Вам также может понравиться
- 201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0Документ1 страница201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0muchamad yasin100% (1)
- ITP Installation of Boiler - R1Документ14 страницITP Installation of Boiler - R1crys100% (4)
- QIR 121 Bolts Torque ReportДокумент1 страницаQIR 121 Bolts Torque ReportSamer BayatiОценок пока нет
- Iron Ore Pellets Reduction by Pet CokeДокумент9 страницIron Ore Pellets Reduction by Pet CokesrinijaganОценок пока нет
- Joint Coating Application & Pipe Coating Procedure-009-RappДокумент8 страницJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahОценок пока нет
- Itp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Документ24 страницыItp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Rakhesh Rajeevan100% (3)
- Itp For Pipeline at SiteДокумент3 страницыItp For Pipeline at Siteanang_pri100% (2)
- Hydrotest Check List PDFДокумент1 страницаHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- ITP For Process PipingДокумент4 страницыITP For Process PipingSebastian RajeshОценок пока нет
- Piping Reinstatement: Inspection Test Report Form NoДокумент2 страницыPiping Reinstatement: Inspection Test Report Form NoFrancisco75% (4)
- Hydro Test ProcedureДокумент10 страницHydro Test Proceduresamer8saifОценок пока нет
- Pipe Fitter TraineeДокумент57 страницPipe Fitter Traineednbinh100% (7)
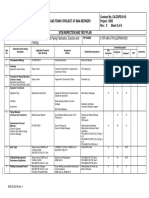
- Itp For Power PlantДокумент1 страницаItp For Power PlantdnbinhОценок пока нет
- WP 11 Corrosion Protection Tape CoatingДокумент3 страницыWP 11 Corrosion Protection Tape CoatingKarthikОценок пока нет
- Wrapping Coating ProcedureДокумент5 страницWrapping Coating Procedureshantanu kumar100% (1)
- Method Statement Pipeline - Iccp InstallationДокумент10 страницMethod Statement Pipeline - Iccp InstallationSumer LandОценок пока нет
- Inspection and Test Plan For Above Ground FRP Piping Fabrication & Erection at FieldДокумент3 страницыInspection and Test Plan For Above Ground FRP Piping Fabrication & Erection at FieldGohel100% (1)
- ITP ManifoldДокумент7 страницITP ManifoldvinothОценок пока нет
- Painting Specification For Storage TanksДокумент27 страницPainting Specification For Storage TanksRohmat Benny IsmantoОценок пока нет
- SA04C2-T-MET-AAG-00037 Hydrotest Method StatementДокумент25 страницSA04C2-T-MET-AAG-00037 Hydrotest Method StatementABAID ULLAH100% (2)
- Itp For Piping Fabrication and Erection CorrectionДокумент4 страницыItp For Piping Fabrication and Erection CorrectionAnand Ramachandran67% (3)
- Test Pack Format: Contents of Hydrostatic Test PackagesДокумент2 страницыTest Pack Format: Contents of Hydrostatic Test PackagesmiteshОценок пока нет
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaДокумент14 страницInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MОценок пока нет
- DRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFДокумент36 страницDRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFrodman823Оценок пока нет
- Inspection, Flushing & Testing of Piping-21Документ6 страницInspection, Flushing & Testing of Piping-21Saurabh Kumar VermaОценок пока нет
- ID-PRC 21 - Anti-Corrosion Wrapping UG Steel PipingДокумент10 страницID-PRC 21 - Anti-Corrosion Wrapping UG Steel Pipingcloud23Оценок пока нет
- Specification For Painting & CoatingДокумент19 страницSpecification For Painting & CoatingSudjono BroОценок пока нет
- ITP For PipingДокумент3 страницыITP For PipingAbdullah Al Jubayer100% (1)
- Contractor: Client:: Project TitleДокумент2 страницыContractor: Client:: Project TitlePrasanna Kumar100% (1)
- SCTPL Q SP 002 A1 Vaccum Box Testing ProcedureДокумент6 страницSCTPL Q SP 002 A1 Vaccum Box Testing ProcedureKandula Raju100% (1)
- QP-018, Quality Manual Procedure For Coupon and Probes MonitoringДокумент12 страницQP-018, Quality Manual Procedure For Coupon and Probes MonitoringIksan Adityo MulyoОценок пока нет
- ITP PipelineДокумент5 страницITP PipelineFerhat Aral GürbüzdalОценок пока нет
- Hdep - Welding of Hdpe Pipes and FitingsДокумент9 страницHdep - Welding of Hdpe Pipes and Fitingsakashdruva892100% (1)
- MOS-RO Pressure Vessel InstallationДокумент16 страницMOS-RO Pressure Vessel InstallationShams TabrezОценок пока нет
- Holiday Detection ProcedureДокумент4 страницыHoliday Detection Proceduregst ajah100% (1)
- Itp For Painting WorksДокумент28 страницItp For Painting WorksAhmed saberОценок пока нет
- DPT ProcedureДокумент4 страницыDPT ProcedureRohit Attri100% (1)
- Itp PipingДокумент15 страницItp PipingEkhy Transmisi100% (1)
- ITP For Fabrication & Erection of TanksДокумент20 страницITP For Fabrication & Erection of TanksosersОценок пока нет
- Request For Inspection of MaterialДокумент3 страницыRequest For Inspection of MaterialSopi Labu100% (1)
- Pickling Passivation Procedure by JSДокумент2 страницыPickling Passivation Procedure by JSAkhilesh Kumar67% (3)
- ITP AllДокумент1 страницаITP AllMuhammadIqbalMughalОценок пока нет
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectДокумент8 страницIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedОценок пока нет
- 003 ITP UG PipingДокумент4 страницы003 ITP UG Pipingrvsingh70100% (1)
- ITP-P-001 ITP For Above Ground Piping Rev. AДокумент9 страницITP-P-001 ITP For Above Ground Piping Rev. APhong Đỗ100% (1)
- Swiss International LLCДокумент4 страницыSwiss International LLCBurning TrainОценок пока нет
- Field Joint Coating For Mainline PDFДокумент15 страницField Joint Coating For Mainline PDFkannan100% (2)
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormДокумент1 страницаStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaОценок пока нет
- B2020-TDC-VF-009 Vessel Fabrication R0Документ5 страницB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranОценок пока нет
- Tie in Procedure Rev. BДокумент8 страницTie in Procedure Rev. BgenjiОценок пока нет
- Hydro Test ProcedureДокумент9 страницHydro Test ProcedureAdeel QaiserОценок пока нет
- Method Statement For Tank Erection by Hydraulic JackДокумент4 страницыMethod Statement For Tank Erection by Hydraulic Jackmanish pathrabeОценок пока нет
- Inspection and Test Plan For Steel StrucДокумент6 страницInspection and Test Plan For Steel Strucwawan gunawan100% (1)
- Paint Coating Stainless SteelsДокумент2 страницыPaint Coating Stainless SteelsSilva NumaОценок пока нет
- Inspection and Test Plan Rev.0Документ3 страницыInspection and Test Plan Rev.0คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Surface Preparation & Coating Application RecordДокумент2 страницыSurface Preparation & Coating Application RecordANIL PLAMOOTTILОценок пока нет
- Field Hydrostatic Testing of Piping Systems-EGДокумент9 страницField Hydrostatic Testing of Piping Systems-EGYusufОценок пока нет
- Pipeline Field Joint CoatingДокумент38 страницPipeline Field Joint CoatingObinna Francis Mgbojikwe100% (2)
- Method Statement For Field Joint CoatingДокумент8 страницMethod Statement For Field Joint CoatingAllouh Mohammed75% (4)
- Nde MapДокумент8 страницNde MapjorgekarlosprОценок пока нет
- WPS - Smaw - 2Документ6 страницWPS - Smaw - 2Harkesh RajputОценок пока нет
- 14 Procedure For Shop and Field PaintingДокумент24 страницы14 Procedure For Shop and Field PaintingdnbinhОценок пока нет
- Stg-Ecl-Iocl Consortium: Job ProcedureДокумент7 страницStg-Ecl-Iocl Consortium: Job ProcedureAkhilesh KumarОценок пока нет
- Condenser Level Protection - Functional DescriptionДокумент2 страницыCondenser Level Protection - Functional DescriptiondnbinhОценок пока нет
- Condenser Pressure Protection - Functional DescriptionДокумент4 страницыCondenser Pressure Protection - Functional DescriptiondnbinhОценок пока нет
- Condenser - Vacuum Breaker - Functional DescriptionДокумент2 страницыCondenser - Vacuum Breaker - Functional DescriptiondnbinhОценок пока нет
- Condenser - System DescriptionДокумент2 страницыCondenser - System DescriptiondnbinhОценок пока нет
- Dung Quat Refinery Additional Sulfur Recovery Unit: V-2151-201-A - 002 D BSR1301-025-A1101-0800-001-001 DДокумент2 страницыDung Quat Refinery Additional Sulfur Recovery Unit: V-2151-201-A - 002 D BSR1301-025-A1101-0800-001-001 DdnbinhОценок пока нет
- Dung Quat Refinery Additional Sulfur Recovery Unit: V-2151-201-A - 004 F BSR1301-025-A1101-0800-001-012 FДокумент3 страницыDung Quat Refinery Additional Sulfur Recovery Unit: V-2151-201-A - 004 F BSR1301-025-A1101-0800-001-012 FdnbinhОценок пока нет
- Transaction History: Feb 9, 2015 Through Mar 11, 2015Документ1 страницаTransaction History: Feb 9, 2015 Through Mar 11, 2015dnbinhОценок пока нет
- P&ID CondensationДокумент4 страницыP&ID CondensationdnbinhОценок пока нет
- Business and Technical English ENG201Документ218 страницBusiness and Technical English ENG201TMK52Оценок пока нет
- CorrosionДокумент171 страницаCorrosionMohamed Yosri100% (8)
- Balancing PresentationДокумент76 страницBalancing PresentationDawid RyżakОценок пока нет
- Inspection Record Loop Seal - IfB BricksДокумент2 страницыInspection Record Loop Seal - IfB BricksdnbinhОценок пока нет
- Proportioning Simulation Test 4.: High Grade From Buffer Pile Low Grade From Pre-Hom. PileДокумент1 страницаProportioning Simulation Test 4.: High Grade From Buffer Pile Low Grade From Pre-Hom. PilednbinhОценок пока нет
- Inspection Record-Loopseal Pot - ERCLДокумент2 страницыInspection Record-Loopseal Pot - ERCLdnbinhОценок пока нет
- Scenario 5 1Документ1 страницаScenario 5 1dnbinhОценок пока нет
- Ap Practice Exam With FRQДокумент41 страницаAp Practice Exam With FRQVanessa LuoОценок пока нет
- Innovations in Mineral and Coal ProcessingДокумент11 страницInnovations in Mineral and Coal ProcessingV_equals_IRОценок пока нет
- Unit-2: Power Plant EngineeringДокумент44 страницыUnit-2: Power Plant EngineeringMrigank PrakashОценок пока нет
- Sustainability Assignment ENGG1000 Janush AdabjouДокумент7 страницSustainability Assignment ENGG1000 Janush AdabjouJanush AbadjouОценок пока нет
- CPC 2017Документ3 страницыCPC 2017Harshith ShettyОценок пока нет
- Calculation of The Compounds in Portland CementДокумент6 страницCalculation of The Compounds in Portland CementGustavo TovarОценок пока нет
- 500 MW BoilerДокумент5 страниц500 MW BoilerJimsОценок пока нет
- 2059 Pakistan Studies: 2059/42 Paper 42Документ21 страница2059 Pakistan Studies: 2059/42 Paper 42mstudy123456Оценок пока нет
- Nonrenewable Energy ResourcesДокумент54 страницыNonrenewable Energy ResourcesEUNAH LimОценок пока нет
- Environmental Science, 15e - G.TYLER MILLER, SCOTT E. SPOOLMANДокумент44 страницыEnvironmental Science, 15e - G.TYLER MILLER, SCOTT E. SPOOLMANVeronОценок пока нет
- The Origin of Coal: M.Sc. Geology (Sem IV) Paper - MGELEC-1 (Fuel)Документ8 страницThe Origin of Coal: M.Sc. Geology (Sem IV) Paper - MGELEC-1 (Fuel)Ambar LaghariОценок пока нет
- Burner Tilt PDFДокумент9 страницBurner Tilt PDFEE POG-III CSTPSОценок пока нет
- Training Manual For Risk Assessment in Cement Plants - Part4Документ10 страницTraining Manual For Risk Assessment in Cement Plants - Part4Kamran ZafarОценок пока нет
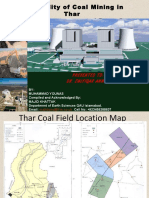
- Coal MiningДокумент36 страницCoal MiningFarhatОценок пока нет
- Energy Use in Local Authority BuildingsДокумент28 страницEnergy Use in Local Authority BuildingsMaggie FossbergОценок пока нет
- Effective Removal of Phosphorus From High Phosphorus Steel Slag Using Carbonized Rice HuskДокумент9 страницEffective Removal of Phosphorus From High Phosphorus Steel Slag Using Carbonized Rice HuskApto SubaОценок пока нет
- Distance From Addis Ababa (Capital), KMДокумент21 страницаDistance From Addis Ababa (Capital), KMThaigroup CementОценок пока нет
- Coal Industry ResearchДокумент14 страницCoal Industry ResearchSURABHI SUSHREE NAYAKОценок пока нет
- Current Status of Osaki Coolgen Project: Oxygen-Blown Igcc WithДокумент28 страницCurrent Status of Osaki Coolgen Project: Oxygen-Blown Igcc WithMir MuhammadОценок пока нет
- Thar Coal As Alternate Source of EnergyДокумент28 страницThar Coal As Alternate Source of EnergyMuhammad KhanОценок пока нет
- Coal Seam Correlation of An Indian GondwДокумент9 страницCoal Seam Correlation of An Indian GondwSAMBIT DALAIОценок пока нет
- Coal Handling ManualДокумент107 страницCoal Handling ManualSrinivasaraju Kolanuvada100% (1)
- Energy: Sources, Conversion, Conservation and SustainabilityДокумент37 страницEnergy: Sources, Conversion, Conservation and SustainabilityRicardoОценок пока нет
- Cogen 3 Technical Financial Analysis ModelДокумент58 страницCogen 3 Technical Financial Analysis ModelLai Mei EeОценок пока нет
- 09232015123025madhya PradeshДокумент14 страниц09232015123025madhya Pradeshsameer bakshiОценок пока нет
- Material and Energy Balance Q&AДокумент10 страницMaterial and Energy Balance Q&AEmyboy AgboОценок пока нет
- Suggest Ways To Minimize Human Impact On The Environment: S8Lt-Ivj-25Документ44 страницыSuggest Ways To Minimize Human Impact On The Environment: S8Lt-Ivj-25Joseph Gabriel Genuino CruzОценок пока нет
- Astm Standard For Coal TestingДокумент8 страницAstm Standard For Coal TestingHaider ZaidiОценок пока нет
- Root Cause Failure Analysis of A Division Wall Superheater Tube of A Coal-Fired Power StationДокумент5 страницRoot Cause Failure Analysis of A Division Wall Superheater Tube of A Coal-Fired Power StationPeerasak ArunОценок пока нет