Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 4 Ataxle PDFДокумент22 страницы4 Ataxle PDFAnonymous XTkln6H100% (1)
- Fce Speaking TipsДокумент28 страницFce Speaking TipsAnonymous fLpGQVv100% (2)
- Application Guide For The Choice of Protective Relay (CEE)Документ46 страницApplication Guide For The Choice of Protective Relay (CEE)ΓΙΩΡΓΟΣ ΒΑΣΙΛΟΓΛΟΥ100% (2)
- TV FaultsДокумент1 026 страницTV Faultsdasho1Оценок пока нет
- Phone Genesys ConfigurationДокумент22 страницыPhone Genesys ConfigurationRodolfo TobiasОценок пока нет
- Subsynchronous Resonance in Power SystemsДокумент272 страницыSubsynchronous Resonance in Power SystemsAlejandro Ramirez BenitesОценок пока нет
- 197389-Daewoo Doosan DX340LCA EPC PDFДокумент577 страниц197389-Daewoo Doosan DX340LCA EPC PDFAlbertus Bertie Geldenhuys100% (2)
- Shawyer EM Drive TheoryДокумент14 страницShawyer EM Drive TheoryPabloSilveira100% (1)
- Composite TechnologyДокумент16 страницComposite TechnologyCristian Yeis HernandezОценок пока нет
- Comparacion IEEE Vs CIGRE Calculo de AmpacidadДокумент4 страницыComparacion IEEE Vs CIGRE Calculo de AmpacidadCristian Yeis HernandezОценок пока нет
- Comparacion IEEE Vs CIGRE Calculo de AmpacidadДокумент4 страницыComparacion IEEE Vs CIGRE Calculo de AmpacidadCristian Yeis HernandezОценок пока нет
- The Thermal Behaviour of Overhead ConductorsДокумент10 страницThe Thermal Behaviour of Overhead ConductorsCristian Yeis HernandezОценок пока нет
- Thinker Thought Sara HendrenДокумент1 страницаThinker Thought Sara HendrenNathaniel RiversОценок пока нет
- Drilling Data Handbook 9th EditionДокумент4 страницыDrilling Data Handbook 9th Editiondedete50% (2)
- Casting Fabrication of Carbon Steel Pitman For Crusher Suppliers and Manufacturers China - Professional Factory - Zhengda HДокумент1 страницаCasting Fabrication of Carbon Steel Pitman For Crusher Suppliers and Manufacturers China - Professional Factory - Zhengda HCarlos Ediver Arias RestrepoОценок пока нет
- Wilmat Counterbalance Truck 11-11-2010Документ2 страницыWilmat Counterbalance Truck 11-11-2010alirizal0% (1)
- 3 Africacert Project PublicДокумент15 страниц3 Africacert Project PublicLaïcana CoulibalyОценок пока нет
- SB658Документ3 страницыSB658ricardo novoa saraviaОценок пока нет
- CVДокумент21 страницаCVAngelica chea NatividadОценок пока нет
- AS9104 2A Form-CДокумент3 страницыAS9104 2A Form-C44abcОценок пока нет
- Hw3 UpdatedДокумент2 страницыHw3 UpdatedGeoffrey Liu0% (1)
- Est-Pergola Octogonal 21-03-2022Документ1 страницаEst-Pergola Octogonal 21-03-2022Victor MuñozОценок пока нет
- Software Project Engineer in Richland Kennewick Pasco WA Resume Robert VeklotzДокумент2 страницыSoftware Project Engineer in Richland Kennewick Pasco WA Resume Robert VeklotzRobertVeklotzОценок пока нет
- Binary Code PowerPoint TemplateДокумент36 страницBinary Code PowerPoint TemplateAbhinand AdhiОценок пока нет
- Qs Iar MB PT Mega Pratama UnggulДокумент7 страницQs Iar MB PT Mega Pratama UnggulNaufal MuljonoОценок пока нет
- RX3i Guide PDFДокумент53 страницыRX3i Guide PDFRenan LouzadaОценок пока нет
- Unit Standards and Competencies Diagram: Performance StandardДокумент11 страницUnit Standards and Competencies Diagram: Performance Standarddanica baguiОценок пока нет
- Epicor ERP Embedded Courses A4 FS ENSДокумент2 страницыEpicor ERP Embedded Courses A4 FS ENSHuong NguyenОценок пока нет
- Lab 11&12Документ9 страницLab 11&12Divyashini MohanОценок пока нет
- Installation Operation Maintenance 7200CB en USДокумент140 страницInstallation Operation Maintenance 7200CB en USEleno RibeiroОценок пока нет
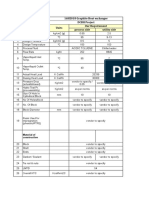
- 16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideДокумент2 страницы16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideBhaumik BhuvaОценок пока нет
- Sheet 3Документ5 страницSheet 3Yasmin RedaОценок пока нет
- Introduction To Boltzmann LearningДокумент2 страницыIntroduction To Boltzmann LearningnvbondОценок пока нет
- Linked List: Singly, Doubly and CircularДокумент53 страницыLinked List: Singly, Doubly and CircularMia SamОценок пока нет
- Erita Astrid - UPBДокумент25 страницErita Astrid - UPBmas_kinooooОценок пока нет