Вам также может понравиться
- Fronius Cold Metal TransferДокумент16 страницFronius Cold Metal Transferbonmarche28Оценок пока нет
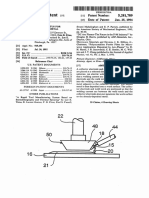
- United States Patent (191: Merz Et A1. Date of PatentДокумент13 страницUnited States Patent (191: Merz Et A1. Date of Patentbonmarche28Оценок пока нет
- Mig Handbook PDFДокумент20 страницMig Handbook PDFAzzah NazОценок пока нет
- A Virtual Prototyping System For Rapid Product Development: S.H. Choi, A.M.M. ChanДокумент12 страницA Virtual Prototyping System For Rapid Product Development: S.H. Choi, A.M.M. Chanbonmarche28Оценок пока нет
- Miller TIG HandbookДокумент20 страницMiller TIG Handbookquiron2010Оценок пока нет
- TIG Miller BookДокумент24 страницыTIG Miller BookEmad A.AhmadОценок пока нет
- Welding Using A RobotДокумент6 страницWelding Using A Robotbonmarche28Оценок пока нет
- Importat Gráficos en LaTexДокумент124 страницыImportat Gráficos en LaTexbonmarche28Оценок пока нет
- Algoritmo Genético para MatlabДокумент105 страницAlgoritmo Genético para Matlabbonmarche28Оценок пока нет
- Woody 2.0 ManualДокумент268 страницWoody 2.0 Manualbonmarche28Оценок пока нет
- Catia v6 Mold Tooling TutorialДокумент200 страницCatia v6 Mold Tooling Tutorialhaikal86100% (1)
- Excel To CATIAДокумент6 страницExcel To CATIAdjtj89Оценок пока нет
- Catia Fem TutorialДокумент21 страницаCatia Fem TutorialnicolassaltarОценок пока нет
- CFX AnsysДокумент0 страницCFX Ansysbonmarche28Оценок пока нет
- FLOW-3D Cast 3.2 ManualДокумент49 страницFLOW-3D Cast 3.2 ManualAldo A. MamaniОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Journey To SomnathДокумент8 страницA Journey To SomnathUrmi RavalОценок пока нет
- A N S W e R-Accion PublicianaДокумент9 страницA N S W e R-Accion PublicianaEdward Rey EbaoОценок пока нет
- Knee Jerk Libertarianism by Frank Van DunnДокумент9 страницKnee Jerk Libertarianism by Frank Van DunnLuis Eduardo Mella GomezОценок пока нет
- Stdy RhrupДокумент331 страницаStdy RhrupSugesan SmileyОценок пока нет
- Prior-To-Class Quiz 10 - Statistics For Business-T123PWB-1Документ6 страницPrior-To-Class Quiz 10 - Statistics For Business-T123PWB-1Minhh HằnggОценок пока нет
- Mambisas. Rebel Women in Nineteenth-Century Cuba (Libro Digital)Документ201 страницаMambisas. Rebel Women in Nineteenth-Century Cuba (Libro Digital)SusanaОценок пока нет
- Fornilda vs. Br. 164, RTC Ivth Judicial Region, PasigДокумент11 страницFornilda vs. Br. 164, RTC Ivth Judicial Region, PasigJenny ButacanОценок пока нет
- G Steiner 10 Reasons For Sadness of ThoughtДокумент31 страницаG Steiner 10 Reasons For Sadness of ThoughtJenniferОценок пока нет
- Taylor Scientific ManagementДокумент2 страницыTaylor Scientific ManagementworkingfolksОценок пока нет
- Construction Quality Management 47 PDFДокумент47 страницConstruction Quality Management 47 PDFCarl WilliamsОценок пока нет
- Power Semiconductor DevicesДокумент11 страницPower Semiconductor DevicesBhavesh Kaushal100% (1)
- C.S. - Lewis A Journey To ChristДокумент5 страницC.S. - Lewis A Journey To ChristMichelle CrawfordОценок пока нет
- 25 - A Hard Days NightДокумент2 страницы25 - A Hard Days NightBruno GovernatoriОценок пока нет
- Simplified Analysis of 'Out, Out' - Robert FrostДокумент3 страницыSimplified Analysis of 'Out, Out' - Robert FrostSANDREA RUTHОценок пока нет
- TaTa TeA Ad AnaLysiSДокумент3 страницыTaTa TeA Ad AnaLysiSAmiya RautОценок пока нет
- 6 Money SupplyДокумент6 страниц6 Money SupplySaroj LamichhaneОценок пока нет
- Test Bank For Essentials of Human Development A Life Span View 2nd Edition by KailДокумент24 страницыTest Bank For Essentials of Human Development A Life Span View 2nd Edition by Kailmichaelwatson05082003xns100% (47)
- Fossils (DK Smithsonian Handbook) by DKДокумент320 страницFossils (DK Smithsonian Handbook) by DKAnthony Mello71% (7)
- Lantus SoloStar Pen Guide PDFДокумент7 страницLantus SoloStar Pen Guide PDFKai HarukaОценок пока нет
- 5.1 ReteachДокумент2 страницы5.1 ReteachCarlos Pastrana0% (1)
- Application of Inventory Management in Construction IndustryДокумент3 страницыApplication of Inventory Management in Construction IndustryEditor IJRITCCОценок пока нет
- E2.d Solar System FlipbookДокумент39 страницE2.d Solar System FlipbookSaurabh100% (1)
- CASE ANALYSIS PretДокумент4 страницыCASE ANALYSIS PretNate Dela CruzОценок пока нет
- A Translation Quality Assessment of Two English Translations of Nazım HikmetДокумент14 страницA Translation Quality Assessment of Two English Translations of Nazım HikmetIntzarEltlОценок пока нет
- Week 006 - Module Sample Works of Well-Known WritersДокумент13 страницWeek 006 - Module Sample Works of Well-Known WritersLeona April DarriguezОценок пока нет
- Application of Schiff Base Ligamd ComplexДокумент7 страницApplication of Schiff Base Ligamd Complexrajbharaths1094Оценок пока нет
- MLB From 3G SideДокумент16 страницMLB From 3G Sidemalikst3Оценок пока нет
- Christify LyricsДокумент1 страницаChristify LyricsJomel GarciaОценок пока нет
- DhamanДокумент20 страницDhamanAman BrarОценок пока нет
- Case Digest 1-4.46Документ4 страницыCase Digest 1-4.46jobelle barcellanoОценок пока нет