Вам также может понравиться
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingОт EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingОценок пока нет
- Chrome PlatingДокумент11 страницChrome PlatingMahesh Babu100% (1)
- 304 Chromic Acid AnodizingДокумент6 страниц304 Chromic Acid AnodizingPuguh Cahpordjo BaeОценок пока нет
- Principles of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyОт EverandPrinciples of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyОценок пока нет
- Chrome Plating EngДокумент24 страницыChrome Plating EngNikita OkochaОценок пока нет
- Process: Chrome PlatingДокумент2 страницыProcess: Chrome PlatingRizky PratamaОценок пока нет
- Decorative Chromium PlatingДокумент8 страницDecorative Chromium Platingcauthon82Оценок пока нет
- Anodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesОт EverandAnodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesРейтинг: 5 из 5 звезд5/5 (1)
- Anodizing Basics: Mechanical & Chemical Surface TreatmentsДокумент4 страницыAnodizing Basics: Mechanical & Chemical Surface TreatmentsSporkx100% (1)
- LCD Anodizing 2020Документ30 страницLCD Anodizing 2020donny reborn100% (1)
- ANKURДокумент20 страницANKURDevashish JoshiОценок пока нет
- The Canning Handbook 2005Документ65 страницThe Canning Handbook 2005Khomasan Jumpasri100% (3)
- Anodizing: Anodizing Is An Electrolytic Passivation Process Used To Increase TheДокумент4 страницыAnodizing: Anodizing Is An Electrolytic Passivation Process Used To Increase TheShubham JainОценок пока нет
- Material Finish GuideДокумент7 страницMaterial Finish GuideRomie CubalОценок пока нет
- Low Current Density Anodizing Rev 0AДокумент18 страницLow Current Density Anodizing Rev 0AtootalldeanОценок пока нет
- Casewell Plating2001 PDFДокумент50 страницCasewell Plating2001 PDFHarindra Kusumpriya100% (1)
- Chromium PlatingДокумент22 страницыChromium PlatingKodeboyina ChandramohanОценок пока нет
- Nickel Electroplating: Power SupplyДокумент6 страницNickel Electroplating: Power Supplyyonathan fausaОценок пока нет
- Troubleshooting Electroless Nickel Plating SolutionsДокумент9 страницTroubleshooting Electroless Nickel Plating SolutionsElisa Patton0% (1)
- Electroplating Costs CalculationДокумент19 страницElectroplating Costs CalculationmosesОценок пока нет
- Diy Hard Anodizing Chemicals KitДокумент7 страницDiy Hard Anodizing Chemicals KitOtter1z100% (1)
- Color On JewelleryДокумент13 страницColor On JewellerynithansaОценок пока нет
- ElectroplatingДокумент74 страницыElectroplatingmp87_ing100% (4)
- Anodizing AluminumДокумент7 страницAnodizing AluminumyunitaparerОценок пока нет
- Electroplating:: How Electroplating Is DoneДокумент4 страницыElectroplating:: How Electroplating Is DoneRakshaMahaОценок пока нет
- The Hull CellДокумент25 страницThe Hull CellCarlos Alberto Soto Ramirez100% (2)
- ElectroplatingДокумент18 страницElectroplatingRahul Pandey100% (2)
- Electroplating - by Henty C Reetz (H H Windsor 1911 - Republished by Lindsay Publications 1989) 99P - Revised and Up-To-Date by Popular MechanicsДокумент56 страницElectroplating - by Henty C Reetz (H H Windsor 1911 - Republished by Lindsay Publications 1989) 99P - Revised and Up-To-Date by Popular Mechanicshania husami100% (2)
- Modern Electroplating Fourth Edition Edited by M SДокумент2 страницыModern Electroplating Fourth Edition Edited by M Smiguelin91690% (1)
- Caswell ManualДокумент54 страницыCaswell Manualgtm1207100% (1)
- Cadmium Plating To CyanidingДокумент14 страницCadmium Plating To CyanidingShrikant MojeОценок пока нет
- PVD Coatings PDFДокумент18 страницPVD Coatings PDFetamil87Оценок пока нет
- Blackening Processes For ZincДокумент13 страницBlackening Processes For Zincvasudev_nОценок пока нет
- Tin PlatingДокумент30 страницTin PlatingRahul Pandey100% (3)
- AnodizingДокумент9 страницAnodizingalphadingОценок пока нет
- Anodizing Techniques at Home PDFДокумент10 страницAnodizing Techniques at Home PDFpalosotОценок пока нет
- Brass Plating - Galvanica Consonni (Good Article)Документ4 страницыBrass Plating - Galvanica Consonni (Good Article)Homayoon GeramifarОценок пока нет
- Copper PlatingДокумент8 страницCopper PlatingHoong Chee Chung100% (1)
- Electroplating and Electroless Plating Corrosion EngineeringДокумент10 страницElectroplating and Electroless Plating Corrosion Engineeringmm11_nedОценок пока нет
- Tin Plating ProcessДокумент3 страницыTin Plating Processkrishy76100% (1)
- Titanium Anodizing: An in House Evaluation by METALAST International, IncДокумент6 страницTitanium Anodizing: An in House Evaluation by METALAST International, IncGian GianОценок пока нет
- Electroplating (Learning Material of Chemistry) by HariyantoДокумент34 страницыElectroplating (Learning Material of Chemistry) by HariyantoHARIYANTO100% (4)
- Electroless Nickel - A ReviewДокумент10 страницElectroless Nickel - A ReviewSrdjanОценок пока нет
- Laton AtotechДокумент6 страницLaton AtotechKaRenthLuNaОценок пока нет
- Electroless Nickel Applications in ElectronicsДокумент31 страницаElectroless Nickel Applications in ElectronicsVasudevan Narayanan NОценок пока нет
- Hard Chrome PlatingДокумент2 страницыHard Chrome PlatingGuru SamyОценок пока нет
- Metal Finishing Guidebook and DirectoryДокумент967 страницMetal Finishing Guidebook and DirectoryAFLAC ............100% (1)
- DacrometДокумент6 страницDacrometdavideОценок пока нет
- 8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationДокумент8 страниц8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationFerRazzónОценок пока нет
- AnodizingДокумент24 страницыAnodizingRahul Pandey100% (2)
- Electroplating CopperДокумент6 страницElectroplating CopperLuis EstevesОценок пока нет
- Hull Cell Yamamoto MS PDFДокумент16 страницHull Cell Yamamoto MS PDFHaydee VОценок пока нет
- Anodizing InstructionsДокумент15 страницAnodizing InstructionsCarl J. Wilkey67% (3)
- Metal Finishing Guidebook-08Документ772 страницыMetal Finishing Guidebook-08monica100% (1)
- Metal Finishing 2010 PDFДокумент740 страницMetal Finishing 2010 PDFJuan Ignacio Alvarez Herrera100% (2)
- Spectra 977 Process: Technical Data SheetДокумент2 страницыSpectra 977 Process: Technical Data SheetLuuThiThuyDuongОценок пока нет
- Black OxideДокумент2 страницыBlack OxideGerman ToledoОценок пока нет
- T 1Документ1 страницаT 1sonnu151Оценок пока нет
- Tpia Feedback FormДокумент1 страницаTpia Feedback Formsonnu151Оценок пока нет
- SST Test DefectsДокумент2 страницыSST Test Defectssonnu151Оценок пока нет
- Review of Is 1367 Part 13Документ2 страницыReview of Is 1367 Part 13sonnu151Оценок пока нет
- Visual Inspection of FastenersДокумент1 страницаVisual Inspection of Fastenerssonnu151Оценок пока нет
- Doc. Required by Quality Order ReviewДокумент1 страницаDoc. Required by Quality Order Reviewsonnu151Оценок пока нет
- Quality Order Review Sheet I.O-NO.:: Client:: D.P (PDD) PaymentДокумент2 страницыQuality Order Review Sheet I.O-NO.:: Client:: D.P (PDD) Paymentsonnu151Оценок пока нет
- Iso-648 Laboratory Glassware - Single-Volume PipettesДокумент18 страницIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyОценок пока нет
- Graph f-7424Документ1 страницаGraph f-7424sonnu151Оценок пока нет
- Quality Related Issues While Order ReviewingДокумент1 страницаQuality Related Issues While Order Reviewingsonnu151Оценок пока нет
- VisualДокумент1 страницаVisualsonnu151Оценок пока нет
- Indian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, BengaluruДокумент1 страницаIndian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, Bengalurusonnu151Оценок пока нет
- Paharpur-1 Pallet NEWДокумент102 страницыPaharpur-1 Pallet NEWsonnu151Оценок пока нет
- RequirementДокумент1 страницаRequirementsonnu151Оценок пока нет
- 106 DIFFUSION - RemovedДокумент4 страницы106 DIFFUSION - Removedsonnu151Оценок пока нет
- Sample-1 Sample-2 Sample-3 Sample-4 Sample-5 Mean M 179 182 189 195 199 944 188.8 35645.44 Sq. of Mean MДокумент1 страницаSample-1 Sample-2 Sample-3 Sample-4 Sample-5 Mean M 179 182 189 195 199 944 188.8 35645.44 Sq. of Mean Msonnu151Оценок пока нет
- Required RecordДокумент4 страницыRequired Recordsonnu151Оценок пока нет
- Supplier Quality Requirement Form (SSQRF) : Inspection NotificationДокумент1 страницаSupplier Quality Requirement Form (SSQRF) : Inspection Notificationsonnu151Оценок пока нет
- DP Amendment 15.06.2020Документ1 страницаDP Amendment 15.06.2020sonnu151Оценок пока нет
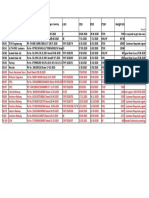
- I.No CDD PDD Item Weight KG: Customer Maste R List SR - NoДокумент1 страницаI.No CDD PDD Item Weight KG: Customer Maste R List SR - Nosonnu151Оценок пока нет
- NoteДокумент4 страницыNotesonnu151Оценок пока нет
- 04.annexure R - B016-VRMP-LT-COM-QA-QD-0005 - Positive Material Identification Procedure PDFДокумент10 страниц04.annexure R - B016-VRMP-LT-COM-QA-QD-0005 - Positive Material Identification Procedure PDFsonnu151Оценок пока нет
- Note: This Is A Computer Generated Receipt and Does Not Require Any Signature/stampДокумент1 страницаNote: This Is A Computer Generated Receipt and Does Not Require Any Signature/stampsonnu151Оценок пока нет
- No 33Документ15 страницNo 33sonnu151Оценок пока нет
- Safety StandardsДокумент157 страницSafety Standardssonnu151Оценок пока нет
- 06 LNT - RemovedДокумент18 страниц06 LNT - Removedsonnu151Оценок пока нет
- Indian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, BengaluruДокумент1 страницаIndian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, Bengalurusonnu151Оценок пока нет
- Indian Standard: Hexagon Head Bolts, Screws and Nuts of Product Grade CДокумент12 страницIndian Standard: Hexagon Head Bolts, Screws and Nuts of Product Grade CPrasenjit DeyОценок пока нет
- 233 Shanti Constr.Документ4 страницы233 Shanti Constr.sonnu151Оценок пока нет
- 98 RCF-1-9Документ9 страниц98 RCF-1-9sonnu151Оценок пока нет
- Emerald LakeДокумент18 страницEmerald LakeLucasLeãoОценок пока нет
- Jindal Panther CRS TMT With Advantages Over FBEC TMTДокумент8 страницJindal Panther CRS TMT With Advantages Over FBEC TMTanon_466684615Оценок пока нет
- 09162014114959monograph ChromiteДокумент162 страницы09162014114959monograph ChromiteRahul MishraОценок пока нет
- List of Stainless Steel and Nickel Alloy Welding ElectrodesДокумент3 страницыList of Stainless Steel and Nickel Alloy Welding ElectrodesFernando RomeroОценок пока нет
- Decontamination Techniques PDFДокумент91 страницаDecontamination Techniques PDFsch203Оценок пока нет
- Chromic Acid Chromium Trioxide Flake: PropertiesДокумент3 страницыChromic Acid Chromium Trioxide Flake: PropertiesAnggiОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент14 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- Final ProposalДокумент24 страницыFinal ProposalAtuhairwe AmosОценок пока нет
- Duplex SteelsДокумент231 страницаDuplex SteelsDavindRa SoniОценок пока нет
- Effects of Heavy Metal Contamination On River Water Quality Due To The Release ofДокумент57 страницEffects of Heavy Metal Contamination On River Water Quality Due To The Release ofMariela Huaripata HuaripataОценок пока нет
- BIOFINpdfДокумент152 страницыBIOFINpdfMust Boujaata50% (2)
- Industrial Color Testing Fundamentals and Techniques Second EditionДокумент388 страницIndustrial Color Testing Fundamentals and Techniques Second EditioncafurlanОценок пока нет
- Hussain Et Al., 2015Документ11 страницHussain Et Al., 2015Carlos MaroveОценок пока нет
- Sabp A 025 PDFДокумент19 страницSabp A 025 PDFShubhodeep SarkarОценок пока нет
- Pistia Stratiotes (Jalkhumbi)Документ9 страницPistia Stratiotes (Jalkhumbi)Monica NCОценок пока нет
- Steel FachaДокумент59 страницSteel FachaviyfОценок пока нет
- Effects of Tungsten Carbide Thermal Spray CoatingДокумент13 страницEffects of Tungsten Carbide Thermal Spray CoatingDAIANE CRISTINE CAVALLARIОценок пока нет
- Cobalt-Based Alloy 6 Materials and Boiler Feedwater ServiceДокумент2 страницыCobalt-Based Alloy 6 Materials and Boiler Feedwater ServiceretrogradesОценок пока нет
- Testing CNAS L0220 Test Report: GZHJ187473Документ9 страницTesting CNAS L0220 Test Report: GZHJ187473Marlon Saravia Luque100% (1)
- Electroplating Plastic at HomeДокумент24 страницыElectroplating Plastic at HomeEka KusyantoОценок пока нет
- Apollo LIBS - Performance-Low Alloy and Carbon SteelДокумент4 страницыApollo LIBS - Performance-Low Alloy and Carbon Steelcelestino biasottoОценок пока нет
- Zirconium and Zirconium Alloy Sheet, Strip, and Plate For Nuclear ApplicationДокумент6 страницZirconium and Zirconium Alloy Sheet, Strip, and Plate For Nuclear ApplicationSrinivasan KrishnamoorthyОценок пока нет
- Chrome Steel BallsДокумент156 страницChrome Steel BallsAnonymous lU60e8EUОценок пока нет
- The Migration of Chemical Contaminants From Polyethylene Bags IntoДокумент5 страницThe Migration of Chemical Contaminants From Polyethylene Bags IntoOrianaDoriaОценок пока нет
- 251-260 GregurekДокумент10 страниц251-260 GregurekAlexander SledzОценок пока нет
- DEQ Letter To Governor Brown On Metal-Emitting FacilitiesДокумент12 страницDEQ Letter To Governor Brown On Metal-Emitting FacilitiesColin MinerОценок пока нет
- The D and F Block ElementsДокумент27 страницThe D and F Block ElementsPiyush GautamОценок пока нет
- Rhodopsin Dyes For Polyamide by RDNДокумент96 страницRhodopsin Dyes For Polyamide by RDNSaidul KarimОценок пока нет
- BS 2201 Specyfikacja Techniczna (EN)Документ12 страницBS 2201 Specyfikacja Techniczna (EN)ricardoОценок пока нет
- Corrosion Lab ReportДокумент10 страницCorrosion Lab ReportSAFINA KAMAL SHOILYОценок пока нет
- The Rights of Nature: A Legal Revolution That Could Save the WorldОт EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldРейтинг: 5 из 5 звезд5/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretОт EverandWaste: One Woman’s Fight Against America’s Dirty SecretРейтинг: 5 из 5 звезд5/5 (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionОт EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionРейтинг: 3 из 5 звезд3/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontОт EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontРейтинг: 4.5 из 5 звезд4.5/5 (18)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaОт EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaРейтинг: 4 из 5 звезд4/5 (1)
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawОт EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawРейтинг: 4 из 5 звезд4/5 (334)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionОт Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionОценок пока нет
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933От EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933Оценок пока нет
- Busted!: Drug War Survival Skills and True Dope DОт EverandBusted!: Drug War Survival Skills and True Dope DРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Environmental Education in Practice: Concepts and ApplicationsОт EverandEnvironmental Education in Practice: Concepts and ApplicationsОценок пока нет
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010От EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Рейтинг: 5 из 5 звезд5/5 (2)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksОт EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksОценок пока нет
- Down to the Wire: Confronting Climate CollapseОт EverandDown to the Wire: Confronting Climate CollapseРейтинг: 4.5 из 5 звезд4.5/5 (8)
- Principles of direct and superior responsibility in international humanitarian lawОт EverandPrinciples of direct and superior responsibility in international humanitarian lawОценок пока нет
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksОт EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksОценок пока нет