Вам также может понравиться
- SisuDiesel 6cylengДокумент2 страницыSisuDiesel 6cylengahmed_eng_1500Оценок пока нет
- SisuDiesel 6cylengДокумент2 страницыSisuDiesel 6cylengahmed_eng_1500Оценок пока нет
- Stationary Engine Diesel Retrofit Case Studies 1109finalДокумент16 страницStationary Engine Diesel Retrofit Case Studies 1109finalahmed_eng_1500Оценок пока нет
- Research On Methano1-Fueled Marine Diesel EngineДокумент13 страницResearch On Methano1-Fueled Marine Diesel Engineahmed_eng_1500Оценок пока нет
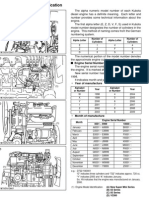
- Kubota Engine ModelДокумент1 страницаKubota Engine Modelahmed_eng_1500100% (1)
- Volume 46Документ27 страницVolume 46ahmed_eng_1500Оценок пока нет
- DeutzДокумент5 страницDeutzahmed_eng_1500Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Fatigue of Bolts in Aircraft Applications PDFДокумент58 страницFatigue of Bolts in Aircraft Applications PDFsroenschОценок пока нет
- NBC Technical CatalogueДокумент144 страницыNBC Technical CatalogueManvendra KumarОценок пока нет
- Stainless Steel Seamless Pipes and Tubes For General Services - SpecificationДокумент26 страницStainless Steel Seamless Pipes and Tubes For General Services - Specificationocsspectro100% (1)
- Fasteners-Technical Data and ChartsДокумент15 страницFasteners-Technical Data and ChartsChrill DsilvaОценок пока нет
- Range of Chain Made in EuropeДокумент11 страницRange of Chain Made in EuropeSavin TimofteОценок пока нет
- ASTM Specs FittingsДокумент10 страницASTM Specs FittingskhaireddinОценок пока нет
- Repair Standards For Aero and Industrial Turbine BladesДокумент6 страницRepair Standards For Aero and Industrial Turbine BladesStanislav Work accountОценок пока нет
- List 1 Approved Steelmakers and Manufacturers of Rolled Steel Plates, Strip, Sections & BarsДокумент76 страницList 1 Approved Steelmakers and Manufacturers of Rolled Steel Plates, Strip, Sections & Barskhan4luvОценок пока нет
- Materi Kuliah Heat TreatmentДокумент16 страницMateri Kuliah Heat TreatmentGama Kus RohkmatullohОценок пока нет
- Mechanical Properties and Micro Structural Features of Aisi 4340Документ9 страницMechanical Properties and Micro Structural Features of Aisi 4340Fabio OkamotoОценок пока нет
- Es124 01Документ90 страницEs124 01Michael CovillОценок пока нет
- Magnetism and Stainless SteelДокумент8 страницMagnetism and Stainless SteelcanakyuzОценок пока нет
- RTM Nagpur University Mechanical Engineering Machining Processes Syllabus (Theory) Course code-BEME401TДокумент27 страницRTM Nagpur University Mechanical Engineering Machining Processes Syllabus (Theory) Course code-BEME401TxaloliОценок пока нет
- Welding and PWHT For p91Документ4 страницыWelding and PWHT For p91MohamedОценок пока нет
- Material Properties Handbook Magnesium Nickel and Titanium Alloys MIL-697AДокумент122 страницыMaterial Properties Handbook Magnesium Nickel and Titanium Alloys MIL-697Amatteo_1234Оценок пока нет
- Heat TreatmentДокумент44 страницыHeat Treatmentapexg3838Оценок пока нет
- 2000 Mechanical Engineering MCQs by Awaz eДокумент396 страниц2000 Mechanical Engineering MCQs by Awaz esanjay KrishnaОценок пока нет
- Welding of Ferritic/martensitic Stainless Steels: Job KnowledgeДокумент2 страницыWelding of Ferritic/martensitic Stainless Steels: Job KnowledgeMuhammed SulfeekОценок пока нет
- A470 99 PDFДокумент6 страницA470 99 PDFJohano Araújo100% (1)
- Module 06 B1 NotesДокумент276 страницModule 06 B1 Notesmechanomano100% (2)
- Ice Cream Industry in PakistanДокумент11 страницIce Cream Industry in PakistanMuhammad TaqiОценок пока нет
- Vicker Hardness TesterДокумент4 страницыVicker Hardness TesterVijayakumar mОценок пока нет
- Astm A 743 PDFДокумент8 страницAstm A 743 PDFWill MottaОценок пока нет
- Heat Treatment of Steel PDFДокумент8 страницHeat Treatment of Steel PDFkaviatchennai100% (2)
- 2 - RAILSAFE Guideline FinalДокумент28 страниц2 - RAILSAFE Guideline FinalAmaka NwakobiОценок пока нет
- Castings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General ApplicationДокумент8 страницCastings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General Applicationalucard375Оценок пока нет
- Heat Treating Titanium and Its AlloysДокумент8 страницHeat Treating Titanium and Its Alloysm5416Оценок пока нет
- Microstructure Evolution and Mechanical Behavior of Al-Li Alloy Fabricated by Laser Melting Deposition TechniqueДокумент8 страницMicrostructure Evolution and Mechanical Behavior of Al-Li Alloy Fabricated by Laser Melting Deposition TechniqueRaistlin1Оценок пока нет
- 310 Data SheetДокумент10 страниц310 Data SheetAbdullrahman AlzahraniОценок пока нет
- MSS SP-75 - 2019Документ42 страницыMSS SP-75 - 2019Simone Torretta100% (2)