Вам также может понравиться
- Roller Chains Design GuidelinesДокумент6 страницRoller Chains Design GuidelinesDrew TwitchОценок пока нет
- Chain Drives: Back To Contents PagesДокумент104 страницыChain Drives: Back To Contents PagesArul KumarОценок пока нет
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesДокумент22 страницыFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramОценок пока нет
- Sprocket SelectionДокумент4 страницыSprocket SelectionallovidОценок пока нет
- Heavy Duty Conveyor Pulley Catalog PDFДокумент84 страницыHeavy Duty Conveyor Pulley Catalog PDFJoel MooreОценок пока нет
- Conveyor Industry Conveyors PDF: Uploads 2012/06Документ6 страницConveyor Industry Conveyors PDF: Uploads 2012/06diego cadenaОценок пока нет
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsОт EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsОценок пока нет
- General Material: CommentsДокумент10 страницGeneral Material: CommentsRafael FerreiraОценок пока нет
- Is 14416 1996Документ20 страницIs 14416 1996kaustavОценок пока нет
- Modular Rack and Pinion System CatalogДокумент39 страницModular Rack and Pinion System Catalogmeendismurat100% (1)
- Selecting A Conveyor DriveДокумент7 страницSelecting A Conveyor Drivegopi_ggg20016099Оценок пока нет
- Designing of Chain Drive MechanismДокумент1 страницаDesigning of Chain Drive MechanismrasgeetsinghОценок пока нет
- Conveyor Chain Design GuideДокумент64 страницыConveyor Chain Design GuideAtacomaОценок пока нет
- Chain Drive CalculationsДокумент42 страницыChain Drive CalculationsAchin67% (3)
- Feeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignДокумент1 страницаFeeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignWaris La Joi Wakatobi0% (1)
- IS Code For StackerДокумент20 страницIS Code For StackerManish VermaОценок пока нет
- I Feeder Application Design CalculationsДокумент2 страницыI Feeder Application Design Calculationsarsaniose100% (1)
- Conveyor Pulley Failure Analysis PDFДокумент3 страницыConveyor Pulley Failure Analysis PDFriysallОценок пока нет
- Chain Pull CalculationsДокумент39 страницChain Pull Calculationsmech_abhi100% (2)
- Bearing Centre and Face Width in Conveyor PulleyДокумент8 страницBearing Centre and Face Width in Conveyor PulleyPrashant MishraОценок пока нет
- Conveyor Belt Engineering TablesДокумент5 страницConveyor Belt Engineering Tablestaohung1120Оценок пока нет
- Helix Dynamic Sample Conveyor CV202 5500tph ST4500 3x1000kW 500kgm2 Flywheels ISOДокумент39 страницHelix Dynamic Sample Conveyor CV202 5500tph ST4500 3x1000kW 500kgm2 Flywheels ISOthiemxmcpОценок пока нет
- Feeder-Breaker BrochureДокумент4 страницыFeeder-Breaker BrochurekrisezhilОценок пока нет
- Screw ConveyorДокумент4 страницыScrew ConveyorRaji SuriОценок пока нет
- Tsubaki ChainДокумент8 страницTsubaki Chainbmihaiela100% (1)
- Conveyor Chains TsubakiДокумент184 страницыConveyor Chains Tsubakitepu msosaОценок пока нет
- Belt Conveyor Pulley Design - Why The FailuresДокумент16 страницBelt Conveyor Pulley Design - Why The FailuresenrimauryОценок пока нет
- Sole PlatesДокумент12 страницSole Platesjonodo89Оценок пока нет
- Feeder Breaker 1200mtph Project01!08!08Документ3 страницыFeeder Breaker 1200mtph Project01!08!08Herman AbdullahОценок пока нет
- FeederBreaker Sizer09Документ8 страницFeederBreaker Sizer09Luc Tellier100% (1)
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- Design Consideration of Adjustable Height and Radial Belt Conveyor SystemДокумент6 страницDesign Consideration of Adjustable Height and Radial Belt Conveyor SystemseventhsensegroupОценок пока нет
- Sprocket DesignДокумент4 страницыSprocket DesignchethanОценок пока нет
- SME 2017 Design and Analysis of Conveyor Pulleys - A HustrulidДокумент34 страницыSME 2017 Design and Analysis of Conveyor Pulleys - A Hustrulidtadela_553439598Оценок пока нет
- Gear Coupling SelectionДокумент3 страницыGear Coupling SelectionPriyam NandwanaОценок пока нет
- Belt Conveyor Take Up DesignДокумент4 страницыBelt Conveyor Take Up DesignKroya HunОценок пока нет
- Is 8531 1986Документ6 страницIs 8531 1986Srini KumarОценок пока нет
- Design and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerДокумент6 страницDesign and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerMohd HafizzОценок пока нет
- Filter & Size ReductionДокумент20 страницFilter & Size ReductionMuhammad Putra RamadhanОценок пока нет
- Design and Selection of Chain ConveyorДокумент30 страницDesign and Selection of Chain ConveyorGanesh.Mahendra100% (1)
- DesignДокумент4 страницыDesignJigneshkumar PatelОценок пока нет
- Rack and PinionДокумент16 страницRack and PinionjeronimoisraelОценок пока нет
- Conveyor DesignsДокумент34 страницыConveyor Designsajaykrishnaa100% (2)
- Rack and Pinion Gear DesignДокумент32 страницыRack and Pinion Gear DesignmattgrubbsОценок пока нет
- Conveyor StringersДокумент9 страницConveyor StringersAnup DoluiОценок пока нет
- WWW Mechanicalengineeringblog Com 2Документ6 страницWWW Mechanicalengineeringblog Com 2Mashudi FikriОценок пока нет
- Idler Selection PDFДокумент13 страницIdler Selection PDFkhuong_unoОценок пока нет
- Feeder BreakerДокумент10 страницFeeder BreakerAmit BhaduriОценок пока нет
- BELT CONVEYOR - Discharge TrajectoryДокумент3 страницыBELT CONVEYOR - Discharge TrajectorySergio Diaz DuarteОценок пока нет
- Jenikes' TheoryДокумент209 страницJenikes' TheoryMohammad Bataineh100% (1)
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39От EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Рейтинг: 5 из 5 звезд5/5 (1)
- 679 02 Fenner Chain DrivesДокумент32 страницы679 02 Fenner Chain Drivesparag76760% (1)
- Belt Selection Procedure-FENNERДокумент12 страницBelt Selection Procedure-FENNERkmambiОценок пока нет
- Capacity Curing Management of Continuous Centrifugal MachinesДокумент42 страницыCapacity Curing Management of Continuous Centrifugal MachinesArun GuptaОценок пока нет
- Chains 2Документ15 страницChains 2trinchaxОценок пока нет
- Transfer Pump BrochureДокумент12 страницTransfer Pump BrochureRafert RamОценок пока нет
- Disc Harrow BerjaДокумент30 страницDisc Harrow BerjaRod Jhon EboОценок пока нет
- Tyre Coupling CatalogДокумент9 страницTyre Coupling CatalogKariem R NoweerОценок пока нет
- CHAIN CalculationДокумент18 страницCHAIN CalculationDmitrijs MuhinsОценок пока нет
- Designing of Chain Drive Mechanism 1: (Technical Calculations)Документ1 страницаDesigning of Chain Drive Mechanism 1: (Technical Calculations)Jerico LlovidoОценок пока нет
- Page 32 Parallel KeysДокумент1 страницаPage 32 Parallel KeysKiran Kumar K TОценок пока нет
- Mitsubishi CatalogДокумент76 страницMitsubishi CatalogKiran Kumar K TОценок пока нет
- Pneumatic Mast Manual R13 PDFДокумент65 страницPneumatic Mast Manual R13 PDFKiran Kumar K TОценок пока нет
- Apple Rubber O-RingsДокумент6 страницApple Rubber O-RingsKiran Kumar K TОценок пока нет
- Armines Drilling LabДокумент5 страницArmines Drilling LabKiran Kumar K TОценок пока нет
- Flexible ShaftДокумент1 страницаFlexible ShaftKiran Kumar K TОценок пока нет
- Ss UnfoldДокумент2 страницыSs UnfoldKiran Kumar K TОценок пока нет
- Formulas and Calculations For Drilling Operations by Robello Samuel - Discount FlyerДокумент1 страницаFormulas and Calculations For Drilling Operations by Robello Samuel - Discount Flyerarzafar0% (1)
- Motor Selection, Inertia PDFДокумент6 страницMotor Selection, Inertia PDFIswar Rauf Aboo 'AqilahОценок пока нет
- Motor and Inertia LoadДокумент4 страницыMotor and Inertia LoadKiran Kumar K TОценок пока нет
- Flanges PDFДокумент76 страницFlanges PDFamang101100% (10)
- Cooper Tools DrillingДокумент150 страницCooper Tools DrillingKiran Kumar K TОценок пока нет
- KettenHandbuch E Iwis ChainДокумент86 страницKettenHandbuch E Iwis ChainKiran Kumar K TОценок пока нет
- Wheel Attaching Parts - Studs: Clipped Collar Shoulder StudsДокумент21 страницаWheel Attaching Parts - Studs: Clipped Collar Shoulder StudsKiran Kumar K TОценок пока нет
- Iglidur PRT ToothedДокумент4 страницыIglidur PRT ToothedKiran Kumar K TОценок пока нет
- DC MotorEnglishДокумент10 страницDC MotorEnglishVikaas JainОценок пока нет
- Renold Conveyor ChainДокумент64 страницыRenold Conveyor ChainKiran Kumar K T100% (1)
- Martin Horsepower CalculationДокумент5 страницMartin Horsepower CalculationKiran Kumar K TОценок пока нет
- Martin Sprocket CalculationДокумент3 страницыMartin Sprocket CalculationKiran Kumar K T100% (1)
- Sanw PVC BeltДокумент4 страницыSanw PVC BeltKiran Kumar K TОценок пока нет
- Fluid StaticsДокумент24 страницыFluid StaticsKiran Kumar K T100% (2)
- John Deere - Swing DriveДокумент40 страницJohn Deere - Swing DriveKiran Kumar K TОценок пока нет
- Fluid StaticsДокумент24 страницыFluid StaticsKiran Kumar K T100% (2)
- Material Spect World WideДокумент34 страницыMaterial Spect World WideSadhasivam VeluОценок пока нет
- Tata Structura BrochureДокумент20 страницTata Structura BrochureKiran Kumar K TОценок пока нет
- Specific Gravity of Liquids TableДокумент3 страницыSpecific Gravity of Liquids TableKiran Kumar K TОценок пока нет
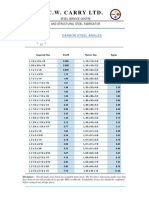
- Angles Equal LegДокумент3 страницыAngles Equal LegKen Bardaje NicartОценок пока нет
- Cs StockДокумент121 страницаCs StockKiran Kumar K TОценок пока нет
- BSD-Steel Guide 2011 2Документ112 страницBSD-Steel Guide 2011 2Kiran Kumar K T0% (1)
- OffGrid enДокумент36 страницOffGrid enYordan StoyanovОценок пока нет
- A HandBook On Finacle Work Flow Process 1st EditionДокумент79 страницA HandBook On Finacle Work Flow Process 1st EditionSpos Udupi100% (2)
- Healing GardensДокумент7 страницHealing GardensElvaОценок пока нет
- Probability spaces and σ-algebras: Scott SheffieldДокумент12 страницProbability spaces and σ-algebras: Scott SheffieldRikta DasОценок пока нет
- UT Dallas Syllabus For Math3303.501.10f Taught by Phillip Kisunzu (pxk091000)Документ7 страницUT Dallas Syllabus For Math3303.501.10f Taught by Phillip Kisunzu (pxk091000)UT Dallas Provost's Technology GroupОценок пока нет
- 16 Advantages & 10 Disadvantages of Solar Panels in 2022Документ29 страниц16 Advantages & 10 Disadvantages of Solar Panels in 2022xaxinev359100% (1)
- Staffing ProcessДокумент18 страницStaffing ProcessEbtesam EliasОценок пока нет
- Communication Skills For Effective LeadershipДокумент12 страницCommunication Skills For Effective LeadershipKovaОценок пока нет
- DLL - English 5 - Q3 - W8Документ8 страницDLL - English 5 - Q3 - W8Merlyn S. Al-osОценок пока нет
- Multimedia Critique Paper 1Документ4 страницыMultimedia Critique Paper 1api-345838334Оценок пока нет
- Painting and Weathering Unlocked PDFДокумент91 страницаPainting and Weathering Unlocked PDFWrensEye100% (6)
- Michael J. Flynn - Some Computer Organizations and Their Effectiveness, 1972Документ13 страницMichael J. Flynn - Some Computer Organizations and Their Effectiveness, 1972earthcrosserОценок пока нет
- Marc ChagallДокумент3 страницыMarc ChagallAnaОценок пока нет
- Bantilan Maureen Lhee RДокумент8 страницBantilan Maureen Lhee RAlexa Anne Louise BercillaОценок пока нет
- Mae 1202: Aerospace Practicum: Lecture 4: Introduction To Basic Aerodynamics 3Документ38 страницMae 1202: Aerospace Practicum: Lecture 4: Introduction To Basic Aerodynamics 3زهديابوانسОценок пока нет
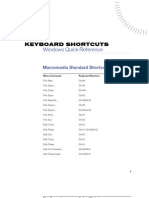
- Key Shortcuts WinДокумент26 страницKey Shortcuts WinrockskartikОценок пока нет
- STEEL STRUCTURES KHARGHAR SKYWALK AND NIFT INSTITUTE Ms PPT 2007Документ30 страницSTEEL STRUCTURES KHARGHAR SKYWALK AND NIFT INSTITUTE Ms PPT 2007Harsh chhedaОценок пока нет
- GNDU Contract Jobs 2013 Advertisement PDFДокумент8 страницGNDU Contract Jobs 2013 Advertisement PDFAnonymous zwCV8ZОценок пока нет
- Voltage Drop CalculatorДокумент6 страницVoltage Drop CalculatorMariano SanchezОценок пока нет
- List of BooksДокумент13 страницList of Booksbharan16Оценок пока нет
- Tutorial Chapter 2Документ5 страницTutorial Chapter 2Naasir SheekeyeОценок пока нет
- ECM 206 Site VisitДокумент36 страницECM 206 Site VisitAZUAN BIN AHMAD FAUZI100% (2)
- TEMPLATE - MODULE 5 - 8 Step Change Management WorksheetДокумент9 страницTEMPLATE - MODULE 5 - 8 Step Change Management Worksheetapril75Оценок пока нет
- 67 - Es - Ut Republic Csalamade BooДокумент47 страниц67 - Es - Ut Republic Csalamade BooTyler LeeОценок пока нет
- Pascal LawДокумент17 страницPascal LawJasmandeep brarОценок пока нет
- Dakshin Dinajpur TP ListДокумент5 страницDakshin Dinajpur TP ListDeb D Creative StudioОценок пока нет
- Designing Research TopicДокумент19 страницDesigning Research TopicMark Padin VillaplazaОценок пока нет
- Procedure: Pressure Equipment Safety: PurposeДокумент9 страницProcedure: Pressure Equipment Safety: PurposeChegwe CorneliusОценок пока нет
- Education During The Ancient Period Primitive EducationДокумент5 страницEducation During The Ancient Period Primitive EducationEn CyОценок пока нет
- Indian Council of Medical ResearchДокумент6 страницIndian Council of Medical Researchram_naik_1Оценок пока нет