Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Refinery Process Design Notes - For IITGДокумент193 страницыRefinery Process Design Notes - For IITGLakshmi Devineni100% (3)
- LNG TransportationДокумент10 страницLNG TransportationEngr Chris UcheОценок пока нет
- Electrostatic Discharges Related Accidents in The Oil & GAs IndustryДокумент6 страницElectrostatic Discharges Related Accidents in The Oil & GAs IndustryCezar DumitriuОценок пока нет
- CoalescerДокумент18 страницCoalescer112dharmesh0% (1)
- Anchoring Practice (T.idzikovski 2001)Документ98 страницAnchoring Practice (T.idzikovski 2001)Mikhail Buyankin100% (1)
- General Arrangement Plan Lecture PDFДокумент58 страницGeneral Arrangement Plan Lecture PDFAktarojjaman Milton100% (2)
- Handover Notes Master Nov 2021Документ5 страницHandover Notes Master Nov 2021Sriram SridharОценок пока нет
- Investigation Report For Loading HoseДокумент23 страницыInvestigation Report For Loading HosesatishchemengОценок пока нет
- V Ships Appln FormДокумент6 страницV Ships Appln Formkaushikbasu2010Оценок пока нет
- SEAFARER INTERVIEW INSIGHTSДокумент4 страницыSEAFARER INTERVIEW INSIGHTSgmatweakОценок пока нет
- Vessel Particulars Questionnaire For Bulk Oil/Chemical CarriersДокумент39 страницVessel Particulars Questionnaire For Bulk Oil/Chemical CarriersjohnEnglish50% (4)
- Marine DesignДокумент123 страницыMarine DesignDEEPAK100% (2)
- LNG Tanker 5000 CBMДокумент2 страницыLNG Tanker 5000 CBMvran77Оценок пока нет
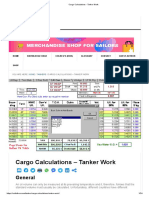
- Cargo Calculations - Tanker WorkДокумент24 страницыCargo Calculations - Tanker WorkVasil Raykov100% (1)
- Passing Ship FloryДокумент12 страницPassing Ship FloryPeyman MznОценок пока нет
- Significant Ships 2019: Tasmanian Achiever II Earns Its Place For VariousДокумент5 страницSignificant Ships 2019: Tasmanian Achiever II Earns Its Place For VariousRover Dms0% (1)
- INTERNATIONAL MARITIME ORGANIZATION REVISED STANDARDSДокумент17 страницINTERNATIONAL MARITIME ORGANIZATION REVISED STANDARDSislima50% (2)
- Detainable Deficiency by PSCДокумент23 страницыDetainable Deficiency by PSCSardar Sirajul Islam100% (3)
- EIAReportДокумент430 страницEIAReportShiyas Ibrahim100% (2)
- Calculation Spreadsheet For Voyage Calculations 2005Документ5 страницCalculation Spreadsheet For Voyage Calculations 2005Canumalla RamkumarОценок пока нет
- Saving Private Ryan r4.1Документ2 страницыSaving Private Ryan r4.1rarunr1Оценок пока нет
- 50 39 0045Документ1 страница50 39 0045rarunr1Оценок пока нет
- Saving Private Ryan r4.1Документ2 страницыSaving Private Ryan r4.1rarunr1Оценок пока нет
- Jet Airways Web Booking Eticket (Kmbfiz) - SutarДокумент3 страницыJet Airways Web Booking Eticket (Kmbfiz) - Sutarrarunr1Оценок пока нет
- 50 39 0043Документ1 страница50 39 0043rarunr1Оценок пока нет
- Orifice Calc Vapor Steam GasesДокумент2 страницыOrifice Calc Vapor Steam GasesDavid Muñoz CastroОценок пока нет
- Extract of CFDДокумент7 страницExtract of CFDrarunr1Оценок пока нет
- ListДокумент1 страницаListrarunr1Оценок пока нет
- LSДокумент1 страницаLSrarunr1Оценок пока нет
- Sample Single Line Diagram For Electrical and Controls - Electrostatic CoalescerДокумент1 страницаSample Single Line Diagram For Electrical and Controls - Electrostatic Coalescerrarunr1Оценок пока нет
- Exxonmobil Use OnlyДокумент1 страницаExxonmobil Use Onlyrarunr1Оценок пока нет
- De-Butaizer - Power Former ModelДокумент1 страницаDe-Butaizer - Power Former Modelrarunr1Оценок пока нет
- HP Sketch For PD ModelДокумент1 страницаHP Sketch For PD Modelrarunr1Оценок пока нет
- Exxonmobil Use OnlyДокумент1 страницаExxonmobil Use Onlyrarunr1Оценок пока нет
- Exxonmobil Use OnlyДокумент1 страницаExxonmobil Use Onlyrarunr1Оценок пока нет
- P Ric List Sal ItemsДокумент10 страницP Ric List Sal Itemsrarunr1Оценок пока нет
- 50 39 0047Документ1 страница50 39 0047rarunr1Оценок пока нет
- 2013 Price ListsfДокумент99 страниц2013 Price Listsfrarunr1Оценок пока нет
- Material Requisition (Top Sheet) : Miscellaneous Flanges MR Category:IДокумент33 страницыMaterial Requisition (Top Sheet) : Miscellaneous Flanges MR Category:Irarunr1Оценок пока нет
- 4691 50 46Документ1 страница4691 50 46rarunr1Оценок пока нет
- Exxonmobil Use OnlyДокумент1 страницаExxonmobil Use Onlyrarunr1Оценок пока нет
- FRSM-57 Effective From 02-04-2011 (Superseding FRSM-56 Dated 03-01-2011)Документ8 страницFRSM-57 Effective From 02-04-2011 (Superseding FRSM-56 Dated 03-01-2011)rarunr1Оценок пока нет
- Complete LIST 2011Документ20 страницComplete LIST 2011rarunr1Оценок пока нет
- VFA #PricelistДокумент117 страницVFA #Pricelistrarunr1Оценок пока нет
- Vacworks II CD GuideДокумент2 страницыVacworks II CD Guiderarunr1Оценок пока нет
- Aff - Translation of Marriage CertificateДокумент1 страницаAff - Translation of Marriage Certificaterarunr1Оценок пока нет
- ASME StampsДокумент2 страницыASME Stampsprad_21adОценок пока нет
- Material Compatibility TableДокумент18 страницMaterial Compatibility TableADITYA_PATHAKОценок пока нет
- International Oil Pollution Prevention Certificate: Republic of The Marshall IslandsДокумент10 страницInternational Oil Pollution Prevention Certificate: Republic of The Marshall IslandsWILLINTON HINOJOSAОценок пока нет
- Refinery Planning and Scheduling: An Overview: Jens Bengtsson and Sigrid-Lise Non AsДокумент16 страницRefinery Planning and Scheduling: An Overview: Jens Bengtsson and Sigrid-Lise Non AsLucky Bayu RiantinoОценок пока нет
- Yanbu Commercial Port - 2013Документ25 страницYanbu Commercial Port - 2013Naresh Kumar NagarajanОценок пока нет
- Ship Construction and Stability ExamДокумент2 страницыShip Construction and Stability ExamAnshu BhushanОценок пока нет
- DNV GL Eu MRV Brochure 2016-08Документ16 страницDNV GL Eu MRV Brochure 2016-08Ravi KumarОценок пока нет
- Scenario & Cost ComparisonДокумент8 страницScenario & Cost Comparisonawi61Оценок пока нет
- ULJANIK Group Reference List 2Документ14 страницULJANIK Group Reference List 2waelОценок пока нет
- Perween Rahman Water StudyДокумент31 страницаPerween Rahman Water StudyMoqeemОценок пока нет
- A Practical Approach For Ship Construction Cost EstimatingДокумент13 страницA Practical Approach For Ship Construction Cost EstimatingdrthuhanОценок пока нет
- UI - SC - pdf910 (SOLAS) PDFДокумент360 страницUI - SC - pdf910 (SOLAS) PDFVincent Paul SantosОценок пока нет
- Offshore Pipeline Landfall PDFДокумент112 страницOffshore Pipeline Landfall PDFangga fajarОценок пока нет
- Appli NKДокумент2 страницыAppli NKFidriОценок пока нет