Академический Документы
Профессиональный Документы
Культура Документы
Trabalho de Graduação - Marcos - Cesar - Pereira PDF
Загружено:
Marcos Cesar Moraes PereiraОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Trabalho de Graduação - Marcos - Cesar - Pereira PDF
Загружено:
Marcos Cesar Moraes PereiraАвторское право:
Доступные форматы
UNIVERSIDADE ESTADUAL PAULISTA JLIO DE MESQUITA FILHO CMPUS EXPERIMENTAL DE ITAPEVA ENGENHARIA INDUSTRIAL MADEIREIRA
MARCOS CESAR DE MORAES PEREIRA
CONTRIBUIO PARA O ESTUDO DAS CARACTERSTICAS DO CORTE POR JATEAMENTO LQUIDO PARA DIFERENTES ESPCIES DE MADEIRA
ITAPEVA - SP DEZEMBRO - 2008
MARCOS CESAR DE MORAES PEREIRA
CONTRIBUIO PARA O ESTUDO DAS CARACTERSTICAS DO CORTE POR JATEAMENTO LQUIDO DE DIFERENTES ESPCIES DE MADEIRA
Trabalho de Graduao apresentado ao Conselho de Curso de Graduao em Engenharia Industrial Madeireira, do Campus Experimental de Itapeva, Universidade Estadual Paulista, como parte dos requisitos para obteno do diploma de Graduao em Engenharia Industrial Madeireira.
Orientador: Prof. Dr. Manoel Cleber S. Alves
ITAPEVA - SP DEZEMBRO 2008
P436c
Pereira, Marcos Cesar de Moraes Contribuio Para o Estudo das Caractersticas do Corte por Jateamento Lquido de Diferentes Espcies de Madeira/ Marcos Cesar de Moraes Pereira. Itapeva, 2008 67 f.; 30 cm Trabalho de Graduao do Curso Engenharia Industrial Madeireira apresentado ao Campus Experimental de Itapeva UNESP, 2008 Orientador: Prof. Dr. Manoel Cleber de Sampaio Alves Banca examinadora: Prof. Dr. Marcos Tadeu Tibrcio Gonalves; Prof. Msc. Alexandre Jorge Duarte de Souza Inclui bibliografia 1. Madeira. 2. Usinagem. 3. Trabalhos em madeira. I. Ttulo. II. Itapeva - Curso de Engenharia Industrial Madeireira. CDD 674
Ficha catalogrfica elaborada pela Biblioteca da UNESP Campus Experimental de Itapeva.
UNESP
UNIVERSIDADE ESTADUAL PAULISTA Campus Experimental de Itapeva
CONTRIBUIO PARA O ESTUDO DAS CARACTERSTICAS DO CORTE POR JATEAMENTO LQUIDO DE DIFERENTES ESPCIES DE MADEIRA MARCOS CESAR DE MORAES PEREIRA
ESTE TRABALHO DE GRADUAO FOI JULGADO ADEQUADO COMO PARTE DO REQUISITO PARA A OBTENO DO DIPLOMA DE GRADUADO EM ENGENHARIA INDUSTRIAL MADEIREIRA APROVADO EM SUA FORMA FINAL PELO CONSELHO DE CURSO DE GRADUAO EM ENGENHARIA INDUSTRIAL MADEIREIRA
BANCA EXAMINADORA:
Prof. Dr. Manoel Cleber de Sampaio Alves Orientador
Prof. Msc. Alexandre Jorge Duarte de Souza UNESP / CEI
Prof. Dr. Marcos Tadeu Tibrcio Gonalves UNESP / CEI
DEZEMBRO 2008
minha famlia que sempre me apoiou muito.
AGRADECIMENTOS
Em primeiro lugar a Deus, por ter dado a oportunidade de estudar e concluir este curso de graduao. Ao professor Msc. Celso Salamon que gentilmente cedeu o equipamento com o qual foram realizados os ensaios. Aos professores Manoel e Alexandre, e aos tcnicos Tiago e Davi que ajudaram na montagem e manuteno do equipamento de corte e na realizao dos ensaios. Agradeo a perseverana destes, mesmo diante dos problemas enfrentados durante a montagem, consumindo boa parte das horas de descanso. Ao Sr. Fernando Cmara, Gerente de Vendas da KMT Waterjet System para Amrica do Sul, que gentilmente forneceu o orifcio usado nos ensaios. Ao amigo e estudante de Engenharia Industrial Madeireira da Unesp Itapeva, Aires Correa de Oliveira Jr., pela doao das madeiras usadas nos corpos de prova ensaiados. Ao amigo e aluno de graduao em Engenharia Mecnica da Escola de Engenharia de So Carlos EESC USP, Vinicius Felipe Silva, e Valderez Soares, Bibliotecria do Campus da Unesp Itapeva, que ajudaram na obteno da bibliografia usada neste estudo. Aos amigos Adriano, Jairo, Frederico e Guilherme pelo incentivo e ajuda.
RESUMO
O corte usando jato de gua alta presso vm sendo usado com sucesso no corte de diversos tipos de materiais, desde a dcada de 70. Com os avanos tecnolgicos na produo de equipamentos mais potentes e durveis, aliado freqente busca da minimizao da gerao de resduos, a usinagem por jato de gua tem se tornado uma alternativa competitiva para alguns segmentos de mercado. Os ramos industriais que mais aplicam a tcnica so as metalrgicas, as mineradoras e a indstria de vidros. No ramo de corte de madeira, no h um uso freqente, sendo usado somente em casos especiais. Um corte que gere o mnimo de resduo de madeira vem sendo buscado h vrios anos, para diminuir o impacto da atividade florestal e madeireira sobre os recursos ambientais. Neste sentido, o presente trabalho tem por objetivo analisar as caractersticas do corte com jato de gua em madeiras e em painis e as variveis que envolvem o sistema hidrulico gerador de presso. Os testes feitos com corpos de prova de variadas espcies e chapas de madeira revelaram, atravs da anlise das espessuras de corte, que possvel obter um corte extremamente preciso, variando alguns parmetros conforme a espcie a ser cortada. Nos painis a base de fibras, tambm possvel obter o seccionamento, mas com um inchamento das fibras na regio do corte, devido absoro da gua.
PALAVRAS-CHAVE: Corte por jato de gua, madeira, chapa a base de madeira, usinagem da madeira.
LISTA DE FIGURAS Figura 1 Esquema bsico de um equipamento de corte por jato de gua...................15 Fonte: Kulazi (2007)......................................................................................................15 Figura 2 Parte do esquema do equipamento de corte por jato de gua com abrasivos. .......................................................................................................................................17 Figura 3 Bomba dgua. .............................................................................................21 Figura 4 Esquema de um circuito hidrulico para pressurizao de gua. ................22 Figura 5 Exemplo de corte com jato de gua com mesa XY. ....................................25 Fonte: Flow Corp...........................................................................................................25 Figura 6 Exemplo do estreitamento do jato durante o corte.......................................27 Fonte: Flow Corp...........................................................................................................27 Figura 7 Exemplo de problemas no corte de retngulos internos. .............................27 Fonte: Flow Corp...........................................................................................................27 Figura 8 Exemplo de problemas no corte circular. ....................................................28 Fonte: Flow Corp...........................................................................................................28 Figura 9 Corte de Madeira com jato de agua usando abrasivos.................................34 Fonte: Omax WaterJet ...................................................................................................34 Figura 11 Descrio dos componentes de um pisto hidrulico. ...............................37 Fonte: Notas de Aula de Comandos Hidrulicos e Pneumticos. .................................37 Figura 12 Simulao realizada no software FluidSim Festo Co. ...............................38 Fonte: Notas de Aula de Comandos Hidrulicos e Pneumticos. .................................38 Figura 13 Corpos de prova antes dos ensaios.............................................................40 Figura 14 Cilindro amplificador de presso desmontado...........................................42 Figura 15 Indicao no sistema dos locais de entrada e sada de gua. .....................43 Figura 16 Mangueiras hidrulicas, compartimento de gua, parafuso e esfera usada para vedao. .................................................................................................................44 Figura 17 Orifcio de Safira com furo de 0,152mm de dimetro. ..............................44 Figura 18 Orifcio de Safira com furo de 0,254mm de dimetro ...............................45 Figura 19 Dimer e fonte reguladora de voltagem.......................................................46 Figura 20 Corpos de prova presos no sistema de velocidade constante.....................46 Figura 21 Medio da rotao do disco com o uso de um tacmetro digital. ............48
Figura 22 Calibrador de folga.....................................................................................49 Figura 23 Grfico da relao entre corte totais e parciais para o orifcio de 0,152mm .......................................................................................................................................53 Figura 24 Grfico da relao entre corte totais e parciais para o orifcio de 0,254mm .......................................................................................................................................53 Figura 25 Corpos de prova de 1 a 3, cortados com o orifcio de 0,152mm ...............54 Figura 26 Corpos de prova de 4 a 6, cortados com o orifcio de 0,152mm ...............54 Figura 27 Corpos de prova de 7 a 9, cortados com o orifcio de 0,152mm ...............54 Figura 28 Corpos de prova de 10 a 13, cortados com o orifcio de 0,152mm ...........55 Figura 29 Corpos de prova de 15 a 17, cortados com o orifcio de 0,152mm ...........55 Figura 30 Corpos de prova de 18 a 19, cortados com o orifcio de 0,152mm ...........55 Figura 31 Corpos de prova de 1 a 3, cortados com o orifcio de 0,254mm ...............56 Figura 32 Corpos de prova de 4 a 6, cortados com o orifcio de 0,254mm ...............56 Figura 33 Corpos de prova de 7 a 9, cortados com o orifcio de 0,254mm ...............56 Figura 34 Corpos de prova de 10 a 13, cortados com o orifcio de 0,254mm ...........57 Figura 35 Corpos de prova de 14 a 16, cortados com o orifcio de 0,254mm ...........57 Figura 36 Corpos de prova de 16 a 19, cortados com o orifcio de 0,254mm ...........58 Figura 37 Corpo de prova de Pinus aps ensaio de profundidade .............................58 Figura 38 Corpo de prova de Muirapiranga aps ensaio de profundidade ................59 Figura 39 Jato de gua atingindo os corpos de prova durante os ensaios. ................59 Figura 40 Perfil v do jato de gua...........................................................................60
LISTA DE TABELAS
Tabela 1 Caractersticas dos materiais dos orifcios de corte.....................................20 Tabela 2 Qualidade para a gua usada no corte. ........................................................30 Tabela 3 Exemplos de velocidades de cortes com variadas caractersticas. ..............31 Tabela 4 Densidades das madeiras usadas nos ensaios ..............................................41 Tabela 5 Densidades dos painis de madeira usados nos ensaios..............................41 Tabela 6 Espessura, profundidade e posio do corte dos CPs com o orifcio de 0,152mm de dimetro. ...................................................................................................50 Tabela 7 Espessura, profundidade e posio do corte dos CPs com o orifcio de 0,254mm de dimetro. ...................................................................................................52 Tabela 8 Profundidade mxima de corte obtida. ........................................................58
SUMRIO
1. INTRODUO.........................................................................................................12 2. REVISO DE LITERATURA .................................................................................13 2.1 CORTE POR JATO DE GUA..........................................................................13 2.1.1 Caracterizao do Processo ..........................................................................14 2.1.1.1 Corte com gua pura..................................................................................15 2.1.1.2 Corte por jato de gua com abrasivos .......................................................16 2.1.1.3 Abrasivos ...................................................................................................18 2.1.1.4 Orifcios de Corte ......................................................................................19 2.1.2 Gerao de alta presso ................................................................................20 2.1.2.1 Bomba........................................................................................................20 2.1.3 Movimentao durante o corte .....................................................................23 2.1.3.1 Mquinas Estacionrias e Mquinas de Uma Dimenso ..........................23 2.1.3.2 Mesas XY para Cortes em Duas Dimenses.............................................24 2.1.3.3 Maquinas 5 eixos para corte em Trs Dimenses .....................................25 2.1.4 Preciso do Corte..........................................................................................26 2.1.5 gua Utilizada no sistema............................................................................30 2.1.6 Exemplos de aplicaes e as caractersticas do corte...................................31 2.1.7 Variveis que afetam o corte por jato de gua .............................................32 2.2 SISTEMAS HIDRULICOS AMPLIFICADORES DE PRESSO .................35 3. MATERIAIS E MTODOS......................................................................................39 3.1 MTODOS DE AVALIAO...........................................................................39 3.2 MATERIAIS: CORPOS DE PROVA.................................................................39 3.3 PROPRIEDADES MECNICAS DOS MATERIAIS.......................................40 3. 4 BANCO DE ENSAIOS ......................................................................................41 3.4.1 Unidade hidrulica........................................................................................41 3.4.2 Amplificador e cilindro ................................................................................42 3.4.3 Bico de Corte ................................................................................................44 3.4.4 Sistema para velocidade constante ...............................................................45 3.4.5 gua usada no corte .....................................................................................46
3.5 PARMETROS DE CORTE..............................................................................47 3.5.1 Velocidade de avano...................................................................................47 3.5.2 Velocidade de corte ......................................................................................48 3.5.3 Medio das espessuras dos cortes..............................................................49 4. RESULTADOS .........................................................................................................50 5. DISCUSSES ...........................................................................................................61 6. CONCLUSES .........................................................................................................64 7. BIBLIOGRAFIA .......................................................................................................65
12
1. INTRODUO
O corte por jato de gua alta presso ainda no considerado uma forma de usinagem comum, mas muitos ramos da indstria vm aplicando com sucesso este corte nos mais variados materiais. Com o avano tecnolgico, uma das principais dificuldades do sistema tem sido minimizada, que a gerao de alta presso para o corte. Desde sua primeira comercializao na dcada de 70, o sistema evoluiu muito e vem se tornando uma alternativa competitiva no segmento. A busca pelo melhor aproveitamento da matria-prima e conseqente reduo da gerao de resduos, vem tendo importncia cada vez maior, para a reduo dos custos de produo e diminuio dos impactos sobre o meio ambiente. Neste sentido o corte por jato de gua se mostra como uma alternativa extremamente competitiva, j que o durante o corte a gerao de resduo mnima e o acabamento superficial no exige grandes intervenes. Outra caracterstica importante do sistema a preciso do corte gerado, que pode ser comparado ao corte com laser ou plasma. Aliado s maquinas CNC, o sistema pode fazer cortes precisos a partir de um desenho CAD/CAM. O sistema tem sido aplicado para o corte de vidro, metal, pedra e papeis absorventes. Apesar da boa qualidade do corte, o sistema no muito usado para o corte de madeira e seus derivados, apesar da aplicao original ter sido concebida para tal utilizao. Neste sentido, este estudo vem propor a analise das caractersticas geradas pelo corte por jato de gua em madeira e chapas a base de madeira, examinando as particularidades como espessura e profundidade de corte para corpos de prova de diversas espcies diferentes, alm de examinar o processo e as variveis que envolvem o sistema hidrulico usado para a gerao da presso. A obteno de um corte ou usinagem que aumente a produtividade da madeira serrada, com a conseqente diminuio da gerao de resduos, pode representar um avano para o setor madeireiro, que nos ltimos anos tem sofrido com a reduo da oferta de matria-prima e pode gerar uma diminuio do impacto sobre o meio ambiente.
13
2. REVISO DE LITERATURA
2.1 CORTE POR JATO DE GUA
Com a busca da melhor eficincia para os processos de fabricao dos mais diversos tipos de peas, tem-se buscado obter um tipo de corte que seja eficaz, que produza um bom acabamento e gere o mnimo de resduo. Nessa linha, as indstrias, principalmente metalrgicas, vem utilizando sistemas de cortes desenvolvidos nas ltimas dcadas baseados em laser, plasma ou jato de gua a alta presso. Nas aplicaes que envolvem o corte por jato de gua a alta presso, esto sendo usados equipamentos robotizados para o corte de peas planas e tridimensionais, de tamanhos variados. Segundo Hennies (2002) a mquina capaz de cortar qualquer material de engenharia. O primeiro pesquisador a estudar o corte por jato de gua foi o Dr. Norman Franz, na dcada de 50, e conhecido como o pai do sistema de alta presso chamado de UHP Ultra High Pressure. Geralmente o termo UHP usado para presses acima de 2000 Kgf/cm. Franz conseguiu gerar altas presses com o uso de blocos de concreto sobre um reservatrio de gua, fazendo com que est sasse por um pequeno orifcio. Por ser engenheiro florestal, sua inteno era cortar toras muito grossas e transform-las em madeira serrada. Seus maiores problemas foram conseguir manter por vrios minutos a alta presso da gua, e obter orifcios de corte com um tempo de vida elevado. J na dcada de 70 o primeiro equipamento comercial com jato de gua foi lanado para cortar peas de madeira para mveis e madeira laminada, alm de outros materiais no metlicos como papelo ondulado. Nesta poca, as serras circulares que cortavam madeira laminada e compensados no produziam um corte muito bom. No final da dcada de 70, o Dr. Mohamed Hashish adicionou ao corte, abrasivos de granada, que geralmente era usado para fabricao de lixas, criando assim o corte
14
com jato de gua com abrasivos a alta presso. Com o uso de abrasivo, o jato de gua pode cortar qualquer tipo de material, e em 1980, foi usada pela primeira vez para cortar ao, vidro e concreto.
2.1.1 Caracterizao do Processo
O processo baseia-se na obteno de presso atravs do uso de bombas dgua em conjunto com circuitos hidrulicos, que captam a gua de corte num reservatrio e aps pressuriz-la, a mantm em um acumulador onde ocorre a regularizao da sada desta gua. A sada feita atravs de um bico de material duro, geralmente safira ou diamante, onde criado o formato de jato. Este material duro garante que o jato ir manter o foco e o formato, alm de ter um tempo de vida elevado. Assim que o bocal contendo o orifcio direcionado ao material a ser cortado, o jato atinge a pea iniciando o corte, que pode ocorrer de forma diferente para diferentes materiais, j que o corte ocorre quando o jato supera a resistncia do material. Dependendo do material, o corte ocorre por eroso, cisalhamento ou tenso localizada. Quando o jato atravessa o material, muitos equipamentos prevem o uso de um reservatrio de gua pura ou contendo pedras britadas, esferas de ao, ou ainda outros materiais, para amortecer o jato de gua. O processo de corte considerado limpo e seguro, pois no gera gases ou vapores, e muito pouco resido de corte.
15
Figura 1 Esquema bsico de um equipamento de corte por jato de gua. Fonte: Kulazi (2007)
Existem dois tipos de corte por jato de gua, sendo que um deles o jato de gua pura e o outro, jato de gua com abrasivos. O uso de cada sistema varia com o tipo de material que se pretende cortar. A seguir so apresentadas as caractersticas de cada sistema.
2.1.1.1 Corte com gua pura.
O uso da gua pura foi o primeiro mtodo de corte com gua. As primeiras aplicaes comerciais datam do incio dos anos 1970, e envolveu o corte de madeira e papelo ondulado. O sistema de gua pura tem maior uso no corte de fraldas
descartveis, papeis tissues (absorventes) e interiores para automveis. Nos casos de
16
papel tissue e fraldas descartveis a gua do processo cria menos umidade relativa no material do que tocar ou respirar sobre eles. Comparados aos mtodos comuns de corte para o processo de corte de papeis e fraldas o sistema a gua tem melhor aproveitamento devido sua preciso e por proporcionar um processo continuo, sendo que a manuteno pode ser feita de forma preventiva durante poucos dias no ano. Caractersticas do corte com jato de gua pura: Jato de corte muito fino, 0,1 a 0,254 mm de dimetro; Proporciona geometria de corte com detalhes extremos; Corte com pouqussima gerao de resduos; No gera calor; Geralmente cortes muito rpidos; Capaz de realizar cortes suaves em materiais leves, por exemplo, fibra de vidro; Foras de corte baixas; Funcionamento contnuo 24 horas por dia;
2.1.1.2 Corte por jato de gua com abrasivos
O jato de gua com abrasivos tem sido aplicado desde a dcada de 80, e seu uso vem crescendo. As indstrias que mais aplicam essa tcnica so as fundies, montadoras de automveis, pedreiras, indstrias aeroespaciais, indstrias de tecnologia nuclear e fbricas de vidros.
17
Figura 2 Parte do esquema do equipamento de corte por jato de gua com abrasivos. Fonte: Kulazi (2007)
O corte com jato de gua com abrasivo difere da gua pura em apenas alguns aspectos. Na gua pura, o fluxo corri o material, e no corte com abrasivos na gua, a gua corrente acelera partculas abrasivas e elas corroem o material. A gua com abrasivo muitas vezes mais potente do que a gua pura. Tanto a gua com abrasivo como a gua pura, tm suas aplicaes distintas. Enquanto a gua pura corta materiais macios, a gua com abrasivo corta materiais duros, tais como metais, compsitos, pedra e cermicas. Caractersticas do corte com abrasivos: Processo extremamente verstil; Nenhuma zona do material afetada com calor; No gera estresses mecnicos na pea; Jato de corte com 0,508 a 1,27 mm de dimetro; Possibilita geometria de corte com extremos detalhes;
Corta at 10 polegadas de espessura; Corta materiais em pilhas; Baixa gerao de resduos materiais; Orifcio e cabeote de corte de fcil substituio (sistema comercial);
18
Mudana fcil e rpida de gua pura para gua com abrasivo; Pouca ou nenhuma rebarba depois do corte;
2.1.1.3 Abrasivos
O abrasivo acrescentado aps a criao do jato de gua pura. As partculas de abrasivo so aceleradas, e a mistura feita no tubo de sada. O abrasivo usado no corte um tipo de areia especialmente selecionada. So utilizados gros de dimetros diferentes para diferentes materiais a serem cortados: Malha 120 - produz superfcie lisa; Malha 80 - mais comum, de uso geral; Malha 50 - pedaos um pouco mais rpido do que 80, com superfcie ligeiramente grosseira;
A mistura de gua e abrasivo feita no tubo de sada, onde a gua j esta pressurizada. Conforme a aplicao, alm de tamanho dos gros, o tamanho do tubo e o dimetro do orifcio de sada podem variar. Estes equipamentos sofrem desgastes mais acentuados em comparao com os usados para jatos de gua pura. Fazer tubos misturadores mais durveis tem sido um dos objetivos das empresas fabricantes do sistema, j que devido a alta presso, qualquer dano neste componente faz com que sua troca seja necessria, visto que no seguro usar tubos recondicionados. Os materiais usados para a fabricao deste componente so compsitos de tungstnio ou outras ligas ferrosas que fazem com que a vida do tubo varie de apenas 6 horas a 150 horas. A distncia entre o bico de corte e o material a ser cortado deve ser 0,25 a 0,5 mm. Acima disso pode gerar o aparecimento de um p branco formado por abrasivo
19
com material sobre a pea. Alguns sistemas eliminam esse problema cortando o material submerso em gua. Geralmente, os componentes que so consumidos durante o processo so a gua tratada, o abrasivo, o orifcio de sada (geralmente safira) e o tubo misturador, sendo que este para o sistema com abrasivo.
2.1.1.4 Orifcios de Corte
Os orifcios de corte tm papel fundamental no sistema, visto que so eles que geram o jato extremamente fino e preciso. As caractersticas que mais variam neste componente so o material de composio e o dimetro do furo. Os materiais mais comuns para fabricao de bicos de corte so a safira, o rubi e o diamante. Entre os trs, a safira o material mais utilizado porque proporciona um bom fluxo de gua e tem vida mdia de 50 a 100 horas, usando gua pura de boa qualidade. Para uso com abrasivo, a vida cai pela metade. O rubi tambm pode ser utilizado em aplicaes de gua com abrasivos. As caractersticas do fluxo gerado esto bem adaptadas para jatos abrasivos, mas no so muito boas para o corte com gua pura. O diamante tem vida til maior que os outros dois materiais, de 800 a 2000 horas, mas seu custo de 10 a 20 vezes maior. O diamante especialmente til quando necessria operao 24 horas por dia. Outra vantagem do diamante que ele pode ser limpos e recondicionados. A tabela 1 apresenta o comparativo entre os materiais mais comumente usados para esta aplicao.
20
Tabela 1 Caractersticas dos materiais dos orifcios de corte.
Vida [hs] Safira 50 a 100
Aplicao gua pura
Comentrios Cortes gerais. Uso com abrasivo reduz em metade a vida til Bom fluxo, mas no indicado par uso com gua pura tima durabilidade, mas custos
Rubi
50 a 100
gua com abrasivo
Diamante
800 a 2000
gua com abrasivo
de 10 a 20 vezes maiores que os outros.
Fonte: Flow Corp
2.1.2 Gerao de alta presso
A tecnologia de gerao de alta presso atravs de bombas dgua e bombas hidrulicas , teoricamente, simples, visto que so tecnologias que h muitos anos so usadas nos diversos ramos da indstria. Mas na prtica, o equipamento simples de operar, mas o processo de montagem do equipamento em si, incorpora materiais que envolvem uma complexidade e resistncia maior, j que operar com presses de at 4200 kgf/cm pode gerar danos aos componentes.
2.1.2.1 Bomba
Em um sistema de alta presso, a bomba o equipamento mais importante. Ela responsvel por pressurizar a gua que ir alimentar o cabeote de corte. Existem dois
21
sistemas que podem ser usados para esta aplicao: uma bomba dgua simples ou uma bomba dgua em conjunto com uma central hidrulica. Bomba dgua: consiste de uma bomba que opera da mesma maneira que uma bomba de baixa presso comum. Estas bombas esto ganhando aceitao na indstria devido sua simplicidade. A desvantagem desde sistema que, comparado ao sistema que usa fora hidrulica, este apresenta 25% menos presso.
Figura 3 Bomba dgua. Fonte: Flow Corp.
Bomba dgua com central hidrulica: Neste sistema a bomba dgua capta a gua do reservatrio e pressuriza a 60 kg/cm no circuito. O circuito leva esta gua para o circuito hidrulico que repressuriza para at 4200 kg/cm. O circuito hidrulico pode multiplicar a presso atravs de um pisto com embolo,
22
onde o aumento da presso varia de acordo com a rea do pisto. O circuito hidrulico consiste de um motor eltrico que pode variar de 25 a 200 HP, de uma bomba hidrulica, de um reservatrio de leo, de um bloco manifold, pistes e mbolos. Seu funcionamento comea com um motor eltrico que alimenta a bomba hidrulica. A bomba hidrulica extrai leo do reservatrio e pressuriza at 200 Kg/cm. Este leo pressurizado enviado para o coletor onde as vlvulas do coletor orientam a ao do pisto atravs do envio de leo hidrulico para um dos lados do mbolo e posteriormente do outro. A gua injetada em cada um dos lados do embolo, onde este ir comprimi-la e alimentar o circuito de gua, um lado de cada vez, fazendo com que o circuito esteja sempre alimentado, conforme a Figura 4.
Figura 4 Esquema de um circuito hidrulico para pressurizao de gua. Fonte: Flow Corp
A gua pressurizada pela bomba transportada at o cabeote de corte por meio do circuito de alta presso que consiste em um sistema de encanamento. Neste sistema de tubulao devem usados materiais de alta resistncia, tanto para as tubulaes como
23
para as conexes, j que uma perda de presso pode gerar de perdas de rendimento ou ate danos ao equipamento ou aos operadores.
2.1.3 Movimentao durante o corte
Existem vrios mtodos e configuraes da movimentao do cabeote de corte ou da mquina-ferramenta, Alm de fornecer movimento, a mquina-ferramenta deve incluir tambm alguns mecanismos de abrandamento do jato aps o corte e coleta da gua e resduos.
2.1.3.1 Mquinas Estacionrias e Mquinas de Uma Dimenso
Os modelos mais simples so as mquinas fixas. Parecida com uma serra de fita, geralmente utilizada na indstria aeroespacial em cortes de compsitos. O operador guia o sistema de corte e a recepo do jato sobre uma pea mantida fixa, ou o operador guia a pea sobre uma mesa em torno de um jato que mantido fixo. Depois que o material foi cortado, o operador retrai o jato de gua e recolhe os resduos gerados. Normalmente, este modelo usado para o corte com gua pura, mas, apesar de no serem comuns, podem ser equipadas com gua com abrasivos. Outra verso de uma mquina de corte em uma dimenso so os chamados slitters, que so equipamentos que possuem um eixo com vrios bicos de corte que fazem o movimento tipo vai-e-vem. Neste caso produtos como o papel ou papelo, por exemplo, so alimentados na mquina, e o jato de gua corta o produto em larguras especficas. Estes equipamentos tambm podem fazer cortes em cruz , mas
24
somente em um eixo. especficas.
Basicamente, os slitters cortam produtos em larguras
No recomendado usar corte com gua e abrasivo no corte manual em maquinas estacionrias onde o operador alimenta e retira material da maquina, ou mesmo controla de uma distancia curta, quer seja movendo os materiais com a mo, quer seja movimentando o cabeote de corte, porque muito difcil fazer um movimento manual a uma velocidade constante, alm de expor o operador ao abrasivo que respinga durante o corte.
2.1.3.2 Mesas XY para Cortes em Duas Dimenses
As mesas XY so as formas mais comuns para movimentao no corte com gua. Essas mquinas so usadas com jato de gua pura para cortar plsticos, borracha e espumas. E com jato de gua com abrasivo para cortar metais, compsitos, vidro, cermica e pedras. Atravs de um desenho CAD/CAM, a maquina pode cortar plano com geometria muito pequenas ou muito grandes. Os componentes bsicos de uma mesa XY so: Controladores por CNC ou PC (computadores usados para controlar os movimentos das mquinas); Servo motores, geralmente de ciclo fechado para garantir a posio e velocidade constante; Tanque coletor de material;
25
Figura 5 Exemplo de corte com jato de gua com mesa XY. Fonte: Flow Corp
A maior parte dos sistemas de corte utiliza tanques coletores cheios de gua ou outros meios para absorver a energia do jato depois do corte do material. Para cortes feitos no sentido vertical, ou prximo do vertical, so usados tanques com fundo coberto por pedras britadas. O tanque coletor em mquinas planas normalmente recebem os resduos do corte e da mesas que apia a pea durante o trabalho. Estes apoios so consumidos lentamente durante o processo de corte. Os tanques coletores podem ser auto limpantes, onde os resduos so depositados em um recipiente, ou limpo de forma manual onde o reservatrio esvaziado periodicamente e limpo manualmente.
2.1.3.3 Maquinas 5 eixos para corte em Trs Dimenses
Muitas peas de equipamentos como avies tm superfcies que no so planas. Aliado ao avano dos designs das estruturas, a necessidade do corte em trs
dimenses esta sempre aumentando. Maquinas de corte com jato de gua podem ser facilmente adaptados para o corte 3D. O cabeote leve no gera grandes esforos na mquina durante o corte, o que d liberdade de movimentos.
26
Para os tanques coletores em sistemas de 5 eixos, normalmente necessrio utilizar um recipiente mvel, que se movimenta junto com o cabeote de corte. Esse recipiente parcialmente cheio com esferas de ao inoxidvel ou de cermica, que absorvem e dissipam a fora do jato. Essas esferas devem ser substitudas periodicamente, pois so destrudas pelo processo.
2.1.4 Preciso do Corte
A preciso do acabamento do corte a combinao do processo de jato de gua, do desempenho do sistema de movimentao (mesa XY, o mais comum), da estabilidade do apoio da pea (planicidade, fixao), da estabilidade da temperatura ambiente. Em cada fator deste existe um erro associado ao processo. Abaixo so descritos parte dos erros que ocorrem mesmo que a mquina esteja em perfeitas condies. O feixe de gua tem caractersticas que causam conseqncias na preciso. Ao cortar materiais de at uma polegada de espessura, uma mquina convencional de corte gua normalmente corta peas com preciso de +/- 0,076mm a 0,381mm. Mquina equipadas com sistemas de preciso a laser podem cortar com preciso +/- 0,025mm. Para os materiais com mais de uma polegada de espessura as mquinas iro produzir cortes com preciso a partir de +/- 0,12mm a 2,5mm. Uma mesa XY de alto desempenho projetada para ter cerca de 0,005 mm lineares de preciso posicional. A seguir esto descritos as principais causas de imprecises nos cortes. Baixa potncia: Quando a gua, ou outros tipos de cortadores como o laser ou plasma, tem um desvio do jato para o lado oposto devido perda de fora. Este
27
problema causa aumento da espessura do corte e problemas para cortes em esquinas. Para minimizar este problema deve-se aumentar a fora de corte ou diminuir a velocidade de corte. Estreitamento do corte: Um formato de "V" criado quando acontece um estreitamento devido a altas velocidades de corte. Os estreitamentos podem ser minimizados ou eliminados diminuindo a velocidade de corte ou com aumento de potencia do corte.
Figura 6 Exemplo do estreitamento do jato durante o corte. Fonte: Flow Corp
Problemas nos cantos internos: ocorrem quando se necessita cortar um retngulo interno em uma chapa e nas arestas internas ocorrem escavaes devido ao encontro de cortes. A imagem abaixo mostra de forma exagerada o que seria as escavaes causadas nas arestas internas.
Figura 7 Exemplo de problemas no corte de retngulos internos. Fonte: Flow Corp
Espalhar o jato para fora do crculo: Quando a alta velocidade de corte em torno de um arco ou crculo gera um cone. A Imagem exagerada para ilustrar o erro.
28
Figura 8 Exemplo de problemas no corte circular. Fonte: Flow Corp
Instabilidade do Material: Alguns materiais como plsticos, podem ser muito sensveis a variaes de temperatura. Devido a expanso trmica, estes materiais podem expandir ligeiramente quando aquecidos ou retrair quando resfriado. Durante o corte a gua no quente, mas o material pode ficar ligeiramente mais quente com o contato do abrasivo. Alm disso, necessrio ter um cuidado especial com bolhas de gases na composio do material, pois o jato ir abrir estas bolhas. O jato de gua no induzir deformaes no material, mas este ir ter um alivio de tenses devido liberao de gases presentes em sua composio. Para trabalhar com um material que tem cisalhamento muito fcil deve-se iniciar o percurso de corte de fora para dentro (furar um buraco e comear a cortar). Problemas na bomba: o sistema de bombeamento de gua ou de leo para a pressurizao o corao do equipamento. Se o equipamento apresentar problemas como falta de presso ou mesmo falhas, deve-se verificar o correto funcionamento das bombas. As vlvulas de reteno devem estar sempre em bom estado de funcionamento e conservao. Perda de presso: A presso e a velocidade de corte podem cair se estiver ocorrendo um vazamento de gua no sistema. Deve-se garantir que o filtro instalado na linha, geralmente localizadas perto do cabeote de corte, esteja livre de resduo excessivo e quaisquer alteraes feitas nas canalizaes como mudanas de rota devem ter a garantia de que no criou perdas de presso. Qualquer perda de presso entre a bomba e o cabeote de corte deve ser minimizada.
29
Compensador de erro de corte: o valor inserido no sistema computacional de controle que corrige pequenos erros de escala. Antes de executar qualquer trabalho de alta preciso ou acabamento, que tenha tolerncias +/- 0,1mm, deve-se realizar um corte preliminar para testar e garantir que o compensador de erro de corte esteja definido adequadamente. Se o operador no tiver tempo de estabelecer o melhor valor compensador um desenho pode ser cortado de forma errada. Erro de programao: Podem ocorrer erros de preciso devida programao computacional, onde a dimenso da pea cortada no bate perfeitamente com as dimenses traadas no desenho CAD. Alguns programas grficos de um
controle nas mesas XY no exibem dimenses. Portanto, esses erros podem passar despercebidos. Malha do Abrasivo: as malhas mais comuns de abrasivo so 120, 80 e 50 mesh (semelhante a lixa usada para trabalhar madeira). As malhas diferentes no tm um impacto significativo na preciso. Elas tm um impacto maior na superfcie global de corte e no acabamento. Abrasivos finos (malha maior nmero) produzem cortes mais lentos e superfcies mais acabadas. Movimentao durante o corte: A preciso no posicionamento e o movimento dinmico so caractersticas de uma mquina que podem afetar a preciso de corte. Existem muitos aspectos sobre o desempenho deste sistema, tais como: Resistncia na unidade mecnica s mudanas de direo, quando o motor muda de horrio para sentido anti-horrio; Repetibilidade quando a mquina faz a mesma trajetria repetida vezes; Ajuste Automtico. Um ajuste mal feito criar folgas, medidas fora de esquadro, repetibilidade de erros, e pode causar vibraes na mquina, quando em movimento. Preciso no Posicionamento muito importante, assim como a retido, a superfcie plana e o paralelismo dos trilhos lineares que conduzem o cabeote
30
sobre a mquina. Um corte de uma pequena pea pode no demonstrar tais erros, mas em uma pea de dimenses maiores pode ficar evidente os erros de posicionamento.
2.1.5 gua Utilizada no sistema
Normalmente a gua utilizada nas indstrias para alimentar os sistemas de cortes, gua comum com tratamento. Cerca de 90% de toda gua usada para o corte necessitam somente de desmineralizao antes de ser enviada para os filtros e depois para a bomba dgua. Processos de Osmose Reversa (RO) e Deionizadores fazem com que a gua se torne pura. Esta gua sem ons no ir atrair os ons em torno dos materiais, tais como os metais da bomba e das linhas de canalizao de presso. A deionizao e a osmose reversa podem estender a vida til dos bicos de corte (evitar entupimento), da bomba hidrulica e das canalizaes, reduzindo os custos com materiais e manuteno. A Tabela 2 traz alguns valores de qualidade da gua recomendados pelos fabricantes do sistema.
Tabela 2 Qualidade para a gua usada no corte.
Caractersticas (mg/L) Alcalinidade Clcio - Ca Ferro - Fe Magnsio - Mg Mangans - Mn pH Slica - SiO Teor de Slidos Totais Carbonato de Clcio CaCO3
Mnimo 50 25 0,2 0,5 0,1 6,5 8,5 15 200 25
Fonte: KMT WaterJet
Regular 25 5 0,1 0,1 0,1 6,5 8,5 10 100 15
timo 10 0,5 0,01 0,1 0,1 6,5 8,5 1 5 1
31
2.1.6 Exemplos de aplicaes e as caractersticas do corte
A seguir so apresentados exemplos de diversos materiais com variados parmetros de corte.
Tabela 3 Exemplos de velocidades de cortes com variadas caractersticas.
Velocidade de Corte
Presso [kg/m] Orifcio [mm] gua [L/min] Abrasivo [kg/min] Potencia [Cv] 0,25 / 0,76 1,89 0,4 25 4200 0,35 / 1,01 3.64 0,63 50 0,45 / 1,27 6,05 1,13 80 0,25 / 0,76 1,58 0,27 11 2800 0,35 / 1,01 2,68 0,45 25
Alumnio 1 / 4 " Alumnio 1 / 2 " Alumnio 1 " Granito 1 / 4 " Granito1 / 2 " Granito 1 " Grafite 1 / 4 " Epoxi 1 / 2 " Epoxi 1 " Inconel 1 / 4 " Inconel 1 / 2 " Inconel 1 " Mrmore 1 / 4 " Mrmore 1 / 2 " Mrmore 1 " Vidro 1 / 4 " Vidro 1 / 2 " Vidro 1 "
53,6 25,4 11,3 94,6 44,8 19,9 145,6 69,0 30,6 18,1 8,6 3,8 111,5 52,8 23,5 102,9 48,7 21,7
76,1 36,0 16,0 134,1 63,5 28,2 206,5 97,8 43,5 25,7 12,1 5,4 158,0 74,9 33,3 145,9 69,1 30,7
100,7 47,7 21,2 177,7 84,1 37,4 273,5 129,6 57,6 34,0 16,1 7,1 209,3 99,2 44,1 193,3 91,6 40,7
27,1 12,8 5,7 47,7 22,6 10,0 73,4 34,8 15,5 9,1 4,3 1,9 56,2 26,6 11,8 51,9 24,6 10,9
39,6 18,8 8,3 69,9 33,1 14,7 107,6 51,0 22,6 13,4 6,3 2,8 82,3 39,0 17,3 76,0 36,0 16,0
32
Ao leve 1 / 4 " Ao leve 1 / 2 " Ao leve 1 " Ao Inox 1 / 4 " Ao Inox 1 / 2 " Ao Inox 1 " Titnio 1 / 4 " Titnio 1 / 2 " Titnio 1 "
21,3 10,1 4,5 19,8 9,4 4,2 25,8 12,2 5,4
30,2 14,3 6,3 28,1 13,3 5,9 36,6 17,3 7,7
40,0 18,9 8,4 37,3 17,6 7,8 48,5 23,0 10,2
10,7 5,1 2,3 10,0 4,7 2,1 13,0 6,2 2,7
15,7 7,4 3,3 14,7 6,9 3,1 19,1 9,0 4,0
Fonte: Flow Corp
2.1.7 Variveis que afetam o corte por jato de gua
Vrios fatores e grandezas podem influenciar o corte por jato de gua com e sem abrasivos. Alguns deles so: Presso: A presso determina o nvel de energia das molculas de gua. Quanto maior a presso, mais fcil fica vencer a fora de coeso das molculas do material que se pretende cortar. Fluxo: O fluxo de gua determina o ndice de remoo do material. H dois modos de aumentar o fluxo de gua: aumentando a presso da gua ou aumentando o dimetro do orifcio do bico de corte. Dimetro do jato: O dimetro do bico de corte para sistemas de corte por gua pura varia de 0,1 mm a 0,25 mm. Jatos de dimetros menores tambm podem ser produzidos, para aplicaes especficas. Para o corte de papel, o dimetro do jato de 0,07 mm. Quando se trata do corte por jato de gua e abrasivo, os menores dimetros situam-se em torno de 0,5 mm. Abrasivo: A velocidade de corte do sistema aumentada quando se aumenta o tamanho da granulao do abrasivo. Em compensao, abrasivos com menores
33
tamanhos de gros produzem uma superfcie de corte de melhor qualidade. Porm, partculas muito finas de abrasivo so praticamente ineficientes. O abrasivo mais utilizado a granada. Ocasionalmente so utilizados outros abrasivos, como a slica, o xido de alumnio, o metal duro granulado e o nitrato de silcio. Para usinar metais cermicos muito duros podem ser usados abrasivos base de carbeto de boro. Quanto mais duro for o abrasivo, mais rapidamente se desgasta o bico de corte. Fluxos elevados de abrasivos tambm aceleram o desgaste do bico de corte. O fluxo alto de abrasivos acarreta um custo operacional elevado, pois o custo do abrasivo representa uma parcela importante no custo total dos sistemas de corte por jato de gua. Distncia e velocidade de corte: medida que sai do bico, o jato de gua se abre. O jato de gua com abrasivo apresenta maior abertura, por ser menos uniforme. Isso explica porque a distncia entre o bico e o material sempre muito pequena, abaixo de 0,8 mm. A abertura do jato pode ser reduzida, com a diminuio da velocidade de sada do fluido, com conseqente diminuio da velocidade de corte.
Ao lado de muitas vantagens, o sistema tambm apresenta algumas limitaes, que tornam seu uso seletivo. Um dos principais atrativos desse corte que ele no produz problemas de efeito trmico, isto , decorrentes da gerao de calor, como ocorre em muitos outros processos de corte. Alm disso, uma tecnologia limpa, que no polui o meio ambiente e aplicvel a uma vasta gama de materiais, permitindo fazer o corte em qualquer direo e nas mais variadas formas. a tecnologia ideal para cortar certos materiais duros, como placas blindadas ou alguns materiais cermicos, que normalmente levam a grande desgaste de ferramentas nos sistemas de corte tradicionais. Pode ser aplicado sem problemas a materiais do tipo sanduches de mltiplas camadas, como laminados de madeira, sem produzir delaminao.
34
Figura 9 Corte de Madeira com jato de agua usando abrasivos Fonte: Omax WaterJet
Quanto s limitaes, a principal delas a velocidade do processo. Nesse aspecto, o corte por jato de gua no tem bons resultados perto dos sistemas de corte com chama, encarecendo o processo. O abrasivo escolhido deve ser mais duro que o material que ir cortar. Chapas de metal de pequena espessura tendem a sofrer esforos de dobramento, apresentando rebarbas na face de sada. Materiais cermicos tm sua resistncia diminuda aps o corte com jato de gua e abrasivo. Vidros temperados, projetados para quebrar a baixas presses, tambm no podem ser cortados por esse sistema. Entretanto, a expectativa das empresas produtoras de sistemas de corte por jato de gua a de apresentar solues s exigncias do crescente mercado consumidor.
35
2.2 SISTEMAS HIDRULICOS AMPLIFICADORES DE PRESSO
Os sistemas hidrulicos basicamente transmitem foras de um ponto a outro usando um fluido quase incompressvel, quase sempre um tipo de leo. Geralmente, aliado a transmisso de foras, tambm usa-se o sistema para multiplicar a fora inicial do processo. Esse princpio a base de funcionamento das mais diversas maquinas hidrulicas, desde grandes tratores a pequenas prensas. Os componentes de um circuito hidrulico bsico consistem, geralmente, da central hidrulica, das vlvulas direcionais e do pisto. A central hidrulica composta por um reservatrio de leo, de uma bomba para impulsionar o leo, de um motor para o funcionamento da bomba e de mostradores para medio da presso e nvel de leo. As vlvulas direcionais permitem desviar o trajeto do leo, fazendo com que o cilindro atue em direes diferentes, ou ainda, controlando quais cilindros devem ser atuados. O controle das vlvulas pode ser feito diretamente atravs de manivelas ou eletronicamente. Os pistes so os atuadores de fato. So eles que transformam fora em movimento, atravs da movimentao de um embolo dentro de um cilindro. O funcionamento do sistema comea com o motor gerando energia para a bomba, e esta por sua vez, impulsiona o leo atravs do sistema de mangueiras hidrulicas. O fluxo de leo alta presso enviado para uma vlvula. A vlvula permite desviar o trajeto do fluxo de leo para um ou outro tubo. Assim, possvel mover o cilindro ou pisto hidrulico em dois sentidos. O cilindro contm o leo que faz o pisto se movimentar para dentro e para fora. A potncia de um sistema hidrulico determinada pela potncia do motor que est acoplado bomba. A ampliao da presso ocorre devido a diferenas de reas do cilindro para o embolo. A definio de presso pode ser feita usando a equao 1.
P=
F [ MPa ] A
eq.1
36
Onde:
P a presso resultante; F a fora gerada na bomba; A a rea onde o fluido esta atuando.
Seguindo a expresso, quanto menor a rea A, mantendo-se a fora F constante, maior ser a presso resultante.
Nas imagens abaixo possvel ver um exemplo de funcionamento do sistema hidrulico.
Figura 10 Ilustrao e Fluxo Esquemtico do funcionamento de um sistema hidrulico. Fonte: Notas de Aula de Comandos Hidrulicos e Pneumticos.
37
Figura 11 Descrio dos componentes de um pisto hidrulico. Fonte: Notas de Aula de Comandos Hidrulicos e Pneumticos.
Em relao s principais vantagens e desvantagens do sistema hidrulico, podese citar:
Vantagens: Mantm uma fora alta e constante em diferentes velocidades e por muito tempo; O leo ajuda a lubrificar o sistema, e no sofre variao em seu volume. Possui capacidade de trabalho em grande faixa de temperatura; Sem riscos de exploses; Suporta grandes cargas.
Desvantagens: Energia de difcil armazenamento; Trabalha em sistemas fechados; Necessita de materiais pesados; Necessidade de filtragem do leo e manuteno desse fluido;
38
Tubulao e conexes caras; Sujeito a vazamentos no sistema.
Atravs de softwares prprios, possvel simular o funcionamento dos circuitos hidrulicos, fazer projetos, quantitativos de peas e prever com antecedncia os custos finais. A imagem abaixo mostra o exemplo de aplicao do software FluidSim da Festo Co.
Figura 12 Simulao realizada no software FluidSim Festo Co. Fonte: Notas de Aula de Comandos Hidrulicos e Pneumticos.
39
3. MATERIAIS E MTODOS
3.1 MTODOS DE AVALIAO
A metodologia consiste em obter cortes totais ou parciais de diferentes espcies de madeiras e chapas a base de madeira usando um sistema amplificador de presso onde ser usados dois tipos de orifcios de corte. O estudo envolve a mensurao dos parmetros do equipamento como a velocidade de corte, tempo de corte e a vazo para cada modelo de orifcio. A anlise da qualidade do corte envolve a determinao da espessura, da posio e da profundidade de corte.
3.2 MATERIAIS: CORPOS DE PROVA
Foram usados corpos de prova de dez espcies diferentes de madeira, dois tipos de painis a base de fibras de madeira e um painel a base de partculas. Os corpos de prova foram confeccionados no Laboratrio de Usinagem e Beneficiamento de Madeiras no Campus da Unesp Itapeva, com o uso de uma serra de fita estreita Invicta. Dentre as dimenses das peas, a medida mais relevante para este estudo a espessura, definida em 3 mm. A largura e comprimento dos corpos de provas tm variaes entre si. As espcies avaliadas so: Pinus spp; Maaranduba (Manikara elata); Cavina (Machaerium scleroxylon); Muirapiranga (Brosimum paraense Hub. Maraceae); Ip (Tabebuia serratifolia); Canela spp; Canela preta (Ocotea catharinensis);
40
Peroba do campo (Paratecoma peroba); Imbuia (Ocotea porosa); Eucalipto spp. As chapas de fibras usadas so amostras de MDF Medium Density Fiberboard (Painel de Fibra de Media Densidade) e HDF High Density Fiberboard (Painel de Fibra de Alta Densidade). A chapa de partculas consiste de uma amostra de MDP Meduim Density Particleboad (Painel de Partculas de Media Densidade).
Figura 13 Corpos de prova antes dos ensaios.
3.3 PROPRIEDADES MECNICAS DOS MATERIAIS
A Tabela 3 traz as densidades das madeiras usadas nos ensaios de corte.
41
Tabela 4 Densidades das madeiras usadas nos ensaios
Espcie Pinus spp. Maaranduba Cavina Muirapiranga Ip Canela spp. Canela Preta Peroba do Campo Imbuia Eucalipto spp.
Densidade aparente (12% de umidade) [Kg/m] 560 1143 880 730 1060 920 990 730 650 640
IPT (1989).
Fonte: NBR 7190/97; Manual de Madeiras IPT (2003); Fichas de Caractersticas das Madeiras Brasileiras
A Tabela 4 a seguir traz os parmetros de densidade para os painis a base de madeira usados nos ensaios.
Tabela 5 Densidades dos painis de madeira usados nos ensaios
Chapa MDF HDF MDP
Densidade aparente (12%) [Kg/m] 580 800 650
Fonte: Satipel.
3. 4 BANCO DE ENSAIOS
3.4.1 Unidade hidrulica
42
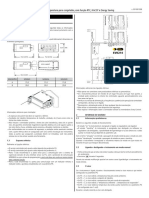
A unidade hidrulica usada para alimentao e controle do sistema amplificador de presso usado nos ensaios, foi a unidade que comanda a Serraria Experimental do Laboratrio de Beneficiamento e Usinagem de Madeira da Unesp Itapeva da marca Rexroth. Esta central foi regulada para 160 kgf/cm de presso.
3.4.2 Amplificador e cilindro
O sistema amplificador de presso consiste em um cilindro hidrulico de 80 mm de dimetro, que comprime atravs do embolo a gua contida num cilindro posterior de 25 mm de dimetro interno. Este compartimento de gua possui 330 mm de comprimento, onde possvel colocar 150 ml de gua. O pisto fechado por meio de seis barras roscadas de presas por duas flanges de 1 de espessura. A presso hidrulica ampliada em dez vezes devido a reduo da rea entre o cilindro hidrulico e o compartimento de gua. Portanto, a central hidrulica fornece 160 kgf/cm, gerando uma presso na sada de gua de 1600 kgf/cm. O cilindro foi conectado na central hidrulica que comanda a serraria experimental do laboratrio de Usinagem e Beneficiamento de Madeiras.
Figura 14 Cilindro amplificador de presso desmontado
43
As conexes do cilindro com a central hidrulica foi feita usando duas mangueiras hidrulicas de , mostradas na Figura 16. O compartimento onde a gua armazenada abastecido atravs de uma abertura na parte superior, a qual fechada por meio de um parafuso e uma esfera de ao, que atua como vedante, evitando o vazamento de gua. O orifcio de safira apoiado sobre uma pequena base de ao cilndrica, e esta encaixada numa porca que parafusada no local de sada da gua (Figura 15), de modo que o orifcio no tenha nenhum tipo de folga. A regio de sada da gua tambm possui um rebaixo em forma de cone das mesmas dimenses do orifcio, para que este assente de maneira mais precisa.
Figura 15 Indicao no sistema dos locais de entrada e sada de gua.
44
Figura 16 Mangueiras hidrulicas, compartimento de gua, parafuso e esfera usada para vedao.
3.4.3 Bico de Corte
Foram utilizados dois bicos de corte com orifcio de 0,154 mm e 0,254mm de dimetro, sendo que o primeiro trata-se de um bico usado e o segundo, de um bico novo.
Figura 17 Orifcio de Safira com furo de 0,152mm de dimetro.
45
Figura 18 Orifcio de Safira com furo de 0,254mm de dimetro
3.4.4 Sistema para velocidade constante
Para que as amostras de madeiras e chapas pudessem ser cortadas de forma constante, foi montado um sistema eletromecnico onde os corpos de prova eram submetidos aos cortes. O sistema consiste de um motor de 12 Volts de tenso e 24 watts de potncia, no qual faz girar um disco de material rgido, onde os corpos de provas so afixados. O motor ligado atravs de uma fonte transformadora de 110/220VAC para 12 V DC, com potencia de 800 Watts, que tambm alimenta um Regulador de Voltagem 220 Volts de 2 ampres. Atravs do regulador de voltagem possvel controlar a rotao que o motor emprega no disco, e conseqentemente, manter a velocidade constante. As fotos abaixo ilustram o sistema.
46
Figura 19 Dimer e fonte reguladora de voltagem.
Figura 20 Corpos de prova presos no sistema de velocidade constante.
3.4.5 gua usada no corte
Os ensaios foram realizados usando gua destilada e deionizada produzida no Laboratrio de Qumica Experimental da Unesp Campus Itapeva. Foram utilizados
47
5,5 L de gua nos ensaios, visto que o volume do compartimento de gua na maquina de 150 mL. Para determinao exata do volume utilizado em cada ensaio foi utilizada uma proveta de 500 mL.
3.5 PARMETROS DE CORTE
3.5.1 Velocidade de avano
A velocidade de avano ser obtida com o uso da equao 2.
Dn
60
Va =
Eq.2
Onde: D = dimetro de corte. n = rotao que o motor fornece para o disco.
A rotao do disco foi calibrada com o uso de um Tacmetro Digital Dynapar, conforme a figura abaixo.
48
Figura 21 Medio da rotao do disco com o uso de um tacmetro digital.
3.5.2 Velocidade de corte
A velocidade de corte ser obtida atravs das equaes 3 e 4.
Q=
V t
Eq. 3
Onde: Q = Vazo de gua; V = Volume de gua; t = tempo de sada da gua.
49
Vel corte =
Q A
Eq. 4
Onde: A = rea de sada do jato (orifcio de safira).
O tempo de sada de sada da gua foi obtido com o uso de um cronometro digital.
3.5.3 Medio das espessuras dos cortes
Para a obteno das espessuras dos cortes realizados, foi utilizado um calibrador de folga padro. Conforme a figura 22. Para medio das profundidades foi utilizado um paqumetro Mitutoyo de 200 mm digital.
Figura 22 Calibrador de folga
50
4. RESULTADOS
A seguir so apresentadas as tabelas contendo os valores das espessuras, profundidades e posicionamento do corte para cada modelo de orifcio. A tabela 5 apresenta os valores relativos ao orifcio de 0,152mm.
Tabela 6 Espessura, profundidade e posio do corte dos CPs com o orifcio de 0,152mm de dimetro.
Amostra 1 2 3 4 5 6 7 8 9 10 11 13 15 16 17 18 19
Espcie MDF Pinus spp Maaranduba Cavina Cavina Muirapiranga Ip Canela spp Canela Preta Maaranduba Canela Preta Peroba Campo Maaranduba Eucalipto Eucalipto HDF MDP
Posio L/T T L/T T T T L T T T T T T L/T T
Espessura [mm] 0,3 0,25 0,3 0,25 0,1 0,1 0,2 CT 0,3 0,15 CT CT 0,15 0,25 0,2 0,3 0,25
Profundidade [mm] 1,16 2,1 1,28 1,73 1,03 0,85 1,18 CT 1,68 1,06 CT CT 1,57 1,37 1,54 1,45 1,09
T Direo Tangencial: corte perpendicular a fibra (90-90); L Direo Longitudinal: corte paralelo s fibras (90-0); CT Corte Total do Corpo de Prova.
51
Os dados obtidos para o clculos dos parmetros de corte foram os seguintes: Rotao usada nos ensaios: 5 RPM Durao do jato com o orifcio de 0,152mm: 12s53 Durao do jato com orifcio de 0,254mm: 7s15 Volume de gua por ensaio: 150mL.
Os parmetros de corte usando o modelo de menor dimetro de sada foram: Velocidade de avano:
Va = 0,016 m s
Vazo:
Q1 = 0,75 L min
Velocidade de corte:
Vel corte1 = 688,86 m s
52
A tabela 6 apresenta os valores relativos ao orifcio de 0,254mm.
Tabela 7 Espessura, profundidade e posio do corte dos CPs com o orifcio de 0,254mm de dimetro.
Amostra 1 2 3 4 5 6 7 8 9 10 11 13 14 15 16 17 18 19
Especie MDF Pinus spp Maaranduba Cavina Cavina Muirapiranga Ip Canela spp Canela Preta Maaranduba Canela Preta Peroba Campo Imbuia Maaranduba Eucalipto Eucalipto HDF MDP
Posio L/T T L/T T T T L T T T T T T T L/T T
Espessura [mm] CT CT CT CT CT 0,2 0,3 CT 0,35 CT CT CT 0,35 CT 0,3 0,3 CT CT
Profundidade [mm] CT CT CT CT CT 1,11 1,75 CT CT CT CT 1,19 CT 1,86 1,76 CT CT
T Direo Tangencial: corte perpendicular a fibra (90-90); L Direo Longitudinal as fibras: corte paralelo s fibras (90-0); CT Corte Total do Corpo de Prova.
Os parmetros de corte usando este modelo de orifcio foram: Velocidade de avano:
Va = 0,016 m s
Vazo:
Q2 = 1,25 L min
53
Velocidade do corte:
Vel corte2 = 411,15 m s
Comparativo entre quantidades de cortes totais e parciais usando o orificio de 0,152mm
22%
Corte Total Corte Parcial
78%
Figura 23 Grfico da relao entre corte totais e parciais para o orifcio de 0,152mm
Comparativo entre quantidades de cortes totais e parciais usando orifcio de 0,254mm
37% Corte Total Corte Parcial 63%
Figura 24 Grfico da relao entre corte totais e parciais para o orifcio de 0,254mm
54
A seguir so apresentadas as imagens dos corpos de prova aps o corte.
Figura 25 Corpos de prova de 1 a 3, cortados com o orifcio de 0,152mm
Figura 26 Corpos de prova de 4 a 6, cortados com o orifcio de 0,152mm
Figura 27 Corpos de prova de 7 a 9, cortados com o orifcio de 0,152mm
55
Figura 28 Corpos de prova de 10 a 13, cortados com o orifcio de 0,152mm
Figura 29 Corpos de prova de 15 a 17, cortados com o orifcio de 0,152mm
Figura 30 Corpos de prova de 18 a 19, cortados com o orifcio de 0,152mm
56
Figura 31 Corpos de prova de 1 a 3, cortados com o orifcio de 0,254mm
Figura 32 Corpos de prova de 4 a 6, cortados com o orifcio de 0,254mm
Figura 33 Corpos de prova de 7 a 9, cortados com o orifcio de 0,254mm
57
Figura 34 Corpos de prova de 10 a 13, cortados com o orifcio de 0,254mm
Figura 35 Corpos de prova de 14 a 16, cortados com o orifcio de 0,254mm
58
Figura 36 Corpos de prova de 16 a 19, cortados com o orifcio de 0,254mm
As profundidades mximas de corte foram alcanadas com o orifcio de 0,254mm de dimetro e so apresentadas na tabela 7.
Tabela 8 Profundidade mxima de corte obtida.
Espcie do Corpo de Prova Pinus spp Muirapiranga
Profundidade [mm] 4,92 5,12
Espessura [mm] 0,3 0,2
A imagem abaixo traz os dois corpos de prova usados no comparativo.
Figura 37 Corpo de prova de Pinus aps ensaio de profundidade
59
Figura 38 Corpo de prova de Muirapiranga aps ensaio de profundidade
Figura 39 Jato de gua atingindo os corpos de prova durante os ensaios.
60
Figura 40 Perfil v do jato de gua
61
5. DISCUSSES
Os resultados obtidos tornam evidente que o processo capaz de cortar ou usinar madeiras de diferentes espcies ou chapas derivadas de madeira, embora no foi possvel correlacionar os dados obtidos com as caractersticas de cada espcie. Esta dificuldade causada, principalmente, pela anisotropia da madeira, que impede concluses baseadas em um baixo nmero de amostragens. Para tanto, necessita-se de um nmero maior de corpos de prova, com identificao da posio original no lenho da rvore, visto que pode haver variao das propriedades fsicas e mecnicas da madeira dentro de uma mesma rvore. Outro impedimento refere-se ao fato do corte ocorrer num sentido circular devido ao sistema de velocidade constante montado para os ensaios, de modo que no possvel obter sempre direes de cortes constantes, sendo que, neste caso, elas variam entre as direes paralelas e tangenciais as fibras. Na direo paralela s fibras, o corte ocorre com mais facilidade devido ao cisalhamento das fibras e a presena dos raios da madeira na mesma direo do corte. No comparativo entre os orifcios com dimetros diferentes, possvel perceber que o orifcio com dimetro de furo maior (0,254mm) apresentou melhores resultados no corte de madeira e derivados. Este conseguiu o corte total de 63% dos corpos de prova, ante 22% do orifcio de 0,152mm. As profundidades de corte obtidas tambm foram maiores para o primeiro. As menores espessuras de corte foram obtidas pelo orifcio de 0,152mm, mostrando que esta varivel diretamente relacionada ao dimetro do furo de sada da gua, e que possvel que exista um ponto timo, onde o dimetro de sada seja o mais prximo do ideal. No comparativo entre profundidades mximas obtidas, foram testadas duas amostras diferentes, sendo que uma confera provinda de reflorestamento (Pinus) e a outra, uma madeira folhosa nativa (Muirapiranga). O melhor resultado foi obtido pela folhosa, que possui uma madeira mais dura devido s suas maiores propriedades de rigidez, o que faz com que o jato de corte no se dissipe facilmente. possvel perceber este fenmeno tambm pela diferena de espessura do corte, j que a pea de muirapiranga obteve uma espessura de corte menor. A madeira de Pinus tem resistncias menores e considerada uma madeira leve e macia, o que faz com que a
62
presso do jato seja absorvida e amortecida nas fibras, fazendo com que a gua escape pelas laterais do corte, gerando uma espessura de corte maior. Os resultados obtidos para as amostras de chapas de madeira analisadas mostram que o corte parcial feito com o orifcio de 0,152mm gerou estufamento da chapa no local do corte, principalmente para as chapas de fibras MDF e HDF. No caso do MDF, a chapa amorteceu a potncia do jato gerando um corte de baixa profundidade e alta espessura, alm da absoro de gua no local do corte. O HDF, por ter propriedades de rigidez maiores, obteve um corte mais preciso no inicio, mas aps a metade da chapa as fibras amorteceram o impacto gerando uma bolha de gua no interior da chapa, e conseqente estufamento no local do corte. A chapa de MDP obteve um bom corte, com pequena delaminao entre as camadas de partculas, mas com baixo inchamento no local do corte. J com o orifcio de 0,254mm todas as chapas obtiveram corte total, mas com estufamento das fibras no local do corte, o que afetou a qualidade e a preciso do corte, que so duas das vantagens do sistema. Atravs das analises das imagens dos corpos de prova cortados possvel perceber a tendncia de formao de um v durante o corte (como pode ser visto na figura 38), devido ao perfil do jato gerado. No cortes parciais, o v projetado de fora para dentro, com a dimenso mxima na superfcie em que primeiro teve contato com o jato, e vai diminuindo ao entrar na pea at parar na maior profundidade gerada. Nos cortes totais, o perfil v gerado devido ao perfil do jato que sai do bico, primeiramente tendo o dimetro do orifcio e a seguir, se expande formando um cone, o que faz com que a espessura de corte seja diferente nas duas superfcies, sendo que levemente maior na superfcie de sada do corte em comparao superfcie de entrada do jato. Para este ultimo, a tendncia de formao do perfil v seria a mesma do primeiro, mas como o jato aps transpassar a pea, geralmente, encontra alguma barreira (estrutura da maquina ou apoio dos corpos de prova), o jato tende a escavar a pea em busca de uma sada, o que acaba gerando um perfil de corte maior e mais espesso na superfcie de sada do jato. Uma possibilidade que pode ser empregada usar uma base em forma de grade, criando sadas para o jato aps o corte.
63
Com os ensaios realizados, tambm foi possvel observar que o jato de gua pura afeta as caractersticas fsicas das amostras na regio de corte no que se refere umidade, causando um pequeno inchamento das fibras da regio do corte. Com os resultados em corpos de prova de pequena escala, usando uma presso abaixo da presso fornecida pelas fabricantes dos sistemas, possvel observar que no h restries para o corte de madeiras com espessuras mais elevadas, sendo que neste caso seriam necessrias as presses usadas nos sistemas industriais disponveis atualmente no mercado. Em relao aos custos, com a reduo das espessuras de corte possvel obter uma converso de madeira bruta em madeira serrada muito acima da aplicada hoje com o uso de serras convencionais, o que poderia ser um incentivo e uma forma de financiamento para empresrios do setor, j que o equipamento gera uma lucratividade maior.
64
6. CONCLUSES
O sistema de corte com gua pura usado nos ensaios capaz de gerar cortes extremamente precisos com espessuras muito reduzidas, comparado ao sistema tradicional. A gerao de resduos mnima, ou mesmo nula, j que o sistema cria um cisalhamento entre as fibras, diferente do sistema mecnico onde o contato da ferramenta arranca pequenos pedaos do material. Essa reduo ou no gerao de resduos um dos pontos do sistema que podem ser explorados pela indstria para minimizao de custos. Outras aplicaes podem ser desenvolvidas a partir dos ensaios realizados como o uso do jato de gua para a limpeza de toras ou madeira serrada estocadas em ptios que apresentem fungos superficiais ou o uso do jato a alta presso para a retirada da casca da madeira, principalmente para espcies de eucalipto que possuem cascas finas e fceis de serem removidas quando recm cortadas. Para a aplicao do corte em indstrias de madeira serrada, o sistema pode ser empregado no setor de refilamento, destopo ou resserra, dependendo das dimenses das peas e da presso usada no sistema hidrulico.
65
7. BIBLIOGRAFIA
Livros MAINIERI, C. Manual de identificao das principais madeiras comerciais brasileiras. So Paulo. Instituto de Pesquisas Tecnolgicas IPT, 1974.
MAINIERI, C; CHIMELO, J. P. Fichas de caractersticas das madeiras brasileiras. 2. ed. So Paulo. Instituto de Pesquisas Tecnolgicas IPT, 1971.
SUMMERS, D. A. Waterjetting Technology. Taylor & Francis, 1995. p 1-16; 105174.
GONALVES, M. T. T. Processamento da madeira. Bauru-SP: Document Center Xerox USC, 2000.
Dissertaes Kulazi, A.J., Comportamento Fadiga do Ao DP600 Processado por Jacto de gua, Dissertao (Mestrado em Engenharia Mecnica), Universidade Tcnica de Lisboa do Instituto Superior Tcnico, 2007. p 11 a 14.
Revistas Hennies, W. T., Nova tecnologia para cortar materiais com jato dgua, Revista Politcnica On-Line, So Paulo, no. 229, 06 maio 2002. Disponvel em: http://www.poli.usp.br/RevistaPolitecnica/ver_conteudo.asp?id=130. Acesso em: 5 out. 2008.
66
Sites
www.kmtwaterjet.com.br acesso em 15 ago. 2008. www.flowlatino.com acesso em 15 ago. 2008. www.flowcorp.com acesso em 16 ago. 2008. www.bibvirt.futuro.usp.br/textos/telecurso_2000 acesso em 22 ago. 2008. www.omax.com acesso em 19 set. 2008.
Вам также может понравиться
- Anotações 1Документ1 страницаAnotações 1Marcos Cesar Moraes PereiraОценок пока нет
- 1996DO OrlandoFerreiraGomes PDFДокумент331 страница1996DO OrlandoFerreiraGomes PDFMarcos Cesar Moraes PereiraОценок пока нет
- 6 Manual Uso Madeira CertificadaДокумент100 страниц6 Manual Uso Madeira CertificadaBastosF100% (1)
- MadeiraДокумент3 страницыMadeiraMarcos Cesar Moraes PereiraОценок пока нет
- Poster - ECEM-SC 2013 Marcos CesarДокумент1 страницаPoster - ECEM-SC 2013 Marcos CesarMarcos Cesar Moraes PereiraОценок пока нет
- Pesquisas sobre CLT - Cross Laminated TimberДокумент36 страницPesquisas sobre CLT - Cross Laminated TimberMarcos Cesar Moraes PereiraОценок пока нет
- EESC - Estruturas de MadeiraДокумент107 страницEESC - Estruturas de MadeiramcminamiОценок пока нет
- Microscopia EletrônicaДокумент60 страницMicroscopia Eletrônicafmpviana4621Оценок пока нет
- Usina de Tratamento PDFДокумент7 страницUsina de Tratamento PDFMarcos Cesar Moraes PereiraОценок пока нет
- Trabalho de Conclusão de Curso - MarcosCesar PDFДокумент50 страницTrabalho de Conclusão de Curso - MarcosCesar PDFMarcos Cesar Moraes PereiraОценок пока нет
- Projeto de edifício de concreto armado no SAP2000Документ80 страницProjeto de edifício de concreto armado no SAP2000Marcos Cesar Moraes PereiraОценок пока нет
- Tutorial A Prova de Idiotas Pra Fazer Seu GH3Документ3 страницыTutorial A Prova de Idiotas Pra Fazer Seu GH3Gray FullbusterОценок пока нет
- ABAA - Depreciação Do Ativo Fixo - Depreciação ExtraordiáriaДокумент4 страницыABAA - Depreciação Do Ativo Fixo - Depreciação ExtraordiáriaLaura NunesОценок пока нет
- Manual de Configuração REMUX IS720LAДокумент15 страницManual de Configuração REMUX IS720LAEngenhariaОценок пока нет
- Implementação de um compilador PascalДокумент123 страницыImplementação de um compilador PascalLaurindo PanzoОценок пока нет
- Evolução Da Tecnologia - História, Resumo, Linha Do TempoДокумент3 страницыEvolução Da Tecnologia - História, Resumo, Linha Do TempoRodrigo Ramón Falconi GómezОценок пока нет
- Trabalho de PesquisaДокумент4 страницыTrabalho de PesquisaElvis FgОценок пока нет
- Peças Sulcador Beija-FlorДокумент7 страницPeças Sulcador Beija-FlorVadinho BenezОценок пока нет
- Uma visão do DMBOKДокумент46 страницUma visão do DMBOKEveraldo ChavesОценок пока нет
- Prática Profissional I - Atividade 04Документ2 страницыPrática Profissional I - Atividade 04João Álvaro100% (1)
- Transações BasisДокумент24 страницыTransações Basis20jgas09Оценок пока нет
- Acesso AVA UNIPACДокумент26 страницAcesso AVA UNIPACTALITA ELOAH GUERRA COUVEAОценок пока нет
- DDL DML banco dados definir manipularДокумент21 страницаDDL DML banco dados definir manipularValtinhoОценок пока нет
- Seccionalizador trifásico SF6 isola falhasДокумент8 страницSeccionalizador trifásico SF6 isola falhasWilson Albert Ramos GuerrerosОценок пока нет
- Resident Evil 1 Jill Valentine Parte 1Документ15 страницResident Evil 1 Jill Valentine Parte 1DavidОценок пока нет
- PDFДокумент16 страницPDFFlavioRozaBatalhaОценок пока нет
- Web CamДокумент9 страницWeb CamMarcos Moura RamosОценок пока нет
- Cronograma Da OBMEP - Documentos GoogleДокумент56 страницCronograma Da OBMEP - Documentos GoogleMarilia MottaОценок пока нет
- Carta ABES val. 15.06.24Документ5 страницCarta ABES val. 15.06.24Júnio JorgeОценок пока нет
- PA-431 - Aspectos Ambientais-V2Документ4 страницыPA-431 - Aspectos Ambientais-V2fabioОценок пока нет
- Evk 214 N2Документ7 страницEvk 214 N2Mauricioss2313 Soares100% (2)
- Aula 8Документ12 страницAula 8Nelson Hosten AliОценок пока нет
- Curso Livre - AutoCAD 2018 - Professional - Senac São PauloДокумент3 страницыCurso Livre - AutoCAD 2018 - Professional - Senac São PauloDenner Melo FreitasОценок пока нет
- NBR Iso 12207 PDFДокумент35 страницNBR Iso 12207 PDFMauro Mendes100% (2)
- Gabarito Oficial de InformáticaДокумент16 страницGabarito Oficial de InformáticaNatália GabrielaОценок пока нет
- Controlador de Válvula Digital FIELDVUE DVC6200 Da Fisher: ÍndiceДокумент108 страницControlador de Válvula Digital FIELDVUE DVC6200 Da Fisher: ÍndiceRicardo RodriguesОценок пока нет
- AtalhosДокумент13 страницAtalhosJuliana CardosoОценок пока нет
- QuickStart Miotec-V5Документ13 страницQuickStart Miotec-V5Lucas KleinОценок пока нет
- Switch 3comДокумент13 страницSwitch 3comThais RamosОценок пока нет
- Banco de Dados I - Transações e Controle de ConcorrênciaДокумент39 страницBanco de Dados I - Transações e Controle de Concorrênciamfomoura1Оценок пока нет
- Propagação via satélite em Banda KuДокумент20 страницPropagação via satélite em Banda KuIsrael FrankeОценок пока нет