Вам также может понравиться
- D.F.I. Helical Presentation 7Документ68 страницD.F.I. Helical Presentation 7hiyeonОценок пока нет
- Perko-Helical Piles FlierДокумент2 страницыPerko-Helical Piles FlierhiyeonОценок пока нет
- Corrosion of Helix PiersДокумент7 страницCorrosion of Helix PiershiyeonОценок пока нет
- Chemical Engineering - Plant Engineering 2 Ideal Gas - RevisionДокумент4 страницыChemical Engineering - Plant Engineering 2 Ideal Gas - RevisionhiyeonОценок пока нет
- NG. Compressor StationДокумент12 страницNG. Compressor StationBrian MayОценок пока нет
- PT Concrete Storage StructuresДокумент51 страницаPT Concrete Storage StructurescavnqnОценок пока нет
- 8042306Документ99 страниц8042306Darshan KashiОценок пока нет
- Lateral Capacity of Helix PiersДокумент8 страницLateral Capacity of Helix PiershiyeonОценок пока нет
- Chemical Engineering - Plant Engineering 2 Power RequirementДокумент2 страницыChemical Engineering - Plant Engineering 2 Power RequirementhiyeonОценок пока нет
- Compressors IntroductionДокумент12 страницCompressors Introductionhiyeon100% (1)
- EC201 (Rev) Tcm92 22934kompressДокумент12 страницEC201 (Rev) Tcm92 22934kompressJoe GoparОценок пока нет
- Gas Composition Examples TransportДокумент1 страницаGas Composition Examples TransporthiyeonОценок пока нет
- Storage Tanks and SilosДокумент9 страницStorage Tanks and SiloshiyeonОценок пока нет
- The Design of Natural Gas PipelinesДокумент7 страницThe Design of Natural Gas PipelineshiyeonОценок пока нет
- IS 4995 (Part 2) 1974Документ25 страницIS 4995 (Part 2) 1974Nagaraju ChintaОценок пока нет
- Calculations in Natural Gas CourseДокумент6 страницCalculations in Natural Gas CourseHilmi ScpgzОценок пока нет
- 11gas LiftДокумент18 страниц11gas LifthiyeonОценок пока нет
- Gas Composition ExamplesДокумент1 страницаGas Composition ExampleshiyeonОценок пока нет
- Cd5796 Emma OlgaДокумент26 страницCd5796 Emma OlgahiyeonОценок пока нет
- Vol2 Appendix QДокумент314 страницVol2 Appendix QhiyeonОценок пока нет
- 8.1 Physical Properties of The Gas: 8.1.1 Pressure and VolumeДокумент16 страниц8.1 Physical Properties of The Gas: 8.1.1 Pressure and VolumehiyeonОценок пока нет
- Transient two-phase flow insightsДокумент6 страницTransient two-phase flow insightshiyeonОценок пока нет
- Appendix T Route Selection MatrixДокумент9 страницAppendix T Route Selection MatrixhiyeonОценок пока нет
- 9 MultiphaseДокумент26 страниц9 MultiphaseAshrafNamamuTeratasОценок пока нет
- Beregninger Gass Z-FaktorДокумент8 страницBeregninger Gass Z-FaktorhiyeonОценок пока нет
- 03 COR 25 1MDR0470 Route Selection C Butler FINALДокумент17 страниц03 COR 25 1MDR0470 Route Selection C Butler FINALhiyeonОценок пока нет
- Addendum Part 3Документ16 страницAddendum Part 3hiyeonОценок пока нет
- Landfall Valve Installation: Sru Wad Dac Onb AyДокумент1 страницаLandfall Valve Installation: Sru Wad Dac Onb AyhiyeonОценок пока нет
- Calculations in Natural Gas CourseДокумент6 страницCalculations in Natural Gas CourseHilmi ScpgzОценок пока нет
- Conversions UnitsДокумент1 страницаConversions UnitshiyeonОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- International Journal of Computer Science and Innovation - Vol 2015-n1 - Paper1Документ6 страницInternational Journal of Computer Science and Innovation - Vol 2015-n1 - Paper1sophiaОценок пока нет
- Living in The It Era Module 4Документ13 страницLiving in The It Era Module 4Verielyn DormanОценок пока нет
- Barangay Budget Authorization No. 11Документ36 страницBarangay Budget Authorization No. 11Clarissa PalinesОценок пока нет
- Financial Analysis P&GДокумент10 страницFinancial Analysis P&Gsayko88Оценок пока нет
- PDF-6.2 The Pressurized Water ReactorДокумент35 страницPDF-6.2 The Pressurized Water ReactorJohn W HollandОценок пока нет
- Homework 7 Traffic Accident Data AnalysisДокумент5 страницHomework 7 Traffic Accident Data AnalysisRagini P0% (1)
- To Revision of DDPMAS-2002: Centre For Military Airworthiness and Certification (CEMILAC)Документ11 страницTo Revision of DDPMAS-2002: Centre For Military Airworthiness and Certification (CEMILAC)Jatinder Singh100% (1)
- Design InfographicДокумент1 страницаDesign InfographicHarОценок пока нет
- Asiignment 1 in TAX AДокумент3 страницыAsiignment 1 in TAX ARonna Mae DungogОценок пока нет
- Approved Term of Payment For Updating Lower LagunaДокумент50 страницApproved Term of Payment For Updating Lower LagunaSadasfd SdsadsaОценок пока нет
- 00 2 Physical Science - Zchs MainДокумент4 страницы00 2 Physical Science - Zchs MainPRC BoardОценок пока нет
- MK84SUSДокумент2 страницыMK84SUSali mortezaОценок пока нет
- Online Assignment Instant-36 PDFДокумент8 страницOnline Assignment Instant-36 PDFsolutionsОценок пока нет
- TANG - Remedial Law Activity 4Документ23 страницыTANG - Remedial Law Activity 4Nathaniel Niño TangОценок пока нет
- Myth / Fact: Known and Suspected Terrorists / Special Interest Aliens - Homeland SecurityДокумент4 страницыMyth / Fact: Known and Suspected Terrorists / Special Interest Aliens - Homeland SecurityRoger OgdenОценок пока нет
- Krautkramer USN 58R: The Ultrasonic Instrument For The Workshop, Even For Automated InspectionsДокумент1 страницаKrautkramer USN 58R: The Ultrasonic Instrument For The Workshop, Even For Automated InspectionsAli MohsinОценок пока нет
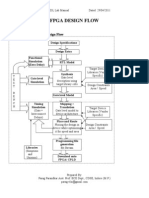
- Mr. Gopikrishna - CH: Career ObjectiveДокумент3 страницыMr. Gopikrishna - CH: Career ObjectiveGopi KrishnaОценок пока нет
- Forces and Motion Chapter ExplainedДокумент11 страницForces and Motion Chapter ExplainedMaridjan WiwahaОценок пока нет
- Parliamentary Procedure in The Conduct of Business MeetingДокумент14 страницParliamentary Procedure in The Conduct of Business MeetingEstephanie SalvadorОценок пока нет
- Banking Fundamentals QuizДокумент5 страницBanking Fundamentals QuizPhương Nghi LêОценок пока нет
- Overview of Sharepoint Foundation and Sharepoint Server: Collaboration and Social ComputingДокумент15 страницOverview of Sharepoint Foundation and Sharepoint Server: Collaboration and Social ComputingHarold Vargas MorenoОценок пока нет
- Oracle Database Performance: Vmware Cloud On AwsДокумент14 страницOracle Database Performance: Vmware Cloud On Awscatelor419Оценок пока нет
- Page 34-45 BLK PicДокумент12 страницPage 34-45 BLK PicMihir MehraОценок пока нет
- Delta Ia-Mds VFDB I TC 20070719Документ2 страницыDelta Ia-Mds VFDB I TC 20070719homa54404Оценок пока нет
- Verilog HDL Lab ManualДокумент68 страницVerilog HDL Lab ManualParag Parandkar80% (25)
- Tybms Sem 5 CCPRДокумент45 страницTybms Sem 5 CCPROswin DsouzaОценок пока нет
- CMC Internship ReportДокумент62 страницыCMC Internship ReportDipendra Singh50% (2)
- الصراع التنظيمي وأثره...Документ25 страницالصراع التنظيمي وأثره...mohmod moohОценок пока нет
- 40W 2.1CH Digital Audio Amplifier with EQДокумент4 страницы40W 2.1CH Digital Audio Amplifier with EQDylan Gonzalez VillalobosОценок пока нет
- Berklee Blues Progression in SongwritingДокумент4 страницыBerklee Blues Progression in SongwritingTC Ahmet Ayhan Altunoğlu100% (1)