Вам также может понравиться
- Fransız Elektrot Firması Seçim TablosuДокумент60 страницFransız Elektrot Firması Seçim TablosuSuphi Yüksel100% (2)
- Gupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Документ108 страницGupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Suphi YükselОценок пока нет
- EN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadДокумент1 страницаEN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadSuphi YükselОценок пока нет
- Fiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Документ1 страницаFiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Suphi YükselОценок пока нет
- Outokumpu Stainless Steel HandbookДокумент92 страницыOutokumpu Stainless Steel HandbookcutefrenzyОценок пока нет
- DIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Документ1 страницаDIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Suphi YükselОценок пока нет
- DIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertДокумент1 страницаDIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertSuphi YükselОценок пока нет
- Einschlaganker Drop in Anchor: Çakma DübelДокумент16 страницEinschlaganker Drop in Anchor: Çakma DübelSuphi YükselОценок пока нет
- 10512Документ1 страница10512Suphi YükselОценок пока нет
- DIN 982 Fiberli AltiKöşe Yüksek Somunlar SpecificationsДокумент1 страницаDIN 982 Fiberli AltiKöşe Yüksek Somunlar SpecificationsSuphi YükselОценок пока нет
- M8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Документ1 страницаM8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Suphi YükselОценок пока нет
- 34801Документ1 страница34801Suphi YükselОценок пока нет
- Thread Size Chart for Metric Hex Nuts (M6 to M20Документ1 страницаThread Size Chart for Metric Hex Nuts (M6 to M20Suphi YükselОценок пока нет
- DIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarДокумент1 страницаDIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarSuphi YükselОценок пока нет
- DIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Документ1 страницаDIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Suphi YükselОценок пока нет
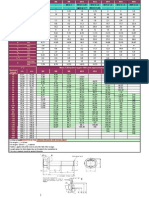
- P B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinДокумент1 страницаP B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinSuphi YükselОценок пока нет
- 1665Документ1 страница1665Suphi YükselОценок пока нет
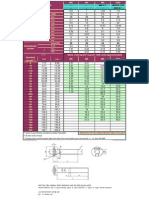
- P (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeДокумент1 страницаP (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeSuphi YükselОценок пока нет
- Thread Size Chart for Metric Bolts M5 to M16Документ1 страницаThread Size Chart for Metric Bolts M5 to M16Suphi YükselОценок пока нет
- Ref. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinДокумент1 страницаRef. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinSuphi YükselОценок пока нет
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinДокумент1 страницаMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselОценок пока нет
- 6921Документ1 страница6921Suphi YükselОценок пока нет
- Mass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadДокумент1 страницаMass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadSuphi YükselОценок пока нет
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinДокумент1 страницаMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselОценок пока нет
- Storage Tanks Made of SteelДокумент6 страницStorage Tanks Made of SteelHakan Şahinoğlu100% (1)
- Thread Size Dimensions Chart for M12, M16, M20 BoltsДокумент1 страницаThread Size Dimensions Chart for M12, M16, M20 BoltsSuphi YükselОценок пока нет
- A Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Документ1 страницаA Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Suphi YükselОценок пока нет
- Solutions Guide: The Choice of Master CraftsmenДокумент20 страницSolutions Guide: The Choice of Master CraftsmenSuphi YükselОценок пока нет
- SMAW PowerpointДокумент28 страницSMAW PowerpointShankar Gurusamy100% (3)
- SKF Bearing Installation and MaintenanceДокумент146 страницSKF Bearing Installation and MaintenanceDefinal ChaniagoОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Bitumen BasicsДокумент15 страницBitumen BasicslearnafrenОценок пока нет
- ASTM A 751 - 07aДокумент6 страницASTM A 751 - 07analakasaОценок пока нет
- A-Dec Self-Contained Water System: Instructions For UseДокумент8 страницA-Dec Self-Contained Water System: Instructions For UseIliasОценок пока нет
- Lesson 3 - INORGANIC CompoundsДокумент15 страницLesson 3 - INORGANIC CompoundsKym DacudaoОценок пока нет
- 10.chemical Thermodynamics Objective by RajputДокумент3 страницы10.chemical Thermodynamics Objective by RajputMuruganantham MajesticОценок пока нет
- Banana Essence via Fisher EsterificationДокумент9 страницBanana Essence via Fisher EsterificationMaggie KabalanОценок пока нет
- Biodiesel from Waste Canola Oil Reduces EmissionsДокумент36 страницBiodiesel from Waste Canola Oil Reduces EmissionsSherwin CruzОценок пока нет
- Biomaterials Science and Engineering 2011 Intech PDFДокумент469 страницBiomaterials Science and Engineering 2011 Intech PDFraaror100% (1)
- Reversed-Phase Chromatography Principles & Mobile PhasesДокумент13 страницReversed-Phase Chromatography Principles & Mobile PhasesLeonardo GiraldoОценок пока нет
- CHE1503-001 2016 4 B PDFДокумент89 страницCHE1503-001 2016 4 B PDFsal27adamОценок пока нет
- Full Blasting Licence SyllabusДокумент1 страницаFull Blasting Licence Syllabustmadzi0% (1)
- A - Level - Periodic - Table - CambridgeДокумент1 страницаA - Level - Periodic - Table - CambridgecrpОценок пока нет
- Chemistry Project: On "" Investigate Various Constituents of Coffee "Документ12 страницChemistry Project: On "" Investigate Various Constituents of Coffee "arnav100% (1)
- VOLUMETRIC AnalysisДокумент49 страницVOLUMETRIC AnalysisLisa Dea SaryОценок пока нет
- Sr. No: CategoryДокумент42 страницыSr. No: CategoryMonti SainiОценок пока нет
- Gao, 2012 Application of Drug Nanocrystal Technologies On Oral DrugДокумент18 страницGao, 2012 Application of Drug Nanocrystal Technologies On Oral DrugGaluh Primadani100% (1)
- Mechanical Engineering: Aqua SilencerДокумент12 страницMechanical Engineering: Aqua SilencerHarish KumarОценок пока нет
- Wetting Agents and Surface ModifiersДокумент13 страницWetting Agents and Surface ModifiersSeafar YachtingОценок пока нет
- Karl FischerДокумент9 страницKarl FischerArunima GhoseОценок пока нет
- HazMat IAP PlanДокумент12 страницHazMat IAP PlanVanitta RangsitananОценок пока нет
- Chapter 3 SolidДокумент59 страницChapter 3 Solidatikah roshanОценок пока нет
- Electropolishing: Process Considerations: Better Chemistry. Better BusinessДокумент3 страницыElectropolishing: Process Considerations: Better Chemistry. Better Businessjuan carlos pulidoОценок пока нет
- Plastic Road 35pageДокумент35 страницPlastic Road 35pageME A 04 AvisekОценок пока нет
- Simulation of The Pyrolysis Process From Plastic WasteДокумент5 страницSimulation of The Pyrolysis Process From Plastic WasteManicks VelanОценок пока нет
- Most Common Welding Defects ExplainedДокумент6 страницMost Common Welding Defects ExplainedManila CastilloОценок пока нет
- Manufacturing of Sulfuric Acid by Lead Chamber Process and Contact ProcessДокумент14 страницManufacturing of Sulfuric Acid by Lead Chamber Process and Contact ProcessDian Eka FajriyantoОценок пока нет
- Water For RayonДокумент51 страницаWater For RayonAditya ShrivastavaОценок пока нет
- GR 12 Term 2 2018 Ps Practical Booklet A PDFДокумент11 страницGR 12 Term 2 2018 Ps Practical Booklet A PDFSiphelele Fifi AstroBoyОценок пока нет
- Technical Data SheetДокумент2 страницыTechnical Data SheetSham SajaОценок пока нет
- Mucoadhesive Polymers: Means of Improving Drug Delivery: MucoadhesionДокумент4 страницыMucoadhesive Polymers: Means of Improving Drug Delivery: MucoadhesionBrijesh RayОценок пока нет