Вам также может понравиться
- 19Документ12 страниц19draindrop8606Оценок пока нет
- Section IV: Testing For Corrosion Types: J. R. Scully, EditorДокумент7 страницSection IV: Testing For Corrosion Types: J. R. Scully, Editordraindrop8606Оценок пока нет
- 20Документ11 страниц20draindrop8606Оценок пока нет
- 22Документ7 страниц22draindrop8606Оценок пока нет
- 18Документ10 страниц18draindrop8606Оценок пока нет
- 16Документ9 страниц16draindrop8606Оценок пока нет
- 14Документ6 страниц14draindrop8606Оценок пока нет
- Industrial Applications: Purpose and Importance Ofin-Plant TestingДокумент7 страницIndustrial Applications: Purpose and Importance Ofin-Plant Testingdraindrop8606Оценок пока нет
- 11Документ11 страниц11draindrop8606Оценок пока нет
- 12Документ5 страниц12draindrop8606Оценок пока нет
- I!iiii!!ii161iiiiii!!iiiii: Computer Based Data Organization and Computer ApplicationsДокумент16 страницI!iiii!!ii161iiiiii!!iiiii: Computer Based Data Organization and Computer Applicationsdraindrop8606Оценок пока нет
- 3Документ10 страниц3draindrop8606Оценок пока нет
- 8Документ8 страниц8draindrop8606Оценок пока нет
- Iiiiiii4iii IIII Ii: Surface AnalysisДокумент7 страницIiiiiii4iii IIII Ii: Surface Analysisdraindrop8606Оценок пока нет
- 2Документ7 страниц2draindrop8606Оценок пока нет
- Statistical Treatment of Data, Data Interpretation, and ReliabilityДокумент6 страницStatistical Treatment of Data, Data Interpretation, and Reliabilitydraindrop8606Оценок пока нет
- TocДокумент6 страницTocdraindrop8606Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Airconditioning Feb 2018 Rev 4 Presentation-7Документ59 страницAirconditioning Feb 2018 Rev 4 Presentation-7darius james del mar86% (7)
- CE 308 - Lec 8 - Admixtures - 2Документ22 страницыCE 308 - Lec 8 - Admixtures - 2umair4362Оценок пока нет
- Procast ManualДокумент471 страницаProcast Manualtudorima100% (4)
- Chapter 12: Partial Differential EquationsДокумент11 страницChapter 12: Partial Differential EquationsDark bOYОценок пока нет
- Law of Errors: Errors in Measurement SystemДокумент6 страницLaw of Errors: Errors in Measurement Systemrodrigo100% (1)
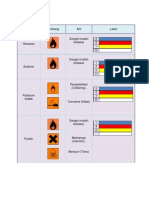
- K3Документ5 страницK3Dani SetiawanОценок пока нет
- Report of ElectrogravimetryДокумент12 страницReport of ElectrogravimetryKrisna Raditya PОценок пока нет
- Analise de VálvulaДокумент10 страницAnalise de VálvulaCristiano ScheuerОценок пока нет
- Gilsonite - Modified Gilsonite - Fluid Loss ControlДокумент3 страницыGilsonite - Modified Gilsonite - Fluid Loss ControlManargudi mannarОценок пока нет
- Manufacture of LithoponeДокумент10 страницManufacture of LithoponeSharon K Thomas50% (2)
- 4 - Lec 3 - 1 MaterialДокумент55 страниц4 - Lec 3 - 1 Materialumi_hayyatОценок пока нет
- Effects of Chlorinated Water On Polymeric Water Distribution SystemsДокумент4 страницыEffects of Chlorinated Water On Polymeric Water Distribution SystemsJohn BundangОценок пока нет
- Biochemistry of Connective Tissue DentistrykopptxДокумент97 страницBiochemistry of Connective Tissue DentistrykopptxAbdullah Khalid VirkОценок пока нет
- Calculation of Pipe Reinforcement ASME B31 3Документ5 страницCalculation of Pipe Reinforcement ASME B31 3Umar Aslam0% (1)
- ASME Stamp Companies in KSAДокумент10 страницASME Stamp Companies in KSASantanu SahaОценок пока нет
- En - 0122 8706 Ccta 20 01 00149Документ10 страницEn - 0122 8706 Ccta 20 01 00149mrcariОценок пока нет
- Sol-Gel Synthesis and Structure of Cordieritetialite Glass-CeramicsДокумент6 страницSol-Gel Synthesis and Structure of Cordieritetialite Glass-CeramicsahadsajjadiОценок пока нет
- Determination of Bendamustine Hydrochloride in Pure and Dosage Forms by Ion-Associative Complex FormationДокумент6 страницDetermination of Bendamustine Hydrochloride in Pure and Dosage Forms by Ion-Associative Complex FormationHeidi HughesОценок пока нет
- Chapter 5 - PV Systems - April 11 - 2011 PDFДокумент586 страницChapter 5 - PV Systems - April 11 - 2011 PDFEl ShaarawyОценок пока нет
- AISI1040Документ2 страницыAISI1040Anonymous qRbPsLpuNОценок пока нет
- Gaussian 03 Winodws TutorialДокумент4 страницыGaussian 03 Winodws Tutorialfernandojardim12Оценок пока нет
- Stud Bolt SpecificationДокумент8 страницStud Bolt SpecificationsantoshblonkarОценок пока нет
- Mechanical Engineering Board Exam SubjectsДокумент4 страницыMechanical Engineering Board Exam Subjectsbenny narrido100% (1)
- Chemistry The Determination of An Unknow PDFДокумент8 страницChemistry The Determination of An Unknow PDFAbdullah Sabry AzzamОценок пока нет
- Flexi Tech 60rg DataДокумент2 страницыFlexi Tech 60rg DatadogankkuОценок пока нет
- Modern Physics Practice FinalДокумент6 страницModern Physics Practice FinalCurt FreeОценок пока нет
- Corrosion RingsДокумент1 страницаCorrosion RingsAnonymous JMuM0E5YOОценок пока нет
- Why Use Nitrogen To Purge MoistureДокумент2 страницыWhy Use Nitrogen To Purge MoistureketasriОценок пока нет
- Molecular Laboratory Design QAQC Considerations PDFДокумент46 страницMolecular Laboratory Design QAQC Considerations PDFSIDОценок пока нет
- Gerber Beams: Tip: Serious Errors Result From Lack of Unknown Forces at A Slit HingeДокумент6 страницGerber Beams: Tip: Serious Errors Result From Lack of Unknown Forces at A Slit HingeamiteshОценок пока нет