Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Qgis Exercise Lab1Документ11 страницQgis Exercise Lab1Johnny Mopada Jr.Оценок пока нет
- Company Product Proposal LiamworksДокумент41 страницаCompany Product Proposal LiamworksJohnny Mopada Jr.Оценок пока нет
- BinderДокумент253 страницыBinderJohnny Mopada Jr.Оценок пока нет
- Bidding Documents WaterproofingДокумент86 страницBidding Documents WaterproofingJohnny Mopada Jr.Оценок пока нет
- 128 NH WalkthroughДокумент2 страницы128 NH WalkthroughJohnny Mopada Jr.Оценок пока нет
- Secondary Waves (S - Waves)Документ8 страницSecondary Waves (S - Waves)Johnny Mopada Jr.Оценок пока нет
- Audit Report For CondoДокумент1 страницаAudit Report For CondoJohnny Mopada Jr.Оценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- RF-JUR - 24/3 - CT: Mounting InstructionsДокумент13 страницRF-JUR - 24/3 - CT: Mounting InstructionsLim BoraОценок пока нет
- DHCP Presentation 01Документ20 страницDHCP Presentation 01rhariharan_13Оценок пока нет
- BuiltIn Proactive Services List - 05 - 12 - 2020Документ20 страницBuiltIn Proactive Services List - 05 - 12 - 2020oorhan41Оценок пока нет
- Matlab/Simulink Modeling of Sic Power Mosfets: Paolo Giammatteo, Concettina Buccella, Carlo CecatiДокумент10 страницMatlab/Simulink Modeling of Sic Power Mosfets: Paolo Giammatteo, Concettina Buccella, Carlo CecatiDaniel Labiano AnduezaОценок пока нет
- FC F325iT Manufacturing-System Oct2022.aspxДокумент1 страницаFC F325iT Manufacturing-System Oct2022.aspxKantishОценок пока нет
- Popular Plan Vouchers (FRC) Popular Rate Cutter StvsДокумент1 страницаPopular Plan Vouchers (FRC) Popular Rate Cutter StvsRahul SinghОценок пока нет
- Spec Sheet - 60cm 5 Function Built-In Oven Stainless Steel + Black Glass - HNTB65XLДокумент2 страницыSpec Sheet - 60cm 5 Function Built-In Oven Stainless Steel + Black Glass - HNTB65XLJohn MurdochОценок пока нет
- Ahoy Bookaneers! Ela Meagan Oakley: 2 Classes at Each Grade LevelДокумент8 страницAhoy Bookaneers! Ela Meagan Oakley: 2 Classes at Each Grade Levelmeaganlee86Оценок пока нет
- Case Study: © 2021 RTO WorksДокумент20 страницCase Study: © 2021 RTO WorksFrancis Dave Peralta BitongОценок пока нет
- FHL104C User's ManualДокумент49 страницFHL104C User's ManualChu Minh ThắngОценок пока нет
- Software Dev Processes Project 1Документ2 страницыSoftware Dev Processes Project 1ereter50% (8)
- Locala 11B SubiectДокумент5 страницLocala 11B SubiectAndrei SainciucОценок пока нет
- DejobbingДокумент11 страницDejobbingTanayaОценок пока нет
- Switch TI PG541Документ3 страницыSwitch TI PG541KeviinCarrilloОценок пока нет
- ConfiguracionДокумент32 страницыConfiguracionangelmauriciormzОценок пока нет
- Design of Low Power Sram Cell With Improved Stability: Javed Akhtar AnsariДокумент54 страницыDesign of Low Power Sram Cell With Improved Stability: Javed Akhtar AnsariSunil KumarОценок пока нет
- 6 Basic Concepts of TQMДокумент6 страниц6 Basic Concepts of TQMRicardo BaesОценок пока нет
- Chapter One: Introduction & Review of Principles of Object OrientationДокумент50 страницChapter One: Introduction & Review of Principles of Object OrientationhenokОценок пока нет
- 009lab Practice - Rendering 1 & 2Документ1 страница009lab Practice - Rendering 1 & 2iimsheungОценок пока нет
- PentesterLab SolutionsДокумент48 страницPentesterLab SolutionsDIPAMA MichelОценок пока нет
- Hill David. - English for Information Technology. Level 2 (транскрипты к аудиозаписям)Документ17 страницHill David. - English for Information Technology. Level 2 (транскрипты к аудиозаписям)Ghada HamilaОценок пока нет
- Chapter 7 - CPU Structure and Function Ver 1Документ43 страницыChapter 7 - CPU Structure and Function Ver 1Nurhidayatul FadhilahОценок пока нет
- DIREÇÃO DEFENSIVA Selected Issues in Passenger Vehicle Tire SafetyДокумент75 страницDIREÇÃO DEFENSIVA Selected Issues in Passenger Vehicle Tire SafetyCPSSTОценок пока нет
- UML Basics: Grady Booch & Ivar JacobsonДокумент101 страницаUML Basics: Grady Booch & Ivar Jacobsongunasekaran.subramani3879100% (1)
- An Unequal Split Dual Three-Phase PMSM With Extended Torque-Speed Characteristics For Automotive ApplicationДокумент13 страницAn Unequal Split Dual Three-Phase PMSM With Extended Torque-Speed Characteristics For Automotive ApplicationShovan DeyОценок пока нет
- As 2118.6-1995 Automatic Fire Sprinkler Systems Combined Sprinkler and HydrantДокумент7 страницAs 2118.6-1995 Automatic Fire Sprinkler Systems Combined Sprinkler and HydrantSAI Global - APACОценок пока нет
- Assignment No.7 PDFДокумент6 страницAssignment No.7 PDFAbdul HameedОценок пока нет
- Mg375 ExamДокумент12 страницMg375 ExamdasheОценок пока нет
- Prismaflex 8.1: For Continuous Extracorporeal Blood Purification TherapiesДокумент2 страницыPrismaflex 8.1: For Continuous Extracorporeal Blood Purification TherapiesIftekhar AhamedОценок пока нет
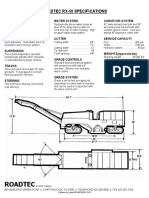
- RX 50 SpecДокумент1 страницаRX 50 SpecFelipe HernándezОценок пока нет