Вам также может понравиться
- Trabalho Do Grupo TimДокумент23 страницыTrabalho Do Grupo TimB1SP0 CLANSОценок пока нет
- Arranjo físico industrial: configurações e tempos de cicloДокумент31 страницаArranjo físico industrial: configurações e tempos de cicloEltonОценок пока нет
- Heijunka: Nivelamento da produção através da equalização do mix e volumeДокумент71 страницаHeijunka: Nivelamento da produção através da equalização do mix e volumePhaelucasОценок пока нет
- Planejamento da Produção e Controle de CapacidadeДокумент50 страницPlanejamento da Produção e Controle de CapacidadeGiuliana CaselliОценок пока нет
- Balanceamento de linha de produção por produtoДокумент18 страницBalanceamento de linha de produção por produtoWeber Mardegan SardenbergОценок пока нет
- Revoluções Industriais e seus impactosДокумент32 страницыRevoluções Industriais e seus impactosQuésia ReisОценок пока нет
- Manufatura Aditiva por Processos de AdiçãoДокумент8 страницManufatura Aditiva por Processos de AdiçãoPedro IndianiОценок пока нет
- 4137 Gestao de Projetos Rafael RavazoloДокумент41 страница4137 Gestao de Projetos Rafael RavazoloJOSEMAR DE CRISTO BANDEIRAОценок пока нет
- Curso de Manutenção com Conceitos e CompetênciasДокумент8 страницCurso de Manutenção com Conceitos e CompetênciasevandroОценок пока нет
- Guia Indústria 4.0Документ26 страницGuia Indústria 4.0Felipe RodriguesОценок пока нет
- Gestão de Estoques: Classificação ABC, Estoque Mínimo e Ponto de RessuprimentoДокумент2 страницыGestão de Estoques: Classificação ABC, Estoque Mínimo e Ponto de RessuprimentoLibório NetoОценок пока нет
- Redes industriais e Indústria 4.0Документ6 страницRedes industriais e Indústria 4.0luiz camargo100% (1)
- Curva ABC VendaДокумент63 страницыCurva ABC VendaClaudia Poschi LopesОценок пока нет
- Capitulo 4 Aluno - Arranjo FisicoДокумент34 страницыCapitulo 4 Aluno - Arranjo FisicolfortesОценок пока нет
- Projetos Mecânicos - 3º Aula - Dimensionamento de Engrenagens de Dentes RetosДокумент42 страницыProjetos Mecânicos - 3º Aula - Dimensionamento de Engrenagens de Dentes RetosChristian MoreiraОценок пока нет
- Introdução à Usinagem em Torno MecânicoДокумент39 страницIntrodução à Usinagem em Torno MecânicoEdson R. FilhoОценок пока нет
- Indústria 4.0Документ3 страницыIndústria 4.0Mateus Queiroga100% (2)
- Aula 02 - Fundamentos Da Gestão de Projetos E ArquivosДокумент66 страницAula 02 - Fundamentos Da Gestão de Projetos E ArquivosmaialeitaoОценок пока нет
- Análise de custos e classificação ABC de itensДокумент6 страницAnálise de custos e classificação ABC de itensAne FrozzaОценок пока нет
- Aula 5 - Logística ReversaДокумент32 страницыAula 5 - Logística ReversaGabriel Rocha Mello100% (1)
- Big Data e IoTДокумент3 страницыBig Data e IoTLarissa SantosОценок пока нет
- Análise da coerência das demonstrações financeiras da DPCAA de Nampula de 2010 a 2012Документ42 страницыAnálise da coerência das demonstrações financeiras da DPCAA de Nampula de 2010 a 2012Juvêncio ChigonaОценок пока нет
- Lógica IntroduçãoДокумент91 страницаLógica IntroduçãoJunior LanОценок пока нет
- Exercícios #2 Ajustagem TraçagemДокумент1 страницаExercícios #2 Ajustagem TraçagemMauricio F CamargoОценок пока нет
- Conceito de Temperatura e Calor Aula GestãoДокумент36 страницConceito de Temperatura e Calor Aula GestãoWilmar Ernesto HübnerОценок пока нет
- Aula 03 - CorrentesДокумент60 страницAula 03 - CorrentesmonecheОценок пока нет
- CorrentesДокумент18 страницCorrentesMarcelo CarabajalОценок пока нет
- Treinamento para Soldagem A Arco El Trico PPTX PPTX 1677972644Документ43 страницыTreinamento para Soldagem A Arco El Trico PPTX PPTX 1677972644Marco Aurélio TrindadeОценок пока нет
- 03 - Exercício Paquímetro Sistema MétricoДокумент4 страницы03 - Exercício Paquímetro Sistema MétricoSamuel Oliveira de mattosОценок пока нет
- Exercícios Resistência MateriaisДокумент11 страницExercícios Resistência MateriaisDornelles Vissotto JuniorОценок пока нет
- Administração Da Produção II - Capacidade de ProduçãoДокумент43 страницыAdministração Da Produção II - Capacidade de ProduçãoAlexandre AlvimОценок пока нет
- Qualidade e Produtividade: PDCA, ISO 9001 e Gestão de ProcessosДокумент140 страницQualidade e Produtividade: PDCA, ISO 9001 e Gestão de ProcessosBryan ReymmondОценок пока нет
- Mecânica Aplicada - 3a avaliaçãoДокумент6 страницMecânica Aplicada - 3a avaliaçãoescolacetecОценок пока нет
- Aula 07 Circuito EletricoДокумент16 страницAula 07 Circuito Eletricoeomoraes3460Оценок пока нет
- Aula 01 - Introdução À ManutençãoДокумент15 страницAula 01 - Introdução À ManutençãoJoão Pedro Carvalho dos SantosОценок пока нет
- Exercícios de circuitos de corrente contínuaДокумент5 страницExercícios de circuitos de corrente contínuaFábio HenriqueОценок пока нет
- Cronometria de ProduçãoДокумент19 страницCronometria de ProduçãoPaulo César VenturaОценок пока нет
- AULA 9 - CronometragemДокумент21 страницаAULA 9 - Cronometragemnumber01Оценок пока нет
- NOVA APRESENTAÇÃO DE PCP 4º Termo para AlunosДокумент114 страницNOVA APRESENTAÇÃO DE PCP 4º Termo para AlunosDK Vegas100% (1)
- PCP Fluxograma Processo ProdutivoДокумент30 страницPCP Fluxograma Processo ProdutivoRaymundo NettoОценок пока нет
- Avaliação de Processo de Fabricação III SZДокумент4 страницыAvaliação de Processo de Fabricação III SZChael SzОценок пока нет
- Gestão da Manutenção Aumenta ProdutividadeДокумент35 страницGestão da Manutenção Aumenta ProdutividadeJuliana GonçalvesОценок пока нет
- Estudo de caso R&B: desafios da indústria têxtilДокумент14 страницEstudo de caso R&B: desafios da indústria têxtilAndre CunhaОценок пока нет
- Aula 08 - Cont. Estoque, Ressuprimento e Tempos e MétodosДокумент33 страницыAula 08 - Cont. Estoque, Ressuprimento e Tempos e MétodosGermano PraxedesОценок пока нет
- Delta - Industria 4.0Документ20 страницDelta - Industria 4.0RogerLutherОценок пока нет
- Uma Indústria de Baterias Automotivas - Gestão Da Produção Industrial 2º e 3º SemestreДокумент18 страницUma Indústria de Baterias Automotivas - Gestão Da Produção Industrial 2º e 3º SemestrehelenoОценок пока нет
- Or Ça MentosДокумент4 страницыOr Ça MentosKymberlli SerraОценок пока нет
- Como Surgiu IOTДокумент24 страницыComo Surgiu IOTIvan AlvesОценок пока нет
- Lista 3Документ4 страницыLista 3Patrícia YukariОценок пока нет
- Exercícios de Indutância e Reatância IndutivaДокумент3 страницыExercícios de Indutância e Reatância IndutivarafabarsiОценок пока нет
- Apostila RetentoresДокумент24 страницыApostila RetentoresLuana SantanaОценок пока нет
- Manutenção Mecânica - Processos e ProcedimentosДокумент46 страницManutenção Mecânica - Processos e ProcedimentosAntonio Rigno de SousaОценок пока нет
- Orçamentos: classificação e tipos de orçamento para empresasДокумент18 страницOrçamentos: classificação e tipos de orçamento para empresasKarla Costa MachadoОценок пока нет
- Fresamento de engrenagens e divisão indiretaДокумент23 страницыFresamento de engrenagens e divisão indiretaJofre SutilliОценок пока нет
- Dobramento e CurvamentoДокумент8 страницDobramento e CurvamentoSalvador MalagoОценок пока нет
- Ensaios Dos MateriaisДокумент48 страницEnsaios Dos MateriaisJéssica S. FernandesОценок пока нет
- Produção EnxutaДокумент50 страницProdução EnxutaTHIAGO BOMBOОценок пока нет
- Livro PMI - Herbert VianaДокумент182 страницыLivro PMI - Herbert VianaEduardo BandeiraОценок пока нет
- Manual Tecnico Pedologia IbgeДокумент316 страницManual Tecnico Pedologia IbgeRafaela Bonifacio Cardoso100% (2)
- Planejamento e Controle da Produção IДокумент140 страницPlanejamento e Controle da Produção IEdi LeriaОценок пока нет
- Metodologia para Planejamento Experimental e Análise de ResultadosДокумент88 страницMetodologia para Planejamento Experimental e Análise de ResultadosHumberto Costa100% (5)
- (Apostila) Planejamento Do Uso Das Terras - ESALQДокумент45 страниц(Apostila) Planejamento Do Uso Das Terras - ESALQEduardo Bandeira100% (1)
- APRSENTAÇÃO Plataforma OffshoreДокумент43 страницыAPRSENTAÇÃO Plataforma OffshoreameliloОценок пока нет
- (Planejamento e Controle Da Produ - o - Tubino) Lista de Exerc - Cios ResolvidosДокумент43 страницы(Planejamento e Controle Da Produ - o - Tubino) Lista de Exerc - Cios Resolvidosantoniopullig100% (4)
- (Apostila) Pesquisa MercadológicaДокумент69 страниц(Apostila) Pesquisa MercadológicaEduardo BandeiraОценок пока нет
- Pesquisa Operacional: Introdução à modelagem matemática de problemasДокумент167 страницPesquisa Operacional: Introdução à modelagem matemática de problemasSila Oliveira100% (1)
- Planejamento e Controle da Produção IДокумент140 страницPlanejamento e Controle da Produção IEdi LeriaОценок пока нет
- Apostila de To e Controle de ProjetosДокумент92 страницыApostila de To e Controle de ProjetosanimecontagemОценок пока нет
- Planejamento e Controle de Estoque na ProduçãoДокумент125 страницPlanejamento e Controle de Estoque na ProduçãoClaudinei MartinsОценок пока нет
- (Apostila) Pneumática Básica - SENAIДокумент142 страницы(Apostila) Pneumática Básica - SENAIEduardo Bandeira100% (2)
- (Apostila) Planificação e Desenvolvimento de Chapas - ATENEWДокумент27 страниц(Apostila) Planificação e Desenvolvimento de Chapas - ATENEWEduardo Bandeira100% (1)
- PolimerosДокумент49 страницPolimerosPatricia TorresОценок пока нет
- Apostila de Pneumática - ParkerДокумент168 страницApostila de Pneumática - ParkerIzabela Almeida Mocelin100% (3)
- (Apostila) Poluição Das Águas - UFRJДокумент23 страницы(Apostila) Poluição Das Águas - UFRJEduardo BandeiraОценок пока нет
- Apostila Pneumática - SenaiДокумент92 страницыApostila Pneumática - SenaiEduardo RuczkowskyОценок пока нет
- (Apostila) Poluição Do Ar - UFRJДокумент29 страниц(Apostila) Poluição Do Ar - UFRJEduardo BandeiraОценок пока нет
- Manual de Construção em Aço - PontesДокумент138 страницManual de Construção em Aço - PontesGanderlanОценок пока нет
- (Apostila) Prevenção Contra Explosões e Outros Riscos - PetrobrasДокумент42 страницы(Apostila) Prevenção Contra Explosões e Outros Riscos - PetrobrasEduardo BandeiraОценок пока нет
- (Apostila) Prática de Manutenção - SENAIДокумент106 страниц(Apostila) Prática de Manutenção - SENAIEduardo BandeiraОценок пока нет
- (Apostila) Processamento Digital de Imagens - UnicampДокумент33 страницы(Apostila) Processamento Digital de Imagens - UnicampEduardo BandeiraОценок пока нет
- Desenho TécnicoДокумент58 страницDesenho TécnicoWaldemiro Wischral NetoОценок пока нет
- (Apostila) Probabilidade e Processos Aleatórios - UnicampДокумент118 страниц(Apostila) Probabilidade e Processos Aleatórios - UnicampEduardo BandeiraОценок пока нет
- Processos Fabricação MecânicaДокумент48 страницProcessos Fabricação Mecânicasancosta777100% (1)
- Original Apostila Praticas Silviculturais UFMTДокумент73 страницыOriginal Apostila Praticas Silviculturais UFMTRogério BobrowskiОценок пока нет
- (Apostila) Processamento de SinaisДокумент80 страниц(Apostila) Processamento de SinaisEduardo BandeiraОценок пока нет
- Apostila Pds PDFДокумент118 страницApostila Pds PDFJuniorLeaoОценок пока нет
- Processo de Soldagem TIGДокумент28 страницProcesso de Soldagem TIGDarlanОценок пока нет
- Orgânica3 Hidrocarbonetos (Parte1)Документ21 страницаOrgânica3 Hidrocarbonetos (Parte1)Lorenzo RamosОценок пока нет
- CO MUELLER - Bomba KSB 050-032-250 - Folha de DadosДокумент6 страницCO MUELLER - Bomba KSB 050-032-250 - Folha de DadosmarceloОценок пока нет
- A concepção durkheimiana da regulação moral da economiaДокумент20 страницA concepção durkheimiana da regulação moral da economiaMatheus CostaОценок пока нет
- Conceitualização Cognitiva: Pensamentos, Crenças e EstratégiasДокумент5 страницConceitualização Cognitiva: Pensamentos, Crenças e EstratégiasMauricio Marane0% (1)
- Portugal - Marcas de Contrast Aria e de ResponsabilidadeДокумент3 страницыPortugal - Marcas de Contrast Aria e de ResponsabilidadeClara RamosОценок пока нет
- Livro Natureza RenascimentoДокумент2 страницыLivro Natureza RenascimentoCarolina SenraОценок пока нет
- Ficha Tecnica - Disjuntor Caixa Moldada Eletronico Dle250 HДокумент2 страницыFicha Tecnica - Disjuntor Caixa Moldada Eletronico Dle250 HAlex BozzОценок пока нет
- Diagnóstico dos 5 Ps da estratégia em empresa de usinagemДокумент3 страницыDiagnóstico dos 5 Ps da estratégia em empresa de usinagemJoão Paulo G. SilveiraОценок пока нет
- Morte e Vida Severina de João CabralДокумент28 страницMorte e Vida Severina de João CabralAndré MoreiraОценок пока нет
- Lista de verificação para inclusão de arma por compra na indústria nacionalДокумент1 страницаLista de verificação para inclusão de arma por compra na indústria nacionalNet WalkerОценок пока нет
- Fispq BL153Документ9 страницFispq BL153ariosiОценок пока нет
- 878250-1 Lista de ExerciciosДокумент2 страницы878250-1 Lista de ExerciciosURANIOОценок пока нет
- Fibra Tipo 3Документ5 страницFibra Tipo 3Edimilson LanaОценок пока нет
- Proposta PME CPДокумент8 страницProposta PME CPlucas gameplayОценок пока нет
- Virtual Wi Fi Router Download BaixakiДокумент8 страницVirtual Wi Fi Router Download BaixakiPauloОценок пока нет
- A AMIZADE É MAGICA MODULO OP VFINAL - Por Onze#6904Документ27 страницA AMIZADE É MAGICA MODULO OP VFINAL - Por Onze#6904Thecla CoronataОценок пока нет
- Síndrome do chicote: revisão sobre lesão por aceleração cervicalДокумент5 страницSíndrome do chicote: revisão sobre lesão por aceleração cervicalCatarina DiasОценок пока нет
- Estatuto do servidor DiademaДокумент46 страницEstatuto do servidor Diademajmaj jmajОценок пока нет
- Micro ME850Документ55 страницMicro ME850api-3765629100% (1)
- Densidade de materiaisДокумент2 страницыDensidade de materiaisPaulo Viegas0% (1)
- O banco mais vantajoso: a esmolaДокумент65 страницO banco mais vantajoso: a esmolaParistomas Reports CenterОценок пока нет
- CatalogoДокумент72 страницыCatalogoQue torcida é essa.Оценок пока нет
- Halliday 3 - Cap 31Документ8 страницHalliday 3 - Cap 31Peter DutaОценок пока нет
- Aposto e VocativoДокумент3 страницыAposto e VocativoJessica VasconcelosОценок пока нет
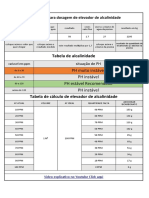
- Tabela de AlcalinidadeДокумент1 страницаTabela de AlcalinidadeedsonОценок пока нет
- 2º Encontro Ciências 15-03-2022Документ14 страниц2º Encontro Ciências 15-03-2022Edson AraujoОценок пока нет
- 3 ObjetivaДокумент4 страницы3 ObjetivaViviane Araujo50% (2)
- Abordagem metodológica para problemas complexos em planos diretores hospitalaresДокумент40 страницAbordagem metodológica para problemas complexos em planos diretores hospitalaresJeffrey HaithОценок пока нет
- Manual do Aluno Village Park DogДокумент4 страницыManual do Aluno Village Park DogSadm SorocabaОценок пока нет