Вам также может понравиться
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryОт EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryОценок пока нет
- Cam Lab ManualДокумент14 страницCam Lab Manualelangandhi0% (1)
- Slide01 Introduction CNCДокумент149 страницSlide01 Introduction CNCalexiskandarОценок пока нет
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Документ11 страницIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaОценок пока нет
- 11 Cad Cam CNC Programming MVVДокумент37 страниц11 Cad Cam CNC Programming MVVbassem smatiОценок пока нет
- CNC Lab ManualДокумент40 страницCNC Lab ManualPavaniОценок пока нет
- Codigos CNCДокумент4 страницыCodigos CNCLuis Enrique Pichardo100% (1)
- Special G Codes of CNC ProgrammingДокумент14 страницSpecial G Codes of CNC ProgrammingAntónio OliveiraОценок пока нет
- Welcome: Industrial Trainig Institute. Palana. Centre of ExcellenceДокумент100 страницWelcome: Industrial Trainig Institute. Palana. Centre of ExcellenceAthar MahmoodОценок пока нет
- Cadcam Module 2Документ433 страницыCadcam Module 2Ahsan IftikharОценок пока нет
- MTM Lab PresentationДокумент26 страницMTM Lab PresentationMuhammad WaseemОценок пока нет
- 6.1. G Codes: G12 (X#) (Y#) Z#R#Q#S#SA#AS#RA#H#Документ18 страниц6.1. G Codes: G12 (X#) (Y#) Z#R#Q#S#SA#AS#RA#H#cOrekern100% (1)
- CNC Stands For Computer Numerical Control, And: G-Code. CNC Was Developed inДокумент4 страницыCNC Stands For Computer Numerical Control, And: G-Code. CNC Was Developed inKhateeb Ul Islam QadriОценок пока нет
- Cutting Force of End Cutting Tool Milling MachiningДокумент24 страницыCutting Force of End Cutting Tool Milling MachiningGabryel BogdanОценок пока нет
- G & M Codes CNC ProgrammingДокумент2 страницыG & M Codes CNC ProgrammingSandeep Singh KohliОценок пока нет
- Feed Rate CalculationsДокумент4 страницыFeed Rate CalculationsJesus Said Mercado VegaОценок пока нет
- Touch Probe Cycles: Product InformationДокумент6 страницTouch Probe Cycles: Product Informationsonnv_hcmuteОценок пока нет
- 26 Broaching - Principles, Systems and ApplicationsДокумент16 страниц26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- PDFДокумент514 страницPDFRizki PrasetyoОценок пока нет
- CNC MillingДокумент18 страницCNC MillingShegs Jefferson JosephОценок пока нет
- CNC Lathe Machines PDFДокумент7 страницCNC Lathe Machines PDFMetwally Naser100% (1)
- End Mill Training Website PDFДокумент64 страницыEnd Mill Training Website PDFDejan Jovanovic100% (1)
- Part Programming Manual PDFДокумент80 страницPart Programming Manual PDFTejas KumarОценок пока нет
- Invo MillingДокумент8 страницInvo MillingOvidiu StoianОценок пока нет
- Deep Hole Drlling On Maching Centres BOTEKДокумент2 страницыDeep Hole Drlling On Maching Centres BOTEKmapalptsОценок пока нет
- Lab 6 - Face Milling On CNC MachineДокумент5 страницLab 6 - Face Milling On CNC MachineHaris NaveedОценок пока нет
- Bending (Metalworking) : "Metal Bending" Redirects Here. For The Form of Stage Magic, SeeДокумент10 страницBending (Metalworking) : "Metal Bending" Redirects Here. For The Form of Stage Magic, SeeJordan MosesОценок пока нет
- What Is 5 Axis CNC MachiningДокумент10 страницWhat Is 5 Axis CNC MachiningSuhail Abrol100% (1)
- 002-CNC Machine Tools+ProgrammingДокумент136 страниц002-CNC Machine Tools+ProgrammingMalik Muchamad100% (1)
- 3D Printing Tips and TricksДокумент10 страниц3D Printing Tips and Tricksmszlazak4179Оценок пока нет
- CNC CodexДокумент10 страницCNC CodexAmar AshrafОценок пока нет
- CNCPT Sample PDFДокумент45 страницCNCPT Sample PDFChoobunyen KuptanawinОценок пока нет
- NC ProgrammingДокумент54 страницыNC ProgrammingVed Vrat NuclearОценок пока нет
- Programming MillДокумент81 страницаProgramming MillEddy ZalieОценок пока нет
- Haas Mill WIPS Probe Training ManualДокумент44 страницыHaas Mill WIPS Probe Training ManualpocerilloОценок пока нет
- Mini CNC Plotter and Laser EngraverДокумент3 страницыMini CNC Plotter and Laser EngraverEditor IJTSRDОценок пока нет
- What Is Milling MachineДокумент6 страницWhat Is Milling MachineGlenn VergaraОценок пока нет
- CNCДокумент98 страницCNCRohit SinghОценок пока нет
- Advanced CSДокумент192 страницыAdvanced CSbilly dillpickerОценок пока нет
- NTP Thread Program Rev. AДокумент1 страницаNTP Thread Program Rev. Arajkumar931Оценок пока нет
- CNC ProgrammingДокумент20 страницCNC ProgrammingMansingh YadavОценок пока нет
- Century Star CNC System Programming Guide For Milling Machines PDFДокумент147 страницCentury Star CNC System Programming Guide For Milling Machines PDFDiego Steven Pulido AriasОценок пока нет
- Lathe Programming Workbook HAASДокумент153 страницыLathe Programming Workbook HAASguimaslipa100% (1)
- Comparative Study of CNC Controllers Used in CNC Milling MachineДокумент9 страницComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALОценок пока нет
- Measuring Cutting Forces PDFДокумент14 страницMeasuring Cutting Forces PDFprof_panneerОценок пока нет
- My CNC TurningДокумент7 страницMy CNC Turningde_stanszaОценок пока нет
- Notes CNC ProgramДокумент58 страницNotes CNC Programzairul100% (1)
- Vericut HelpДокумент910 страницVericut Helpandreeaoana45Оценок пока нет
- CNC1Документ91 страницаCNC1saileshmuraliОценок пока нет
- Submitted By:-Submitted To:-: Name:SHIVAM Sharma MechДокумент16 страницSubmitted By:-Submitted To:-: Name:SHIVAM Sharma MechSHIVAMОценок пока нет
- ASSIGNMENT 1 Cad PDFДокумент8 страницASSIGNMENT 1 Cad PDFSasank SaiОценок пока нет
- Report CNC f2036Документ16 страницReport CNC f2036Dasir Baluan AsiriОценок пока нет
- CNC Basic & Prog.Документ89 страницCNC Basic & Prog.Christine BrownОценок пока нет
- Lecture Cad CamДокумент84 страницыLecture Cad Camismail_69Оценок пока нет
- CNC - Machines PresentationДокумент31 страницаCNC - Machines PresentationSascha SchranzОценок пока нет
- Unit - III CNC Part ProgrammingДокумент39 страницUnit - III CNC Part ProgrammingNarayana PerumalОценок пока нет
- Industrial: Under The Guidence Of: BYДокумент22 страницыIndustrial: Under The Guidence Of: BYJaspreet singhОценок пока нет
- Module 4Документ59 страницModule 4Musadiq Ahmed100% (1)
- Inspection, Quality Control, and Assurance SHEET (1) : 6-If The Mean Value of The Measured Stress Was 15 KG/MMДокумент1 страницаInspection, Quality Control, and Assurance SHEET (1) : 6-If The Mean Value of The Measured Stress Was 15 KG/MMmaherkamelОценок пока нет
- PQ Unit-IiДокумент6 страницPQ Unit-IimaherkamelОценок пока нет
- Beyond Taguchi's Concept of The Quality Loss Function: Atul Dev, Pankaj JhaДокумент5 страницBeyond Taguchi's Concept of The Quality Loss Function: Atul Dev, Pankaj JhamaherkamelОценок пока нет
- Attributes Data: Binomial and Poisson DataДокумент31 страницаAttributes Data: Binomial and Poisson DatamaherkamelОценок пока нет
- The Quality Improvement Model: Is Process Capable?Документ19 страницThe Quality Improvement Model: Is Process Capable?maherkamelОценок пока нет
- Pareto and QualityДокумент1 страницаPareto and QualitymaherkamelОценок пока нет
- ISO History (Brief) and Basic FactsДокумент9 страницISO History (Brief) and Basic FactsmaherkamelОценок пока нет
- Me338 10Документ2 страницыMe338 10maherkamelОценок пока нет
- Basic Chart ConceptsДокумент13 страницBasic Chart ConceptsmaherkamelОценок пока нет
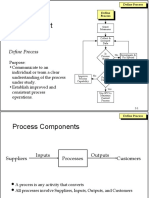
- Basics of Defining ProcessesДокумент18 страницBasics of Defining Processesmaherkamel100% (1)
- HW1 2Документ2 страницыHW1 2maherkamelОценок пока нет
- HW 1Документ2 страницыHW 1maherkamelОценок пока нет
- Me423 PDFДокумент2 страницыMe423 PDFmaherkamelОценок пока нет
- Assignment-5 Noc18 Ma07 15Документ6 страницAssignment-5 Noc18 Ma07 15maherkamelОценок пока нет
- Noc19 Ma08 Assignment13Документ5 страницNoc19 Ma08 Assignment13maherkamelОценок пока нет
- Assignment-2 Noc18 Ma07 5Документ9 страницAssignment-2 Noc18 Ma07 5maherkamel100% (2)
- Cimco HSMUser Guide A5 WebДокумент77 страницCimco HSMUser Guide A5 WebBartosz SieniekОценок пока нет
- Wood Machining Tech in JapanДокумент20 страницWood Machining Tech in JapanMayur12345dtОценок пока нет
- Handout131Milling Machines and CuttersДокумент23 страницыHandout131Milling Machines and CuttersPamela SidicОценок пока нет
- Working With OOTB MACH Simulation ExamplesДокумент56 страницWorking With OOTB MACH Simulation ExamplesAlex ongОценок пока нет
- Form Inspeksi Mesin MillingДокумент17 страницForm Inspeksi Mesin MillingSasa MonicaОценок пока нет
- PUMA V8300 Series KatalogsДокумент28 страницPUMA V8300 Series KatalogsMarks LisnanskisОценок пока нет
- B-63874en-1 - 08 Manual Guide I Set-Up Guidance FunctionsДокумент328 страницB-63874en-1 - 08 Manual Guide I Set-Up Guidance FunctionsGiang Nguyen VanОценок пока нет
- 21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.Документ29 страниц21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.PRASAD326100% (3)
- Hyundai Wia f750 960Документ26 страницHyundai Wia f750 960sunhuynhОценок пока нет
- Process Control Plan SCM100113Документ14 страницProcess Control Plan SCM100113aravindhОценок пока нет
- '97 VMC Operator's Manual PDFДокумент109 страниц'97 VMC Operator's Manual PDFPham Long100% (1)
- Automatic Tool Changer...Документ41 страницаAutomatic Tool Changer...Rahul Singh92% (12)
- IndoMIM Company ProfileДокумент34 страницыIndoMIM Company ProfileManoj Kabre100% (2)
- MFH Raptor WДокумент24 страницыMFH Raptor WdullecncОценок пока нет
- CNC Lab Manual 2023 Med 3102Документ66 страницCNC Lab Manual 2023 Med 3102G. RajeshОценок пока нет
- Advances in Micro Cutting Tool Design and Fabrication: International Journal of Extreme ManufacturingДокумент30 страницAdvances in Micro Cutting Tool Design and Fabrication: International Journal of Extreme Manufacturingarvind kumarОценок пока нет
- Monforts RNCДокумент112 страницMonforts RNCHala Hmedosh100% (1)
- Hermle Brochure Overview en PDFДокумент78 страницHermle Brochure Overview en PDFNguyen GiangОценок пока нет
- IIT Kharagpur LecturesДокумент616 страницIIT Kharagpur LecturesBhavanarayana Chakka67% (3)
- MODULE 1 Intro - Lab PneumaticДокумент5 страницMODULE 1 Intro - Lab PneumaticHafiz MellianiОценок пока нет
- 07 Mandrels Collet Chucks en Web RohmДокумент81 страница07 Mandrels Collet Chucks en Web RohmsantedsОценок пока нет
- PostpreДокумент202 страницыPostpreDragos MitrofanОценок пока нет
- Fanuc 31i-BM Standard Features and Options PDFДокумент10 страницFanuc 31i-BM Standard Features and Options PDFdanielstancu883296Оценок пока нет
- DMG MillPlusV521 ProgManual PDFДокумент649 страницDMG MillPlusV521 ProgManual PDFBoris JavorОценок пока нет
- SARIXF SX 3D e 05Документ2 страницыSARIXF SX 3D e 05regil01Оценок пока нет
- 2012 - Lab Pilot Plant EngДокумент33 страницы2012 - Lab Pilot Plant EngArquimedes PerezОценок пока нет
- Powder Processing Equipment RangeДокумент36 страницPowder Processing Equipment RangeGRAINANNA100% (1)
- Tangent Hi Tech 2Документ17 страницTangent Hi Tech 2Senthil_kumar_palaniОценок пока нет
- Hal Helicopter Division Training ReportДокумент41 страницаHal Helicopter Division Training ReportMayank Gupta67% (9)
- Lab Report 3Документ7 страницLab Report 3mamoona noreen100% (1)