Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Bab 1 (1) Plant TechnologyДокумент137 страницBab 1 (1) Plant Technologyshafra_zulОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Jadual Waktu JKM PDFДокумент27 страницJadual Waktu JKM PDFzibyzОценок пока нет
- Resume: Nur Haliza BT Ahmad SuhaimiДокумент2 страницыResume: Nur Haliza BT Ahmad SuhaimizibyzОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Stabilize VoltageДокумент5 страницStabilize VoltagezibyzОценок пока нет
- Plano ElectricoДокумент1 страницаPlano Electricorigoberto otinianoОценок пока нет
- CHW 50C6Документ1 страницаCHW 50C6scribdsonbaОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Introduction To GMAWДокумент63 страницыIntroduction To GMAWRumman Ul AhsanОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
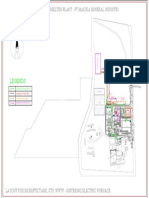
- Legends: Nickel Smelter Plant - PT Macika Mineral IndustriДокумент1 страницаLegends: Nickel Smelter Plant - PT Macika Mineral IndustriAditya RahmanОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Wire Edm, Edg, EddgДокумент23 страницыWire Edm, Edg, EddgKrishna GopalОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Metal Mechanic Industry in MexicoДокумент1 страницаMetal Mechanic Industry in MexicoalelramirezОценок пока нет
- Factors Influencing The Grinding EfficiencyДокумент27 страницFactors Influencing The Grinding Efficiencynoelbaba71100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Powder Metallurgy ProjectДокумент54 страницыPowder Metallurgy ProjectDhruv Raj33% (3)
- Pozzolana Role PDFДокумент36 страницPozzolana Role PDFOsman QaasimОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- List Barang WCPДокумент84 страницыList Barang WCPMaz ZildaneОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Betek MiningДокумент31 страницаBetek MiningEdgar IbañezОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Question Paper Code:: Reg. No.Документ2 страницыQuestion Paper Code:: Reg. No.kanishkrivith.sОценок пока нет
- Isi Handbook For Structural Engineers PDFДокумент124 страницыIsi Handbook For Structural Engineers PDFRoyer JuarezОценок пока нет
- Asian Apcolite Shine PaintДокумент4 страницыAsian Apcolite Shine PaintSantoshОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Vdocuments - MX Machine Tools OkumaДокумент21 страницаVdocuments - MX Machine Tools OkumamikadoturkОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Coating Applicator List (RMCO)Документ10 страницCoating Applicator List (RMCO)Sankar KrishnanОценок пока нет
- Aramco InterviewДокумент5 страницAramco InterviewAnoop Kurian100% (2)
- New Price List Per 1 Sept 2018Документ2 страницыNew Price List Per 1 Sept 2018RizkiMohamadRezaОценок пока нет
- Bombas Hidraulicas y Cajas de Timon (Hd-Pdf-Print-Final)Документ39 страницBombas Hidraulicas y Cajas de Timon (Hd-Pdf-Print-Final)Elmer PerezОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Flexitallic SpiralДокумент52 страницыFlexitallic Spiralgochi bestОценок пока нет
- 5 Methods To Determine Preheat TemperatureДокумент4 страницы5 Methods To Determine Preheat TemperatureMohamed AtefОценок пока нет
- Inquiry Form - BlankДокумент2 страницыInquiry Form - BlankAditya NehraОценок пока нет
- Mechanical Operation Units in Food Industry (Noodles)Документ24 страницыMechanical Operation Units in Food Industry (Noodles)Chanakun Kaewkhamsaen100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Process of Jewelry Manufacturing - CastingДокумент3 страницыProcess of Jewelry Manufacturing - CastingS Sonia100% (1)
- Role of Adsorption in Catalysis PDFДокумент4 страницыRole of Adsorption in Catalysis PDFpitchaimani dharmapandiОценок пока нет
- Chain Appron Conveyor R1a01-BushingДокумент1 страницаChain Appron Conveyor R1a01-Bushinger_winwibowoОценок пока нет
- Tos 2nd Quarter SmawДокумент6 страницTos 2nd Quarter SmawArnelson Derecho100% (10)
- Fundamental Fitting Shop OperationsДокумент9 страницFundamental Fitting Shop Operationssuleman205100% (4)
- ME411-Workholding Device - 10.4.21Документ71 страницаME411-Workholding Device - 10.4.21Albert VillarosaОценок пока нет
- M-501 Rev 5 Surface Prep & CoatingДокумент24 страницыM-501 Rev 5 Surface Prep & Coatingmareepierre003Оценок пока нет