Академический Документы
Профессиональный Документы
Культура Документы
Maintenance
Загружено:
matoyayАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Maintenance
Загружено:
matoyayАвторское право:
Доступные форматы
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 1/31
RAPPORT FINAL DE SYNTHSE SUR LTUDE FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Nom et Fonction
Date
Signature
Prpar par :
Lydie Soria
14 / 12 /2001
Vrifi par :
Sylvie Courteix
14 / 12 /2001
Approuv par :
Eric Hermann
14 / 12 /2001
LISTE DE DIFFUSION Interne Gestion 1 exemplaire Externe Luc Angerand SFACT 1 exemplaire Stphane Deharvengt SFACT 1 exemplaire G. Herzin GSAC 1 exemplaire Claude Valot IMASSA 1 exemplaire
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 2/31
REPERTOIRE DES MODIFICATIONS
Rvision @ A
Date 03/09/01 19/11/01
Pages modifies Cration Pages 6, 7 Page 11 Pages 11 15
Observations
Introduction et Cadre danalyse 3.1 : la disparition de lencadrement technique de proximit 3.2,, 3.4 : mise en vidence des changements organisationnels (puces avant / aprs) 4. : paragraphe et schma de liaison avec 3
Page 15
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
GLOSSAIRE AMM APRS ATA EIR GPWS JAR ME MOE OE TCAS Aircraft Manual Maintenance
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 3/31
Approbation pour la Remise en Service de lavion Aircraft Transport Association Electronique, Instruments de bord, Radio Ground Position Warning System Joint Aviation Requirement Manuel dEntretien de lavion Manuel de lOrganisme dEntretien Organisme dEntretien Traffic Alert and Collision-Avoidance System
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE SOMMAIRE
1. INTRODUCTION
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 4/31
2.
CADRE DANALYSE
3.
LES DONNEES : LES VOLUTIONS ORGANISATIONNELLES DANS LES OE LA PLANIFICATION DES CHANTIERS LA PRPARATION DES INTERVENTIONS LE CONTRLE LA TRAABILIT
7 8 11 12 14
3.1. 3.2. 3.3. 3.4.
4. LES ANALYSES : LOPRATEUR DE PREMIRE LIGNE COMME AGENT DE RGULATION
15
4.1. LES DIFFICULTS LIES LUTILISATION ET LA GESTION DES CARTES DE TRAVAIL 17 4.2. LES DIFFICULTS LIES LUTILISATION DE LA DOCUMENTATION CONSTRUCTEUR 19 4.3. LES DIFFICULTS LIES LINTRODUCTION DES NOUVELLES TECHNOLOGIES 21 5. LES RECOMMANDATIONS 24
5.1. DUNE DOCUMENTATION DE CONCEPTION UNE DOCUMENTATION DEXPLOITATION : 5.2. LE FORMAT DES CARTES DE TRAVAIL ORGANISANT LACTIVIT DES OPRATEURS DE PREMIRE LIGNE 5.3. LA PRPARATION DES INTERVENTIONS ET LA PRISE EN COMPTE DE LA TRANSVERSALIT DES SYSTMES 6. CONCLUSIONS
24 25 28 29
7.
LISTE DES FIGURES
31
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE 1. INTRODUCTION
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 5/31
EURESPACE rpond par ce document, une demande dtude manant du SFACT sur les Facteurs Humains dans la maintenance aronautique. Ce travail sur la maintenance aronautique sinscrit dans le cadre du groupe de suivi DGACSFACT sur les tudes Facteurs Humains. Cette tude, lorigine confie par le SFACT au groupe EURISYS CONSULTANTS concernait limpact sur la maintenance aronautique de lintroduction des avions de nouvelle gnration. La socit EURESPACE a t consulte au mois de janvier 2001 pour complments dtude concernant lanalyse des aspects facteurs Humains de lactivit des oprateurs intervenant sur les aronefs ainsi que lorganisation des comptences et des fonctions dans les diffrents types datelier de maintenance. Il sagit pour le SFACT dobtenir des complments dinvestigation sur limpact des volutions du domaine de la maintenance aronautique sur la fiabilit des interventions sur les aronefs. Ces volutions concernent : le passage dune logique dexpertise vers une logique doptimisation des cots, larrive des technologies nouvelles dans les systmes bord, lvolution de la documentation rglementaire dintervention sur les aronefs.
Pour rpondre cette demande, EURESPACE a mis en place une mthodologie de retour dexprience base sur limplication directe des Organismes dEntretien (OE dans la suite du document). Diffrents contacts ont t pris par EURESPACE, dont certains ont pu aboutir, essentiellement des organismes intgrs ou anciennement intgrs aux transporteurs. Sous couvert dune garantie danonymat, EURESPACE a men : Une srie dentretiens avec les personnels dencadrement des OE. Nous avons travaill avec des reprsentants de la hirarchie, de lassurance qualit, de la production et des ateliers. Des observations dinterventions sur les aronefs. Nous avons pour cela tenu compte des chantiers en cours dans les diffrents organismes, ainsi que la possibilit effective qui nous tait offerte par les organismes contacts.
Les contacts ont t pris en dbut danne 2001 et les rencontres avec les OE ont pu effectivement avoir lieu la fin du second semestre. Les donnes pralablement recueillies, dans la premire phase de ltude, effectue au cours de lanne 1999, ont t mises profit pour constituer un historique et ainsi mettre en lumire certaines volutions dans lorganisation des OE. Les rsultats prsents dans ce document sont les suivants : Des donnes relatives aux diffrentes tapes qui constituent le processus de maintenance. Plusieurs annexes prsentes en fin de document illustrent les situations analyses. Une analyse de lactivit de maintenance du point de vue de loprateur de premire ligne. Cest--dire de loprateur qui ralise les interventions sur les aronefs. En effet, ce niveau
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 6/31
se rvle tout fait pertinent pour aborder la question de la fiabilit et/ou de la fragilit dans le temps des activits de maintenance aronautique. Des recommandations tires de lanalyse des difficults observes au niveau des oprateurs de premire ligne.
2.
CADRE DANALYSE
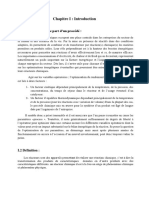
Les observations, ralises sur sites montrent une trs grande variabilit dans les classes de situations rencontres en maintenance aronautique (mme programme). Il nexiste pas de scnario type dintervention du fait des possibilits de variations importantes lies aux quipements viss, au contexte avion, la composition des quipes de compagnons ou encore au type de visite planifi. Ces observations permettent toutefois de poser un schma gnral de comprhension des diffrents facteurs influenant le processus de maintenance au sein dun OE (cf. schma annexe 1). Le processus de maintenance est en premier lieu structur par cinq grandes tapes ? : 1. La planification des chantiers, 2. La prparation des interventions, 3. La ralisation des interventions sur aronefs 4. Le contrle du rsultat des interventions, 5. La traabilit des actions ralises au cours des interventions. Ces tapes troitement interdpendantes sont elles mmes impactes par un ensemble de facteurs externes relatifs aux volutions du contexte global dans lequel sinscrit un OE : 1. Lvolution du contexte conomique, qui imprgne de plus en plus aux organismes une logique doptimisation des cots. 2. Lvolution technologique lie lintroduction des nouvelles technologies dans les systmes embarqus, qui requiert de nouvelles comptences et modifie les rfrentiels mtiers. 3. Lvolution de la rglementation pour lharmonisation europenne et internationale qui impacte lorganisation interne des OE et les conditions de ralisation des interventions. La figure suivante illustre ce schma directeur de ltude propos par EURESPACE :
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Processus de maintenance
Planification Prparation Ralisation Contrle Traabilit
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 7/31
Nouvelles technologies
Evolution de la logique conomique
Evolution de la rglementation
Figure 1 : schma directeur de ltude Lobjectif du prsent document est didentifier, parmi les modifications pouvant apparatre de circonstance et limites , celles qui doivent en fait tre rapportes aux volutions du systme global afin den apprcier limpact effectif sur la qualit terme des prestations de maintenance. Pour cela nos analyses procdent en deux temps : Au chapitre 3, nous dcrivons les volutions que nous avons observes aux diffrentes tapes qui organisent le processus de maintenance : la planification et la prparation des cartes de travail, le contrle et la traabilit des actions ralises au cours des interventions sur les aronefs. Au chapitre 4, nous analysons limpact de ces volutions sur la ralisation des interventions par les oprateurs de premire ligne. Nous examinons un ensemble de difficults ayant trait lutilisation des cartes de travail et de la documentation constructeur, ainsi qu lintervention sur des quipements de nouvelle technologie. Le chapitre 5 rassemble les recommandations qui peuvent tre faites sur la base des analyses prcdentes. Le chapitre 6 tire des conclusions en matire daxes dinvestigation supplmentaires pour dune part largir le champ de validit des rsultats obtenus et dautre part, valider la prennit des modes de rgulation du systme mis jour.
3.
LES DONNEES : LES VOLUTIONS ORGANISATIONNELLES DANS LES OE
Lefficacit de lactivit des oprateurs de premire ligne dpend essentiellement de la planification du chantier et de la qualit de la prparation des tches raliser. La mesure de cette efficacit dpend des conditions de ralisation de contrle et de la traabilit de la prestation. Nous dcrivons ici les principales volutions de ce processus.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE 3.1.
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 8/31
LA PLANIFICATION DES CHANTIERS
Le droulement des visites programmes (petites et grandes visites) ncessite de squencer plusieurs centaines dinterventions. Cette planification constitue le fil rouge de droulement des tches prvues afin de synchroniser les diffrentes ressources ncessaires (approvisionnement, mobilisation des diffrents mtiers, organisation des interventions des socits extrieures). Cette activit danticipation, qui permet de construire le planning, est ralise avant le dbut du chantier. Cest le rle de lautorit de planification de la mettre en place. La planification dpend lorigine dune logique purement technique et dun programme prvisionnel de disponibilit des ressources. Lorsque le chantier dmarre, la planification doit tre en phase avec la ralit de ltat de lavion entrant. Par la suite, plusieurs vnements peuvent modifier le droulement des interventions prvues initialement (manque de personnel, difficults techniques, interventions non-prvues, carence dapprovisionnement) et crer ainsi un dcalage entre lavancement des travaux tel que planifi et lavancement rel sur la ligne. Pour une efficacit optimale du processus de maintenance, la planification doit tre rajuste au fur et mesure du droulement des interventions. Ainsi, au fur et mesure quavance la visite, cette planification thorique ncessite dtre recale sur la ralit du contexte avion1 afin de faire glisser les interventions prvues initialement. Linformation permettant dalimenter le rajustement du planning trouve son origine dans le suivi de lactivit des oprateurs de premire ligne, cest--dire le bilan quotidien des actions effectivement ralises et des ressources effectivement disponibles. Les entretiens raliss sur sites font tat dune volution importante dans les processus de mise au point de la planification en fonction de lvolution effective du contexte avion.
Prcdemment, le lancement des interventions, organises par lautorit de planification,
transitait via un encadrement technique de proximit spcialis par domaine (structure cabine quipement*). Celui-ci recevait et stockait les cartes de travail du planning au fur et mesure de lavance des travaux et rpartissait les tches aux compagnons en fonction de plusieurs critres : Sa connaissance des ressources disponibles humaines et techniques, Sa connaissance du contexte avion et de ltat des tches en cours, Son expertise du domaine, Ses interfaces avec les autres domaines techniques.
Lencadrement technique de proximit effectuait ainsi le suivi de lavancement des travaux avec les compagnons en suivant lvolution des cartes, en les temporisant quand elles taient en suspens et en orientant techniquement les interventions face aux problmes rencontrs.
Contexte avion : tats des alimentations lectrique et hydraulique par exemple
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 9/31
Dans ce contexte, lencadrement technique de proximit avait un rle de rgulation entre la planification thorique et son ajustement en temps rel. Son rle dans lorganisation du travail peut tre reprsent de la faon suivante :
Autorit de planification
Recalage du planning
Sries de cartes de travail
Encadrement technique de proximit
Contexte avion
Etat davancement des travaux
Compagnon
Compagnon
Compagnon
Figure 2 : le rle de lencadrement technique de proximit dans le recalage du planning. Notons les deux niveaux successifs ditration permettant la prise en compte en temps rel du contexte avion : Itration entre les compagnons et lencadrement de proximit dune part Itration entre lencadrement de proximit et lautorit de planification dautre part.
Aujourdhui, la fonction de chef dquipe a volu vers celle de gestion administrative
du flux de papier li lorganisation et la traabilit des interventions. Cette volution se traduit par la disparition du rle dinterface du chef dquipe entre la planification et loprateur de 1re ligne.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 10/31
Le schma actuel dorganisation des interventions est le suivant :
Service Planning
Sries de cartes de travail
Etat davancement des travaux
Suivi Administratif
Compagnon
Compagnon
Compagnon
Figure 3 : le rle de lencadrement administratif de proximit dans le suivi davancement des travaux. On note dune part litration directe entre compagnons et planification et dautre part, la non formalisation de la prise en compte du contexte avion. Par exemple, on observe que les tches de prparation de proximit (bureau technique local, poste de prparateur ) disparaissent au profit de structures plus centralises (ex : bureau dingnierie maison, constructeur ou externe). La disparition de lencadrement technique de proximit au profit dun renforcement de la gestion administrative du chantier est lie dune part la volont de meilleure matrise conomique de lordonnancement des chantiers dans le contexte industriel actuel et dautre part, lexigence rglementaire dune formalisation de la traabilit des interventions. Cette volution sappuie sur lutilisation des cartes de travail comme procdures dfinissant les conditions dintervention sur lavion ainsi que les ressources (temporelles, humaines et techniques) prvoir. Cette nouvelle organisation a plusieurs consquences sur lactivit des oprateurs :
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
-
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 11/31
En raison de lorganisation poste du travail, chacun possde une vue partielle du contexte courant concernant ltat de lavion et des interventions en cours. La ralisation des tches peut faire lobjet dune recherche pralable dinformations sur les conditions dexcution lies la situation courante. Les tches prescrites peuvent tre en dcalage avec le contexte avion, les oprateurs sont alors dans limpossibilit de les raliser (Cf. annexe 2 : le contexte dintervention sur le dtecteur de fume en soute arrire, est modifi suivant lavancement de lintervention sur le systme TCAS). Il ny a pas dinterface directe entre oprateur(s) et planning ce qui ne permet pas de ractualisation de ltat davancement des travaux auprs du planning.
Ainsi, du point du vue de lorganisation du travail cela conduit un dcalage entre les deux processus suivants : un processus formel dcrivant la planification des interventions, un processus rel li aux contraintes effectives rencontres sur le terrain.
La divergence entre ces processus et le manque dinterface pour les synchroniser met loprateur de premire ligne en situation 1) dintervenir dans des conditions diffrentes de celles prvues et 2) de devoir valuer la pertinence du lancement des interventions prvues. Les analyses proposes au chapitre 4 porteront sur les modes de rgulation mis en uvre par les oprateurs de premire ligne et sur les difficults rencontres compte tenu des volutions actuelles et venir dans lorganisation des OE.
3.2.
LA PRPARATION DES INTERVENTIONS
La prparation des interventions se traduit par la rdaction des cartes de travail. La rdaction des cartes de travail est sous la responsabilit de lOrganisme dEntretien. Les cartes de travail jouent un rle central dans lorganisation de lactivit des oprateurs sur aronef. Plusieurs fonctions peuvent leur tre associes : Prescription des tches raliser et des conditions affrentes (comptences mobilises, systme vis, contexte avion requis, ), au regard des recommandations constructeur regroupes dans le document Aircraft Maintenance Manual (AMM dans la suite de notre document). Aide au travail en termes de mode opratoire raliser, de schmas et de rfrences dquipements . En ce sens, les cartes sont pour loprateur, le point dentre pour se constituer une aide au travail qui lui rappelle les actions quil a raliser, les informations dont il doit tenir compte et les ressources quil doit se procurer. Support de traabilit permettant de suivre le droulement des interventions et les personnes impliques. Au moment du recueil des cartes de travail de la journe, une vrification des signatures de chaque tche (trigrammes) est effectue.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 12/31
Prcdemment et notamment pour les organismes dentretien bnficiant dune exprience
dexploitation, les cartes de travail taient conues et rdiges par le bureau technique, galement charg du suivi de dossier de maintenance des avions. Les cartes de travail correspondaient ainsi une prescription de maintenance en lien avec la connaissance des conditions effectives dexploitation. En ce qui concerne la fonction daide au travail, le contenu des informations tait issus des bases de donnes propres lorganisme et constituait en cela des aides au travail sur mesure pour loprateur.
Aujourdhui, du fait de lexternalisation des prestations de maintenance, les cartes de
travail sont conues en fonction du programme de maintenance de lavion spcifi dans le cahier des charges du client. En amont du chantier elles sont mises par lautorit de planification et documentes techniquement en fonction des rfrences des tches AMM identifies dans le march. Selon son besoin, loprateur doit aller consulter ou imprimer lui-mme le dtail des modes opratoires contenus dans les tches. Par ailleurs, les cartes peuvent tre rdiges sous un format diffrent propre au type davion, au constructeur et/ou lexploitant. Dans tous les cas, une page de garde spcifique lOE est dite, comportant de faon rcurrente les informations concernant le nombre et la spcialit des oprateurs concerns, la dure prvue de ralisation, les rfrences et la description AMM de la tche correspondante, ainsi quune zone ddie la traabilit. Lannexe 3 prsente un exemple de carte de travail, avec une structure type de la page de garde et les documents AMM qui peuvent y tre associs. Lannexe 4 illustre lutilisation en ltat des informations constructeurs. Le recours lexploitation directe de la documentation constructeur reprsente plusieurs avantages pour les services en amont des ateliers : Une diminution du cot de prparation des interventions du fait de lconomie de conception et de ralisation dune documentation spcifique. Une garantie dexhaustivit et de vracit des informations techniques. Lutilisation du systme documentaire du constructeur production de supports, outils de navigation). (gestion des versions,
Nous prsentons au chapitre 4 certaines difficults lies utilisation des supports de travail (cartes de travail et documentation constructeur) et nous exposons les diffrents modes de rgulation mis en uvre par les oprateurs pour dpasser ces difficults.
3.3.
LE CONTRLE
Le contrle est lensemble du processus dencadrement et de traage de lactivit de maintenance qui vise garantir la fiabilit finale des systmes. La sortie du processus est la dlivrance du document dApprobation Pour la Remise en Service de lavion (APRS), qui garantit le niveau de navigabilit requis de lavion. Ce processus est sous la responsabilit de contrleurs habilits. Ceux-ci vrifient et visent la ralisation du travail selon les besoins de lavion mentionns dans le Manuel dEntretien
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 13/31
(ME), les procdures constructrices requises dans lAMM et les conditions de ralisation du travail rgies par la rglementation dicte par lAutorit de Tutelle. Suivant les OE, le service contrle est rattach ou non au service production2 .
Traditionnellement, le contrle est positionn hors du service de production :
Assurance qualit Direction de l OE achats
Ressources humaines
Service commercial
Mthodes-Engineering
Contrle
Production
Ateliers
Organigramme simplifie d un OE (contrle et production spars)
Figure 4 : exemple de positionnement du contrle hors du service de production. Dans ce cas, lexternalisation du contrle par rapport la production permet aux contrleurs dtre indpendants par rapport aux exigences et aux contraintes du service de production.
La tendance actuelle est lintgration des contrleurs (appels alors inspecteurs) dans le
service production, comme cela est reprsent dans le schma ci-aprs. Cependant, dun point de vue fonctionnel, les procdures de contrle qui sont appliques sont issues du plan qualit propre lOE et conforme la nouvelle rglementation.
Assurance qualit Direction de l OE
Ressources humaines
Mthodes-Engineering
Production
Ateliers
Service commercial
achats
Contrle Organigramme simplifie d un OE (contrle sous la production)
Figure 5 : exemple de rattachement du contrle au service de production. Dans ces situations, les entretiens auprs des contrleurs ont soulev la question de lautonomie du contrle par rapport au service production : Pour la production, lun des objectifs de haut niveau est de livrer lavion temps,
Suivant les OE, le service qui gre les chantiers sappellent production mtiers, entretien
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
-
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 14/31
Pour le contrle, il sagit de garantir que les interventions ainsi que les rsultats des interventions permettent laptitude au vol de laronef.
Ces deux objectifs peuvent tre contradictoires. La tendance lintgration progressive du contrle dans la production pourrait induire le risque de privilgier lobjectif de matrise des cots au dtriment de lobjectif de scurit. Nous prsentons au chapitre 4 la notion dauto-contrle (cest dire le premier niveau de contrle des interventions par les oprateurs de premire ligne eux-mmes) et nous examinons plus spcifiquement les conditions de mise en uvre de ce processus dans le cas des interventions sur les systmes de nouvelle gnration.
3.4.
LA TRAABILIT
La traabilit participe, comme nous lavons vu, du processus de contrle des interventions. Cette fonction est supporte par les cartes de travail et dpend donc directement des conditions de ralisation des tches (cf. annexe 5). La finalit premire de la traabilit est de pouvoir rpondre aux questions qui a fait quoi ? et quest-ce qui a t effectivement fait ? , afin de finaliser le dossier de visite et dlivrer lAPRS (cf. annexe 4). Dans les cas o des tches ne sont pas signes ou bien les signatures ne sont pas conformes, linformation est remonte au contrle. Les exigences de signatures peuvent tre diffrentes selon les tches, selon le type de travail raliser ou la criticit du systme sur lequel a port lintervention : Dans le cas le plus simple, seule la signature du compagnon qui ralise lintervention est exige (Ta dans le tableau). Pour les tches devant faire intervenir deux compagnons, la co-signature de la carte ou dune partie de la carte peut tre exige (T b). Le visa de certaines tches peut tre dvolue uniquement au contrle (Tc). Enfin pour dautres tches, compagnons et contrleurs sont responsables en commun des tches raliser (T d). Tches Ta Tb Tc Td compagnon oui oui oui non compagnon non oui non non contrleur non non oui oui
Figure 6 : tableau des exigences de traabilit par type de tche .
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 15/31
Les volutions observes cette tape ne sont pas homognes sur lensemble des OE visits. Ces volutions concernent le passage dun mode de traabilit papier-crayon un mode de traabilit lectronique directement partir de la carte de travail : chaque compagnon ouvre et ferme sa carte au moyen de lenregistrement dun code barre qui lidentifie comme lexcutant dune tche donne. Diffrents systmes sont mis en place et on peut noter la variabilit de leur utilisation effective. Une premire utilisation de ce nouveau mode de traabilit rside dans la gestion en temps rel de la disponibilit des ressources humaines et techniques. Une seconde utilisation induite se fait jour au travers de la rationalisation du calcul des temps et donc des cots dintervention par type de tche. Ces rsultats tant utiliss pour ltablissement des devis aux clients extrieurs. Une partie des analyses proposes au chapitre 4 aborde les difficults engendres aussi bien par le format que par le contenu des cartes de travail traditionnelles . De mme que pour le contrle, les analyses proposes concernent la traabilit des interventions sur les systmes de Nouvelles Technologies.
4.
LES ANALYSES : LOPRATEUR DE PREMIRE LIGNE COMME AGENT DE RGULATION
Les volutions globales de lorganisation du processus de maintenance prsentes au chapitre prcdent, sont ici analyses du point de vue spcifique des rgulations et des prises de dcision qui se rvlent ncessaires pour adapter la tche prescrite aux conditions effectives dintervention sur les chantiers. Lanalyse met en vidence laugmentation et la concentration des processus de rgulation sur loprateur de 1re ligne. En effet, en impactant la dynamique interne du processus de maintenance (son organisation), les transformations extrieures (Nouvelles Technologies, pressions conomiques et volutions rglementaires), transforment le contenu et les conditions de ralisation des interventions des oprateurs de premire ligne. Cette hypothse est illustre par le schma suivant :
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 16/31
Facteurs externes : volutions du contexte Nouvelles technologies Rglementation Logique conomique Facteurs internes : tapes organisatrices du processus de maintenance : Planification Prparation Contrle Traabilit Niveau de rgulation du systme : activit de premire ligne : ralisation des interventions
Figure 7 : linfluence conjugue des volutions externes et internes sur la ralisation des interventions de maintenance. Les mcanismes doptimisation qui permettent de tenir les contraintes industrielles sont cependant fragiles3. Ces mcanismes sappuient sur les comptences des oprateurs de premire ligne et jusqu ce jour, sur la possibilit de recourir une expertise technique de proximit pour valider les choix effectus ou pour mobiliser un niveau suprieur de responsabilit. Notons que lappui technique sur les personnels de lencadrement de proximit est encore possible tant que cet encadrement est issu de la production, mais reste limit compte tenu des charges et exigences administratives qui lui incombent. Outre le risque de saturation de lencadrement de proximit dans la phase actuelle de transition, on peut supposer certains risques lis au constat selon lequel les modes de rgulation sont localiss sur les oprateurs de premire ligne. Ces risques sont considrer diffrents niveaux, selon le type de difficults quils permettent de contourner. Les paragraphes suivants prsentent et discutent diffrents types de difficults observes : celles lies lutilisation et la gestion des cartes de travail traditionnelles, celles lies lutilisation de la documentation constructeurs,
Des rsultats similaires sont observs dans dautres domaines. Pour le nuclaire, on se reportera par exemple lexpos de M. Bourrier paru dans le numro de mai-juin 1998 de la revue Performances Humaines et Techniques : Le pouvoir sur les rgles : la gestion des procdures de maintenance dans lindustrie nuclaire.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
-
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 17/31
celles, plus spcifiques, lies la maintenance des quipements intgrant des Nouvelles Technologies.
4.1.
LES DIFFICULTS LIES LUTILISATION ET LA GESTION DES CARTES DE TRAVAIL
Dans le cadre de son activit quotidienne, loprateur de premire ligne est amen adapter les modalits et les conditions de ralisation de la tche ltat du systme (contexte avion) et de son environnement (disponibilit de systmes connexes, accs aux commandes). Cette activit de rgulation des oprateurs de premire ligne est fondamentale et la plupart du temps transparente pour lencadrement. Elle est ralise partir dune valuation de la pertinence des actions dcrites dans la carte de travail et des modes opratoires requis par la documentation. Par exemple, lapplication stricte des procdures AMM peut entraner des pertes de temps lies la mise en place des conditions prescrites dintervention ou la ralisation dactions inutiles dans le contexte dintervention programme. Du fait de ce dcalage, loprateur de 1 re ligne est soumis aux exigences suivantes : 1. La rorganisation des tches en temps rel partir des ressources disponibles et de la reprsentation de la situation en cours de laronef. Dans ces situations, plusieurs dcalages apparaissent entre la traabilit sur les cartes de travail et la situation relle que ce soit au niveau de la chronologie des vnements ou de lidentification des personnes. 2. La gestion des tches implicite du fait du nombre important de sous-tches AMM induites pour une tche. Il sagit pour loprateur dvaluer la pertinence de suivre effectivement les squences dactions requises dans la documentation, compte tenu dune part du temps et des ressources allous par la planification la ralisation de la tche principale et dautre part des connaissances que loprateur estime avoir de la tche et donc de la ncessit quil value de recourir une carte de travail dtaille. Du point de vue de lorganisation de la traabilit partir des cartes de travail, le systme de renvoi de tche en tche pose la question de savoir si la signature dune tche implique sa ralisation et/ou le respect des modes opratoires inclus dans les renvois. Dans lexemple donn en annexe 3, les oprateurs et lOE sont-ils engags sur le respect des 17 tches incluses ? 3. La mise en attente de cartes de travail interrompues du fait de linadquation du contexte avion. On assiste alors un stock tampon de cartes de travail en attente de ralisation dans les ateliers, sans remonte systmatique dinformation au service de planification. Ce procd accentue le dcalage de reprsentation de ltat de lavion entre la planification qui continue drouler son programme et latelier qui est confront ltat rel de laronef. La question est ici de savoir si loprateur est en position de retranscrire sur la carte de travail (ou de faire remonter) toutes les situations particulires rencontres et donc les interventions rellement effectues.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Nous rapportons ici deux exemples de difficults : -
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 18/31
4. Lobtention des signatures correspondant au contexte de travail rel. Le premier exemple est tir du suivi dun compagnon et son lve dans la ralisation dune tche de tests des gouvernes. Pour raliser cette tche, la procdure veut que le premier oprateur soit dans le cockpit. Il a en charge de manipuler les commandes. Sous les ailes, le second oprateur vrifie visuellement la rponse des volets lors de laction sur les commandes du premier oprateur. Cette tche est raliser 2 fois pour les volets droits et 2 fois pour les volets gauches. Pour cela, lAMM demande que ce travail soit ralis par deux compagnons de mme comptence, avec rotation des rles (commandes des gouvernes / vrification visuelle) entre les deux oprateurs. Sur la carte de travail cela est identifi par les tableaux des signatures (4 signatures sont demandes). En fait, le compagnon sera celui qui manipule les commandes pour les volets droits et gauches. Llve fera, lui, la vrification visuelle. Deux niveaux dajustement sont effectus par le compagnon, lun en terme de non conformit des comptences (un lve / un compagnon), lautre en terme de non ritration dans la rotation entre les deux oprateurs. Le compagnon sait que lintervention nest pas conforme lAMM, il justifie son choix dune part en considrant que son lve est apte vrifier si les volets bougent. A la question comment allez vous signer cette carte ? la rponse est la suivante : je cherche un collgue ayant les comptences demandes par la carte. Il me connat, il signera. Le second exemple illustre la rcupration par le contrle dune carte signe de faon non conforme. Le planning fournit au contrleur une carte de travail, rendue 48 heures avant mais signe de faon incorrecte. Lintervention consiste vrifier visuellement labsence de trace dusures et de non contact dans les circuits lectriques se situant sous le plancher du cockpit. La carte comporte plusieurs tches, dont certaines sont sous la responsabilit du compagnon (cas Ta du tableau des signatures, chapitre 3.4), tandis que dautres doivent tre ralises et signes conjointement compagnon / contrleur (cas Tc). Lintervention a t faite, la signature du compagnon en est la preuve administrative, mais lintervention nest pas signe par le contrle. Le contrleur qui rcupre la carte cherche le compagnon. Il suppose que celui-ci ne sest pas rendu compte quune partie de la carte est mener conjointement. Le compagnon nest plus sur le chantier, il sagit dun intrimaire et aucun lment nest fourni au contrleur, notamment en terme de comptences. Le contrleur sait quune partie des vrifications peut se faire partir de la soute lectronique4. Il prend la responsabilit de ne vrifier que la partie accessible par la soute. Il signe la carte de travail ds cette vrification visuelle ralise.
Lvolution rglementaire du processus de contrle dans les OE, dplace les structures et des moyens auparavant orients vers la matrise technique du processus, vers sa matrise
Pour tre conforme lAMM il faut dmonter le plancher de faon accder visuellement aux parties concernes. Le dmontage/remontage du plancher du cockpit prend 7h. Ce dmontage est trs lourd de consquence car cela bloque laccs au cockpit, empchant toute activit dans le cockpit.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 19/31
administrative au travers notamment de la mise en place dindicateurs administratifs de la performance. Du point de vue de loprateur de premire ligne, le processus de contrle reste avant tout bas sur lautocontrle : le compagnon vrifie que le travail quil a ralis est en adquation avec lobjectif de haut niveau qui est laptitude au vol de laronef. Ce processus intraindividuel est indpendant du processus administratif et sappuie sur les comptences et le professionnalisme acquis des oprateurs de premire ligne. En rsum, les carts mis jour par les difficults dutilisation et de gestion des cartes de travail, posent la question de lefficience des diffrents critres administratifs qui jalonnent les phases du processus de maintenance, depuis la planification et jusqu la mesure de la performance des interventions.
4.2.
LES DIFFICULTS LIES LUTILISATION DE LA DOCUMENTATION CONSTRUCTEUR
La situation actuelle fait apparatre les difficults lies au dcalage entre le contenu et la structuration de la documentation constructeur dune part et les besoins en exploitation de loprateur de maintenance de 1 re ligne. Les paragraphes suivants dcrivent les classes de difficults observes en lien avec lutilisation brute de la documentation constructeur : 1. Les difficults de prise en compte du contexte avion. La documentation constructeur est organise par zone et par systme. La description dune intervention sappuie sur les caractristiques du systme (lments le composant, principe de fonctionnement) et de la zone partir dun contexte avion donn (avion sur roues, alimentation lectrique et hydraulique en service). La ralit de lavion lors des visites programmes est diffrente : lavion est en partie dmont, sur vrin, certains systmes dconnects, sans nergie ni puissance La ralisation dune intervention ncessite le plus souvent une adaptation des consignes dcrites dans la procdure AMM en terme de modifications, dajout ou de suppression de squences daction (cf. exemple de carte de travail en annexe 3). 2. Les difficults daccs linformation La qualit principale de la documentation AMM est son exhaustivit. Celle-ci dcrit chaque type dintervention sur lensemble des systmes de lavion. Son organisation est base sur un ensemble de renvois entre tches permettant de les imbriquer les unes dans les autres (cf. exemple de carte de travail en annexe 3). Cette organisation de la documentation, si elle permet un bureau dtude davoir accs lensemble de linformation technique, est peu fonctionnelle pour un oprateur en atelier. Pratiquement celui-ci bnficie de lensemble des moyens en terme de systme documentaire pour accder une information AMM. Cependant, dans les faits, cela se
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 20/31
heurte des effets de volume tels que 1) une carte de travail peut renvoyer plusieurs centaines de tches AMM (845 pour un exemple identifi par un OE), 2) une tche AMM mise en rfrence dans une autre peut reprsenter prs dune centaine de pages dinstructions (75 pages pour un exemple observ sur site). Un tel foisonnement de donnes et de documents rend difficile une dmarche systmatique de recherche et de consultation de la part de loprateur. Une consquence est que celui-ci, en fonction de ses comptences, dcidera ou non daller chercher une information complmentaire lors de la ralisation dune intervention. Or, le processus de validation de navigabilit est entre autres bas sur le critre de garantie du respect de lensemble des procdures prescrites. 3. Les difficults dintgration dans lorganisation du travail Les cartes de travail des principaux constructeurs davion sont en anglais technique ce qui pose des problmes de comprhension pour les actions non routinires. Les tches dcrites dans lAMM sont structures dans une logique systme. Elles dcrivent la marche suivre en cohrence avec une logique technique associe un contexte avion prcis. La ralisation dune intervention, si elle dpend de cette logique technique, doit prendre en compte aussi lorganisation du travail. La page de garde spcifique lOE en annexe 1 donne un exemple de cette prise en compte (spcialits, outillage, dlai de ralisation, effectif...). Cependant, lconomie de prparation que reprsente le recours aux tches brutes dcrites dans le document AMM, cre des dcalages entre les ressources identifies lors du lancement de la carte et les tches prescrites. Les tches AMM diffuses telles quelles aux oprateurs intgrent des actions lourdes qui peuvent ne pas avoir t identifies par lautorit de planification qui sest fie lobjectif global de la tche. 4. Les difficults de mise jour de la documentation La qualit de linformation technique fournie par le constructeur nest pas absolue. Audel de la structuration de cette documentation (cf. plus haut) se pose le problme du format de cette information pour tre utilisable en situation de maintenance par les oprateurs. Notamment, les OE sont confronts au problme rcurrent de lexactitude de linformation. Deux exemples permettent dillustrer des dysfonctionnements et les rgulations qui peuvent tre associes la fonction daide au travail : Lintervention concerne un dysfonctionnement du circuit lectrique (annexe 4) : les lumires des hublots dans la cabine sont hors service. Le compagnon va rechercher dans la documentation sur microfilm le schma lectrique. Ce schma est illisible sur la partie intressant le compagnon. Loprateur imprime le schma lectrique dun autre avion partant du principe que le circuit est identique. Cela nest pas le cas. Il fait une mise en adquation entre les deux schmas pour pouvoir poursuivre son intervention. Lintervention concerne la modification du systme TCAS (annexe 2) : lquipe est retarde deux moments en raison derreurs sur le schma constructeur et sur
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 21/31
la procdure de test. Limpact conomique est sensible (4 heures pour 3 personnes + le risque de ne pas livrer lavion temps) Concernant plus particulirement les interconnexions de systmes, lexemple cit en annexe 2 met en vidence les nombreuses imprcisions sur laffectation des entres-sorties, sur les plans de cblages etc .
Ces erreurs sont courantes sur les supports documentaires avec lesquels les compagnons travaillent. Ce qui pose la question de la confiance dans les aides au travail des oprateurs de premire ligne. En rsum, nous retiendrons le passage dune documentation de type sur mesure une documentation de type prt porter . Cette volution induit, pour loprateur de premire ligne, une activit dajustement entre dune part la logique de conception, vhicule par la documentation AMM et qui sert de support la prparation des cartes de travail et dautre part la logique dutilisation, qui prside lactivit rellement mise en uvre.
4.3.
LES DIFFICULTS LIES LINTRODUCTION DES NOUVELLES TECHNOLOGIES
La complexification des fonctions intgres au pilotage (GPWS, TCAS) ncessite lutilisation denvironnements de test trs contrls. Lintgration des fonctions bord cr par ailleurs des interconnexions nombreuses entre les systmes et implique pour la maintenance, de mettre en uvre des configurations de tests complexes, cest--dire intgrant plusieurs systmes pour lvaluation de chaque fonction. Les Organismes dEntretiens ninterviennent pas en maintenance sur les systmes eux-mmes mais pratiquent de plus en plus de remplacements de ces systmes. La densification et lopacit accrue des botiers lectroniques noffrent que trs peu de visibilit sur leur fonctionnement interne et les interventions sur ces systmes ne sont accessibles quau moyen de procdures de test constructeur sur lesquelles les oprateurs de premire ligne ne disposent l aussi que de peu de visibilit. Nous avons identifi deux catgories dimpacts : 1. Des systmes de tests de plus en plus opaques Aprs remontage, les procdures prvoient lutilisation dauto-tests programms dans le systme. Les difficults rencontres pour la ralisation de lintervention cite en annexe 2, mettent en vidence laccs de plus en plus critique une comprhension fine des conditions et des modes de fonctionnement de ces systmes de test. Le manque de comprhension des tapes du test et des paramtres tests ne permet pas daller au-del du retour test OK affich par le systme lui-mme. Le manque de comprhension des paramtres importants (en terme denvironnement de test ou dtat de sous-systmes adjacents mais impliqus dans le droulement du test) pour la validation dun systme ne permet pas aux oprateurs de sadapter aux situations particulires.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 22/31
La multiplication des situations de tests entrane des difficults de mise en place voire des impossibilits pour rpondre aux exigences de situations contradictoires. Labsence de possibilit de paramtrer ces tests pour les adapter au contexte dune visite programme renforce ce doute : lauto-test peut-tre valide bien que le systme soit en partie dconnect. La multiplication des logiques de test issues de constructeurs diffrents, renforce le doute de la validit de ces tests pr-formats. 2. Des systmes tests de plus en plus complexes et imbriqus Nous prenons comme exemple une tche AMM de dcontamination de rack calculateur. Cette tche routinire met particulirement en vidence les conditions particulires dintervention des oprateurs sur des systmes intgrs. Dans ces conditions, cette tche est relativement rcente du point de vue des modes opratoires que doit raliser loprateur. La tche consiste en la dcontamination des compartiments avionique et du poste de pilotage (tche AMM 12-21-13-100-001). Cette tche regroupe les dposes/nettoyage/reposes/tests des diffrents calculateurs et quipements localiss dans la soute avionique et le cockpit. Le nombre de tches Maintenance Practices intervenant dans cette tche est de 845 et concerne 13 systmes regroups sous les 13 ATA suivants : Air conditioning Auto flight Communication Electrical power Fire protection La plupart de ces systmes sont interconnects et de ce fait, le nombre de configurations de test mettre en uvre est de 39 pour raliser au total 232 tests. Pour cela, les squences de montage et de test ncessitent de suivre une chronologie trs prcise. Dans cette situation, les courriers de lOE aux constructeurs de lavion font tat des nombreuses difficults techniques et dorganisation pour mener bien le droulement de la tche, ces difficults pouvant tre organisables autour de deux concepts : La redondance. Du fait du nombre de tches induites lintrieur dune tche AMM, de nombreuses actions sont dupliques un grand nombre de fois comme par exemple les ouvertures et fermetures de zones, les mises en configuration de systmes, etcCet accroissement important des actions dcrire, conduit dans tous les cas des problmes de traabilit effective et trs souvent des difficults dvaluation par le planning, de la charge relle de travail prvoir sur la tche pour la prparation. Linterfrence. Flight controls Fuel Indicating/recording system Landing gear Navigation Pneumatic Engine fuel and control Engine indicating
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 23/31
Il sagit de lincohrence entre des actions demandes et/ou entre les configurations courantes des sous systmes. Les conflits entre actions sont la consquence des difficults pour la prparation, de dcrire rigoureusement la chronologie des actions telles que par exemple fermer une zone daccs pour clore la tche sur un ATA et rouvrir la zone daccs pour les besoins dune autre tche. Les conflits de configurations entre sous systmes : dans la tche AMM servant dexemple, la position de disjoncteurs assurant la fermeture de circuits lectriques constitue un vritable casse-tte pour les oprateurs alternant les ouvertures pour assurer leur scurit et celle des matriels manipuls et les fermetures pour raliser les tests intermdiaires de fonctionnement. Du point de vue des oprateurs de premire ligne, ces systmes apparaissent comme des botes noires dont ils ne matrisent, ni visualisent les principes de fonctionnements internes. Ils sont alors aveugles face la validit de la rponse quils obtiennent via les tests et donc sur la garantie finale du fonctionnement nominal du systme. En rsum, la question fondamentale, concernant la validit des tests pr-formats sur les quipements de nouvelle gnration, porte sur les conditions dvaluation de laptitude au vol suite une action de maintenance. Par un processus dauto-contrle ( make sure that ), loprateur de premire ligne participe lengagement de lOE dans la restauration de cette aptitude. Cependant, le contenu et la qualit du test sur lequel repose lvaluation de laptitude au vol sont aujourdhui de la responsabilit de lquipementier. LOE est en position dutilisateur du test et de vrification de la conformit de la rponse. Loprateur de premire ligne perd la possibilit de valider le fonctionnement interne du systme et de pouvoir croiser les modes de vrification.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE 5.
-
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 24/31
LES RECOMMANDATIONS
le passage dune documentation de conception une documentation dexploitation, le format des cartes de travail organisant lactivit des oprateurs de premire ligne, la prparation des interventions prenant en compte la transversalit des systmes.
Nous examinons ici trois niveaux de recommandations portant sur :
5.1.
DUNE DOCUMENTATION DE CONCEPTION UNE DOCUMENTATION DEXPLOITATION :
Le support documentaire (essentiellement sous forme des cartes de travail) est un support important de lactivit de maintenance. Plusieurs dcalages se sont rvls entre les fonctions initiales de cette documentation et les conditions effectives de sa mise en uvre dans les ateliers : Le format de prsentation : lanalyse sur site a montr les multiples fonctions remplies par les cartes de travail. Elles servent non seulement de support laction mais aussi de suivi de planning et de support de traabilit (qui fait quoi) et darchivage lgal. Le format actuel en ligne savre inadapt lorganisation temporelle du travail, au transfert de tche entre quipes, aux interruptions dintervention (nettoyage, mise en place de moyens techniques). Ce format a une vocation entirement descriptive et nest pas pens comme une aide au travail pour les utilisateurs : les oprateurs de maintenance. Lorganisation de linformation : du fait de la complexit et de linterconnexion des quipements techniques, la documentation est base sur un dcoupage calqu sur celui des quipements : les ATA (Aircraft Transport Association) et un systme de renvois entre tche intra-systme. Le nombre de renvois associ une tche lmentaire rend impossible la consultation systmatique des tches induites. Loprateur de 1re ligne est donc amen, en fonction de la matrise quil pense avoir de la tche, dcider sil a recours ou non la documentation AMM. Le format de linformation : la gnralisation de langlais pose des problmes de comprhension certains oprateurs pour des tches spcifiques. Les contrleurs servent le plus souvent de recours en situation de mauvaise comprhension.
Dans ce contexte, le maintien de mcanismes de rgulation fiables pour les interventions passe dune part par une meilleure organisation de la diffusion des informations techniques entre constructeurs et OE et dautre part, par une rpartition en amont de la prparation des interventions entre le constructeur et lexploitant, de faon ce que lorganisme dentretien soit en mesure dexploiter un formalisme de cartes de travail qui intgre le dcoupage temporel des interventions et les contextes rels dans lesquels elles sont ralises.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE 5.2.
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 25/31
LE FORMAT DES CARTES DE TRAVAIL ORGANISANT LACTIVIT DES OPRATEURS DE PREMIRE LIGNE
Lactivit de maintenance se caractrise par un flux documentaire important sous forme de cartes de travail. Celles-ci servent dabord de liens entre la planification et les ateliers puis par la suite, de transfert dinformation entre les diffrents acteurs intervenant sur lavion : la succession des quipes, les diffrentes spcialits, les oprateurs et lencadrement, les oprateurs et le contrle. Les difficults observes sur site concernant lutilisation de ces cartes sont largement issues dun dcalage entre les multiples fonctions de ces cartes de travail et le format papier de celles-ci. Les cartes de travail ont trois fonctions sappuyant sur des flux diffrents : 1. La planification et le suivi de ralisation des actions de maintenance : La carte de travail sert de signal de dclenchement dune activit quand elle quitte la planification pour latelier. Une fois dans latelier, elle voyage entre les diffrents oprateurs concerns par la ralisation et le suivi des interventions. Ce support se prte alors mal aux interruptions de tches dues aux actions de nettoyage (jamais dcrites dans les cartes de travail), aux problmes dapprovisionnement ou la rotation des quipes doprateurs. Les cartes de travail restent alors sur les pupitres des postes de travail, colles sur des lments en maintenance 2. La traabilit des actions ralises : La carte de travail (1re page de celle-ci) constitue le support lgal permettant de certifier la ralisation du programme de maintenance et lidentification des oprateurs ayant ralis les interventions (pour vrification de la qualification et des habilitations ncessaires). Cette fonction ncessite une garantie de rcupration des cartes de travail avec lensemble des informations ncessaires notamment concernant les personnes ayant effectivement t impliques. 3. La prsentation dun mode opratoire et de linformation technique affrente : La carte de travail sert daide au travail aux oprateurs en prsentant un descriptif des actions entreprendre et linformation technique concernant les systmes concerns. Cette fonction ncessite pour loprateur damener la carte de travail au plus prs de ses lieux dintervention et de la conserver auprs de lui. Dautre part, cette information est prsente sous forme de textes souvent assez long pouvant poser des problmes de lisibilit (lannexe 6 prsente en vis vis une carte de travail issue de lAMM et la retranscription effectue en atelier par des oprateurs afin den faciliter lutilisation et den amliorer la qualit). Les flux lis ces trois fonctions sont trs souvent en conflit du fait du support papier unique. La prise en compte des conditions effectives dutilisation de ce support dinformation conduit permettre de dcoupler les informations ayant des flux diffrents au cours du cycle de vie de la carte de travail.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Ce dcoupage deux avantages majeurs : Adapter le format de chaque format sa fonction.
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 26/31
Limiter les dplacements des modes opratoires et permettre aux oprateurs de les conserver proximit des zones de maintenance. A titre dexemple, le format suivant permettrait datteindre cet objectif :
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 27/31
Figure 8 : proposition de format pour une carte de travail oprationnelle.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE 5.3.
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 28/31
LA PRPARATION DES INTERVENTIONS ET LA PRISE EN COMPTE DE LA TRANSVERSALIT DES SYSTMES
La structure dune documentation technique issue de la conception dun systme est naturellement isomorphe la structure du systme et au dcoupage ventuel en soussystmes. Cette organisation de linformation vise lexhaustivit du contenu technique. La structure dune documentation oriente vers laction doit prendre en compte linterconnexion des systmes au sein dun ensemble unique : les lments structurants sont ceux transversaux chacun des systmes composant le tout. A ce titre, lexemple de la dcontamination du rack supportant une partie de 13 systmes diffrents est significatif des problmes rencontrs lors des interventions sur des systmes interconnects et apparat symptomatique de la divergence quil existe entre la reprsentation dun systme du point de vue du concepteur et celle caractrisant le point de vue de lexploitant : La premire est structure autour des fonctions de lavion et de chaque chane de traitement de linformation (les ATA). La description fonctionnelle, les interactions et les classes dinterventions prvues et dcrites pour chaque fonction sont structures intra-systme. Dans cette optique, le rack commun est pris en compte comme rsultant de la somme des systmes quil supporte. Les interventions sur celui-ci sont organises en juxtaposant des modes opratoires issus de chaque sous-ensemble (en rsultent les problmes de redondances et dinterfrences). La seconde considre le rack comme un quipement part entire, ncessitant une information et des modes opratoires spcifiques en lien avec la complexit des interventions sur lensemble des calculateurs supports et interconnects.
La convergence de ces deux reprsentations pourrait tre envisage plusieurs niveaux avec pour chaque cas des contraintes lourdes et spcifiques : 1. Pour le constructeur de laronef fournissant la documentation dexploitation : Mettre en place ds ce niveau, une information transversale correspondant des modes opratoires dentretien (exemple : prendre en compte le fait que la dcontamination dun quipement ne dpend pas de la logique de chacun des systmes quil supporte), ncessiterait de la part du constructeur un changement de logique complet et une forte augmentation du nombre de tches intgrer dans sa documentation. 2. Pour lOE utilisant cette documentation pour prparer de telles interventions : Ladaptation de linformation constructeur aux programmes de maintenance particuliers a t une solution par le pass (annexe 6). Plusieurs aspects sont venus sopposer cette solution : La rationalisation des cots et le raccourcissement des lignes fonctionnelles (prparateur et bureau dtude) et hirarchiques (encadrement technique de proximit).
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
-
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 29/31
La complexit croissante des interactions entre les systmes et le manque de moyens pour adapter (voire rectifier) la documentation (test essais-erreurs ou remonte vers le constructeur du manque dinformation).
Dans ce cadre actuel, les consquences pour loprateur de premire ligne sont dune part la diminution de la fiabilit des informations contenues dans la documentation technique et dautre part lobligation de tester in situ ces informations.
6.
CONCLUSIONS
Ce retour dexprience sur les activits de maintenance aronautique dans les organismes dentretien a t men dans le cadre restrictif de la maintenance programme : petites et grandes visites des moyens et gros porteurs. La maintenance en piste, en bloc ou la maintenance des quipements nont pas t prises en compte. Ce travail a pu se drouler grce la participation de cinq organismes franais, sans toutefois, pouvoir sappuyer pour diverses raisons, sur laccs ncessaire dobservations sur sites et dentretiens doprateurs de premire ligne. Enfin, de part lhistorique du projet, ce travail a pu bnficier de lintervalle de temps ncessaire pour apprhender les volutions qui se dessinent pour les OE, sans toutefois permettre dtre tmoin de laboutissement final de ces volutions. Compte tenu de ces remarques, et des rsultats obtenus, deux axes dinvestigation complmentaires nous sembleraient utiles mener : 1. Elargir le champ de validit des rsultats en tenant compte : Dautres situations de maintenance aronautique. En effet, on peut penser que lorganisation et la ralisation des interventions par exemple sur piste, relvent dune autre logique tant du point de vue de la prparation des interventions, que de lutilisation de la documentation ou encore des types de systmes maintenus. De lorigine culturelle des organismes de maintenance. En effet, ce travail a t men avec la seule participation dorganismes issus dune culture danciens exploitants. On peut penser que le rfrentiel mtier observ notamment dans le processus dauto-contrle, pourrait tre dune amplitude moindre pour des organismes issus dune culture strictement industrielle. On pense notamment ici aux exigences que recouvre la notion de navigabilit Dans le contexte global dvolution des quipements maintenir, on observe la ncessit dune spcialisation accrue des compagnons intervenant sur ces systmes. Au fur et mesure des besoins dintervention, des quipes EIR 5 sont formes, tandis que paralllement, pour rpondre aux volutions de la rglementation (JAR 66) et la logique conomique, lorganisation met en place et exploite la polyvalence des compagnons sur les chantiers.
2. Valider la prennit des modes de rgulation observs, compte tenu que : -
EIR : Electronique, Instruments de bord, Radio
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE
-
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 30/31
Ce prsent travail met en vidence limportance des comptences techniques comme base essentielle supportant les modes de rgulation. On peut penser que dune part, la perte venir des comptences actuelles (aussi bien des compagnons de premire ligne que des oprateurs assurant aujourdhui les fonctions dencadrement de proximit) et dautre part, lintroduction massive de comptences acquises et valides sur de nouveaux modes et mise en uvre selon de nouvelles exigences, peut mettre en pril ou en tout cas modifier lquilibre aujourdhui observ. Une tude longitudinale moyen terme, des impacts de lapplication des nouvelles dispositions rglementaires (essentiellement les JAR 66 et 145) permettrait de rajuster les rsultats actuels.
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
ETUDES FACTEURS HUMAINS EN MAINTENANCE ARONAUTIQUE 7. LISTE DES FIGURES
Rf. : NT/1354A/01/021 Rev.B Date :14/12/2001
Page 31/31
figure 1 : schma directeur de ltude,7 Figure 2 : le rle de lencadrement technique de proximit dans le recalage du planning.,9 Figure 3 : le rle de lencadrement administratif de proximit dans le suivi davancement des travaux.,10 Figure 4 : exemple de positionnement du contrle hors du service de production.,13 Figure 5 : exemple de rattachement du contrle au service de production.,14 Figure 6 : tableau des exigences de traabilit par type de tche,15 Figure 7 : linfluence conjugue des volutions extermes et internes sur le ralisation des interventions de maintenance.,16 Figure 8 : proposition de format pour une carte de travail oprationnelle.,28
NT_1354A_01_021rev B
Ce document est la proprit d'E URESPACE et ne peut tre reproduit ni communiqu sans son autorisation
Вам также может понравиться
- HelicoДокумент16 страницHelicomatoyayОценок пока нет
- TP Relations Hydriques Des Plantes Lic 2021-2022Документ10 страницTP Relations Hydriques Des Plantes Lic 2021-2022Achraf KhachabiОценок пока нет
- Gestion Des Stocks PDFДокумент7 страницGestion Des Stocks PDFmatoyayОценок пока нет
- Facteur Humain MaintenanceДокумент31 страницаFacteur Humain MaintenancematoyayОценок пока нет
- Developpement Psychomoteur Enfants CHU Angers 1Документ26 страницDeveloppement Psychomoteur Enfants CHU Angers 1psymot100% (1)
- Horaires de Ramadan1431 Pour NiameyДокумент1 страницаHoraires de Ramadan1431 Pour NiameyCheikh Boureima Abdou Daouda50% (2)
- Meridiens ZhLiДокумент33 страницыMeridiens ZhLiAlexandra GalvezОценок пока нет
- Apprenez Comment Faire L'amour Sans Subir L'éjaculation Précoce.20140809.033254Документ3 страницыApprenez Comment Faire L'amour Sans Subir L'éjaculation Précoce.20140809.033254pepper0hawkОценок пока нет
- Diaporama Biologie JBD 2020Документ270 страницDiaporama Biologie JBD 2020reemalfhad59Оценок пока нет
- BETON-3-planchers - Poly PDFДокумент37 страницBETON-3-planchers - Poly PDFSalah El RhoulamОценок пока нет
- Doshydro BacДокумент1 страницаDoshydro BacEdward AdounvoОценок пока нет
- Acier: Choix Des Aciers Analyse & Résistance DescriptionДокумент4 страницыAcier: Choix Des Aciers Analyse & Résistance DescriptionChokri AtefОценок пока нет
- Cours 6 Approches - Docx PowerpointДокумент16 страницCours 6 Approches - Docx PowerpointIth HommanОценок пока нет
- SC Phy BEPC Blanc 2023 PDFДокумент3 страницыSC Phy BEPC Blanc 2023 PDFJeannine Dibonga moukekeОценок пока нет
- Rapport Etude Elaboration Mecanisme Gestion Des ConflitsДокумент37 страницRapport Etude Elaboration Mecanisme Gestion Des ConflitsNatani LompoОценок пока нет
- Rapport de La Modélisation CHEIKH PDFДокумент27 страницRapport de La Modélisation CHEIKH PDFmohamed hacenОценок пока нет
- Projet Maty Food 2023Документ6 страницProjet Maty Food 2023omar cisséОценок пока нет
- Faux Teste - Le Chien Malade CorrigéДокумент5 страницFaux Teste - Le Chien Malade CorrigéFlorianne GoffinetОценок пока нет
- Gfl001 - FR Distillateur Avec Reservoir 2004Документ19 страницGfl001 - FR Distillateur Avec Reservoir 2004أنور مازوز أبو يوسف100% (1)
- Tec CedeaoДокумент13 страницTec Cedeaoanon_180266548Оценок пока нет
- Version 6Документ1 страницаVersion 6Jack KellyОценок пока нет
- TDN 2. Etude de Fonctions: X 4+X X X+4 2 X+1 (X 2) (X+3) 2 X+1 X 1Документ2 страницыTDN 2. Etude de Fonctions: X 4+X X X+4 2 X+1 (X 2) (X+3) 2 X+1 X 1Profchaari SciencesОценок пока нет
- DualSun - FR - Fiche Technique FLASH 375 Half-Cut White - MODU1015Документ2 страницыDualSun - FR - Fiche Technique FLASH 375 Half-Cut White - MODU1015qpuig69Оценок пока нет
- 3a - Cinetique EnzymatiqueДокумент8 страниц3a - Cinetique EnzymatiqueSameh Khemir100% (2)
- Ecoulement A Travers Un OrificeДокумент5 страницEcoulement A Travers Un OrificeAbd Erraouf100% (1)
- CB 5 Chimie Bon 2020 DescartesДокумент4 страницыCB 5 Chimie Bon 2020 DescartesOrnela Joel NgoОценок пока нет
- NOIAДокумент6 страницNOIAabdo chaibiОценок пока нет
- Écologie de L'eauДокумент9 страницÉcologie de L'eauMarc-osner DorivalОценок пока нет
- Pour L'obtention Du Doctorat en PharmacieДокумент340 страницPour L'obtention Du Doctorat en Pharmacieيوميات صيدلانية pharmacist diariesОценок пока нет
- Gaspillage AlimentaireДокумент3 страницыGaspillage AlimentaireTâm Nguyen ThiОценок пока нет
- Rapport de La Semaine Du 28.11 Au 03.12: Marque / TypeДокумент1 страницаRapport de La Semaine Du 28.11 Au 03.12: Marque / Typebiomedical jerba centreОценок пока нет
- Disciple de JésusДокумент30 страницDisciple de JésusNicolas Kasesa100% (1)
- Inbound 2023223015537484244Документ11 страницInbound 2023223015537484244KhaledОценок пока нет
- Definitions Et FinaliteДокумент2 страницыDefinitions Et FinaliteAdil RizkiОценок пока нет
- Chapitre I IntroductionДокумент19 страницChapitre I IntroductionOussama amasouОценок пока нет