Вам также может понравиться
- A High Performance, Damage Tolerant Fusion Bonded Epoxy CoatingДокумент15 страницA High Performance, Damage Tolerant Fusion Bonded Epoxy CoatingpaimpillyОценок пока нет
- JPCL Transpipe EbookДокумент82 страницыJPCL Transpipe Ebookvincent.w.stone6724Оценок пока нет
- SaltДокумент5 страницSaltNhu Nguyen100% (1)
- Interthane 990 Test Data PDFДокумент2 страницыInterthane 990 Test Data PDFImam Situmeang100% (2)
- As 4822-2008 External Field Joint Coatings For Steel PipelinesДокумент8 страницAs 4822-2008 External Field Joint Coatings For Steel PipelinesSAI Global - APAC0% (1)
- Flexible Hose Technical DataДокумент7 страницFlexible Hose Technical DataDhimas IriantoОценок пока нет
- Corrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperienceДокумент17 страницCorrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperiencebrahmabulОценок пока нет
- Pipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge TavesДокумент51 страницаPipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge Tavesnathgsurendra100% (2)
- Fluorescent Coating ReportДокумент135 страницFluorescent Coating ReportDinesh Bankar100% (1)
- IMO PSPC - Winners and LoosersДокумент33 страницыIMO PSPC - Winners and LoosersJorge Alberto Montalat100% (1)
- Coating Systems Norsok-Brochure - 0820Документ12 страницCoating Systems Norsok-Brochure - 0820Mameddurdy OrazalievОценок пока нет
- Abrasive BlastingДокумент52 страницыAbrasive Blastinglwin_oo2435100% (1)
- Flange Insulation PresentationДокумент10 страницFlange Insulation PresentationNadeemОценок пока нет
- XHEZ.f-a-2043 - Through-Penetration Firestop Systems - UL Product IQДокумент4 страницыXHEZ.f-a-2043 - Through-Penetration Firestop Systems - UL Product IQMd. Atiqul IslamОценок пока нет
- Underground Insulation Specification Data SheetДокумент2 страницыUnderground Insulation Specification Data Sheetadoptvn100% (1)
- Astm A810-01Документ4 страницыAstm A810-01ditherОценок пока нет
- Water Proofing Solutions PDFДокумент24 страницыWater Proofing Solutions PDFRay PascuaОценок пока нет
- How To Select A Heat Shrink SleeveДокумент2 страницыHow To Select A Heat Shrink SleeveLava SatОценок пока нет
- ASTM E 2768-11 Test Report PDFДокумент5 страницASTM E 2768-11 Test Report PDFA N MurthyОценок пока нет
- 028120-SPL-004 Pipeline Weight Coating Rev. CДокумент11 страниц028120-SPL-004 Pipeline Weight Coating Rev. CRokan Pipeline100% (1)
- Seala Tank Belzona Application Procedure For Tank Base Corrosion Protect...Документ2 страницыSeala Tank Belzona Application Procedure For Tank Base Corrosion Protect...mspОценок пока нет
- New Polymer Technology Improves Durability and Constructability of Coatingfor Steel StructuresДокумент4 страницыNew Polymer Technology Improves Durability and Constructability of Coatingfor Steel StructuresUsama Awad100% (1)
- 1027 Application GuidelineДокумент6 страниц1027 Application GuidelineJORGEALEXERОценок пока нет
- Oxygen Systems: Loctite Products ForДокумент2 страницыOxygen Systems: Loctite Products ForayazОценок пока нет
- 2012 - Inernational Plumbing Code-IPSDCДокумент2 страницы2012 - Inernational Plumbing Code-IPSDCAdil ShahОценок пока нет
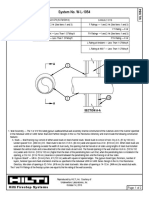
- W L 1054Документ2 страницыW L 1054shama093Оценок пока нет
- Bristle - Blaster - Brochure SSPC SP 11Документ6 страницBristle - Blaster - Brochure SSPC SP 11yanuar iskhakОценок пока нет
- J718Документ4 страницыJ718Gatot KeceОценок пока нет
- TP913 Coating Thickness CheckДокумент5 страницTP913 Coating Thickness CheckShahril ZainulОценок пока нет
- Double Block and Bleed Valves - Instrumentation - Oliver ValvesДокумент4 страницыDouble Block and Bleed Valves - Instrumentation - Oliver ValvesKehinde AdebayoОценок пока нет
- MONTI Industrial - Brochure - Bristle BlasterДокумент12 страницMONTI Industrial - Brochure - Bristle BlastercnotebookОценок пока нет
- X854Документ10 страницX854RimОценок пока нет
- 5 Polysiloxane Coatings PublicДокумент24 страницы5 Polysiloxane Coatings PublicChaitanya M MundheОценок пока нет
- Pull-Off Test Report - PUB Pedestrian Bridge ProjectДокумент2 страницыPull-Off Test Report - PUB Pedestrian Bridge ProjectErin Williams100% (2)
- Impact Resistant Polyurethane TopcoatДокумент5 страницImpact Resistant Polyurethane Topcoaturipss100% (1)
- LP-105 Installation Procedure For Lokring Carbon Steel, Stainless Steel (CRES), and Copper Nickel Pipe and Tube FittingsДокумент64 страницыLP-105 Installation Procedure For Lokring Carbon Steel, Stainless Steel (CRES), and Copper Nickel Pipe and Tube Fittingsdbucks88Оценок пока нет
- 457GB en-GBДокумент2 страницы457GB en-GBIbrahim MahranОценок пока нет
- Y710Документ2 страницыY710RimОценок пока нет
- Salt ContaminationДокумент8 страницSalt Contaminationabdayub100% (1)
- Belzona Coating Guide For CUI and Atmospheric CorrosionДокумент2 страницыBelzona Coating Guide For CUI and Atmospheric CorrosionfraemddОценок пока нет
- The Industrial Coatings MarketДокумент5 страницThe Industrial Coatings MarketjagrititanuОценок пока нет
- 1.2.4 HDG - Painting Issues PDFДокумент2 страницы1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0Оценок пока нет
- Fab Gate ManualДокумент16 страницFab Gate ManualRahul LavandОценок пока нет
- Flooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncДокумент50 страницFlooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncJayesh100% (1)
- FRP Repair Reinforced Concrete ChimneyДокумент6 страницFRP Repair Reinforced Concrete ChimneyTavio TavioTavio100% (1)
- TotalДокумент6 страницTotalmb_sirousОценок пока нет
- The Repair OptionДокумент4 страницыThe Repair OptionMAGUNAMОценок пока нет
- NFPA 31 Fuel Oil Piping, Installation and Testing Chapter 8 Fuel Piping Systems and ComponentsДокумент5 страницNFPA 31 Fuel Oil Piping, Installation and Testing Chapter 8 Fuel Piping Systems and ComponentsprokjongОценок пока нет
- Bresle Salt Test GuidingДокумент5 страницBresle Salt Test GuidinglambtranОценок пока нет
- Oxygen CompatibiltyДокумент2 страницыOxygen CompatibiltymattuiffОценок пока нет
- Solutions Looking For Problems... : BeamsДокумент16 страницSolutions Looking For Problems... : BeamslifeadventureОценок пока нет
- Pipe CoatingsДокумент23 страницыPipe CoatingsIshani Gupta75% (4)
- Carboguard 690: Selection & Specification Data Selection & Specification DataДокумент2 страницыCarboguard 690: Selection & Specification Data Selection & Specification DataImran AhmadОценок пока нет
- General Guidelines InsulationДокумент56 страницGeneral Guidelines InsulationPadmanaban SoundirarajanОценок пока нет
- Phenoline 1205 PDS 9-06 PDFДокумент2 страницыPhenoline 1205 PDS 9-06 PDFttr_1947Оценок пока нет
- Tunel Fire ProtectionДокумент14 страницTunel Fire ProtectionThiago DuarteОценок пока нет
- Статья по созданию и тесту печиДокумент7 страницСтатья по созданию и тесту печиДенис БакланОценок пока нет
- Epoxy Intumescent Coating Systems For The Corrosion Protection and Fire Protection of Structural Steel IfjДокумент4 страницыEpoxy Intumescent Coating Systems For The Corrosion Protection and Fire Protection of Structural Steel IfjAnonymous B7pghhОценок пока нет
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesОт EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Marshalling CabinetsДокумент6 страницMarshalling CabinetsBike To WorkОценок пока нет
- 2013 Day Difference PDFДокумент1 страница2013 Day Difference PDFBike To WorkОценок пока нет
- PLC or DCS PDFДокумент12 страницPLC or DCS PDFsafvanshaikhОценок пока нет
- Corrosion Erosion MonitoringДокумент4 страницыCorrosion Erosion Monitoringartanto soeedОценок пока нет
- Primavera P6 Professional Windows 10 Installation Instructions PDFДокумент14 страницPrimavera P6 Professional Windows 10 Installation Instructions PDFMac CayabanОценок пока нет
- Bid Evaluation System PDFДокумент5 страницBid Evaluation System PDFBike To WorkОценок пока нет
- Methods For Evaluating Project PerformanceДокумент10 страницMethods For Evaluating Project PerformanceBike To WorkОценок пока нет
- Progress in Commercial Development of Underground Coal Gasification in Indonesia PDFДокумент4 страницыProgress in Commercial Development of Underground Coal Gasification in Indonesia PDFBike To WorkОценок пока нет
- MSS-Offshore-brochure 6138 0714JK HIGHДокумент8 страницMSS-Offshore-brochure 6138 0714JK HIGHBike To WorkОценок пока нет
- Projects, Turnaround & MaintenanceДокумент46 страницProjects, Turnaround & MaintenanceBike To WorkОценок пока нет
- Guide To Winning Proposal MethodologiesДокумент20 страницGuide To Winning Proposal MethodologiesBike To Work100% (1)
- Advanced Scaffolding Knowledge QuestionsДокумент4 страницыAdvanced Scaffolding Knowledge QuestionsBike To Work67% (3)
- HDP e LiningДокумент1 страницаHDP e LiningBike To WorkОценок пока нет
- Engineering ConstructionДокумент5 страницEngineering ConstructionBike To Work50% (2)
- Clemco-Spin Hollow BlastДокумент2 страницыClemco-Spin Hollow BlastBike To WorkОценок пока нет
- Characterization of TSAДокумент14 страницCharacterization of TSABike To WorkОценок пока нет
- At ArticleДокумент5 страницAt ArticleBike To WorkОценок пока нет
- 1141thermal Spray Coating SelectionДокумент10 страниц1141thermal Spray Coating SelectionSURESHHALDIPURОценок пока нет
- Characterization of TSAДокумент14 страницCharacterization of TSABike To WorkОценок пока нет
- BDRRMC ResoДокумент11 страницBDRRMC ResoUEP ZONEIIОценок пока нет
- Fmconfnfpa 45Документ39 страницFmconfnfpa 45M Ahmed LatifОценок пока нет
- Performance-Based Design - RMSP PDFДокумент16 страницPerformance-Based Design - RMSP PDFdiegoОценок пока нет
- Case Study2 (Fire Safety) OSHAДокумент18 страницCase Study2 (Fire Safety) OSHAHazreen HazwanyОценок пока нет
- When Good Groups Go WrongДокумент24 страницыWhen Good Groups Go Wrongkarthik sОценок пока нет
- Fire - Check SheetДокумент4 страницыFire - Check Sheettyo nugrohoОценок пока нет
- Safety Inspection ChecklistДокумент2 страницыSafety Inspection ChecklisterinОценок пока нет
- SAFETYWARE Catalogs BodyProtection InteretsingДокумент19 страницSAFETYWARE Catalogs BodyProtection InteretsingsaniawaqarОценок пока нет
- MSDS Calsium OxideДокумент6 страницMSDS Calsium OxidePipit RatnasariОценок пока нет
- PCM 875 - F 15 335 eДокумент48 страницPCM 875 - F 15 335 eBruno PilieciОценок пока нет
- A Guide To Fire Alarm System Design BS 5839 Part 1 2002Документ20 страницA Guide To Fire Alarm System Design BS 5839 Part 1 2002s525497100% (2)
- Honeywell SiXSMOKE Proper Usage GuideДокумент2 страницыHoneywell SiXSMOKE Proper Usage GuideAlarmClubОценок пока нет
- 10 Points To Consider When Preparing For Safety Equipment Survey On ShipsДокумент12 страниц10 Points To Consider When Preparing For Safety Equipment Survey On ShipsstamatisОценок пока нет
- Tekumel TimelineДокумент43 страницыTekumel TimelineAzam-Savaşçı Anderson Mohammad100% (1)
- Kitchen SafetyДокумент3 страницыKitchen Safetyapi-261128134Оценок пока нет
- API 2030 - E4 PA PDFДокумент3 страницыAPI 2030 - E4 PA PDFAli AlengineerОценок пока нет
- Antifreeze CoolantДокумент9 страницAntifreeze CoolantHarthwell CapistranoОценок пока нет
- B1 Verbs For EnglishДокумент3 страницыB1 Verbs For Englishbandika123Оценок пока нет
- Robert Owen Wilcoxon. An Account of The Last Days at Dunkirk and The Story of The Heroic Men and The 'Little Ships'Документ7 страницRobert Owen Wilcoxon. An Account of The Last Days at Dunkirk and The Story of The Heroic Men and The 'Little Ships'Annette Edwards100% (3)
- Methane MSDSДокумент4 страницыMethane MSDSSalma FarooqОценок пока нет
- Fire-Safety LectureДокумент5 страницFire-Safety Lecturemuhammad aftabОценок пока нет
- Ballistics 1Документ10 страницBallistics 1Skier MishОценок пока нет
- 690 2004Документ19 страниц690 2004RahilaHammadОценок пока нет
- Al Janadriyah Fire Fighting Drill March 30 2023.Документ7 страницAl Janadriyah Fire Fighting Drill March 30 2023.Md IrfanОценок пока нет
- Methyl Acetate PDFДокумент6 страницMethyl Acetate PDFTaufiq Nur RachmanОценок пока нет
- Game of Thrones Pilot ScriptДокумент61 страницаGame of Thrones Pilot Scriptf4gg100% (5)
- Las Fallas de ValenciaДокумент1 страницаLas Fallas de Valenciaapi-340366174Оценок пока нет
- The Seven Lost Rings of MhzentulДокумент17 страницThe Seven Lost Rings of MhzentulPhilip KingОценок пока нет
- Formic MsdsДокумент6 страницFormic Msdsapi-263411629Оценок пока нет
- Hse Manual: 1) Fire Fighting Installation & TrainingДокумент3 страницыHse Manual: 1) Fire Fighting Installation & TrainingHany RifaatОценок пока нет