Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Waste Segregation & Disposal Management ProgramДокумент17 страницWaste Segregation & Disposal Management ProgramHecate TNОценок пока нет
- PN JunctionДокумент36 страницPN JunctionTiniОценок пока нет
- Q1L5Health - Keeping Homes, Schools and Communities Healthy ThroughДокумент19 страницQ1L5Health - Keeping Homes, Schools and Communities Healthy ThroughAira Geramie ReyesОценок пока нет
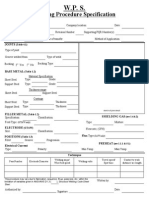
- WPS D1.3-2012 BlankДокумент1 страницаWPS D1.3-2012 BlankpjbedelОценок пока нет
- Inorganic ChemistryДокумент7 страницInorganic ChemistryJopie ArandaОценок пока нет
- Elementos PreesforzadosДокумент42 страницыElementos PreesforzadosJohn Steven Anaya InfantesОценок пока нет
- Model 25c and 25d: Descriptive Models of Comstock and Sado Epithermal VeinsДокумент15 страницModel 25c and 25d: Descriptive Models of Comstock and Sado Epithermal VeinsmiguelОценок пока нет
- BW Passivator+601 EN 2022 GL 341 PreviewДокумент2 страницыBW Passivator+601 EN 2022 GL 341 PreviewSuryana MamanОценок пока нет
- The Separation and Examination of Stickies: Standard Practice ForДокумент5 страницThe Separation and Examination of Stickies: Standard Practice Forjamaljamal20Оценок пока нет
- Composite Materials of Al 7075 TiB2 TiCДокумент3 страницыComposite Materials of Al 7075 TiB2 TiCD.T. karthickОценок пока нет
- D2073 Total Primary Secondary and Tertiary Amine Values ofДокумент3 страницыD2073 Total Primary Secondary and Tertiary Amine Values ofRAZA MEHDIОценок пока нет
- Certificate of AnalysisДокумент1 страницаCertificate of AnalysisAli Razu100% (1)
- Prasad Et Al - .2020 - Corrosion Inhibition in Oil and Gas Industry. Corrosion Inhibitors in The Oil and Gas IndustryДокумент16 страницPrasad Et Al - .2020 - Corrosion Inhibition in Oil and Gas Industry. Corrosion Inhibitors in The Oil and Gas IndustrytugceОценок пока нет
- Bill of Material Sample For ResidentialДокумент4 страницыBill of Material Sample For ResidentialMyra Fe MercadoОценок пока нет
- محاظرة 4Документ10 страницمحاظرة 4iiHaiderОценок пока нет
- Stain Removal GuideДокумент1 страницаStain Removal Guidekhamid arifОценок пока нет
- Pre Engineered Buildings and Sustainable MaterialsДокумент19 страницPre Engineered Buildings and Sustainable MaterialsAnonymous 5kOS4tОценок пока нет
- Gfps 6219 Brochure Ecofit All You Need in Pe enДокумент12 страницGfps 6219 Brochure Ecofit All You Need in Pe endfdfdОценок пока нет
- Optimization and Development of Contact Wire For High Speed LinesДокумент9 страницOptimization and Development of Contact Wire For High Speed Linesdineshsoni29685Оценок пока нет
- Mandatory Appendix 41: EIH Support Plate DesignДокумент5 страницMandatory Appendix 41: EIH Support Plate DesignHanafi BasriОценок пока нет
- CATALOGO FGS Internet-Katalog-EngДокумент106 страницCATALOGO FGS Internet-Katalog-Engjunico76Оценок пока нет
- Metalshield Info BrochureДокумент12 страницMetalshield Info Brochuresiva_nagesh_2Оценок пока нет
- Effect of Bio-Stabilizers On Capillary Absorption and Water Vapour Transfer Into Raw EarthДокумент18 страницEffect of Bio-Stabilizers On Capillary Absorption and Water Vapour Transfer Into Raw EarthHouari ABDELHADIОценок пока нет
- Proposed Hostel Bill of Quantities: Plain Concrete in Situ Concrete (Concrete Grade 10N/mm2) As Described inДокумент20 страницProposed Hostel Bill of Quantities: Plain Concrete in Situ Concrete (Concrete Grade 10N/mm2) As Described incobbymarkОценок пока нет
- FM (MEE84) Module-1 PresentationДокумент29 страницFM (MEE84) Module-1 Presentationsonic somannaОценок пока нет
- The Basics of Tube & Pipe Bending: Tracto-Technik GMBH SpezialmaschinenДокумент19 страницThe Basics of Tube & Pipe Bending: Tracto-Technik GMBH SpezialmaschinenYasser BouktirОценок пока нет
- Sae J1058-1999Документ6 страницSae J1058-1999goeway100% (3)
- Bambu Lab A1 3DДокумент6 страницBambu Lab A1 3DAngel Jacobo Figueroa ArriolaОценок пока нет
- Capítulo J - Diseño de Conexiones AISCДокумент36 страницCapítulo J - Diseño de Conexiones AISCArgentina EspinozaОценок пока нет
- Guide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeДокумент38 страницGuide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeCGRRОценок пока нет