Вам также может понравиться
- QC Conveyor Checks DimensionsДокумент6 страницQC Conveyor Checks DimensionsGajanan100% (2)
- Sprocket SelectionДокумент4 страницыSprocket SelectionallovidОценок пока нет
- Chain Drives: Back To Contents PagesДокумент104 страницыChain Drives: Back To Contents PagesArul KumarОценок пока нет
- Shaft Component Generator Results SEOДокумент7 страницShaft Component Generator Results SEOWaris La Joi WakatobiОценок пока нет
- Rexnord Power Transmission FormulasДокумент1 страницаRexnord Power Transmission FormulasDeividi CardosoОценок пока нет
- Catalogo Pewag Conveyor Chains PDFДокумент56 страницCatalogo Pewag Conveyor Chains PDFRafael Giordani BeckerОценок пока нет
- Destruction of cyanide waste solutions using oxidationДокумент10 страницDestruction of cyanide waste solutions using oxidationBrent WoottonОценок пока нет
- Chain ConveyorrabДокумент36 страницChain ConveyorrabPrayogo Hadi SОценок пока нет
- Feeder Breaker 1200mtph Project01!08!08Документ3 страницыFeeder Breaker 1200mtph Project01!08!08Herman AbdullahОценок пока нет
- BOF Plant Write UpДокумент20 страницBOF Plant Write UpKalyan HalderОценок пока нет
- Chain Drive: NO. of Teeths On Driving Sprocket No. of Teeths On Driven Sprocket Engine Power Service FactorДокумент3 страницыChain Drive: NO. of Teeths On Driving Sprocket No. of Teeths On Driven Sprocket Engine Power Service FactorSUMEET SINGHОценок пока нет
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesДокумент22 страницыFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramОценок пока нет
- Schedule 90 Days Haul RoadRev AДокумент4 страницыSchedule 90 Days Haul RoadRev AMario CordovaОценок пока нет
- Helix Chute Design Brochure 2Документ4 страницыHelix Chute Design Brochure 2NITINОценок пока нет
- Recommended Lubricants for Gear UnitsДокумент9 страницRecommended Lubricants for Gear UnitsWaris La Joi WakatobiОценок пока нет
- Design and analysis of screw conveyorДокумент78 страницDesign and analysis of screw conveyorJitendra PatelОценок пока нет
- Mato Belt Cleaner CatalogueДокумент12 страницMato Belt Cleaner Catalogueleeyod100% (1)
- Introduction To Mechanical Size ReductionДокумент35 страницIntroduction To Mechanical Size ReductionFikrie MuhdОценок пока нет
- Boogie Stacker: Concret e WheelДокумент4 страницыBoogie Stacker: Concret e WheelWaris La Joi WakatobiОценок пока нет
- B A Offer-1284-E20BДокумент11 страницB A Offer-1284-E20Bsubhasis mahapatraОценок пока нет
- Screw Conveyor DesignДокумент3 страницыScrew Conveyor DesignNihalRajapakshaОценок пока нет
- Mechanical Grain ConveyingДокумент64 страницыMechanical Grain ConveyingDaniel CookОценок пока нет
- Rotary Coal Breaker B5959Документ28 страницRotary Coal Breaker B5959Carl RichterОценок пока нет
- Size ReductionДокумент12 страницSize ReductionPCarolina50% (2)
- IS 12941 (1990): Code of practice for selection and use of super capacity bucket elevatorДокумент14 страницIS 12941 (1990): Code of practice for selection and use of super capacity bucket elevatorXavier LefebvreОценок пока нет
- Vertical In-Line Pumps ELINE / ELINE-D Technical SpecsДокумент22 страницыVertical In-Line Pumps ELINE / ELINE-D Technical SpecsHicham HrslОценок пока нет
- Ventilation MRT CatalogueДокумент28 страницVentilation MRT Cataloguevikas gahlyanОценок пока нет
- Pipe Conv Presentation ColourДокумент25 страницPipe Conv Presentation Colourgunduanil17Оценок пока нет
- Conveyor Chain CatalogueДокумент51 страницаConveyor Chain CatalogueRay RojasОценок пока нет
- Dokumen - Tips Coal Handling Plant 589be8a41d9eaДокумент29 страницDokumen - Tips Coal Handling Plant 589be8a41d9eaWasim MalkaniОценок пока нет
- 20 TPH Bucket ElevatorДокумент4 страницы20 TPH Bucket ElevatorAlok NayakОценок пока нет
- HMA-36509 - Reclaim Feeder Manual RevcДокумент111 страницHMA-36509 - Reclaim Feeder Manual RevcAbdul HamidОценок пока нет
- WWW Mechanicalengineeringblog Com 2Документ6 страницWWW Mechanicalengineeringblog Com 2Mashudi FikriОценок пока нет
- CHP PDFДокумент49 страницCHP PDFdebu1985Оценок пока нет
- Misc Equipment ItemsДокумент18 страницMisc Equipment Itemshk168Оценок пока нет
- Pipe Conveyor Belts: With Steel Cord and Fabric ReinforcementДокумент5 страницPipe Conveyor Belts: With Steel Cord and Fabric ReinforcementEugenepaccelli Kolandai SamyОценок пока нет
- Dura FlexДокумент16 страницDura FlexJohn ChivОценок пока нет
- Designing of Chain Drive MechanismДокумент1 страницаDesigning of Chain Drive MechanismrasgeetsinghОценок пока нет
- Rotary Plow FeedersДокумент0 страницRotary Plow FeedersMallinatha PNОценок пока нет
- Elecon Single Roll Crusher CatalogueДокумент4 страницыElecon Single Roll Crusher Cataloguegunawansigi36Оценок пока нет
- Catalogue R I Tang Đ NG Cơ Rulmeca PDFДокумент8 страницCatalogue R I Tang Đ NG Cơ Rulmeca PDFRulmeca Việt Nam100% (1)
- Designcalculation 19260009 Cal Me CNV 00Документ71 страницаDesigncalculation 19260009 Cal Me CNV 00frantorОценок пока нет
- NTPC Vindhyachal conveyor crushing package price formatsДокумент4 страницыNTPC Vindhyachal conveyor crushing package price formatsistyloankurОценок пока нет
- Belt ChainДокумент95 страницBelt ChainLuis BalducciОценок пока нет
- Dye Penetrant 2Документ18 страницDye Penetrant 2Paul LadjarОценок пока нет
- Vibratingfeeder 150211110459 Conversion Gate01Документ18 страницVibratingfeeder 150211110459 Conversion Gate01ManekGorisОценок пока нет
- Beam Deflection CalculationДокумент2 страницыBeam Deflection CalculationAriful IslamОценок пока нет
- Locomotive Safety DevicesДокумент5 страницLocomotive Safety DevicesmajjisatОценок пока нет
- m3820, Manual Sqc2Документ24 страницыm3820, Manual Sqc2CésarRenatoCopacondoriCuaylaОценок пока нет
- BHS行星齿轮箱简介Документ17 страницBHS行星齿轮箱简介davidwang85120% (1)
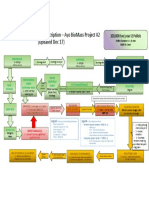
- Process Flow & Equipment Description - Ayo Biomass Project #2 (Updated Dec 17)Документ1 страницаProcess Flow & Equipment Description - Ayo Biomass Project #2 (Updated Dec 17)Nguyên Võ TriệuОценок пока нет
- TBS Case Study Train LoadoutДокумент1 страницаTBS Case Study Train LoadoutChristopher LloydОценок пока нет
- 243 BUI 1047 BCI Conveyor Belt CatalogДокумент19 страниц243 BUI 1047 BCI Conveyor Belt CatalogBayu SuprayogiОценок пока нет
- Design Belt Conveyor Crushed LimestoneДокумент13 страницDesign Belt Conveyor Crushed LimestoneEyob AbabuОценок пока нет
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- 505 - Itm - Ap M09 08a 01enДокумент8 страниц505 - Itm - Ap M09 08a 01enGuilherme Lopes SoledadeОценок пока нет
- Intelligent Thermal Management and Fan Control SolutionsДокумент7 страницIntelligent Thermal Management and Fan Control SolutionsManish GОценок пока нет
- Heatventors IntroductionДокумент7 страницHeatventors IntroductionAbraham SehiОценок пока нет
- Computer Process Control ApplicationsДокумент10 страницComputer Process Control Applicationsvirus101Оценок пока нет
- PWHT ProcedureДокумент10 страницPWHT ProcedureSang Nguyen QuangОценок пока нет
- Flyer Misalignment Switch SLS EX - en PDFДокумент4 страницыFlyer Misalignment Switch SLS EX - en PDFLazar MihailОценок пока нет
- Belt Alignment Switches JUNE 2016 PDFДокумент8 страницBelt Alignment Switches JUNE 2016 PDFLazar MihailОценок пока нет
- 2013 - 495 - HES - EN Limitator Deviere BD PDFДокумент4 страницы2013 - 495 - HES - EN Limitator Deviere BD PDFLazar MihailОценок пока нет
- 6 Concur SolnsДокумент3 страницы6 Concur SolnsBharatha M. RankothgeОценок пока нет
- Pappus's Harmonic Theorem in Einstein Relativistic ModelДокумент7 страницPappus's Harmonic Theorem in Einstein Relativistic ModelLazar MihailОценок пока нет
- Combine Result Revista MateInfo - Ro Noiembrie 2014 PDFДокумент48 страницCombine Result Revista MateInfo - Ro Noiembrie 2014 PDFLazar MihailОценок пока нет
- Reverse Triangle Inequalities for Potentials: Sharp Constants and ApplicationsДокумент22 страницыReverse Triangle Inequalities for Potentials: Sharp Constants and ApplicationsLazar MihailОценок пока нет
- Brutal Force Geometry ProblemsДокумент3 страницыBrutal Force Geometry Problemskepler1729Оценок пока нет
- 013Документ10 страниц013Lazar MihailОценок пока нет
- A Sharp Version of Mahler's Inequality For Products of PolynomialsДокумент13 страницA Sharp Version of Mahler's Inequality For Products of PolynomialsLazar MihailОценок пока нет
- 013Документ10 страниц013Lazar MihailОценок пока нет
- Cyclic Quadrilaterals and Their PropertiesДокумент2 страницыCyclic Quadrilaterals and Their Propertieskepler1729Оценок пока нет
- 3 Telescope SolnsДокумент3 страницы3 Telescope Solnsr2ahmadОценок пока нет
- 9 Number SolnsДокумент3 страницы9 Number SolnsMarty RaymondОценок пока нет
- 4 Triangles SolnsДокумент3 страницы4 Triangles Solnssrinu27Оценок пока нет
- TetrisДокумент5 страницTetrisLazar MihailОценок пока нет
- 9 Number SolnsДокумент3 страницы9 Number SolnsMarty RaymondОценок пока нет
- Brutal Force Geometry ProblemsДокумент3 страницыBrutal Force Geometry Problemskepler1729Оценок пока нет
- 2 Inequalities SolnsДокумент4 страницы2 Inequalities SolnsKim HsiehОценок пока нет
- Cyclic Quadrilaterals and Their PropertiesДокумент2 страницыCyclic Quadrilaterals and Their Propertieskepler1729Оценок пока нет
- 2 Inequalities SolnsДокумент4 страницы2 Inequalities SolnsKim HsiehОценок пока нет
- 7 Sequences SolnsДокумент4 страницы7 Sequences SolnsChuông GióОценок пока нет
- 2 Inequalities SolnsДокумент4 страницы2 Inequalities SolnsKim HsiehОценок пока нет
- InductionДокумент4 страницыInductionDesEsseinteОценок пока нет
- 3 Telescope SolnsДокумент3 страницы3 Telescope Solnsr2ahmadОценок пока нет
- Gasitoi Curs Analiza1Документ139 страницGasitoi Curs Analiza1andiОценок пока нет
- 2 Inequalities SolnsДокумент4 страницы2 Inequalities SolnsKim HsiehОценок пока нет
- Several Inequalities About The Number of Positive Divisors of A Natural Number MДокумент6 страницSeveral Inequalities About The Number of Positive Divisors of A Natural Number MLazar MihailОценок пока нет
- 2 Inequalities SolnsДокумент4 страницы2 Inequalities SolnsKim HsiehОценок пока нет
- b2 Inequalities PDFДокумент7 страницb2 Inequalities PDFnou channarithОценок пока нет
- Beginners Guide To Going SolarДокумент18 страницBeginners Guide To Going SolarRogelio AlvaradoОценок пока нет
- 8.6 MV Feeder Earth-Fault ProtectionДокумент20 страниц8.6 MV Feeder Earth-Fault Protectionbiviana81Оценок пока нет
- Microwave and Radar Engineering-Pcec 4101Документ2 страницыMicrowave and Radar Engineering-Pcec 4101Dr-Harish Chandra Mohanta0% (1)
- 2007 LC4 690 LC8 990 Diagnostic Measurements Failure CodesДокумент49 страниц2007 LC4 690 LC8 990 Diagnostic Measurements Failure Codeschili_s16Оценок пока нет
- Rotordynamic Design Considerations For A 23 MW Compressor With Magnetic BearingsДокумент15 страницRotordynamic Design Considerations For A 23 MW Compressor With Magnetic Bearingsmghgol100% (1)
- Distortion MetricsДокумент34 страницыDistortion MetricsAhmed mohyОценок пока нет
- Inv Str-All AlarmCode&Troubleshooting en Rev.2012!05!06Документ18 страницInv Str-All AlarmCode&Troubleshooting en Rev.2012!05!06Lucas NascimentoОценок пока нет
- Cooling Fans (Radiator Cooling Fan) - ALLDATA RepairДокумент1 страницаCooling Fans (Radiator Cooling Fan) - ALLDATA RepairFran Sanchez0% (1)
- Experiment 2 Basic Electronics.Документ4 страницыExperiment 2 Basic Electronics.Ummu Umar Wa AisyahОценок пока нет
- Service Manual: Digital Video Camera RecorderДокумент95 страницService Manual: Digital Video Camera RecorderDavid FearОценок пока нет
- Ultrasonic Rangefinder Using 8051Документ25 страницUltrasonic Rangefinder Using 8051Kaos Polos Nakira50% (4)
- mdc721 e PDFДокумент2 страницыmdc721 e PDFNesil AbieraОценок пока нет
- SDH BasicsДокумент72 страницыSDH Basicsk_muange897Оценок пока нет
- Electronics Mechanic (Semester Pattern) : Syllabus For The Trade ofДокумент41 страницаElectronics Mechanic (Semester Pattern) : Syllabus For The Trade ofMohamed SalamОценок пока нет
- B 1815Документ4 страницыB 1815Angelo MachadoОценок пока нет
- 3G Network Coverage Design PolicyДокумент6 страниц3G Network Coverage Design PolicyChee LeongОценок пока нет
- Samsung NP-R60+Документ54 страницыSamsung NP-R60+marcioОценок пока нет
- Vending Machine ReportДокумент11 страницVending Machine ReportAshfaq AliОценок пока нет
- Capitulo 6Документ33 страницыCapitulo 6Alberto Cañongo100% (1)
- E&IДокумент4 страницыE&IVenkata Rama KrishnaОценок пока нет
- DEIF Completo PDFДокумент121 страницаDEIF Completo PDFNelson ColinaОценок пока нет
- Modutrol Motors Model Selection GuideДокумент5 страницModutrol Motors Model Selection GuidedanielОценок пока нет
- Technical Description Sigma Air Manager: GSM Modem Retrofit KitДокумент20 страницTechnical Description Sigma Air Manager: GSM Modem Retrofit KitEvandro Jva compressoresОценок пока нет
- Multiplexers and Demultiplexers Based On Fibre Bragg Gratings and Optical Circulators For DWDM SystemsДокумент10 страницMultiplexers and Demultiplexers Based On Fibre Bragg Gratings and Optical Circulators For DWDM SystemsSantiago NavarreteОценок пока нет
- Assemble Electrical Circuit ComponentsДокумент9 страницAssemble Electrical Circuit ComponentsAnvi MantriОценок пока нет
- Kenwood - TK-2000E - 3000E - BrochureДокумент2 страницыKenwood - TK-2000E - 3000E - BrochureAndriantsoa HeritianaОценок пока нет
- Tutorial 2 EtherchannelДокумент3 страницыTutorial 2 EtherchannelOng CHОценок пока нет
- Journeyman by Engr HerimeeДокумент606 страницJourneyman by Engr HerimeeHerimee TorenaОценок пока нет
- PN6500 Series Spec SheetДокумент2 страницыPN6500 Series Spec SheetAdalberto Cavalo eucaliptoОценок пока нет
- HD Text, Flash, Graphics & Logo Overlay Seamless Switching, Fade-In / Fade-Out in Different Signal Input SignalsДокумент5 страницHD Text, Flash, Graphics & Logo Overlay Seamless Switching, Fade-In / Fade-Out in Different Signal Input Signalsaled010190Оценок пока нет