Вам также может понравиться
- Parametrizado HEIDENHAINДокумент29 страницParametrizado HEIDENHAINEdson Sawada100% (2)
- SuperfíciesДокумент61 страницаSuperfíciesEdson Sawada100% (1)
- Manual ChapaДокумент96 страницManual ChapaVictor Rafael Barros75% (4)
- MoldesДокумент20 страницMoldesEmerson Santos100% (3)
- Tutorial 01Документ51 страницаTutorial 01Rodrigo WanzelerОценок пока нет
- Formação GD&T BásicoДокумент38 страницFormação GD&T BásicoViviane Bucci100% (2)
- Desenvolvimento de EstampadosДокумент117 страницDesenvolvimento de EstampadosbsimoescristoОценок пока нет
- Treinamento MasterCam XДокумент26 страницTreinamento MasterCam XEdson SawadaОценок пока нет
- SolidWorks BarcoДокумент33 страницыSolidWorks BarcoEdson Sawada100% (1)
- Siderurgia DiversosДокумент590 страницSiderurgia DiversosFabio Peres de LimaОценок пока нет
- NBR 11856 - 92 (EB-2156) - CANC - Ferramentas e Acessórios para Trabalhos em Redes Energizadas de Distribuição - 14pagДокумент14 страницNBR 11856 - 92 (EB-2156) - CANC - Ferramentas e Acessórios para Trabalhos em Redes Energizadas de Distribuição - 14pagClaudio LorenzoniОценок пока нет
- Parafuso de PotênciaДокумент21 страницаParafuso de PotênciaLucasОценок пока нет
- Aléxia Perrone Equipamentos Estáticos TUBULAÇÕESДокумент3 страницыAléxia Perrone Equipamentos Estáticos TUBULAÇÕESAlexia PerroneОценок пока нет
- TRIT PosicionadoresДокумент13 страницTRIT Posicionadoreswishmaster_abcОценок пока нет
- 1 Prova CorrosãoДокумент3 страницы1 Prova CorrosãoIvesAntônioОценок пока нет
- Check List Cabo de AçoДокумент1 страницаCheck List Cabo de AçoWellington MonteiroОценок пока нет
- Arn 001 Unidade 1 5Документ12 страницArn 001 Unidade 1 5Jessé AugustoОценок пока нет
- Solucoes Fichas TrabalhoДокумент9 страницSolucoes Fichas Trabalhomilenerato2240Оценок пока нет
- Contabilidad Noche1Документ5 страницContabilidad Noche1Jesus TorpocoОценок пока нет
- Aula 5 - Turma 1Документ44 страницыAula 5 - Turma 1Non MelloОценок пока нет
- 12 Conselhos Anodos Sacrificiais Protecao Catodica PDFДокумент12 страниц12 Conselhos Anodos Sacrificiais Protecao Catodica PDFRobson de Freitas WerlingОценок пока нет
- Prática 3Документ4 страницыPrática 3Albert SantosОценок пока нет
- N-1706 CДокумент22 страницыN-1706 CcapixabaempreendedorОценок пока нет
- Módulo 3 Processo SMAWДокумент40 страницMódulo 3 Processo SMAWengenheiromateriaisОценок пока нет
- IHCAT-RAHSC010 Rev02 Out2009 PDFДокумент15 страницIHCAT-RAHSC010 Rev02 Out2009 PDFDilson TavaresОценок пока нет
- EE03 - Assemblagem e Montagem de Apoio Metálico (Torres Metálicas)Документ5 страницEE03 - Assemblagem e Montagem de Apoio Metálico (Torres Metálicas)Olivio AndradeОценок пока нет
- Ferramentas de CorteДокумент14 страницFerramentas de CorteThiago CâmaraОценок пока нет
- CO 25 - 26 - Guarda Corpo MetálicoДокумент10 страницCO 25 - 26 - Guarda Corpo MetálicoEdilson Rosa100% (1)
- GABARITOДокумент7 страницGABARITOfelipe_ss1450% (2)
- Estampagem ProfundaДокумент2 страницыEstampagem ProfundajgeraldoufcgОценок пока нет
- Como Substituir Molas Quebradas de SaxofonesДокумент16 страницComo Substituir Molas Quebradas de SaxofonesEdson CarvalhoОценок пока нет
- Relatório 1 - Torno MecânicoДокумент21 страницаRelatório 1 - Torno MecânicoCarlos Santos50% (2)
- ILMENITA-Matérias PrimasДокумент6 страницILMENITA-Matérias PrimasRafael TrianiОценок пока нет
- AjustagemДокумент131 страницаAjustagemIgo HenriqueОценок пока нет
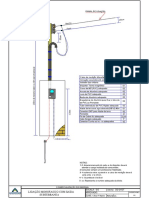
- D1 Padrão Cabo-Singelo Monofásico Saida-SubterrâneaДокумент2 страницыD1 Padrão Cabo-Singelo Monofásico Saida-SubterrâneachicconawebОценок пока нет
- Forno A Arco ElétricoДокумент25 страницForno A Arco ElétricoRafael CruzОценок пока нет
- Elementos de Máquinas 1Документ118 страницElementos de Máquinas 1Edilon Junior100% (1)
- Características Do AlumínioДокумент3 страницыCaracterísticas Do AlumínioFlávio MascarenhasОценок пока нет