Вам также может понравиться
- Wang Invited Proc.7195 PhotonicsWest09 Vytran 2009Документ11 страницWang Invited Proc.7195 PhotonicsWest09 Vytran 2009kndprasad01Оценок пока нет
- Testing of Curved Surfaces and or LensesДокумент45 страницTesting of Curved Surfaces and or Lenseskndprasad01Оценок пока нет
- Asphere Fabrication Goes Commercial-Part III-Machines On The MarketДокумент2 страницыAsphere Fabrication Goes Commercial-Part III-Machines On The Marketkndprasad01Оценок пока нет
- Fabrication of Freeform OpticsДокумент3 страницыFabrication of Freeform Opticskndprasad01100% (1)
- PensilvaniaДокумент2 страницыPensilvaniakndprasad01Оценок пока нет
- DOE AnalysisДокумент11 страницDOE Analysiskndprasad01Оценок пока нет
- Scanning Pentaprism Measurements of Off-Axis Aspherics - 2008Документ10 страницScanning Pentaprism Measurements of Off-Axis Aspherics - 2008kndprasad01Оценок пока нет
- Testing Aspherics Using Two-Wavelength HolographyДокумент6 страницTesting Aspherics Using Two-Wavelength Holographykndprasad01Оценок пока нет
- ASphericДокумент5 страницASpherickndprasad01Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Capelec Manual OpacimetroДокумент24 страницыCapelec Manual OpacimetroYonathan Orozco0% (1)
- CM8 Vision Ocular Optic 22 - 23Документ50 страницCM8 Vision Ocular Optic 22 - 23Douaa lkОценок пока нет
- National Standard Exam in Physics - 2011 Question PaperДокумент9 страницNational Standard Exam in Physics - 2011 Question PaperPrateet Narayan RathОценок пока нет
- Lens Screen Hess ChartДокумент13 страницLens Screen Hess ChartMuhammed AbdulmajeedОценок пока нет
- 2 Interferometry 2Документ7 страниц2 Interferometry 2Adel AbdelmaboudОценок пока нет
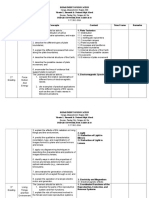
- Grade 10 BUDGET OF WORK ScienceДокумент5 страницGrade 10 BUDGET OF WORK ScienceRaniel Alemania Lacuarin43% (7)
- Q On LensesДокумент3 страницыQ On Lenseszendaya alisiaОценок пока нет
- Cambridge IGCSE: PHYSICS 0625/53Документ12 страницCambridge IGCSE: PHYSICS 0625/53Nisha zehraОценок пока нет
- IP Video Surveillance. An Essential Guide - Alexandr LytkinДокумент196 страницIP Video Surveillance. An Essential Guide - Alexandr LytkinFahad GhanyОценок пока нет
- Bio083 Practical 1Документ7 страницBio083 Practical 12023499618Оценок пока нет
- 3189 PDFДокумент5 страниц3189 PDFVln SekharОценок пока нет
- Concave and Convex Lenses: Physics 107 PresentationДокумент18 страницConcave and Convex Lenses: Physics 107 PresentationrebeccaОценок пока нет
- JSR PH Q 18Документ16 страницJSR PH Q 18JYOTISMAT RAULОценок пока нет
- Floating Bodies in Neutral EquilibriumДокумент5 страницFloating Bodies in Neutral EquilibriumCarlos JoseОценок пока нет
- Machine Vision SensorДокумент18 страницMachine Vision SensorSoumik DasОценок пока нет
- Term 1: Question BankДокумент184 страницыTerm 1: Question BankMahipal Singh100% (1)
- Study PLANNER XII (Second Step) - JEE Main & Advanced 2020-21 (Phase-1) - April To DecemberДокумент30 страницStudy PLANNER XII (Second Step) - JEE Main & Advanced 2020-21 (Phase-1) - April To DecemberBharat GelotОценок пока нет
- FUTA POst UTME Physics QuestionsДокумент17 страницFUTA POst UTME Physics QuestionsRejoiceОценок пока нет
- Cbjescpu 08Документ10 страницCbjescpu 08MEDHANSH RABHAОценок пока нет
- CBSE Class 12 Physics Question Paper 2020 Set 55-4-1Документ16 страницCBSE Class 12 Physics Question Paper 2020 Set 55-4-1Harsh RuhalОценок пока нет
- Applications of Optical InstrumentsДокумент2 страницыApplications of Optical Instrumentsujjawal kumarОценок пока нет
- Cheat SheetДокумент176 страницCheat SheetRobertОценок пока нет
- Flipping Funnel PRO - Seth Godin PDFДокумент18 страницFlipping Funnel PRO - Seth Godin PDFAndresОценок пока нет
- Science Class X Sample Paper Test 06 For Board Exam 2023 1 PDFДокумент7 страницScience Class X Sample Paper Test 06 For Board Exam 2023 1 PDFSahasra YeruvaОценок пока нет
- Spherical Mirror ImagesДокумент4 страницыSpherical Mirror ImagesD AngelaОценок пока нет
- Module Exercise 1 - Geometrical Optics 1694623667601Документ14 страницModule Exercise 1 - Geometrical Optics 1694623667601SAHIL KUMAWATОценок пока нет
- HCU (M.SC.) PAPER 2016Документ15 страницHCU (M.SC.) PAPER 2016Night Thought QuotesОценок пока нет
- Extra Problem Phys 4 CH 2Документ2 страницыExtra Problem Phys 4 CH 2Mario SamuelОценок пока нет
- Class 10 Preboard FinalДокумент4 страницыClass 10 Preboard FinalSachin BaidОценок пока нет
- 55305526Документ9 страниц55305526Amy Baker100% (1)