Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- IBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeДокумент12 страницIBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeMarcelo Varejão CasarinОценок пока нет
- IBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroДокумент8 страницIBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1138 Rio Paper Rev01 PDFДокумент11 страницRiopipeline2019 1138 Rio Paper Rev01 PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFДокумент4 страницыRiopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFMarcelo Varejão CasarinОценок пока нет
- IBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionДокумент13 страницIBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1124 Worlds First Remote Deepwater PDFДокумент10 страницRiopipeline2019 1124 Worlds First Remote Deepwater PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1136 Ibp1136 19 Rafael Carlucci Tav PDFДокумент7 страницRiopipeline2019 1136 Ibp1136 19 Rafael Carlucci Tav PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1137 201906031307ibp1137 19 Increas PDFДокумент10 страницRiopipeline2019 1137 201906031307ibp1137 19 Increas PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1127 Article Number Ibp1127 19 PDFДокумент10 страницRiopipeline2019 1127 Article Number Ibp1127 19 PDFMarcelo Varejão CasarinОценок пока нет
- IBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneДокумент10 страницIBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneMarcelo Varejão CasarinОценок пока нет
- IBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilДокумент10 страницIBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1135 Riopipeline2019 t1135 JST Av1Документ8 страницRiopipeline2019 1135 Riopipeline2019 t1135 JST Av1Marcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1126 Article Number Ibp1126 19 PDFДокумент11 страницRiopipeline2019 1126 Article Number Ibp1126 19 PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1115 201906070716fm 3811 00 Formato PDFДокумент13 страницRiopipeline2019 1115 201906070716fm 3811 00 Formato PDFMarcelo Varejão CasarinОценок пока нет
- IBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningДокумент10 страницIBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFДокумент9 страницRiopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1117 Ibp1117 19 Versao Final para e PDFДокумент8 страницRiopipeline2019 1117 Ibp1117 19 Versao Final para e PDFMarcelo Varejão CasarinОценок пока нет
- IBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Документ4 страницыIBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Marcelo Varejão CasarinОценок пока нет
- IBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsДокумент11 страницIBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1114 201905291733ibp1114 19 Optimiz PDFДокумент17 страницRiopipeline2019 1114 201905291733ibp1114 19 Optimiz PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1113 201906031824ibp Riopipeline 11 PDFДокумент10 страницRiopipeline2019 1113 201906031824ibp Riopipeline 11 PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1112 FM 1112 FinalДокумент10 страницRiopipeline2019 1112 FM 1112 FinalMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1121 201906051235ibp1121 19 Final PDFДокумент8 страницRiopipeline2019 1121 201906051235ibp1121 19 Final PDFMarcelo Varejão CasarinОценок пока нет
- IBP 1118 - 19 Relationship With Stakeholders of Transpetro in The Amazon: Fire Prevention PlanДокумент9 страницIBP 1118 - 19 Relationship With Stakeholders of Transpetro in The Amazon: Fire Prevention PlanMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1109 201906051455qav Ibp1109 19 Jet PDFДокумент11 страницRiopipeline2019 1109 201906051455qav Ibp1109 19 Jet PDFMarcelo Varejão CasarinОценок пока нет
- IBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyДокумент13 страницIBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyMarcelo Varejão CasarinОценок пока нет
- IBP 1105 - 19 Logistics For Maintenance of The Right-Of-Way (Row) in The Northern RegionДокумент10 страницIBP 1105 - 19 Logistics For Maintenance of The Right-Of-Way (Row) in The Northern RegionMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1107 201905201751ibp1107 19 Jacques PDFДокумент7 страницRiopipeline2019 1107 201905201751ibp1107 19 Jacques PDFMarcelo Varejão CasarinОценок пока нет
- Riopipeline2019 1106 Ibp 1106 Ultimate High Precisi PDFДокумент9 страницRiopipeline2019 1106 Ibp 1106 Ultimate High Precisi PDFMarcelo Varejão CasarinОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Study of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderДокумент3 страницыStudy of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderLegaldevil LlabsОценок пока нет
- Repro Indo China Conf PDFДокумент16 страницRepro Indo China Conf PDFPavit KaurОценок пока нет
- Fabrication Daily Progress: No DescriptionДокумент4 страницыFabrication Daily Progress: No DescriptionAris PurniawanОценок пока нет
- Topics For AssignmentДокумент2 страницыTopics For AssignmentniharaОценок пока нет
- Val Ed SyllabusДокумент25 страницVal Ed Syllabusroy piamonteОценок пока нет
- FloodДокумент9 страницFloodapi-352767278Оценок пока нет
- (Walter Podolny, JR., John B. Scalzi) Construction PDFДокумент354 страницы(Walter Podolny, JR., John B. Scalzi) Construction PDFJuan Carlos CastroОценок пока нет
- Syllabus 9701 Chemistry AS: AS or A2 UnitsДокумент4 страницыSyllabus 9701 Chemistry AS: AS or A2 UnitsHubbak KhanОценок пока нет
- Local, Local Toll and Long Distance CallingДокумент2 страницыLocal, Local Toll and Long Distance CallingRobert K Medina-LoughmanОценок пока нет
- Journal of Power Sources: Binyu Xiong, Jiyun Zhao, Zhongbao Wei, Maria Skyllas-KazacosДокумент12 страницJournal of Power Sources: Binyu Xiong, Jiyun Zhao, Zhongbao Wei, Maria Skyllas-KazacosjayashreeОценок пока нет
- RAMSCRAM-A Flexible RAMJET/SCRAMJET Engine Simulation ProgramДокумент4 страницыRAMSCRAM-A Flexible RAMJET/SCRAMJET Engine Simulation ProgramSamrat JanjanamОценок пока нет
- Group 9Документ1 страницаGroup 9Kyla Jane GabicaОценок пока нет
- Comparison of Offline and Online Partial Discharge For Large Mot PDFДокумент4 страницыComparison of Offline and Online Partial Discharge For Large Mot PDFcubarturОценок пока нет
- Acm Queue PDFДокумент12 страницAcm Queue PDFShubham Anil ShahareОценок пока нет
- E&i QC Inspector Resum and DocumentsДокумент24 страницыE&i QC Inspector Resum and DocumentsIrfan 786pakОценок пока нет
- Case Study StarbucksДокумент2 страницыCase Study StarbucksSonal Agarwal100% (2)
- Takeover Strategies and DefencesДокумент20 страницTakeover Strategies and DefencesJithu JoseОценок пока нет
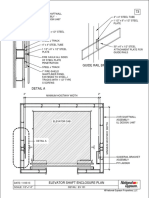
- Guide Rail Bracket AssemblyДокумент1 страницаGuide Rail Bracket AssemblyPrasanth VarrierОценок пока нет
- Bylaws of A Texas CorporationДокумент34 страницыBylaws of A Texas CorporationDiego AntoliniОценок пока нет
- Chiba International, IncДокумент15 страницChiba International, IncMiklós SzerdahelyiОценок пока нет
- BERKLYNInformation SheetДокумент6 страницBERKLYNInformation SheetvillatoreubenОценок пока нет
- Tours and Travel MNGTДокумент16 страницTours and Travel MNGTArpita Jaiswal100% (5)
- Preparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesДокумент10 страницPreparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesIndhu ElangoОценок пока нет
- 2018 International Swimming Pool and Spa CodeДокумент104 страницы2018 International Swimming Pool and Spa CodeEngFaisal Alrai100% (3)
- Personal ComputerДокумент3 страницыPersonal ComputerDan Mark IsidroОценок пока нет
- Reverse LogisticsДокумент37 страницReverse Logisticsblogdogunleashed100% (7)
- I. Ifugao and Its TribeДокумент8 страницI. Ifugao and Its TribeGerard EscandaОценок пока нет
- Making Sense of The Future of Libraries: Dan Dorner, Jennifer Campbell-Meier and Iva SetoДокумент14 страницMaking Sense of The Future of Libraries: Dan Dorner, Jennifer Campbell-Meier and Iva SetoBiblioteca IICEОценок пока нет
- Inclusions in Gross IncomeДокумент2 страницыInclusions in Gross Incomeloonie tunesОценок пока нет
- LS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsДокумент3 страницыLS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsJCMОценок пока нет