Вам также может понравиться
- Bin DesignДокумент14 страницBin DesignHogar Belo HorizonteОценок пока нет
- Hopper DesignДокумент49 страницHopper Designmhd badhrul bin baharОценок пока нет
- Bins & Feeders in Cement IndustryДокумент29 страницBins & Feeders in Cement IndustryNaelОценок пока нет
- Silo PDFДокумент6 страницSilo PDFdjsmoniОценок пока нет
- Steel Silo With Corrugated WallsДокумент8 страницSteel Silo With Corrugated WallsMaria TnsОценок пока нет
- Bin and Hopper Design LectureДокумент73 страницыBin and Hopper Design Lecturejigarshah21Оценок пока нет
- PDFДокумент244 страницыPDFRené Mella CidОценок пока нет
- Impact of New Codes in Silos DesignДокумент8 страницImpact of New Codes in Silos DesignRohit GadekarОценок пока нет
- Silo GuideДокумент14 страницSilo GuideMd. Mynul Hossain100% (2)
- Silo PDFДокумент6 страницSilo PDFCalОценок пока нет
- IS 4995 (Part 1) 1974Документ20 страницIS 4995 (Part 1) 1974Sumit Narayan0% (1)
- Silos DesignДокумент14 страницSilos DesignyoussefОценок пока нет
- CEMA 6 Belt Conveyors Belt AlignmentДокумент2 страницыCEMA 6 Belt Conveyors Belt Alignmentali kajbafОценок пока нет
- Pipe Conveyor Belts: With Steel Cord and Fabric ReinforcementДокумент5 страницPipe Conveyor Belts: With Steel Cord and Fabric ReinforcementEugenepaccelli Kolandai SamyОценок пока нет
- The Structural Design of Large Grinding Mills With Reference To Shell Mounted BearingsДокумент7 страницThe Structural Design of Large Grinding Mills With Reference To Shell Mounted BearingsXiaogang Min100% (1)
- Conveyor DrivespulleysДокумент55 страницConveyor DrivespulleysSaurabh JainОценок пока нет
- Dolvi Blast Furnace PDFДокумент11 страницDolvi Blast Furnace PDFkalaiОценок пока нет
- Biomass Storage Capacity - Rev.01Документ5 страницBiomass Storage Capacity - Rev.01vidyaОценок пока нет
- Preheater Lores PDFДокумент8 страницPreheater Lores PDFamjed_de_enimОценок пока нет
- Silo Capacity CalculationДокумент1 страницаSilo Capacity Calculationlbc123Оценок пока нет
- StanexДокумент2 страницыStanexSamehibrahemОценок пока нет
- To Study The Analysis, Design and Behavior of Corrugated Steel SiloДокумент7 страницTo Study The Analysis, Design and Behavior of Corrugated Steel SiloMohammed AlnasharОценок пока нет
- WWW Mechanicalengineeringblog Com 2Документ6 страницWWW Mechanicalengineeringblog Com 2Mashudi FikriОценок пока нет
- 80058181-LV Power Cable ScheduleДокумент10 страниц80058181-LV Power Cable ScheduleAnand.5Оценок пока нет
- Stacker Reclaimers: Equipment Division of The HALL GroupДокумент2 страницыStacker Reclaimers: Equipment Division of The HALL GroupJavier TorresОценок пока нет
- 2a. Fan Selection Basics R4BДокумент16 страниц2a. Fan Selection Basics R4BPhanhai KakaОценок пока нет
- Septic Tank and Soak PitДокумент4 страницыSeptic Tank and Soak PitDheeraj TkОценок пока нет
- Statik Silo PresentationДокумент13 страницStatik Silo PresentationsajsigalomaОценок пока нет
- Stacker and Reclaimer Systems For Cement PlantsДокумент16 страницStacker and Reclaimer Systems For Cement PlantsRibhan AdunОценок пока нет
- Tech Spec. of EOT CraneДокумент7 страницTech Spec. of EOT CraneSuresh MuttaОценок пока нет
- Tubo Estructural Castv3Документ104 страницыTubo Estructural Castv3Efe KaranciОценок пока нет
- Compensation To Opening BC BhattacharyaДокумент18 страницCompensation To Opening BC BhattacharyaRADHE GRAPHICSОценок пока нет
- VOL IV - Mechanical PDFДокумент144 страницыVOL IV - Mechanical PDFVaijayanti JoshiОценок пока нет
- Westeel Commercial Storage 2016 - WebДокумент15 страницWesteel Commercial Storage 2016 - Webmelgarcia829Оценок пока нет
- J&J Silo Failures PDFДокумент14 страницJ&J Silo Failures PDFDaniel VilchesОценок пока нет
- Rasa SystemДокумент5 страницRasa SystemShan SinghОценок пока нет
- BHEL Panki VOL III (Mechanical)Документ116 страницBHEL Panki VOL III (Mechanical)anishgirmeОценок пока нет
- 02-Zeppelin Blending and Homogenization SilosДокумент16 страниц02-Zeppelin Blending and Homogenization SilosaОценок пока нет
- CE Chemical Process Guidebook 2011Документ121 страницаCE Chemical Process Guidebook 2011Thitikorn Wassanarpheernphong100% (3)
- Examples Modern Silo DesignДокумент7 страницExamples Modern Silo DesignRui TerrasОценок пока нет
- Parts List For Electrostatic Precipitator 1F400/H2P1/3x40-1x128150/1K/1K/L2D Access FacilitiesДокумент12 страницParts List For Electrostatic Precipitator 1F400/H2P1/3x40-1x128150/1K/1K/L2D Access Facilitieshiddenhidden16Оценок пока нет
- Lesson 7 NumericalsДокумент11 страницLesson 7 Numericalssurya kiranОценок пока нет
- Buckling Behaviour of Cylindrical Shells With Stepwise Wall ThicknessДокумент33 страницыBuckling Behaviour of Cylindrical Shells With Stepwise Wall ThicknessGogyОценок пока нет
- Construction Sequence of SilosДокумент44 страницыConstruction Sequence of SilosIshratОценок пока нет
- Structural Design of Multi-Storeyed Building by U H VaryaniДокумент5 страницStructural Design of Multi-Storeyed Building by U H VaryanidineshОценок пока нет
- Axial Transport and Residence Time of MSW in Rotary KilnsДокумент11 страницAxial Transport and Residence Time of MSW in Rotary Kilnsjimmy_burgos_11Оценок пока нет
- CasoEstudio PervaporaciónДокумент17 страницCasoEstudio PervaporaciónValentina SánchezОценок пока нет
- FabricFilterFabriClean PDFДокумент34 страницыFabricFilterFabriClean PDFmehmetОценок пока нет
- Causes of Hopper JammingДокумент19 страницCauses of Hopper JammingFerdinand MassaweОценок пока нет
- 4 The Design of Storage Bins and Hoppers: C. R. Woodcock Et Al., Bulk Solids Handling © Chapman & Hall 1987Документ2 страницы4 The Design of Storage Bins and Hoppers: C. R. Woodcock Et Al., Bulk Solids Handling © Chapman & Hall 1987OkayОценок пока нет
- Design and Application of FeedersДокумент51 страницаDesign and Application of Feedersretrospect1000Оценок пока нет
- Facts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1Документ6 страницFacts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1leandroniedbalskiОценок пока нет
- Introduction To SiloДокумент35 страницIntroduction To SiloAkhilprasad SadigeОценок пока нет
- 5.efficient Transfer Chutes-A Case Study PDFДокумент6 страниц5.efficient Transfer Chutes-A Case Study PDFJaco KotzeОценок пока нет
- Preventing Flow Problems With Reliable Bulk Solids Handling Equipment Design - Processing MagazineДокумент7 страницPreventing Flow Problems With Reliable Bulk Solids Handling Equipment Design - Processing MagazineSaiОценок пока нет
- Chute Design Considerations For Feeding and TransferДокумент19 страницChute Design Considerations For Feeding and TransferRodrigo Elias Armella LópezОценок пока нет
- Structural Design of BinsДокумент34 страницыStructural Design of Binsjayaraman3Оценок пока нет
- Solids Notes 10 Hopper DesignДокумент26 страницSolids Notes 10 Hopper Designellantidinesh100% (1)
- Chute Design Considerations For Feeding and TransferДокумент19 страницChute Design Considerations For Feeding and TransferovunctezerОценок пока нет
- Hopper Inserts For Improved Solids FlowДокумент4 страницыHopper Inserts For Improved Solids FlowknsaravanaОценок пока нет
- 1-X Win CatalogueДокумент6 страниц1-X Win Cataloguemahreza189Оценок пока нет
- Kiln Shell CoolingДокумент4 страницыKiln Shell CoolingjmpbarrosОценок пока нет
- 1 - Grinding Media Catalogue PDFДокумент14 страниц1 - Grinding Media Catalogue PDFmahreza189Оценок пока нет
- 1-X Lift Liner CatalogueДокумент6 страниц1-X Lift Liner Cataloguemahreza189Оценок пока нет
- 6-SD Reference ListДокумент5 страниц6-SD Reference Listmahreza189Оценок пока нет
- Mcr-T1: Raw Material BasisДокумент1 страницаMcr-T1: Raw Material Basismahreza189Оценок пока нет
- New Developments in Monolithic ProductsДокумент59 страницNew Developments in Monolithic Productsmahreza189100% (1)
- Compac Sol B82-6: General InformationДокумент1 страницаCompac Sol B82-6: General Informationmahreza189Оценок пока нет
- Reframag AfДокумент1 страницаReframag Afmahreza189Оценок пока нет
- General InformationДокумент1 страницаGeneral Informationmahreza189Оценок пока нет
- General InformationДокумент1 страницаGeneral Informationmahreza189Оценок пока нет
- Didomur B52V-03 M: General InformationДокумент1 страницаDidomur B52V-03 M: General Informationmahreza189Оценок пока нет
- Divasil: General InformationДокумент1 страницаDivasil: General Informationmahreza189Оценок пока нет
- Compac Sol FS98 3Документ1 страницаCompac Sol FS98 3mahreza189Оценок пока нет
- Compac Sol FS98 3Документ1 страницаCompac Sol FS98 3mahreza189Оценок пока нет
- Compac Sol F53 6Документ1 страницаCompac Sol F53 6mahreza189Оценок пока нет
- Compac Sol F53G-6: General InformationДокумент1 страницаCompac Sol F53G-6: General Informationmahreza189Оценок пока нет
- Compac Sol A100 15 PDFДокумент1 страницаCompac Sol A100 15 PDFmahreza189Оценок пока нет
- Compac Shot F49-6: General InformationДокумент1 страницаCompac Shot F49-6: General Informationmahreza189Оценок пока нет
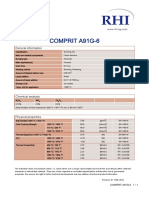
- Comprit A91g 6Документ1 страницаComprit A91g 6mahreza189Оценок пока нет
- Basal Z Extra: Chemical AnalysisДокумент1 страницаBasal Z Extra: Chemical Analysismahreza189Оценок пока нет
- Casal L50: General InformationДокумент1 страницаCasal L50: General Informationmahreza189Оценок пока нет
- Carsit Sol A10mb 15 PDFДокумент1 страницаCarsit Sol A10mb 15 PDFmahreza189Оценок пока нет
- Compac Shot F49S-6: General InformationДокумент1 страницаCompac Shot F49S-6: General Informationmahreza189Оценок пока нет
- CARSIT 58-3: General InformationДокумент1 страницаCARSIT 58-3: General Informationmahreza189Оценок пока нет
- CARSIT 58-6: Chemical AnalysisДокумент1 страницаCARSIT 58-6: Chemical Analysismahreza189Оценок пока нет
- Carsit B15-5 M: General InformationДокумент1 страницаCarsit B15-5 M: General Informationmahreza189Оценок пока нет
- Urcast Shac Ev 0 3 CLДокумент1 страницаUrcast Shac Ev 0 3 CLmahreza189Оценок пока нет
- Ankral Qe: General InformationДокумент1 страницаAnkral Qe: General Informationmahreza189Оценок пока нет
- Architecture of ItalyДокумент69 страницArchitecture of ItalyAdrian DascaluОценок пока нет
- Retrofitting Arch Bridges PragueДокумент13 страницRetrofitting Arch Bridges PragueTamaduianu IoanОценок пока нет
- International Journal of Solids and Structures Volume 2 Issue 2 1966 (Doi 10.1016/0020-7683 (66) 90018-7) Jacques Heyman - The Stone Skeleton PDFДокумент43 страницыInternational Journal of Solids and Structures Volume 2 Issue 2 1966 (Doi 10.1016/0020-7683 (66) 90018-7) Jacques Heyman - The Stone Skeleton PDFManuelPérezОценок пока нет
- CucutaBridgeFLATCMYK AiДокумент1 страницаCucutaBridgeFLATCMYK AiDaniel PinheiroОценок пока нет
- Iconography of BaganДокумент121 страницаIconography of Bagankyawswar ooОценок пока нет
- Design Proposal For Bridge Building UTM 2015Документ2 страницыDesign Proposal For Bridge Building UTM 2015arezyimОценок пока нет
- Zuman PPT 1Документ40 страницZuman PPT 1zumanОценок пока нет
- Arch Bridges - Facts and Types of Arch BridgesДокумент4 страницыArch Bridges - Facts and Types of Arch BridgesAlfredo Romero G100% (1)
- Historic Construction and Conservation - Materials, Systems and Damage, 2019Документ367 страницHistoric Construction and Conservation - Materials, Systems and Damage, 2019Zahra Za100% (2)
- Ragette, ArabArchitecture PDFДокумент14 страницRagette, ArabArchitecture PDFRoosevelt SilvaОценок пока нет
- CPAR-LESSON 9-Contemporary ArchitectureДокумент58 страницCPAR-LESSON 9-Contemporary ArchitectureJana MiaОценок пока нет
- Mansonry & ArchДокумент34 страницыMansonry & ArchanlynОценок пока нет
- 實驗04 力學實驗觀摩, 拱門Документ13 страниц實驗04 力學實驗觀摩, 拱門麥翰庭 化工25Оценок пока нет
- Final Bridge PaperДокумент25 страницFinal Bridge Paperapi-350307805Оценок пока нет
- Fundamentals of Architecture Lecture Slide For Civil Engineering Students by Architect/ Planner Ujjwal Ghimire, Kathmandu, Nepal.Документ182 страницыFundamentals of Architecture Lecture Slide For Civil Engineering Students by Architect/ Planner Ujjwal Ghimire, Kathmandu, Nepal.Ujjwal GhimireОценок пока нет
- Bt5-Cable Tensile Fabric Structure IIДокумент28 страницBt5-Cable Tensile Fabric Structure IIMirzah JosonОценок пока нет
- Re-Discovery of PalmyraДокумент8 страницRe-Discovery of PalmyratesermetОценок пока нет
- Masonry Bridges, Viaducts and AqueductsДокумент59 страницMasonry Bridges, Viaducts and AqueductsNasrat AdamoОценок пока нет
- Bridge BasicsДокумент40 страницBridge Basicsvincentdass100% (1)
- Module 7.1: Art History: Reading The Image Prehistoric Cave PaintingsДокумент70 страницModule 7.1: Art History: Reading The Image Prehistoric Cave PaintingsAnony MousОценок пока нет
- Technology in Ancient RomanДокумент2 страницыTechnology in Ancient RomanbryanopenОценок пока нет
- Hum3 ReportДокумент9 страницHum3 ReportsheenaОценок пока нет
- History Alive Medieval History and BeyondДокумент348 страницHistory Alive Medieval History and Beyond1c30e3bc70% (20)
- 0607 - w23 - QP - 62-Variant 2Документ16 страниц0607 - w23 - QP - 62-Variant 2shikhaОценок пока нет
- Building Manual Quonset Huts 2011Документ75 страницBuilding Manual Quonset Huts 2011Oscar Zúñiga Cuevas100% (1)
- ArchesДокумент27 страницArchesHarshita Gupta100% (1)
- Ale Reviewer SummaryДокумент472 страницыAle Reviewer SummaryFann Menes PortentoОценок пока нет
- Salvan, George - Licensure Examination For Architects ReviewerДокумент473 страницыSalvan, George - Licensure Examination For Architects ReviewerFranco Ramiro93% (46)
- Ba16 97Документ83 страницыBa16 97yeezhexiang100% (1)
- Test Bank For Art A Brief History 7th Edition Marilyn Stokstad Michael W CothrenДокумент31 страницаTest Bank For Art A Brief History 7th Edition Marilyn Stokstad Michael W CothrenYeseniaKelleroery100% (34)