Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Astm A681 PDFДокумент14 страницAstm A681 PDFraulОценок пока нет
- Technical Card Ck45 Mechanical PropertiesДокумент3 страницыTechnical Card Ck45 Mechanical PropertiesNuno Miguel TorcatoОценок пока нет
- 014 Toolsteel PDFДокумент36 страниц014 Toolsteel PDFBrian CaseОценок пока нет
- Leaded Copper Alloys For Automotive Applications: A ScrutinyДокумент44 страницыLeaded Copper Alloys For Automotive Applications: A ScrutinyPhung Tuan AnhОценок пока нет
- Bearing From Copper AlloyДокумент7 страницBearing From Copper AlloyPhung Tuan AnhОценок пока нет
- Rockwell Hardness Testing of Carbonaceous Materials by The Steel Ball Indentation MethodДокумент5 страницRockwell Hardness Testing of Carbonaceous Materials by The Steel Ball Indentation MethodPhung Tuan AnhОценок пока нет
- Materials 10 00333 PDFДокумент12 страницMaterials 10 00333 PDFPhung Tuan AnhОценок пока нет
- Is 1754 2002Документ16 страницIs 1754 2002Phung Tuan AnhОценок пока нет
- 250Документ10 страниц250Phung Tuan AnhОценок пока нет
- Catalog 01Документ6 страницCatalog 01Phung Tuan AnhОценок пока нет
- MET 47 4 287 290 VodopivecДокумент4 страницыMET 47 4 287 290 VodopivecPhung Tuan AnhОценок пока нет
- Programme AFC 13 The 13th Asian Foundry Congress Hanoi PDFДокумент9 страницProgramme AFC 13 The 13th Asian Foundry Congress Hanoi PDFPhung Tuan AnhОценок пока нет
- Microstructure and Mechanical Properties of An Al-Zn-Mg-Cu Alloy Produced by Gravity Casting Process PDFДокумент4 страницыMicrostructure and Mechanical Properties of An Al-Zn-Mg-Cu Alloy Produced by Gravity Casting Process PDFPhung Tuan AnhОценок пока нет
- Duramin Brochure EnglishДокумент6 страницDuramin Brochure EnglishPhung Tuan AnhОценок пока нет
- Publishing: Impact Factors: Use and AbuseДокумент6 страницPublishing: Impact Factors: Use and AbusePhung Tuan AnhОценок пока нет
- An Overview of Laser Surface Modification of Die SteelsДокумент8 страницAn Overview of Laser Surface Modification of Die SteelsPhung Tuan AnhОценок пока нет
- 2005-3.3 Simulation of Heat Treatment Distortion PDFДокумент32 страницы2005-3.3 Simulation of Heat Treatment Distortion PDFPhung Tuan AnhОценок пока нет
- Rockwell Hardness Test Procedure Is.1586.2000Документ28 страницRockwell Hardness Test Procedure Is.1586.2000Tanpreet SinghОценок пока нет
- Evolution of Precipitates During Age-Hardening of AW 6016 AlloyДокумент6 страницEvolution of Precipitates During Age-Hardening of AW 6016 AlloyPhung Tuan AnhОценок пока нет
- Foundry EnglishДокумент68 страницFoundry Englishgosaye desalegnОценок пока нет
- 481 1690 1 PBДокумент8 страниц481 1690 1 PBPhung Tuan AnhОценок пока нет
- Development of Al-Cu-Mg-Li MNZRSC Alloys For Age-FДокумент8 страницDevelopment of Al-Cu-Mg-Li MNZRSC Alloys For Age-FPhung Tuan AnhОценок пока нет
- The Assessment of Modification of High-Zinc Aluminium Alloy: Archives of Foundry EngineeringДокумент4 страницыThe Assessment of Modification of High-Zinc Aluminium Alloy: Archives of Foundry EngineeringPhung Tuan AnhОценок пока нет
- Microstructure and Mechanical Properties of An Al-Zn-Mg-Cu Alloy Produced by Gravity Casting Process PDFДокумент4 страницыMicrostructure and Mechanical Properties of An Al-Zn-Mg-Cu Alloy Produced by Gravity Casting Process PDFPhung Tuan AnhОценок пока нет
- Svetlana Nestorovic, Ivana Rangelov and Desimir MarkovicДокумент5 страницSvetlana Nestorovic, Ivana Rangelov and Desimir MarkovicPhung Tuan AnhОценок пока нет
- The Effect of Precipitation-Hardening Conditions On Wear Behaviours at 2024 Aluminium Wrought AlloyДокумент5 страницThe Effect of Precipitation-Hardening Conditions On Wear Behaviours at 2024 Aluminium Wrought AlloyPhung Tuan AnhОценок пока нет
- Astm B584 2000Документ6 страницAstm B584 2000Phung Tuan Anh100% (1)
- Solidification of Chill-Cast Al-Zn-Mg Alloys To Be Used As Sacrificial Anodes Gonzalez2003Документ7 страницSolidification of Chill-Cast Al-Zn-Mg Alloys To Be Used As Sacrificial Anodes Gonzalez2003Phung Tuan AnhОценок пока нет
- Manual Minitab 16 Eng PDFДокумент122 страницыManual Minitab 16 Eng PDFhans_106Оценок пока нет
- Pressure-Sensitive Adhesive-Coated Tapes Used For Electrical and Electronic ApplicationsДокумент20 страницPressure-Sensitive Adhesive-Coated Tapes Used For Electrical and Electronic ApplicationsPhung Tuan AnhОценок пока нет
- DOE Topic Overviews35PgДокумент35 страницDOE Topic Overviews35PgbhishmapatelОценок пока нет
- Ch-5 DrillingДокумент41 страницаCh-5 DrillingakshayОценок пока нет
- 112 90 PBДокумент109 страниц112 90 PBrudi santosoОценок пока нет
- Piping TCG Caliberation BlockДокумент1 страницаPiping TCG Caliberation BlockAhmed Abd ElmegeedОценок пока нет
- 420 Martensitic Stainless Steel BarДокумент4 страницы420 Martensitic Stainless Steel BarAHMED FATHIОценок пока нет
- AWS D1 VR Sir DharmaДокумент26 страницAWS D1 VR Sir DharmaHariPrasathОценок пока нет
- Plasma Nitriding of Stainless Steels at Low TemperaturesДокумент7 страницPlasma Nitriding of Stainless Steels at Low TemperaturesmwasicОценок пока нет
- AMTA SawBlades 32015-WebДокумент13 страницAMTA SawBlades 32015-Webbuva034Оценок пока нет
- Accelerated Low Water Corrosion Report of Working Group 44 of The Maritime Navigation CommissionДокумент3 страницыAccelerated Low Water Corrosion Report of Working Group 44 of The Maritime Navigation Commissionsteveh2401Оценок пока нет
- 07 - Welding Ultra High Strength SteelsДокумент17 страниц07 - Welding Ultra High Strength SteelsXОценок пока нет
- International Journal of Pressure Vessels and PipingДокумент9 страницInternational Journal of Pressure Vessels and PipingHande ÇetinОценок пока нет
- Metstar: Take Control of Your Metallurgical ProcessДокумент4 страницыMetstar: Take Control of Your Metallurgical ProcesstabibkarimОценок пока нет
- Cold Working and Electrical ConductivityДокумент3 страницыCold Working and Electrical ConductivitySiddhant DeepОценок пока нет
- Assignment 7 MSMДокумент6 страницAssignment 7 MSMJAY KACHAОценок пока нет
- Compiled BLD301Документ42 страницыCompiled BLD301Abdulazeez Habeebllah OlaitanОценок пока нет
- Mill ExtractionДокумент10 страницMill ExtractionBahtiar YudhistiraОценок пока нет
- Ceramics - Engineering Materials & Metallurgy Questions and Answers - SanfoundryДокумент8 страницCeramics - Engineering Materials & Metallurgy Questions and Answers - SanfoundryYaseen RashidОценок пока нет
- SS 2304Документ2 страницыSS 2304Madan YadavОценок пока нет
- Esab Xpert 7018 Low Hydrogen ElectrodeДокумент1 страницаEsab Xpert 7018 Low Hydrogen ElectrodeAbu Anas M.SalaheldinОценок пока нет
- DRAFT Sample Welding Procedure GuidebookДокумент3 страницыDRAFT Sample Welding Procedure Guidebookahmad100% (1)
- Operating Temperature Windows For Fusion Reactor Structural MaterialsДокумент17 страницOperating Temperature Windows For Fusion Reactor Structural MaterialsW.t. HanОценок пока нет
- Corrosion of IronДокумент5 страницCorrosion of IronRamon InocencioОценок пока нет
- Catalog Standard AbrasivesДокумент80 страницCatalog Standard AbrasivesBillОценок пока нет
- Design Guide BC1-2012Документ86 страницDesign Guide BC1-2012lwin_oo2435100% (1)
- AlchemyДокумент21 страницаAlchemyJoyae ChavezОценок пока нет
- Induction Heating Validation of Dieless SPIF of AHSSДокумент10 страницInduction Heating Validation of Dieless SPIF of AHSSrene.mayerОценок пока нет
- Tabel 1. Unsur-Unsur Yang Sudah DitemukanДокумент1 страницаTabel 1. Unsur-Unsur Yang Sudah Ditemukanmardhyati albanjariОценок пока нет
- MS.50002Документ44 страницыMS.50002Adriano MagalhãesОценок пока нет
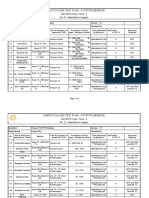
- Inspection and Test Plan - Pot/Ptfe BearingДокумент3 страницыInspection and Test Plan - Pot/Ptfe BearingrohitОценок пока нет
- HEB Beams, European Standard Wide Flange H Beams, Dimensions, SpecificationsДокумент2 страницыHEB Beams, European Standard Wide Flange H Beams, Dimensions, SpecificationsDimitra TsagalaОценок пока нет