta gerncia da Biscoitos Caipiro, empresa que abriga este estudo. 1.2.1 Problemas no nvel ttico: No h disposio do estoque segundo nenhuma lgica, seja ela FIFO (First in, first out) ou LIFO (Last in, First Out) ou ordenada segundo faturamento, giro ou acessibilidade. Os produtos so armazenados onde eles julgam que h espao; O arranjo fsico simples e o layout aparenta ser subutilizado. 1.2.2 Problemas no nvel operacional: Tanto o manuseio do estoque quanto o fluxo interno dos produtos so prejudicados pela falta de um layout otimizado em prol da movimentao e de alguma estratgia pr-determinada de picking. A organizao precria do estoque tambm gera a quebra de produtos, com consequentes perdas econmicas para 13
a empresa retrabalho de embalagem e produtos inutilizados.
1.3 Objetivos: A partir dos problemas identificados atravs de anlise in loco dos processos pelos autores deste texto e por indicao do dono da empresa, traamos os seguintes objetivos a atingir, abrangendo todos os nveis organizacionais da empresa: Sugesto de um layout que melhore o fluxo de materiais e produtos pela empresa, o armazenamento de acordo com o giro e/ou faturamento por produto, levando-se em conta tambm a acessibilidade aos mesmos e fragilidade de cada um; Definio de estratgias de picking e atuao na disposio dos produtos na rea reservada para armazenamento, criando uma lgica de posicionamento do mix de produtos em estoque que seja clara, simples, de conhecimento comum e que facilite o acesso aos produtos finais na hora da separao de pedidos para expedio; Anlise de alternativas que possam vir a contribuir para o aumento da
produtividade e do faturamento da empresa, reduzindo custos e otimizando o aproveitamento do espao produtivo disponvel.
2. Reviso de Literatura
2.1 A gesto de estoques na cadeia de suprimentos A logstica deve atender aos nveis de servio ao cliente, estabelecidos pela estratgia de marketing, ao menor custo total de seus componentes, ou seja, o somatrio dos custos de transporte, armazenagem, processamento de pedidos, estoques, compras e vendas. Tentativas de atuar sobre qualquer um dos componentes isoladamente podem representar aumento de custos de outros 14
componentes, ou a deteriorao do nvel de servio. (FLEURY, 2000) O desafio fundamental da gesto integrada, segundo BOWESOX (2001) o de redirecionar a nfase tradicional na funcionalidade, para se concentrar na realizao do processo. A gesto de processos integrados procura identificar e alcanar menor custo total ao detectar trocas compensatrias (trade-offs existentes entre as funes). O objetivo da gesto integrada atingir o mais baixo custo de todo o processo, e no, a obteno do custo mais baixo para cada funo includa no processo. A combinao de fatores que afetam os nveis de estoques gigantesca, e maior ainda so os impactos sobre a lucratividade e valor da empresa. Estoques mal administrados oneram o capital de giro da empresa, geram baixo nvel de servio aos Clientes internos e externos e contribuem diretamente para a queda da lucratividade. Uma poltica de minimizao dos custos de transporte mediante a consolidao de cargas, por exemplo, quando no integrada aos outros componentes da logstica, pode ter efeitos negativos sobre a quantidade de estoques e sobre os prazos de entrega. Da mesma forma, uma poltica voltada para a minimizao do custo de compras pela aquisio de grandes lotes resultaria num aumento dos custos de armazenagem e de estoques. H ainda a necessidade de se definir a localizao dos estoques na cadeia de suprimentos, o que busca determinar se os estoques devem estar centralizados (em um nico centro de distribuio) ou descentralizados (em mais de um centro de distribuio). Para isso analisado individualmente o impacto de quatro dimenses na cadeia de suprimentos: giro, lead time de resposta, disponibilidade exigida e valor agregado. Neste contexto, a armazenagem de mercadorias prevendo o seu uso futuro exige investimentos por parte da organizao. O ideal seria a perfeita sincronizao entre oferta e demanda, de maneira a tornar a manuteno de estoques desnecessria. Entretanto, como impossvel conhecer exatamente a demanda futura e como nem sempre os suprimentos esto disponveis a qualquer momento, deve-se, segundo Ballou (1993), acumular estoque para assegurar a disponibilidade de mercadorias e minimizar os custos totais de produo e distribuio. 15
2.1.1 Gesto de Estoques A gesto de estoques constitui uma srie de aes que permitem verificar se os estoques esto sendo bem utilizados, bem localizados em relao aos setores que deles se utilizam, bem manuseados e bem controlados.
2.1.1.1
Fundamentos bsicos do controle dos estoques:
Existem alguns aspectos que devem ser especificados para se montar um sistema de controle de estoques, tais como conhecer os tipos de estoques existentes, os custos dos estoques e a previso das incertezas.
2.1.1.2
Classificao dos estoques quanto ao tipo.
Os estoques podem ser classificados em estoque ativo e estoque inativo. O estoque ativo todo estoque resultante de um planejamento prvio e destinado a uma utilizao em: Produo: Constitudo por matrias e componentes que integram o produto final. Produtos em processo: Constitudo por materiais em diferentes estgios de produo. Manuteno, Reparo e Operao: Formado por peas e componentes empregados no processo produtivo, sem integrar o produto final. Produtos acabados: Compreendem os materiais e/ou os produtos em condies de serem vendidos. Materiais administrativos: Formado por materiais de aplicao geral na empresa, sem vinculao com o processo produtivo.
O estoque inativo todo estoque inutilizado, decorrente de alteraes de programas, mudanas nas polticas de estoque ou planejamento, que engloba as seguintes categorias: 16 eventuais falhas de
Estoque disponvel: Materiais sem perspectiva de utilizao, sem destinao definida, total ou parcialmente.
Estoque alienvel: Material disponvel, inservvel, obsoleto, e sucatas destinadas venda.
2.1.1.3
Custos associados a estoques
exceo do custo de aquisio da mercadoria, os custos associados aos estoques podem ser divididos em trs categorias: Custo de pedido: Incluem os custos fixos administrativos associados ao processo de aquisio das quantidades requeridas para reposio do estoque. Custo de manuteno de estoque: Esto associados a todos os custos necessrios para manter certa quantidade de mercadorias por um perodo. Nos custos de manuteno esto includos os custos de armazenagem, custo de seguro, custo de deteriorizao e obsolescncia e custo de oportunidade de oportunidade (empregar dinheiro nos estoques que poderia ser empregado. Custo total: Definido como a soma dos custos de manuteno e de pedido.
2.1.1.4
Previso das incertezas
A contratao do nvel de estoques tem seus riscos associados pela incerteza relacionada quantidade demandada pelos clientes. Alm disso, h incertezas relacionadas ao fornecimento, no sendo possvel prever com exatido quanto chegaro dos suprimentos para iniciar a produo e abastecer os estoques. Uma das primeiras questes consideradas no controle de estoques, segundo CHING (2006), a previso das vendas futuras, da demanda, bem como a estimativa do tempo de ressuprimento (lead time), desde a colocao do pedido no fornecedor, sua produo at a chegada do material nas instalaes. 17
Dessa forma, importante a utilizao de tcnicas adequadas de previso de vendas, que leve em considerao o horizonte de tempo e as caractersticas da demanda, bem como o mapeamento dos fornecedores, do tempo necessrio para o processamento dos pedidos, etc.
2.1.2 Polticas de Estoque Segundo Bowersox e Closs (2001) a poltica de estoque consiste em normas sobre o que comprar ou produzir, quando e em quais quantidades. Inclui tambm decises sobre posicionamento e alocao de estoques em fbricas e centros de distribuio. Toda poltica de estoque tem como desafio administrar o difcil dilema entre minimizar o custo de manuteno de estoque e o atendimento ao nvel de servio desejado pelo cliente. Conforme Wanke (2003) as principais decises para definir uma poltica de estoque so: Quanto pedir e quando pedir? Onde localizar os estoques na cadeia de suprimento? Quais indicadores de desempenho sero considerados? Quanto manter em estoque de segurana? Algumas consideraes comumente realizadas no processo de deciso de estoque envolvem, dentre outras, as seguintes variveis: custo de obteno, custo de manuteno de estoques, custo de obsolescncia, custo de ruptura de estoque, tempo de reabastecimento, lote de compra (mnimo, mltiplo e econmico) e nvel de servio ao cliente. Sendo assim, pode-se afirmar que o planejamento do estoque executado com base nas polticas de estoque. Um dos mtodos bsicos utilizados para realizar o planejamento de estoque o ponto de pedido ou tambm conhecido como ponto de encomenda. Segundo este mtodo, a solicitao do reabastecimento (momento de pedir) influenciada pelo consumo ou demanda mdia e pelo tempo de resposta da entrega do produto, ou seja, simplesmente o momento de pedir convertido no nvel de estoques em unidades por meio da mdia do consumo e do tempo de resposta. Como o mtodo de ponto de pedido utiliza uma mdia e no o consumo ou o tempo de resposta real e no mundo real existe uma serie de incertezas, algumas 18
empresas adicionam ao ponto de pedido uma quantidade referente ao estoque de segurana para se proteger contra os efeitos indesejveis da falta de produto em estoque (WANKE, 2003). Outra alternativa para o mtodo de ponto de pedido o modelo de reviso peridica e o sistema mnimo-mximo (min-mx) do controle de estoque. Embora o ponto de pedido possibilite um controle preciso de cada item no estoque, tem algumas desvantagens econmicas, como por exemplo, uma economia conjunta de produo, transporte ou compra, pois cada item possivelmente requisitado em um perodo diferente. Segundo Ballou (2001) enquanto o controle do mtodo de ponto de pedido requer um acompanhamento constante dos nveis de estoque de todos os itens, o mtodo de reviso peridica proporciona uma reviso peridica de itens mltiplos que podem ser requisitados juntos. O mtodo de reviso peridica resulta em um nvel de estoque maior, mas em compensao os custos adicionais de manuteno do estoque so compensados pela reduo dos custos total logstico em funo de preos de compra mais baixos e/ou pelo custo de obteno menor. O sistema de controle de estoque min-mx pode ser considerado um sistema de controle simples, pois uma variao do modelo de ponto de pedido. Entretanto, a abordagem min-mx mais adequada para ser utilizada quando a demanda irregular ou errtica (BALLOU, 2001). Observa-se que este mtodo muito utilizado pelo varejo por causa de sua simplicidade operacional. No mtodo, considera-se que o nvel mximo do estoque corresponde quantidade que deve servir como estoque objetivo no momento em que se coloca um pedido. O nvel mnimo o que se chama de ponto de pedido. Assim, a quantidade a repor calculada diminuindo-se do estoque mximo a quantidade de estoque existente no momento.
2.1.3 Indicadores de produtividade na anlise do controle de estoques Existem vrios indicadores de produtividade na anlise e controle dos estoques, sendo os mais usuais, diferenas entre o inventrio fsico e o contbil, 19
acurcia dos controles, nvel de servio, giro dos estoques e cobertura dos estoques.
2.1.3.1
Inventrio Fsico
O inventrio fsico consiste na contagem fsica dos itens em estoque. Caso haja diferenas entre o inventrio fsico e os registros do controle dos estoques, devem ser feitos ajustes conforme recomendaes contbeis e tributrias. O inventrio fsico geralmente efetuado de dois modos: peridico ou rotativo. Peridico: Em determinados perodos faz-se a contagem fsica de todos os itens do estoque. Nesse procedimento, geralmente, faz-se necessrio a parada total da empresa para que a contagem seja mais precisa, sem sofrer interferncias. Rotativo: Os itens em estoques so contados permanentemente, no decorrer do ano fiscal da empresa, sem parada das atividades da empresa, concentrando-se em um grupo de itens em cada perodo.
2.1.3.2
Acurcia dos controles
Uma vez determinado o inventrio, pode-se calcular a acurcia dos controles, que mede a porcentagem de itens corretos, tanto em quantidade quanto em valor, ou seja:
2.1.3.3
Nvel de servio
O indicador de nvel de servio ao cliente demonstra o nmero de oportunidades de venda que podem ter sido perdidas pelo fato de no existir a mercadoria em estoque.
20
Como impossvel no ambiente de varejo de pronta entrega saber se o cliente gostaria de comprar uma mercadoria que no existe em estoque, o indicador de nvel de servio somente pode medir o nmero de ocorrncias de faltas de estoque de uma mercadoria, conforme demonstrado pela frmula abaixo:
Dessa forma, quanto maior o nmero de requisies atendidas, maior o nvel de servio. Um indicador de nvel de servio ao cliente de 100% significa que o sortimento de uma loja esteve totalmente presente nas prateleiras, ou, em outras palavras, que durante o perodo analisado, qualquer cliente que tivesse entrado na loja no teria deixado de comprar alguma mercadoria por falta da mesma.
2.1.3.4 Giro dos Estoques O giro dos estoques um indicador do nmero de vezes em que o capital investido em estoques recuperado atravs das vendas. Usualmente medido em base anual e tem a caracterstica de representar o que aconteceu no passado, sendo calculado pela frmula mostrada abaixo:
Quanto maior for a freqncia de entregas dos fornecedores, logicamente em menores lotes, maior ser o ndice de giro dos estoques, tambm chamado de ndice de rotao de estoques, que indica a quantidade de vezes em que o estoque se renova, num perodo de tempo. Um alto ndice de rotao dos estoques fator fundamental na reduo da necessidade de investimento em capital de giro para um determinado nvel de 21
vendas. 2.1.3.5 Cobertura dos Estoques
O ndice de cobertura dos estoques a indicao do perodo de tempo que o estoque, em determinado momento, consegue cobrir as vendas futuras, sem que haja suprimento. Este ndice , muitas vezes, calculado de maneira errnea, com uma frmula baseada em mdia de vendas passadas. A existncia de demandas sazonais e de eventos de grande impacto nas vendas pode distorcer as mdias de vendas passadas o que inviabiliza o uso destas para o clculo da cobertura. Assim, recomenda-se o clculo utilizando a projeo de demanda futura, conforme frmula:
Quanto menor for o estoque em relao projeo de vendas teremos menor cobertura em dias, semanas, etc.. Isto significa que se corre o risco de faltar mercadoria para atendimento ao cliente quando a cobertura de estoques for muito baixa, mas, no caso contrrio, com o ndice de cobertura muito alto, tambm se corre o risco de ter estoques obsoletos em face das mercadorias sarem de moda ou por perderem qualidade com o tempo de exposio na loja ou de permanncia em depsito.
2.1.4 Principais parmetros de Gesto de Estoques Para melhor entendimento dos conceitos envolvidos com o tema das polticas de gesto de estoques, em seguida sero descritos os principais parmetros envolvidos nos modelos matemticos utilizados.
2.1.4.1
Estoque Mdio
Na literatura existente, o Estoque Mdio (EM) definido simplesmente como a quantidade mdia em estoque de um ou mais itens, em um determinado intervalo de tempo. Compreende a quantidade de materiais, componentes, estoque em 22
processo e produtos acabados normalmente mantidos em estoque. Ao se definir uma poltica, o nvel de estoque adequado deve ser determinado para cada instalao fsica. A frmula consagrada do estoque mdio mostrada a seguir:
EM = LE/2 + ES Onde: EM = Estoque mdio do item LE = Lote de Encomenda do item ES = Estoque de Segurana do item
2.2. Gesto do espao fsico do armazm: A gesto do espao fsico do armazm vai alm do simples calculo de rea e altura til de armazenagem, mas antes sim deve levar em considerao a capacidade esttica do armazm. Por levar em considerao uma srie de fatores a capacidade esttica muitas vezes ignorada pelos gestores como ferramenta de gesto do armazm. Neste sentido RODRIGUES (2007) prope como ferramenta de gesto do armazm o clculo da capacidade esttica do mesmo, aqui entendida como o limite nominal de carga que uma rea pode receber simultaneamente expressa em toneladas. O clculo da capacidade esttica leva em considerao a praa til, a altura de empilhamento e o fator de estiva mdio. A praa til leva em considerao a rea disponvel para armazenagem deduzindo-se da rea de piso todo e qualquer espao no utilizvel. A altura de empilhamento deve levar em considerao no apenas o p direito do armazm, mas tambm os equipamentos necessrios para a elevao da carga e a segurana da operao, bem como as caractersticas de empilhamento de cada mercadoria armazenada. O fator de estiva entendido como o espao ocupado por uma tonelada de uma determinada mercadoria, neste caso deve ser
23
calculado o fator de estiva mdio ponderado que leva em considerao o tipo de mercadoria bem como o espao ocupado pela mesma no armazm.
O indicador acima possibilitar ao gestor otimizar as reas de armazenagem at o limite, se for o caso, da capacidade volumtrica e da resistncia estrutural do piso do armazm. Conforme RODRIGUES (2007) o indicador acima pode ser ampliado desde que respeitado os limites de segurana e se possam fechar algumas portas ou reduzir a largura de corredores desde que isso no afete as necessidades de movimentao dos equipamentos utilizados no processo de armazenagem. De acordo com o sistema de movimentao utilizado, obtm-se diferentes configuraes de layout. As alteraes no layout afetam de sobremaneira o sistema de movimentao, desta forma, a nica forma de se racionalizar a movimentao de materiais em uma planta industrial ou armazm, por meio da otimizao de layout, ou seja, otimizar um layout reduzir as distncias percorridas pelos fluxos de materiais. Conforme BANZATO (2009) quando se analisam os impactos das alternativas de layout sobre a movimentao de materiais, destacam-se 2 (duas) variveis que se tornam responsveis pelo dimensionamento dos recursos de movimentao
necessrios: intensidade de fluxo e distncia. A distncia aqui entendida como o quanto que um equipamento de movimentao percorre ao longo do fluxo e, o fluxo pode ser medido atravs de indicadores como quantidade de paletes transportados por hora, ou nmero de viagens de uma empilhadeira por dia e assim sucessivamente. A distncia, afetada pelo layout, ou seja, a forma em que distribumos os pontos de origem e destino dos movimentos e a intensidade de fluxo fornecem subsdios para determinao e dimensionamento dos equipamentos de movimentao. BANZATO (2009, p.2). BANZATO (2009) afirma que este processo de medio resulta no que o autor denomina de momento de transporte que dado pela multiplicao da 24
distncia pela intensidade de fluxo (Momento de Transporte = Distncia x Intensidade de Fluxo). O armazm, que o espao edificado destinado deposio, guarda e preservao de produtos e insumos, deve ser estudado pelo vis de suas capacidades esttica e dinmica. A capacidade esttica esta relacionada com aquilo que definimos como sendo o arranjo fsico, ou seja, com a qualidade e caractersticas do prdio, enquanto que a capacidade dinmica resulta do modelo gerencial adotado em relao aos recursos a serem trabalhados. bvio que elas esto intimamente relacionadas e que a primeira influencia fortemente a segunda, e conseqentemente h que se compreender bem os limites de uma para aproveitar ao mximo as possibilidades da outra. De posse destes dados pode-se identificar se um layout mais ou menos eficiente do ponto de vista de movimentao.
2.2
Layout
De acordo com Cury (2006) e Viana (2002), layout ser considerado como a organizao que uma empresa pode usar para sua arrumao e, por conseguinte ajudar em solucionar problemas de produo, posicionamento de mquinas, equipamentos e pessoal envolvido em todo o processo produtivo. Dias (1993) completa que usar um bom layout para a melhor utilizao do espao disponvel deve refletir no s na estrutura fsica das organizaes, mas tambm na melhoria dos processos e na diminuio de tempo gasto para tais. No QUADRO 1 apresenta-se alguns dos conceitos de layout apontados por Cury (2006), Viana (2002) e Dias (1993) para certificar a definio acima :
25
QUADRO 1 - Conceitos de Layout AUTORES CURY, (2006) DEFINIES Layout correspondente ao arranjo dos diversos postos de trabalho nos espaos existentes da organizao, envolvendo alm da preocupao de melhor adaptar as pessoas ao ambiente de trabalho, segundo a natureza da atividade desempenhada, a arrumao dos mveis, mquinas,
equipamentos e matrias-prima. VIANA, (2002) Layout a representao de arranjo fsico, significando colocar, dispor, ocupar, localizar e assentar. Layout o grfico, que representa a disposio espacial, a rea ocupada e a localizao dos equipamentos, pessoas e materiais. DIAS, (1993) O Layout um estudo sistemtico que procura uma combinao tima das instalaes industriais que concorrem para a produo, dentro de um espao disponvel. A maneira como os homens, mquinas e equipamentos esto dispostos em uma fbrica. Em outras palavras, a melhor utilizao do espao disponvel que resulte em um processamento mais efetivo, atravs da menor distncia , no menor tempo possvel. Fonte: Adaptado de CURY(2006), VIANA(2002) e DIAS(1993)
De acordo com Cury (2006), existem 3 tipos de layout, sendo eles: por produto; por processo; posicional.
No layout por produto o processo de produo contnuo, sendo que o produto a ser transformado movimenta-se enquanto as mquinas permanecem fixas. 26
J no layout por processo, o processo de produo intermitente ou em srie, sendo que as mquinas so agrupadas conforme a natureza da operao que exec utada. Esse tipo de layout assegura maior controle na operao de produtos de alta preciso. No caso do layout posicional, o produto final no se movimenta, ficando o encargo aos operadores e mquinas. usado geralmente quando a produo pequena e o custo para movimentao do produto muito alto (CURY, 2006). Alm dos trs tipos de layout citados por Cury (2006), Martins e Laugeni (1998) mencionam tambm outros trs tipos de layout: layout de linha; layout celular; layouts combinados. O layout de linha aquele onde as mquinas so alocadas de acordo com a seqncia de operaes e so executadas de acordo com a seqncia estabelecida sem caminhos alternativos. O material percorre um caminho previamente
determinado dentro do processo. O layout celular considerado como clula de manufatura, que consiste em arranjar em um s local (a clula) maquinas diferentes que possam fabricar o produto por inteiro. Os layouts combinados ocorrem para que sejam aproveitadas em um determinado processo as vantagens do layout funcional e da linha de montagem (MARTINS E LAUGENI, 1998). Para Cury (2006), os objetivos de um projeto de layout devem ser: otimizar as condies de trabalho do pessoal nas diversas unidades organizacionais. racionalizar os fluxos de fabricao ou de tramitao de processos;
racionalizar a disposio fsica dos postos de trabalho,aproveitando todo o espao til disponvel; minimizar a movimentao de pessoas, produtos, materiais e documentos dentro da ambincia organizacional.
27
Cury (2000) retrata tambm um sentido amplo corresponde distribuio fsica e elementos em determinado espao, no intuito de atender satisfatoriamente s necessidades dos clientes, fornecedores e funcionrios, interagindo-os com o ambiente organizacional e conseqentemente aumentando a produtividade e reduzindo custos. As empresas de distribuio em geral possuem armazns para estocagem de seus produtos. Estes armazns tm como caractersticas, layouts prprios. A seo seguinte descreve-se layout de armazm. De acordo com Viana (2002), a realizao de uma operao eficiente e efetiva de armazenagem depende da existncia de um bom layout, determinando, tipicamente, o grau de acesso ao material, os locais de reas obstrudas, os modelos de fluxos de materiais, a eficincia obtida pela mo-de-obra e a segurana do pessoal envolvido e do armazm. Para Viana (2002), os objetivos de um layout de armazm devem ser: assegurar a utilizao mxima do espao; propiciar a mais eficiente movimentao de materiais; propiciar a estocagem mais econmica, em relao s despesas equipamento, espao, danos de material e mo de obra do armazm; fazer do armazm um modelo de boa organizao. A metodologia geral, para projetar um layout de armazm, segundo Viana (2002), consiste em: definir a localizao de todos os obstculos; localizar as reas de recebimento e expedio; localizar as reas primrias, secundrias, de separao de pedidos e de estocagem; definir o sistema de localizao de estoque; avaliar as alternativas de layout do armazm. Os projetos de depsitos devem tambm permitir a movimentao de produtos em linha reta, quer eles estejam armazenados, quer no, para que esta 28 de
atividade ocorra de maneira rpida e fcil. Isso significa que os produtos devem ser recebidos numa ponta do edifcio, armazenados no meio e despachados pela outra ponta. Uma vez que se tenha localizado as reas de recebimento e expedio no layout, preciso analisar as reas de estocagem do material. Os tipos de reas e equipamentos de estocagem a serem usados iro determinar, at certo ponto, a configurao do layout e as necessidades de corredores. Finalmente, cada alternativa de layout do armazm deve ser avaliada, para determinar se ela atinge os objetivos desejados (BOWERSOX ; CLOSS, 2001). Segundo Moreira (2001) podem ser citados dois motivos que tornam importantes as decises sobre layout. Eles afetam a capacidade da instalao e a produtividade das operaes. Uma mudana adequada no layout que representa certo arranjo fsico pode muitas vez es aumentar a produo que se processa dentro da instalao, usando os mesmos recursos que antes, exatamente pela racionalizao no fluxo de pessoas e/ou materiais. Mudanas no arranjo fsico podem implicar no dispndio de considerveis somas de dinheiro, dependendo da rea afetada e das alteraes fsicas necessrias nas instalaes, entre outros fatores (MOREIRA, 2001). Todas essas formas de layout, somente so possveis de serem adotados atravs de um bom nvel de servio logstico. Nvel de servio logstico a qualidade com que o fluxo de bens e servios gerenciado. O nvel de servio logstico fator-chave do conjunto de valores logsticos que as empresas oferecem aos seus clientes para assegurar sua fidelidade. Entretanto, este nvel de servio tem um custo. Quanto maior o nvel de servio maior tende a ser s eu custo associado (BALLOU, 1993).
2.4 Picking A atividade de picking pode ser definida como a atividade responsvel pela coleta do mix correto de produtos , em suas quantidades corretas da rea de rmazenagem para satisfazer as necessidades do consumidor. Tal atividade dentro de um armazm considerada como uma das mais crticas.
29
Dependendo do tipo de armazm, 30% a 40% do custo de mo-de-obra est associado atividade de picking. Aliado ao custo, o tempo dessa atividade influi de maneira substancial no tempo de ciclo de pedido, ou seja, o tempo entre a recepo de um pedido do cliente e a entrega correta dos produtos.
2.4.1 Princpios para melhorar o sistema de picking: Independente do tamanho, volume, tipos de estoque, necessidades do consumidor e tipos de sistemas de controle da operao do armazm, existem certos princpios que se aplicam bem em qualquer atividade de picking. So princpios que devem guiar o posicionamento de produtos dentro da rea de armazenagem e o fluxo de informao e documentos.
Priorizar produtos de maior giro O primeiro passo a identificao dos produtos de maior giro. Na maioria dos casos ser observado que um pequeno grupo de produtos corresponde a grande parte da movimentao em um armazm. a conhecida Lei de Pareto, onde 20% dos produtos correspondem a 80% das movimentaes. So considerados os produtos de alto volume. Cerca de 55% dos produtos correspondem a 95% do volume movimentado. Esses 35% dos produtos so considerados de mdio volume. Os 45% dos produtos restantes so considerados produtos de baixo volume, correspondendo a cerca de 5% do volume total movimentado. Os produtos de maior giro devem ficar nas posies de mais fcil acesso para os operadores e de mais fcil ressuprimento.
Utilizao de documentaes claras e de fcil operacionalizao Um documento de picking deve fornecer instrues especficas para o operador de modo a facilitar a atividade de separao de produtos. Deve conter apenas as informaes relevantes: localizao do produto, descrio e quantidade requerida. Alm disso, tais informaes devem ser destacadas no documento, de 30
modo a facilitarem a leitura. Uma preocupao maior com a preparao dessa documentao diminui o tempo de leitura e de procura de produtos por parte do operador, diminuindo o tempo da atividade.
Organizar os pedidos de acordo com as configuraes fsicas necessrio que cada pedido enviado para a rea de picking seja configurado de acordo com as restries de localizao dos produtos. Ou seja, na etapa de gerao do documento de picking, as listagens devem ser montadas de forma a diminuir a movimentao do operador, alm de observar a proximidade de produtos.
Manter um sistema eficiente de localizao de produtos Um sistema eficiente de separao de pedidos necessita de um sistema de localizao de produtos muito acurado. Com a padronizao de endereos para a localizao de produtos e utilizao de tecnologias que acelerem a identificao de uma posio, possvel reduzir o tempo de procura de um produto para fraes de segundos, acelerando a atividade de separao de pedidos.
O operador deve ser avaliado pelos erros Para que sejam evitados erros na separao de pedidos (produtos incorretos ou quantidades incorretas de produtos) o operador deve ser avaliado pela correta separao dos pedidos. Sua performance deve ser mensurada e qualquer desvio em torno de uma meta aceitvel deve ser analisado, identificando se a causa est no sistema ou no operador.
Evitar contagem de produtos durante a coleta A contagem de produtos aumenta substancialmente o tempo de separao de pedidos. Tal atividade pode ser evitada com solues simples, como solues de 31
embalagens. Por exemplo, se operador necessitar separar 1000 unidades de um determinado produto, se tal produto estivesse agrupado em embalagens de 100 unidades, isso facilitaria seu trabalho. Alm disso, ajudaria a eliminar erros na separao.
Eliminao de documentos em papel Qualquer documento em papel toma demasiado tempo na atividade de picking. A informao escrita deve ser lida, interpretada e algumas vezes comparada com algum sistema de controle, o que tipicamente resulta em erros. Existem tecnologias que esto se tornando cada vez mais acessveis, reduzindo e at eliminando o fluxo de papis, incluindo leitores de cdigo de barras, sistemas de reconhecimento de voz e terminais de rdio frequncia. Tais filosofias norteiam o planejamento da atividade de picking. No entanto, vrias tecnologias e estratgias podem ser utilizadas e planejar uma atividade de picking no uma tarefa simples.
2.4.2 Estratgias de organizao da atividade de picking Existem quatro procedimentos bsicos para organizar o picking. Esses quatro procedimentos so caracterizados como procedimentos puros. Geralmente o que se observa uma composio ou mistura de diferentes estratgias, gerando estratgias mistas de organizao do picking.
2.4.2.1 Picking Discreto Nesse procedimento, cada operador responsvel por um pedido por vez e pega apenas um produto de cada vez. Existe apenas uma janela de scheduling por turno. Esse tipo de organizao possui uma srie de vantagens, principalmente por ser a mais simples, adequando-se perfeitamente quando toda a documentao est em papel. O risco de erros na atividade reduzido, por existir apenas um documento para cada ordem de separao de produtos. No entanto, o procedimento menos produtivo, pois como o operador deve completar toda a ordem de separao, o 32
tempo de deslocamento muito maior que nos outros procedimentos. Existe apenas um perodo para o agendamento da atividade de picking.
Picking Discreto 1 operador para cada pedido 1 produto por vez 1 perodo de agendamento
2.4.2.2 Picking por zona Nessa forma de organizao, as reas de armazenagem so divididas em zonas. Cada zona possui determinados produtos. Cada operador da atividade de picking est relacionado com uma dessas zonas. Quando uma ordem de pedido chega, cada operador pega todas as linhas de produtos referidas a esse pedido que fazem parte da sua zona de trabalho. Se o pedido estiver completo, ele pode ser despachado. Caso contrrio, ele ir para a prxima zona de picking e o prximo operador colocar os produtos necessrios. Esse tipo de procedimento mais utilizado quando temos diferenas de produtividade entre os trabalhadores ou diferenas de equipamentos/tecnologias utilizadas na rea de picking. Com isso, as zonas de picking so determinadas de forma at obtermos um balanceamento da carga de trabalho entre as zonas. Existe apenas um perodo para o agendamento da atividade de picking.
Picking por Zona mais de 1 operador para cada pedido 1 produto por vez 1 perodo de agendamento Trata-se de uma estratgia ideal quando temos tecnologias diferentes ou quando a produtividade dos operadores no homognea. No picking por zona, 33
temos um aumento de produtividade com relao estratgia anterior, porm a operao um pouco mais complexa.
2.4.2.3 Picking por lote No procedimento anterior, diferentes produtos so coletados para completar um pedido por vez. No picking por lote o procedimento ocorre de modo diferente: o operador espera a acumulao de um certo nmero de pedidos. Em seguida, so observados os produtos comuns a vrios pedidos. Quando o operador faz a coleta, ele pega a soma das quantidades de cada produto, necessrias para atender todos os pedidos. Em seguida, ele distribui as quantidades coletadas por cada pedido. Por trabalhar com vrios pedidos por coleta, esse tipo de procedimento possui um ganho de produtividade em relao aos outros. No entanto, indicado apenas quando os produtos so coletados na maioria em quantidades fracionadas (no em caixas), e quando os pedidos possuem poucos produtos diferentes (1 a 4) e pequenos volumes. O ganho de produtividade ocorre pela reduo de tempo em trnsito dos operadores. Um ponto negativo desse procedimento sua maior complexidade e sua necessidade de utilizar severas mensuraes para minimizar os riscos de erros. Tais mensuraes podem ser feitas utilizando as solues tecnolgicas atuais. Novamente, temos apenas um perodo para o scheduling da atividade de picking.
Picking por Lote 1 operador para cada pedido mais de 1 produto por vez 1 perodo de agendamento No picking por lote, um pedido processado apenas por um operador, e diferentes produtos so coletados em cada pega. Isso acelera a produtividade, mas como comentamos, indicado apenas para configuraes com poucos produtos. 34
2.4.2.4 Picking por onda Esse mtodo similar ao picking discreto. Ou seja, cada operador responsvel por um tipo de produto por vez. A diferena est no agendamento de um certo nmero de pedidos ao longo do turno. Geralmente esse tipo de procedimento utilizado para coordenar as funes de separao de pedidos e despacho. Alm das estratgias apresentadas anteriormente, temos as combinaes entre estratgias puras. A estratgia de picking por zona-lote, por exemplo, a estratgia de zona, onde cada operador responsvel por determinado nmero de produtos, e onde os pedidos so agrupados em lote. Podemos resumir na matriz seguinte, as diferentes estratgias de atividade de picking, as consideradas puras e as mistas. Produtos por cada picking do operador 1 1 Mais de 1 1 Mais de 1 1 Mais de 1 Perodos para agendamento da atividade por turno 1 1 1 Mais de 1 1 Mais de 1 Mais de 1
Tipos de procedimento
Operadores por pedido
Discreto Zona Lote Onda Zona-Lote Zona-Onda Zona-Lote-Onda
1 Mais de 1 1 1 Mais de 1 Mais de 1 Mais de 1
Tabela 1 Estratgias de Picking
35
3. Metodologia
3.1. Estrutura abordada no desenvolvimento do estudo O estudo contido neste documento ser estruturado tomando como base o Process Classification Framework (PCF) segundo FREITAS (2009), voltado para a Logstica interna e englobando conceitos de Gesto de Cadeia de Suprimentos, noes de Gerenciamento de Recursos Financeiros e de Melhorias, Mudanas e Conhecimento. Esta estrutura ser explicitada de forma detalhada no tpico seguinte. A partir desta estrutura, a empresa ser abordada mais uma vez, agora com enfoque especfico nos problemas e gaps identificados pelos autores. importante ressaltar que a estrutura do PCF no ser abordada tpico por tpico pelos autores por opo, uma vez que os mesmos acreditam que a abordagem integrada e contnua da empresa, levando-se em conta todos os aspectos do framework, ser mais valiosa para o trabalho. O conhecimento da situao prtica da empresa e das pesquisas aprofundadas nas bibliografias relevantes e relacionadas ao tema levar os autores deste estudo a confrontarem uma com a outra, sendo possvel ento a anlise e busca de solues para os problemas identificados atravs de dois pontos de vista tidos como opostos ou complementares, agregando valor ao estudo presente. A etapa seguinte trar a sugesto do plano de ao, que dever conter o resultado do confronto prtica x teoria em que o melhor de cada tipo de conhecimento levado em conta para a elaborao de um plano abrangente e eficaz de melhorias para a empresa. Por fim, aps a concluso, ser desenvolvida uma sesso de sugestes para a empresa com o objetivo de questionar um pouco seus processos, status quo e tambm tentar abrir os horizontes da mesma para novas possibilidades relacionadas melhoria de processos, qualidade e produtividade, alm de direcionar a sua viso nos nveis ttico e operacional para novos patamares, superiores aos atuais.
36
3.2. Estrutura do trabalho segundo o Process Classification Framework
(PCF):
O PCF serve como guia para anlise dos servios gerenciais de uma empresa de acordo com o tema abordado e sua relevncia para cada pesquisa. No caso do presente trabalho, sero abordados os seguintes tpicos contidos no PCF, diretamente ligados necessidade da empresa: - Entrega de Produtos e Servios; - Gerenciamento de Conhecimento, Melhorias e Mudanas. 3.2.1. Entrega de produtos e Servios: Obter materiais e servios o Avaliar e desenvolver fornecedores o Monitorar/Gerenciar informao do fornecedor o Analisar desempenho de despesa e venda o Apoiar inventrio e processos de produo
o Empacotar e distribuir o produto o Planejar produo com programao detalhada o Embalar o produto o Programar e executar manuteno
Gerenciar logstica e armazenagem o Operar armazenagem o Receber, inspecionar e estocar entregas recebidas o Acompanhar disponibilidade do produto o Embalar e deixar produto pronto para entrega o Controle de inventrio 37
3.2.2. Gerenciamento de Conhecimento, Melhoria e Mudana: Criar e gerenciar estratgia de desempenho organizacional o Criar modelo de sistemas de medida da empresa o Medir produtividade do processo o Medir eficincia do pessoal
Desempenho de benchmark o Conduzir processo de benchmarking o Conduzir benchmarking competitivo o Estabelecer necessidade de mudana
3.3 Anlise in loco e tipo de pesquisa utilizado Para a realizao deste estudo foi feito um levantamento bibliogrfico especfico utilizado como referencial terico para a sustentao e desenvolvimento deste estudo. A pesquisa pode ser considerada como aplicada por objetivar no s a anlise dos processos e espaos fsicos utilizados pela distribuidora, mas tambm a busca por aes e solues prticas para os problemas identificados. Para Vergara (2000), a pesquisa descritiva se refere a uma exposio de caractersticas de determinada populao ou de determinado fenmeno. Uma pesquisa aplicada, vivencial, tem o objetivo de gerar conhecimentos para aplicao prtica dirigida soluo de problemas especficos, envolvendo verdades e interesses locais, desenvolvida a partir da interao entre pesquisadores e membros das situaes investigadas. A coleta de informaes tambm se deu atravs de uma anlise presencial, in loco, assistemtica, segundo os meios utilizados. Marconi e Lakatos (2002) definem a tcnica de observao assistemtica, como espontnea, informal, ordinria, 38
simples, livre ocasional e acidental que consiste em recolher e registrar fatos da realidade sem que o pesquisador utilize tcnicas especiais ou precise fazer perguntas diretas. Segundo a participao do observador, a observao ser no participante, onde o pesquisador tem contato com o grupo ou realidade estudada sem se integrar a ela, permanecendo de fora. O pesquisador presencia o fato, mas no participa dele, fazendo o papel do espectador (MARCONI; LAKATOS, 2002). A observao foi realizada no ambiente real do estudo, focando a capacidade de armazenar todo o volume de produtos que demandado, a disposio do estoque e as estratgias utilizadas para separao dos pedidos. Nela registraram-se os dados medida que foram ocorrendo, espontaneamente, sem a devida preparao, o que a denomina como observao prxima realidade, conforme Marconi e Lakatos (2002). Esta observao sobre o que acontece nos principais processos relacionados armazenagem e movimentao tem seu complemento nos resultados obtidos quantitativamente partir dos relatrios gerados pelo sistema informatizado da Biscoitos Caipiro. Estes relatrios oferecem informaes sobre a venda de cada um dos tipos de biscoitos comercializados pela empresa de acordo com giro e faturamento.
3.4 A empresa: Biscoitos Caipiro A Cruz Homem Distribuio e Comrcio nasceu em 1992 num alicerce familiar atuando no mercado de comrcio e distribuio de biscoitos artesanais sob a nome fantasia Biscoitos Caipiro. A empresa conta com mais de 100 tipos de biscoitos em seu portflio, produzidos por pequenos e mdios produtores em fazendas do interior de Minas Gerais e distribudos pela Caipiro na regio da grande Belo Horizonte, para o mercado varejista. Sediada em Belo Horizonte, na R. Padre Silveira Lobo, 722 Bairro So Luiz, a empresa conta com 17 colaboradores internos (embaladores, estoquistas, promotores e corpo administrativo) alm de cinco motoristas terceirizados, responsveis por fazer o transporte das mercadorias da empresa ao cliente final em seus respectivos veculos de carga tipo van. Seu faturamento mensal gira em torno 39
de 180 mil reais por ms, o que a qualifica como pequena empresa, segundo critrios do SEBRAE e da Lei Geral para Micro e Pequenas Empresas. A comercializao dos biscoitos Caipiro se d a partir do momento em que o promotor de vendas concretiza uma negociao e liga para a distribuidora para formalizar o pedido. A ficha do pedido ento entregue a um funcionrio que separa os produtos para expedio de acordo com a sua posio e existncia em estoque. Aps a consolidao do pedido dos clientes e da definio da rota, o motorista terceirizado coleta os pedidos e faz a entrega em at 24 horas. Para garantir a entrega em um (1) dia til, a empresa conta com um estoque de produtos que gira em torno de sete dias alm de contar com funcionrios exclusivos para empacotamento e colocao da etiqueta da marca, uma vez que boa parte dos biscoitos fornecidos distribuidora a granel. Mesmo possuindo prazo de validade curto, os produtos tm giro rpido e no necessitam de cuidados especiais com relao armazenagem, tais como controle de temperatura e umidade do ar. A movimentao, entretanto deve ser feita de forma cuidadosa a fim de minimizar a perda de produto por quebra, uma vez que alguns tipos de biscoitos so frgeis e quebram com facilidade tanto no transporte fazendadistribuidora quanto no manuseio dentro da distribuidora. Os pacotes que apresentam unidades defeituosas devem ser abertos e reembalados, fazendo-se a substituio dos biscoitos quebrados. As perdas, segundo o proprietrio, so pequenas, porm no so desprezveis. Mesmo assim, no h controle ou quantificao das mesmas. O processo pelo qual os biscoitos passam desde a chegada at a distribuio no bem definido pela empresa. Os funcionrios responsveis pelo
armazenamento dos biscoitos so tambm os encarregados da separao do pedido para expedio e a ordem de servio (para separao dos pedidos) distribuda aleatoriamente para os funcionrios do setor de armazenagem/expedio de acordo com a demanda. O fluxo de processo no bem definido e tanto o arranjo fsico quanto o layout no favorecem a movimentao de materiais e produtos, uma vez que o setor de empacotamento fica entre a expedio e o estoque. O detalhe que a rea destinada para estoque de produtos finais contm tanto produtos prontos 40
para expedio como tambm produtos granel. No h utilizao de nenhuma lgica de ordenao para os produtos estocados e os produtos so armazenados aleatoriamente de acordo com o espao disponvel, sem serem dispostos em prateleiras ou posies de estoque por tipo de produto. Os pedidos aos fornecedores so feitos em intervalos regulares e a quantidade comprada baseia-se na intuio e conhecimento tcito da demanda por parte do proprietrio.
3.5. Biscoitos Caipiro: Anlise crtica do sistema de gerenciamento de estoques atual A partir da familiarizao dos autores com estrutura da empresa e consequente entendimento tanto do core business quanto da influncia da gesto de estoques na produtividade da empresa, desenvolvido o olhar crtico para fins de anlise das operaes da Biscoitos Caipiro com base no conhecimento prvio adquirido pelos pesquisadores ao longo do curso de graduao em Engenharia de Produo. Para compreender a empresa, foi preciso entender as foras e fraquezas internas, alm de olhar para o mercado e identificar as oportunidades e ameaas. Este tipo de anlise, chamada SWOT (Strengths, Weaknesses, Opportunities, Threats) fundamental para identificar a solidez dos processos internos e oportunidades de mercado que sustentam a estratgia e as finanas da empresa, alm de ressaltar os aspectos que precisam ser refinados para se atingir melhores nveis de competitividade frente ao mercado. Ento, usa-se benchmarks
competitivos externos com a finalidade de ser best in class, ou seja, os futuros novos benchmarks de um determinado setor. uma ferramenta estratgica importante para oferecer inputs para a tomada de decises gerenciais por parte da alta diretoria de qualquer empresa, independente do tamanho e setor. Como o foco deste trabalho est na melhoria das operaes internas, ento o estudo de foras e fraquezas internas dentro da anlise SWOT suficiente para gerar o input desejado para o prosseguimento deste trabalho. 41
A anlise estratgica feita na Biscoitos Caipiro, aliada viso crtica dos autores deste trabalho, indica que a principal fora da empresa est no relacionamento com os clientes, consequentemente na sua tima responsividade frente demanda dos mesmos. Todos os pedidos so entregues dentro de um (1) dia til, e para ter condies de manter este compromisso sem rupturas de estoque, preciso ter um estoque mdio relativamente alto de cada um dos produtos do mix ofertado aos clientes. Este estoque mdio elevado, por sua vez, pode ser entendido como uma das fraquezas da empresa, mas bem administrada pelos gestores uma vez que entendida como um mal necessrio para obter o nvel de responsividade desejado. Outra caracterstica entendida como fora a receptividade do produto no mercado e a facilidade de comercializao do mesmo, seja em supermercados, mercearias, padarias ou sacoles. um produto de alto giro, baixo valor agregado, boa aceitao no mercado e que consumido por pblicos de todas as faixas etrias e de diferentes classes sociais. A responsividade descrita acima demanda que os processos que integram a atividade de expedio da Biscoitos Caipiro ocorram no menor tempo possvel. Um bom nvel de acessibilidade aos SKUs (Stock Keeping Unit) no armazm de fundamental importncia para que a coleta dos pedidos seja eficiente, bem como uma boa organizao do layout em prol da movimentao e maximizao da capacidade de armazenamento. Infelizmente, esta no a realidade. O layout do armazm mostra-se claramente subutilizado, uma vez que os produtos de menor giro so posicionados em estoque dentro de caixotes de plstico (55x36 cm cada) e posicionados no centro da rea destinada para armazenagem dos produtos finais em, no mximo, trs (3) pilhas cada. Por sua vez, os produtos de maior giro so posicionados nas reas perifricas do armazm, agrupados em grandes quantidades sobre pallets de madeira (1,07 x 1,07m cada), posicionados prximos s paredes da rea. A baixa ocupao do espao vertical para armazenar os produtos leva a empresa a utilizar parte da rea destinada para estoque e empacotamento dos produtos granel como armazm adicional de produtos acabados, sendo que tais produtos poderiam ser bem acomodados no espao original caso o layout permitisse a maximizao da sua ocupao volumtrica. Esta uma fraqueza clara e que origina outras, que se somam e trazem dificuldades para uma operao projetada 42
para ser simples. Uma das consequncias deste no aproveitamento timo do layout para armazenamento a inexistncia de organizao do mix de produtos no estoque que impacta diretamente no processo de coleta dos pedidos para expedio, aumentando o ndice de erros e o tempo despedido nesta atividade.
Tabela 1: Anlise SWOT - Biscoitos Caipiro
Strengths (Foras): Produtos de fcil aceitao no mercado; Relacionamento com os fornecedores e clientes; Responsividade frente demanda dos clientes (entrega imediata .
Weaknesses (Fraquezas): Layout subutilizado; Organizao deficiente; Estratgia de picking inexistente ; Capacidade de armazenamento subutilizada.
Opportunities (Oportunidades): Mercado muito amador; melhorias internas geram grande vantagem competitiva; Melhoria da produtividade e organizao com investimento baixo.
Threats (Ameaas): Concorrncia cada vez mais preparada para disputar pontos de venda; Estremecimento na relao com clientes ou at mesmo a perda dos mesmos em caso de responsividade superior acordada.
Ao se pensar em um cenrio pessimista, que rena todas as fraquezas da empresa em uma mesma situao, chegamos seguinte constatao: Se os funcionrios responsveis pela coleta dos pedidos no sabem, com relativa preciso, a posio de determinado produto em estoque no armazm e no tem acesso fcil aos produtos, leva-se mais tempo para separar os pedidos; Se h alta 43
demanda dos clientes por entregas responsivas e que demandem diversos produtos do mix existente, isto pode significar a perda de tempo valioso na separao dos pedidos e, em alguns casos, at problemas para entregar os produtos dentro do prazo de 24 horas. Este critrio de atendimento dos clientes, refletido no conceito de responsividade utilizado como diferencial pela Biscoitos Caipiro para fidelizar sua clientela, pode ser ento quebrado, tendo reflexos na relao da empresa com seus clientes. 3.6. Teoria x prtica: Confronto e Sugestes A realizao de uma operao eficiente e efetiva de armazenagem depende muito da existncia de um bom layout, que determina tipicamente o grau de acesso ao material, os modelos de fluxo de material, os locais de reas obstrudas a eficincia da mo-de-obra e a segurana do pessoal envolvido. Identifica-se a real ocupao do espao por meio da taxa de ocupao volumtrica, um indicador que leva em considerao o espao disponvel versus o espao utilizado. Outro fator diretamente relacionado com a taxa de ocupao a seletividade, ou seja, o ponto de acesso a todos os itens, o que proporciona um nvel de servio adequado. O esquema de armazenagem escolhido por uma empresa depende primordialmente da situao geogrfica de suas instalaes, da natureza de seus estoques, tamanho e respectivo valor. No existem regras taxativas, segundo VIANA (2002) que regulem o modo como os materiais devem ser dispostos no armazm, motivo pelo qual se deve analisar em conjunto, vrios aspectos, para ento, decidir pelo tipo de arranjo fsico conveniente, selecionando qual das alternativas melhor atende ao fluxo dos produtos. Na prtica, o salo destinado ao armazenamento dos biscoitos embalados e rotulados (produto acabado), por vezes considerada como o armazm da empresa, possui dimenso de 8.96m x 8.66m x 2.76m. Os produtos de alto giro so armazenados no cho, sobre pallets de madeira, uns em cima dos outros, na rea perifrica do ambiente (prxima s paredes), ocupando uma rea de 1.15m2 por pallet, subindo a uma altura de aproximadamente 1.70m. Os demais produtos so 44
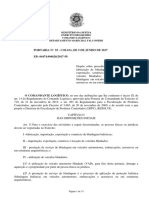
colocados dentro de grades plsticas (55 x 36 cm) e dispostos na rea central da sala, de forma aleatria, com a formao de pequenos e estreitos corredores, alm da pouca utilizao da altura do armazm, uma vez que se empilhavam no mximo 3 grades. No caso da Biscoitos Caipiro, em que o aproveitamento do espao disponvel para o estoque o ponto mais crtico, h a possibilidade de adoo de um modelo de armazenagem que maximiza a taxa de ocupao, com melhor aproveitamento do espao fsico e layout direcionado para facilitar o fluxo de materiais e a o armazenamento da maior quantidade de produtos acabados possvel. Para se obter utilizao mxima da rea disponvel para estoque, que de 101.2 m3, foi proposta a adoo de estantes metlicas construdas com colunas em perfis de chapa de ao dobrada, perfuradas e chapas de ao com posio regulvel de altura, adequadas ao armazenamento de materiais leves, de at 35 kg, manuseados sem a necessidade de qualquer equipamento e que admitem uma carga de 250 kg uniformemente distribudos. Tais estantes ocupariam a rea central da rea utilizada para armazenagem e movimentao de produtos acabados, maximizando a utilizao cbica uma vez que utilizariam de forma mais racional a altura do ambiente disponvel, anteriormente no utilizada. Para facilitar a movimentao, as estantes foram dispostas segundo diagrama abaixo de forma a manter corredores de movimentaes que ligassem as principais portas de entrada e sada dos produtos.
45
Figura 1- Layout da rea de estoques
Com esse novo layout, obteramos um aumento de 52% na ocupao volumtrica do armazm, quando calculamos a nova ocupao considerando empilhamento a uma altura de 2.20m e comparamos com a ocupao atual, descrita anteriormente. Optamos pela no ocupao da capacidade mxima (Praa til x Altura de empilhamento) uma vez que consideramos a existncia de dois corredores intermdios importantes para o processo de movimentao e coleta dos pedidos pelos operadores, melhorando a acessibilidade. J a organizao dos produtos em estoque ser feita de acordo com os dados referentes ao giro de produtos acabados. Esta lgica de organizao est intimamente ligada estratgia de picking escolhida para o mix de produtos no espao disponvel, de forma que os itens best-sellers fiquem em reas de mais fcil acesso no armazm, estrategicamente definidas para otimizar sua acessibilidade. O agrupamento por giro se mostra como o mais adequado para a situao atual da empresa pois, desta forma, os itens de giro rpido so colocados perto da 46
rea de recebimento e expedio, que tem acessibilidade melhor do que outras posies de estoque, fazendo com que o trabalho de mov-los para dentro e para fora do estoque seja reduzido. Ainda a fim de reduzir o tempo de coleta dos pedidos e tornar o processo mais eficiente, sugere-se a adoo do sistema de localizao fixa em que se atribui a uma unidade de armazenamento uma localizao especfica no armazm de forma que a coleta de pedidos seja feita de forma simples e os produtos sejam prontamente encontrados. Em geral, os sistemas de Localizao Fixa so utilizados em pequenos depsitos, onde o aproveitamento de espao no crucial, o processamento pequeno e h um pequeno nmero de SKUs, o que no o caso da Biscoitos Caipiro. Entretanto, preciso estar atento para o fato de que a Localizao Flutuante, sistema pelo qual os produtos so dispostos aleatoriamente visando maximizao da capacidade cbica, demanda informaes acuradas sobre localizao do item e disponibilidades de espaos. Tais fatores, quando no gerenciados precisamente, prejudicam a eficincia da separao dos pedidos, por isto optou-se pela no adoo este sistema, mantendo apenas a flexibilidade de expanso lateral das reas fixadas para cada SKU caso haja necessidade de maximizar o espao pelo aumento da quantidade de produto no estoque. Em relao coleta do mix de produtos, diretamente ligada disposio dos SKUs por giro, optou-se por manter a estratgia de picking discreto, j adotada pela empresa, devido ao espao total para movimentao e armazenagem ser pequeno. Ao se comparar o picking por zona, no h a perspectiva de ganhos significativos de produtividade em relao ao discreto. A estratgia de picking por lote tambm no a mais indicada por sua complexidade e porque, segundo a literatura pesquisada, indicada quando o pedido possui um mix pequeno de produtos (at quatro itens). Abordando os princpios para melhoria do sistema de coleta dos pedidos, entende-se que necessrio sugerir a melhoria da documentao para operacionalizao do processo, inserindo na ficha de pedido a localizao do mesmo em relao aos SKUs, reflexo da organizao do estoque por giro. A eliminao dos documentos de papel e da contagem dos produtos durante a coleta, 47
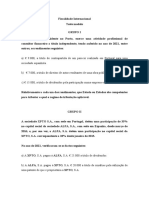
mesmo que sugerida pela literatura, torna-se invivel para a aplicao prtica, uma vez que no h disponibilidade de recursos de tecnologia e tambm por no ser vivel o agrupamento dos pacotes de biscoito em embalagens com mais unidades, uma vez que as quantidades por pedido variam muito de cliente para cliente. Atualmente, os funcionrios so avaliados pelos erros cometidos na coleta dos pedidos, apurados mediante conferncia pelo Supervisor de Expedio. Os critrios mensurados so nmero de erros e tempo despendido na atividade de picking. Espera-se que tanto os erros quanto o tempo de coleta dos pedidos sejam reduzidos, com aumento na preciso na separao dos pedidos. Para o perfeito gerenciamento de materiais, imprescindvel o exerccio do controle fsico, registro de todas as operaes, o que possibilita informaes perfeitas a respeito do saldo existente em estoque. O controle de inventrio em estoque usado pela empresa Biscoitos Caipiro j foi feito por meio de um software de gerenciamento que no funcionava perfeitamente, uma vez que no considerava as perdas por quebra, conforme exemplificado no fluxograma abaixo.
Fluxograma 1 Controle de Inventrio
Atualmente o controle feito atravs de estimativas e de contagem manual e peridica dos estoques para verificao. Dessa forma, mesmo a literatura sugerindo que a administrao de materiais seja feita utilizando a informtica e que o controle 48
atravs das Fichas de Prateleira ou Fichas de Controle (VIANA, 2002) seja sujeito a falhas, acredita-se que no curto prazo seja mais vivel para a empresa adotar um sistema de controle por meio de planilha eletrnica, cuja alimentao seja feita com base em dados fornecidos pelos encarregados da movimentao e armazenagem, de modo a possibilitar a contabilizao das perdas. Nesse sistema de controle de inventrio, seriam considerados como inputs os pacotes de biscoito embalados pelo setor de produo e os pacotes que a empresa j recebe embalados do prprio fornecedor; ou outputs seriam as unidades que saem para expedio e as unidades que so separadas por motivo de quebra e devem voltar produo para serem reaproveitadas. O operador anotaria numa ficha controle todos esses nmeros e ao final do dia a planilha seria alimentada de forma a calcular o valor acurado dos estoques de cada tipo de produto existente no estoque. Os autores deste trabalho entendem que de extrema importncia saber a quantidade real de produto em estoque, com margem de erro muito pequena, pois estas informaes fornecem subsdios para a programao das compras junto aos fornecedores e contribuem para manter o nvel alto de responsividade, tornando o risco de ruptura dos estoques nulo, ou prximo de zero. Segundo ARNOLD (1999), h necessidade de se considerar a utilizao eficaz de mo-de-obra e equipamentos de forma balanceada, pois estes representam os maiores custos operacionais e de capital, respectivamente. Existe uma compensao entre ambos, sendo que os custos com mo-de-obra podem ser reduzidos se forem utilizados mais equipamentos para o manuseio dos materiais, logo a administrao dever selecionar a melhor combinao que maximize a produtividade total da operao. Nesse caso, em conjunto com o proprietrio, foi analisada a viabilidade da compra de uma mquina empacotadora, cuja produtividade trs vezes maior que a atual (sem a presena de mquinas), e que demanda somente duas operadoras, metade da mo-de-obra atualmente utilizada. Esta mquina apropriada para embalagem de todos os tipos de biscoitos, alm de servir para a embalagem de amendoins, balas e afins, o que vai de encontro estratgia da empresa de expandir sua atuao, aumentando ainda mais o mix de produtos oferecidos no mercado.
49
4. Resultados
4.1 Resultados esperados O novo layout proposto para a armazenagem dos produtos no estoque, aliado aos novos mtodos de organizao de produtos no espao disponvel para armazenagem e a manuteno da estratgia de picking discreto, resultar em ganhos em diversas frentes para a empresa: Ganho de 52% em ocupao volumtrica, muito significativo tendo em vista o problema da falta de espao para armazenagem; Melhoria imensurvel na movimentao de materiais e pessoas pelo armazm, com espao bem dividido e otimizado tanto para disponibilizao dos produtos nas respectivas posies de estoque e para os funcionrios realizarem a atividade de organizao, coleta e transporte dos produtos para a rea de expedio de materiais Preciso na organizao e busca de produtos em suas respectivas posies de estoque, facilitando ainda mais a estretgia de picking discreto mantida para a empresa. Alm disto, o estudo de compra da mquina empacotadora de documentos surge como uma boa alternativa para aumento ainda maior da produtividade APS a implementao das mudanas e adequaes sugeridas pelo presente trabalho, uma vez que a empresa precisa se preparar para acomodar, em estoque, o aumento da quantidade e variedade de produtos que a mquina poderia propiciar para a empresa. A melhoria na movimentao e disposio dos materiais pelo armazm da Biscoitos Caipiro propiciar a queda do tempo mdio de coleta dos pedidos, interferindo diretamente na produtividade dos funcionrios do setor de expedio e de armazenamento de produtos acabados. Tais melhorias tambm tero reflexos na melhoria da produtividade geral da empresa, podendo trabalhar com a possibilidade futura de ampliao da capacidade atual de atendimento dos clientes. Outra consequncia esperada a reduo de quebra de produtos, que gera prejuzos e 50
retrabalhos para o setor de empacotamento, que perdem tempo precioso abrindo pacotes e consolidando os biscoitos em perfeito estado, separando os quebrados que no podem ser reaproveitados comercialmente. A diminuio do ndice de erros na atividade de coleta de pedidos seria consequncia natural de todas as aes de melhoria focadas no armazm. Alm disto, a clareza do fluxo de trabalho da empresa e melhor organizao do armazm impactariam na facilidade do entendimento do ofcio para novos funcionrios (uma vez que o turn over de funcionrios alto), alm do aumento da satisfao com a organizao da empresa por parte dos funcionrios atuais e dos proprietrios.
4.2. Concluso O desenvolvimento do trabalho presente visou, desde o incio, a anlise de um problema de produtividade real e a sugesto de medidas que fossem efetivas e eficazes para a empresa escolhida para receber o desenvolvimento deste trabalho. Os autores deste estudo encontraram, na empresa Biscoitos Caipiro, um ambiente ideal para atuao: uma pequena empresa, estruturada de forma amadora, com potencial claro de melhorias e, principalmente, aberta para a anlise e atuao dos estudiosos. A abertura irrestrita partiu por parte do Sr. Joo Homem, dono da empresa, um empreendedor jovem e que confiou na capacidade de pessoas que se apresentaram para desenvolver o presente trabalho, ainda estudantes, postulantes ao ttulo de Engenheiros de Produo. A anlise e sugesto das medidas a serem tomadas para a melhoria geral do processo de armazenagem de produtos, coleta de pedidos e acurcia no levantamento de estoques fez com que os autores se desenvolvessem ainda mais como profissionais, podendo dizer que o presente trabalho funcionou como transio entre a universidade, bero de conhecimentos que fundamentaro os passos dos mesmos durante a vida pessoal e carreira profissional, e o mercado de trabalho competitivo, que demanda a busca por solues pragmticas por parte dos profissionais, independente da rea de atuao. Tal transio foi buscada principalmente no confronto da teoria com a prtica (tpico 3.4 deste documento), 51
onde se buscou ver a empresa com os olhos de Engenheiros de Produo, utilizando-se os conhecimentos adquiridos durante os cinco (5) anos, alm da valorizao do conhecimento e das recomendaes tericas, essenciais para o desenvolvimento dos autores enquanto graduandos. importante ressaltar que todas as bibliografias utilizadas no presente estudo retratam situaes interpretadas como similares s condies atuais de trabalho e organizao da Biscoitos Caipiro, mas nunca idnticas. O entendimento dos estudos e aplicao dos conhecimentos na empresa Biscoitos Caipiro, alm da comparao com a prtica da empresa em seu dia-a-dia fez com que os autores fossem desafiados a encontrar solues para um caso nico no mercado como encontraro situaes nicas em suas carreiras, nunca iguais umas s outras. Para finalizar, os autores deste trabalho agradecem as pessoas que contriburam diretamente para o desenvolvimento do mesmo. Ao Professor Ricardo Silveira Martins, orientador do presente estudo e pessoa que nos direcionou em tempos de dvida sobre o escopo de atuao do trabalho, o agradecimento e partilha dos mritos deste estudo; Ao Sr. Joo Homem, dono da empresa Biscoitos Caipiro, que abriu todas as portas e disponibilizou todas as informaes necessrias, alm de dar toda a autonomia possvel para o desenvolvimento do trabalho, oferecido o trabalho com muita humildade, alm do agradecimento dos autores pela oportunidade de atuao e valorizao como Engenheiros, mesmo que ainda no fossem graduados formalmente como tal.
52
5. Referncias Bibliogrficas
ARNOLD, Tony J.R. Administrao de Materiais. So Paulo: Atlas, 1999.
BALLOU,
Ronald
H.
Gerenciamento
da
Cadeia
de
Suprimentos:
planejamento, organizao e logstica empresarial. 4 ed. Porto Alegre: Bookman, 2001.
BALLOU, Ronald H. Logstica Empresarial: transportes, administrao de materiais e distribuio fsica. So Paulo: Atlas, 1993.
BANZATO, Eduardo. Projeto de Armazns. So Paulo: IMAM, 2008.
BOWERSOX, Donald J.; CLOSS, David J. Logstica empresarial: o processo de integrao da cadeia de suprimento. So Paulo: Atlas, 2001.
CHING, Hong Yuh. Gesto de Estoques na Cadeia de Logstica Integrada. 3 ed. So Paulo: Atlas, 2006.
CHOPRA, S.; MEINDL, P. Gerenciamento da Cadeia de Suprimentos: estratgia, planejamento e operao. So Paulo: Prentice Hall, 2003.
CURY, A. Organizao & Mtodos: Uma viso holstica, Atlas, So Paulo, 2000.
CURY, A. Organizao & Mtodos: Uma viso holstica, Atlas, So Paulo, 8. ed., 2006. 53
DIAS, Marco Aurlio Pereira. Administrao de materiais: uma abordagem logstica. 4. ed., So Paulo, Atlas, 1993.
FLEURY, Paulo Fernando; WANKE, Peter; FIGUEIREDO, Kleber Fossati. Logstica Empresarial: a perspectiva brasileira. So Paulo: Atlas, 2000.
GONALVES, Paulo Sergio. Administrao de materiais. Rio de Janeiro: Elsevier, 2007.
LAKATOS, Eva Maria; MARCONI, Marina de Andrade. Tcnicas de Pesquisa. 5. ed. So Paulo, Atlas, 2002.
MARTINS, Petrnio Garcia; ALT, Paulo Renato Campos. Administrao de materiais e ecursos patrimoniais. 2 ed. So Paulo: Saraiva, 2006.
MARTINS, Petrnio Garcia; LAUGENI, Fernando Piero. Administrao da Produo. So Paulo: Saraiva, 1998.
MOREIRA, Daniel Augusto. Administrao da Produo e Operaes, Pioneira, 2. ed. So Paulo, 2001.
PALETTA, Marco Antnio; SILVA, Alexanders Gonalves da. Otimizando o Layout do armazm atravs da movimentao eficiente de materiais. 2009
POZO, Hamilton. Administrao de recursos materiais e patrimoniais: uma abordagem logstica. 3 ed. So Paulo: Atlas, 2004.
54
RODRIGUES,
Paulo
Roberto
Ambrsio.
Gesto
estratgica
da
armazenagem. So Paulo: Aduaneiras, 2007
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert; BETTS, Alan. Gerenciamento de Operaes e de Processos: princpios e prtica de impacto estratgico. Porto Alegre: Bookman, 2008.
VERGARA, Sylvia Constant. Projetos e Relatrios de Pesquisa em Administrao. So Paulo: Atlas, 2000. 92p
VIANA, Joo Jos. Administrao de materiais: um enfoque prtico. So Paulo: Atlas, 2002.
WANKE, Peter. Gesto de estoques na cadeia de suprimento: decises e modelos quantitativos. So Paulo: Atlas, 2003.
BISCOITOS CAIPIRO Cruz Homem Distribuio e Comrcio. Disponvel em < http://www.biscoitoscaipirao.com.br/>. Acesso em 13 set. 2010
BNDES - Banco Nacional de Desenvolvimento Econmico e Social. Disponvel em < http://www.bndes.gov.br/SiteBNDES/bndes/bndes_pt> . Acesso em 16 nov. 2010
CSCMP - Council of Supply Chain Management Professionals. Disponvel em < http://cscmp.org/>. Acesso em 12 out. 2010
55
SEBRAE Servio Brasileiro de Apoio s Micro e Pequenas Empresas. Disponvel em < http://www.sebrae.com.br/>. Acesso em 16 nov. 2010
56
Вам также может понравиться
- Politica Nacional de Promocao de SaudeДокумент38 страницPolitica Nacional de Promocao de SaudeEduardo J. S. HonoratoОценок пока нет
- Artigo Raul SeixasДокумент9 страницArtigo Raul SeixasJeandry C. AdversiОценок пока нет
- Modelo de Contrato de Compra e Venda de ImvelДокумент2 страницыModelo de Contrato de Compra e Venda de ImvelDartagnan Zanela86% (93)
- InscritosДокумент108 страницInscritosLucas HidalgoОценок пока нет
- Prova Enade 2010 Com GabaritoДокумент26 страницProva Enade 2010 Com GabaritoMarcos PenicheОценок пока нет
- Termo de Responsabilidade Escola CidadãДокумент5 страницTermo de Responsabilidade Escola Cidadãjosedasilva coutinhoОценок пока нет
- O IV Concílio de Latrão - Fé Exlusão e DisciplinaДокумент78 страницO IV Concílio de Latrão - Fé Exlusão e DisciplinaProcessoPenalUFMG100% (2)
- SES-SP RM 2023 Edital 6 Convocacao Chamada 1Документ177 страницSES-SP RM 2023 Edital 6 Convocacao Chamada 1Joe DrumОценок пока нет
- Referêncial 9104 - Técnicas de Atendimento e Receção de ClientesДокумент3 страницыReferêncial 9104 - Técnicas de Atendimento e Receção de Clientesfmartins.engОценок пока нет
- GOEДокумент93 страницыGOEheeroyuy83Оценок пока нет
- A08099-52894002 Ola Portugal Kopiervorlagen Zum Poster EBДокумент2 страницыA08099-52894002 Ola Portugal Kopiervorlagen Zum Poster EBanaОценок пока нет
- Quest. OnhbДокумент6 страницQuest. OnhbNicole FreireОценок пока нет
- Termo de Referência Construção CivilДокумент52 страницыTermo de Referência Construção CivilEmanuele Furlan PrettoОценок пока нет
- Acao Civil Publica - Rede Globo - Zorra Total - HomofobiaДокумент45 страницAcao Civil Publica - Rede Globo - Zorra Total - HomofobiaBobSilvaОценок пока нет
- Edital Prefeitura de Jaru Ro para Publica o 280319 PDFДокумент198 страницEdital Prefeitura de Jaru Ro para Publica o 280319 PDFdiogomelop2193Оценок пока нет
- Exército Brasileiro COLOG - Portaria 55 Blindagens BalísticasДокумент33 страницыExército Brasileiro COLOG - Portaria 55 Blindagens Balísticasnelson during50% (2)
- Langer, Protásio Paulo - Etimologia Dos Etnônimos Atribuídos Aos Guarani Do Paraguai e Da Cordilheira Chiriguana PDFДокумент32 страницыLanger, Protásio Paulo - Etimologia Dos Etnônimos Atribuídos Aos Guarani Do Paraguai e Da Cordilheira Chiriguana PDFfinateliОценок пока нет
- A Constituição Do CrimeДокумент4 страницыA Constituição Do CrimeValdinei SilvaОценок пока нет
- SursisДокумент5 страницSursisprofessorferraridesouzaОценок пока нет
- Igualdade de GêneroДокумент356 страницIgualdade de GêneroFabiane LimaОценок пока нет
- O Lazer e As Fases Da Vida. Christianne Gomes e Helder IsayamaДокумент20 страницO Lazer e As Fases Da Vida. Christianne Gomes e Helder IsayamaGabriel BarretoОценок пока нет
- Concurso Publico PederneirasДокумент36 страницConcurso Publico PederneirasJuliano CardosoОценок пока нет
- Lei 5553-68 e 11343Документ26 страницLei 5553-68 e 11343Rubro NegroОценок пока нет
- Historia Do Estado Do CearáДокумент72 страницыHistoria Do Estado Do CearáPetroniosОценок пока нет
- MANNING, P. Escravidão e Mudança Social Na África PDFДокумент22 страницыMANNING, P. Escravidão e Mudança Social Na África PDFWilton JúniorОценок пока нет
- Direitos Fundamentais e Suas CaracterísticasДокумент11 страницDireitos Fundamentais e Suas CaracterísticasGisa FigueiredoОценок пока нет
- Inscritosno Concursoda MagistraturaДокумент109 страницInscritosno Concursoda MagistraturaCidadão do MundoОценок пока нет
- Fiscalidade Internacional - Teste Modelo - EnunciadoДокумент2 страницыFiscalidade Internacional - Teste Modelo - EnunciadoPedro SantosОценок пока нет
- João Lizardo R. H. de Araújo - Regulação de Monopólios e Mercados - Questões BásicasДокумент21 страницаJoão Lizardo R. H. de Araújo - Regulação de Monopólios e Mercados - Questões BásicasJonas Medeiros ÁlvaresОценок пока нет
- 271590Документ205 страниц271590Emídio BahiaОценок пока нет