Вам также может понравиться
- The Notion of Milliequivalence MEq A Brief NoteДокумент2 страницыThe Notion of Milliequivalence MEq A Brief NoteAnonymous NxpnI6jCОценок пока нет
- Core Logging GuideДокумент23 страницыCore Logging GuidepaОценок пока нет
- Horizontal Shaft Impact CrusherДокумент13 страницHorizontal Shaft Impact CrusherAnonymous NxpnI6jCОценок пока нет
- Meka Primary Impact CrushersДокумент15 страницMeka Primary Impact CrushersAnonymous NxpnI6jCОценок пока нет
- Compare Sizing Methods PDFДокумент14 страницCompare Sizing Methods PDFAnonymous NxpnI6jCОценок пока нет
- The Creature From Jekyll Island by G. Edward Griffin PDFДокумент315 страницThe Creature From Jekyll Island by G. Edward Griffin PDFPedro Alejandro Velásquez83% (6)
- Study On Treatment Methods of Phenol in Industrial WastewaterДокумент3 страницыStudy On Treatment Methods of Phenol in Industrial WastewaterAnonymous NxpnI6jCОценок пока нет
- Process Simulation Study Using CHEMCAD Software For The Separation Columns For Linear Alkyl Benzene (LAB) PlantДокумент103 страницыProcess Simulation Study Using CHEMCAD Software For The Separation Columns For Linear Alkyl Benzene (LAB) PlantAnonymous NxpnI6jC100% (1)
- Digital Weighing IndicatorДокумент1 страницаDigital Weighing IndicatorAnonymous NxpnI6jCОценок пока нет
- How To Prepare For IELTS PDFДокумент126 страницHow To Prepare For IELTS PDFAnonymous NxpnI6jCОценок пока нет
- Aromatic Compounds ProductionДокумент49 страницAromatic Compounds ProductionAnonymous NxpnI6jCОценок пока нет
- Bulk Material Density Property ChartДокумент40 страницBulk Material Density Property ChartMauricio Sandoval CardozoОценок пока нет
- A Step by Step Approach To The Modeling of Chemical Engineering Processes, Using Excel For Simulation (2018)Документ182 страницыA Step by Step Approach To The Modeling of Chemical Engineering Processes, Using Excel For Simulation (2018)Anonymous NxpnI6jC100% (7)
- How Microsilica Improves Concrete - tcm45-346441Документ4 страницыHow Microsilica Improves Concrete - tcm45-346441Feraydoon NasratzadaОценок пока нет
- Bulk Density ChartДокумент15 страницBulk Density Chartvparthibban37Оценок пока нет
- GA6 Iron Ore Titr Rev4 94Документ3 страницыGA6 Iron Ore Titr Rev4 94pathisharmaОценок пока нет
- Chapter 3 ClinkerДокумент179 страницChapter 3 ClinkerAli Hüthüt100% (1)
- Influence of The SO Content of Cement On The DurabilityДокумент113 страницInfluence of The SO Content of Cement On The DurabilityAnonymous NxpnI6jCОценок пока нет
- ASTM E 11-01 Standard Specification For Wire Cloth and Sieves For Testing PurposesДокумент5 страницASTM E 11-01 Standard Specification For Wire Cloth and Sieves For Testing PurposesPablo Antonio Valcárcel VargasОценок пока нет
- Soap Stone PowderДокумент1 страницаSoap Stone PowderAnonymous NxpnI6jCОценок пока нет
- Mesh /Micron/Inch Conversions: USA UK Canada CanadaДокумент2 страницыMesh /Micron/Inch Conversions: USA UK Canada CanadaAnonymous NxpnI6jCОценок пока нет
- Mast or AkosДокумент22 страницыMast or AkosMohammed Shafi AhmedОценок пока нет
- Fuel - Consumption - Chart - Standard Diesel EngineДокумент1 страницаFuel - Consumption - Chart - Standard Diesel EngineCaptIsqanОценок пока нет
- Sieve Analysis of LimestoneДокумент1 страницаSieve Analysis of LimestoneAnonymous NxpnI6jCОценок пока нет
- ELECTROCHEMICAL THERMODYNAMICS OF CORROSION AND POURBAIX DIAGRAMSДокумент34 страницыELECTROCHEMICAL THERMODYNAMICS OF CORROSION AND POURBAIX DIAGRAMSAnonymous NxpnI6jCОценок пока нет
- 45-Vibrating Screens PDFДокумент12 страниц45-Vibrating Screens PDFAnonymous NxpnI6jC100% (2)
- Electrochemical Kinetics of Corrosion-Unit-4: CHE-545-172 DR Ime B.ObotДокумент21 страницаElectrochemical Kinetics of Corrosion-Unit-4: CHE-545-172 DR Ime B.ObotAnonymous NxpnI6jCОценок пока нет
- The Operating Experience of Nitrophosphate Plant PDFДокумент6 страницThe Operating Experience of Nitrophosphate Plant PDFasad100% (1)
- Forms of Corrosion: CHE-545-172 DR Ime B.ObotДокумент17 страницForms of Corrosion: CHE-545-172 DR Ime B.ObotAnonymous NxpnI6jCОценок пока нет
- Introduction To Corrosion Science and Engineering-Unit-1: CHE-545-172 DR Ime B.ObotДокумент14 страницIntroduction To Corrosion Science and Engineering-Unit-1: CHE-545-172 DR Ime B.ObotAnonymous NxpnI6jCОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- 14 Photosynthesis and Respiration-KEYДокумент6 страниц14 Photosynthesis and Respiration-KEYThaarvena RetinaОценок пока нет
- Cquestrate PresentationДокумент14 страницCquestrate PresentationchrisunittОценок пока нет
- Hyderabad Metro Rail - Reducing The Negative Impact On City Environment - M.arch Thesis Report - J.v.umamAHESWARA RAO - ARCHITECTДокумент188 страницHyderabad Metro Rail - Reducing The Negative Impact On City Environment - M.arch Thesis Report - J.v.umamAHESWARA RAO - ARCHITECTUmamaheswara Rao100% (4)
- All StuffДокумент65 страницAll Stuffahmad0% (1)
- Climate Change Threatens Biodiversity and EcosystemsДокумент8 страницClimate Change Threatens Biodiversity and EcosystemsAlexander MccormickОценок пока нет
- Evs SeminarДокумент17 страницEvs SeminarAthul RameshОценок пока нет
- M7 - Passage Types - SM-2Документ16 страницM7 - Passage Types - SM-2MohadОценок пока нет
- 2016 09 05 Atmos Poll Res in Press Global Warming CO2 Climate Sensitivity FactorДокумент6 страниц2016 09 05 Atmos Poll Res in Press Global Warming CO2 Climate Sensitivity FactorChristian LieОценок пока нет
- Tutor 7Документ16 страницTutor 7LEE LEE LAUОценок пока нет
- Larson, Richard A._ Weber, Eric J - Reaction Mechanisms In Environmental Organic Chemistry (2018, Routledge_ CRC Press) - libgen.liДокумент448 страницLarson, Richard A._ Weber, Eric J - Reaction Mechanisms In Environmental Organic Chemistry (2018, Routledge_ CRC Press) - libgen.liTA TranОценок пока нет
- Alage Biomass - Characetrisics and Application (Katarzyna)Документ146 страницAlage Biomass - Characetrisics and Application (Katarzyna)Eu Be Rahat100% (1)
- Bio Geo ChemicalДокумент16 страницBio Geo ChemicalIvonie MercolisiaОценок пока нет
- Jurnal Carbo CycleДокумент18 страницJurnal Carbo CycleIMRON BIN MUHAMMAD HUSINОценок пока нет
- Climate Bathtub Sim Facilitator GuideДокумент10 страницClimate Bathtub Sim Facilitator GuideEdsantadОценок пока нет
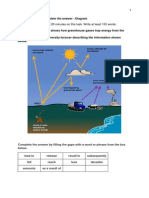
- Diagram. Fill in The BlanksДокумент3 страницыDiagram. Fill in The BlanksCraciun Andreea100% (1)
- Nutrient Cycles Pogil Manuel TzulДокумент7 страницNutrient Cycles Pogil Manuel Tzulapi-323831182Оценок пока нет
- Taking Stock: A Global Assessment of Net Zero TargetsДокумент30 страницTaking Stock: A Global Assessment of Net Zero TargetsComunicarSe-ArchivoОценок пока нет
- Siemens Energy Case Study With Exibits PDFДокумент30 страницSiemens Energy Case Study With Exibits PDFDian Indrani100% (1)
- PHD Thesis FurcasДокумент98 страницPHD Thesis FurcaspriyankaОценок пока нет
- (Ch-Ressoc) CДокумент457 страниц(Ch-Ressoc) CopurataОценок пока нет
- Challenges and Opportunities in Sugarcane Cultivation Under Climate Change ScenarioДокумент18 страницChallenges and Opportunities in Sugarcane Cultivation Under Climate Change ScenarioanbuaruОценок пока нет
- 14 Photosynthesis and Respiration-KEYДокумент6 страниц14 Photosynthesis and Respiration-KEYsenjics100% (1)
- Iges Meth Parameter 110830Документ220 страницIges Meth Parameter 110830olive103Оценок пока нет
- ESIA WaadДокумент463 страницыESIA WaadRRHH100% (3)
- St. Paul University Surigao Student Examines Link Between Climate Change and Environmental IssuesДокумент6 страницSt. Paul University Surigao Student Examines Link Between Climate Change and Environmental IssuesJoenetha Ann Aparici100% (1)
- Water, Ecosystems, & Environment: IB AP Advanced BiologyДокумент89 страницWater, Ecosystems, & Environment: IB AP Advanced BiologyBenОценок пока нет
- 12-11-17 Carbon-Cycle-WorksheetДокумент2 страницы12-11-17 Carbon-Cycle-Worksheetapi-242868690100% (1)
- Kirsten Zickfeld Affidavit PNW LNGДокумент8 страницKirsten Zickfeld Affidavit PNW LNGThe NarwhalОценок пока нет
- Sentence Structures in Writing Task 2Документ12 страницSentence Structures in Writing Task 2Jewel AhmedОценок пока нет
- Golbal WarmingДокумент5 страницGolbal Warmingkrishna10001Оценок пока нет