Вам также может понравиться
- Porters Five Forces AnalysisДокумент83 страницыPorters Five Forces AnalysisNimesh Gunasekera67% (3)
- AccessoriesДокумент6 страницAccessoriesNimesh GunasekeraОценок пока нет
- HR Practical ProblemsДокумент8 страницHR Practical ProblemsNimesh GunasekeraОценок пока нет
- WoodДокумент7 страницWoodNimesh GunasekeraОценок пока нет
- Job Description Accounting and Finance ManagerДокумент5 страницJob Description Accounting and Finance ManagerNimesh GunasekeraОценок пока нет
- How To Write A Archival PaperДокумент4 страницыHow To Write A Archival PaperRanil FernandoОценок пока нет
- Literature Review and Proposed ResearchДокумент34 страницыLiterature Review and Proposed ResearchNimesh GunasekeraОценок пока нет
- Prosthetic Upper LimbДокумент5 страницProsthetic Upper LimbNimesh Gunasekera100% (1)
- Porter Five Forces AnalysisДокумент40 страницPorter Five Forces AnalysisNimesh Gunasekera100% (1)
- Design of An Articulated Thumb For A Low-Cost Prosthetic HandДокумент12 страницDesign of An Articulated Thumb For A Low-Cost Prosthetic HandNimesh GunasekeraОценок пока нет
- Control Strategies For Hand ProsthesesДокумент7 страницControl Strategies For Hand ProsthesesamirtempsОценок пока нет
- Fluidize BedДокумент8 страницFluidize BedNimesh GunasekeraОценок пока нет
- A Closer Look at Componentry Upper Limb ProstheticsДокумент4 страницыA Closer Look at Componentry Upper Limb ProstheticsNimesh GunasekeraОценок пока нет
- DLR Hand II Experiments and Experiences With An Anthropomorphic HandДокумент6 страницDLR Hand II Experiments and Experiences With An Anthropomorphic HandNimesh GunasekeraОценок пока нет
- PneumaticsДокумент5 страницPneumaticsNimesh GunasekeraОценок пока нет
- The Development of A Prosthetic ArmДокумент6 страницThe Development of A Prosthetic ArmNimesh GunasekeraОценок пока нет
- State of Art of The Prosthetic HandДокумент14 страницState of Art of The Prosthetic HandNimesh GunasekeraОценок пока нет
- Centrifugal PumpsДокумент5 страницCentrifugal PumpsNimesh Gunasekera100% (1)
- Sustainable Living A Global and Personal Perspective: Think Globally - Act NeighborlyДокумент15 страницSustainable Living A Global and Personal Perspective: Think Globally - Act NeighborlyNimesh GunasekeraОценок пока нет
- Sustainability & Sustainable Development: Eng - Kapila PierisДокумент30 страницSustainability & Sustainable Development: Eng - Kapila PierisNimesh GunasekeraОценок пока нет
- Introduction To Pneumatic SystemsДокумент6 страницIntroduction To Pneumatic SystemsNimesh GunasekeraОценок пока нет
- Centrifugal PumpsДокумент5 страницCentrifugal PumpsNimesh GunasekeraОценок пока нет
- Pneumatic Systems-Control SysДокумент6 страницPneumatic Systems-Control SysNimesh GunasekeraОценок пока нет
- Versatile Geyser Control SystemДокумент2 страницыVersatile Geyser Control SystemNimesh GunasekeraОценок пока нет
- Moment Generation FunctionДокумент26 страницMoment Generation FunctionNimesh GunasekeraОценок пока нет
- Basic Understanding of PID ControllersДокумент9 страницBasic Understanding of PID ControllersNimesh GunasekeraОценок пока нет
- Fluid Pneumatic CircuitsДокумент7 страницFluid Pneumatic CircuitsNimesh GunasekeraОценок пока нет
- ME189 Chapter 7Документ48 страницME189 Chapter 7Gaurav KulkarniОценок пока нет
- Dipped Products Annual Report AnalysisДокумент106 страницDipped Products Annual Report AnalysisNimesh GunasekeraОценок пока нет
- Wood WorkingДокумент8 страницWood WorkingNimesh GunasekeraОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Документ36 страниц'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Vinoth KannanОценок пока нет
- Bohler Uddeholm Brochure PDFДокумент4 страницыBohler Uddeholm Brochure PDFMilos StoisavljevicОценок пока нет
- Thermowell Flare Tip Issue - Page 1Документ1 страницаThermowell Flare Tip Issue - Page 1Arif HakimОценок пока нет
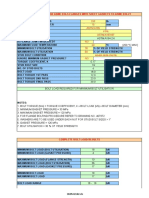
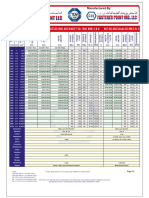
- Bolt Torque ASME B16 5 Flanges Sheet Gaskets 02Документ17 страницBolt Torque ASME B16 5 Flanges Sheet Gaskets 02pirataenriqueОценок пока нет
- W10x22 Beam To W10x22 BeamДокумент2 страницыW10x22 Beam To W10x22 Beamsurbanoj_79Оценок пока нет
- Ats Ml-580 ManualДокумент118 страницAts Ml-580 Manualshawntsung0% (1)
- Welded ConnectionsДокумент26 страницWelded ConnectionsTusharRanjan50% (2)
- Guideline For ScrewДокумент10 страницGuideline For ScrewIsboОценок пока нет
- Surface Roughness Analysis in Milling of Stainless Steel Under Different Cooling Conditions.Документ79 страницSurface Roughness Analysis in Milling of Stainless Steel Under Different Cooling Conditions.Rohit PatyaraОценок пока нет
- 01 Bolt Screw Stud Iso 4014 4017 Gr. Iso 898 1 8.8Документ1 страница01 Bolt Screw Stud Iso 4014 4017 Gr. Iso 898 1 8.8Cyril J PadiyathОценок пока нет
- Buildex Product Brochure 2222Документ60 страницBuildex Product Brochure 2222KennyОценок пока нет
- IME Module 6-1Документ38 страницIME Module 6-1SILAS OMONIYIОценок пока нет
- Flange Used Bolts&nuts Wrench SizeДокумент1 страницаFlange Used Bolts&nuts Wrench SizeFerdie UlangОценок пока нет
- Grinding MachineДокумент38 страницGrinding MachineFaisal MaqsoodОценок пока нет
- Welding Operations & DefectsДокумент15 страницWelding Operations & Defectsklawsis83% (6)
- PG Taps: PG Steel Conduit Taps Per Din 40430 80° Metric Electric Thread FormДокумент1 страницаPG Taps: PG Steel Conduit Taps Per Din 40430 80° Metric Electric Thread FormMani VannanОценок пока нет
- Hardfacing Wires: For Steel Mill RollsДокумент16 страницHardfacing Wires: For Steel Mill RollsRaviTeja BhamidiОценок пока нет
- Choke Positivo Cameron - PartesДокумент1 страницаChoke Positivo Cameron - PartesingcalderonОценок пока нет
- Saudi Aramco Inspection Checklist: Installation of Wellhead Guard Rails. SAIC-L-2088 25-May-05 MechДокумент2 страницыSaudi Aramco Inspection Checklist: Installation of Wellhead Guard Rails. SAIC-L-2088 25-May-05 MechAnonymous S9qBDVkyОценок пока нет
- Gun Drilling CatalogueДокумент24 страницыGun Drilling Cataloguegorlan100% (1)
- Chapter 4 EditedДокумент142 страницыChapter 4 EditedgashawletaОценок пока нет
- Guilloche Part 2 SNAGДокумент23 страницыGuilloche Part 2 SNAGКонстантин ГусевОценок пока нет
- Dog Sub PsДокумент1 страницаDog Sub PsОлег ГерусОценок пока нет
- BT-MR 550Документ2 страницыBT-MR 550David VallsОценок пока нет
- SF 80WДокумент1 страницаSF 80Wcamelod555Оценок пока нет
- Metal Finishing and Properties Full PDFДокумент18 страницMetal Finishing and Properties Full PDFSarah Mae AjonОценок пока нет
- Screw Thread CalculationsДокумент4 страницыScrew Thread CalculationsbagmassОценок пока нет
- Piping Standard AbbreviationДокумент1 страницаPiping Standard AbbreviationhabebeОценок пока нет
- Guidelines For Welding: ZERON 100 Super Duplex Stainless SteelДокумент16 страницGuidelines For Welding: ZERON 100 Super Duplex Stainless SteelHrishikesanОценок пока нет