Вам также может понравиться
- Scania P420 8X4Документ4 страницыScania P420 8X4Ivo Ferreira100% (2)
- Motor de Passo Nema 34Документ1 страницаMotor de Passo Nema 34Júlio Gallinaro MaranhoОценок пока нет
- Manual DNI 0308 0309 72903330052Документ1 страницаManual DNI 0308 0309 72903330052Rodrigo VasconcelosОценок пока нет
- Linha MonzaДокумент8 страницLinha MonzaWillian EDeisy BastosОценок пока нет
- Embraco Compressores HermeticosДокумент20 страницEmbraco Compressores HermeticosullyssesjosueОценок пока нет
- Manual de DiagnosticoДокумент55 страницManual de DiagnosticoSergio Gabriel ZanonОценок пока нет
- Reles CodigosДокумент1 страницаReles CodigosSilvia LimaОценок пока нет
- Modulo2-Manual Forno Microondas ME46X-ME47X Rev1Документ22 страницыModulo2-Manual Forno Microondas ME46X-ME47X Rev1api-3765629100% (6)
- Capitulo 11 - Aplicativos Renault - Siemens Fenix 5Документ28 страницCapitulo 11 - Aplicativos Renault - Siemens Fenix 5Victor SanchezОценок пока нет
- Como Testar o Sensor de Posição Do AceleradorДокумент10 страницComo Testar o Sensor de Posição Do AceleradorJosué AmattiОценок пока нет
- Falhas GMДокумент25 страницFalhas GMandercokОценок пока нет
- Corsa GsiДокумент27 страницCorsa GsiEduardo QuerinoОценок пока нет
- Alarme FrontierДокумент9 страницAlarme FrontierWelleyОценок пока нет
- Elper Catalogo Embreagem Linha Leve 2019Документ24 страницыElper Catalogo Embreagem Linha Leve 2019LEODECIO BELO DE OLIVEIRAОценок пока нет
- Trator New HollandДокумент1 758 страницTrator New HollandEdson Laranjeira100% (1)
- PK 42502 Flyjib PT PDFДокумент8 страницPK 42502 Flyjib PT PDFValmir Diny KelyОценок пока нет
- Tabela Bicos SoinjecaodistribuidoraДокумент5 страницTabela Bicos SoinjecaodistribuidoraFernanda BitencourtОценок пока нет
- Circuito Regulador de Tensão Ajustável de Alta Corrente, 0-30V 20AДокумент18 страницCircuito Regulador de Tensão Ajustável de Alta Corrente, 0-30V 20AJoao JesusОценок пока нет
- Projeto Estação de SoldaДокумент7 страницProjeto Estação de SoldaPhillipe S. Scofield0% (1)
- Entrada Microfone Toyota PioneerДокумент2 страницыEntrada Microfone Toyota PioneerMindSet MarcosОценок пока нет
- Transmissão em SSBДокумент15 страницTransmissão em SSBdarius64Оценок пока нет
- Fundamentos Da Termodinamica - AV2Документ6 страницFundamentos Da Termodinamica - AV2rogersampaiocosta0% (1)
- Carb BLFAДокумент9 страницCarb BLFAMarcio NunesОценок пока нет
- Manual Sd1600.1d EvoДокумент4 страницыManual Sd1600.1d EvoAndré SobralОценок пока нет
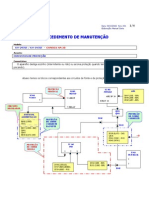
- Procedimento de Manuten o SONY KV2970T KV3470TДокумент4 страницыProcedimento de Manuten o SONY KV2970T KV3470TAdir Figueiredo0% (1)
- JBLSelenium 12PXДокумент2 страницыJBLSelenium 12PXJairPedroniОценок пока нет
- Manual AL20XR Rev 5.0 2BДокумент16 страницManual AL20XR Rev 5.0 2BcarlosОценок пока нет
- Iluminação InternaДокумент1 страницаIluminação InternaadrianaОценок пока нет
- CCE HPS-1471 - Modo - de - Servi o - e - Tabela - de - AjustesДокумент8 страницCCE HPS-1471 - Modo - de - Servi o - e - Tabela - de - Ajustesjohnx2005100% (1)
- Manual Do Radio ICOM IC706MKIIG em Portugues Do BrasilДокумент118 страницManual Do Radio ICOM IC706MKIIG em Portugues Do BrasilPinduricoОценок пока нет
- Manual DVR Intelbras VD 4E 120CДокумент114 страницManual DVR Intelbras VD 4E 120CDigobucisОценок пока нет
- Manual Do Matador 12 e 15 600wДокумент2 страницыManual Do Matador 12 e 15 600wAlexandre BarriosОценок пока нет
- Trabalho de PressostatoДокумент6 страницTrabalho de PressostatoJose Carlos Ferreira De SáОценок пока нет
- Esquema Eletrico Fonte Philco PH32M1Документ1 страницаEsquema Eletrico Fonte Philco PH32M1Alex ElliasОценок пока нет
- Manual Choca OvoДокумент11 страницManual Choca OvoTerritório PBОценок пока нет
- GM EPC 4 Installation Guide - BrazilianPortugueseДокумент46 страницGM EPC 4 Installation Guide - BrazilianPortuguesellentzОценок пока нет
- Et 3001 1101 BR PDFДокумент16 страницEt 3001 1101 BR PDFanon_441690139Оценок пока нет
- Filtros PassivosДокумент134 страницыFiltros PassivosKarina Alves PereiraОценок пока нет
- Etb Mix Dimmer Com TriacДокумент11 страницEtb Mix Dimmer Com TriacIves HernaniОценок пока нет
- Tabela de Referencia AepchaveДокумент3 страницыTabela de Referencia AepchaveSimone G. GoularteОценок пока нет
- Botoeiras Pendentes COB XACДокумент1 страницаBotoeiras Pendentes COB XACledilsonОценок пока нет
- Códigos de Transmissão e Motor VolkswagenДокумент24 страницыCódigos de Transmissão e Motor VolkswagenFelipe Chagas dos SantosОценок пока нет
- H Buster+HBTV 42L03FDДокумент28 страницH Buster+HBTV 42L03FDEveraldoОценок пока нет
- Manual 526 - Raster Ex MotoДокумент36 страницManual 526 - Raster Ex MotoJailton SantosОценок пока нет
- MVH 358btДокумент0 страницMVH 358btOsiel LeitzkeОценок пока нет
- Sony PT Auto Radio Mexbt2507xДокумент30 страницSony PT Auto Radio Mexbt2507xJardel RodriguesОценок пока нет
- Modulo X Teste V4: Injecão: Avp - MarelliДокумент1 страницаModulo X Teste V4: Injecão: Avp - MarelliJoao Silva LopesОценок пока нет
- Manual Do Usuário Wwsolda 220pacdcДокумент37 страницManual Do Usuário Wwsolda 220pacdcLucas AugustoОценок пока нет
- Manual Hantek TraduzidoДокумент11 страницManual Hantek TraduzidoLuiz RibeiroОценок пока нет
- Manual Pandoo Fuel Inject v0.53Документ78 страницManual Pandoo Fuel Inject v0.53Ricardo UrioОценок пока нет
- DriverДокумент2 страницыDriverRenato NunesОценок пока нет
- Manual Omega 7025Документ12 страницManual Omega 7025SUELENОценок пока нет
- Fontes ChaveadasДокумент1 страницаFontes Chaveadasreprega&1279Оценок пока нет
- Catalogo Sem ValorДокумент51 страницаCatalogo Sem ValorJoao Victor Vitaum0% (2)
- Tabela Tampas ArrefecimentoДокумент3 страницыTabela Tampas ArrefecimentoFernando LimaОценок пока нет
- Manual Vega 4 PDFДокумент6 страницManual Vega 4 PDFFaisal S. Widya0% (1)
- Faça Um Simples Pulsador para TesteДокумент6 страницFaça Um Simples Pulsador para TesteElizangela BrandaoОценок пока нет
- Falhas FiatДокумент4 страницыFalhas Fiatsuper vídeosОценок пока нет
- Simbologia Projeto ElétricoДокумент31 страницаSimbologia Projeto ElétricoAna VitóriaОценок пока нет
- Funcionamento Do Sistema Eletropneumático de Mudança de Marcha 04 Pag.Документ4 страницыFuncionamento Do Sistema Eletropneumático de Mudança de Marcha 04 Pag.Carlos LaoОценок пока нет
- Dehp 8080 BTДокумент87 страницDehp 8080 BTCarlos SantosОценок пока нет
- Grupo R - Motor Cummins 5.9LДокумент99 страницGrupo R - Motor Cummins 5.9LEDMUNDO JOSE ALCANFORADOОценок пока нет
- Iso 9283Документ35 страницIso 9283Lucas MazetoОценок пока нет
- Maquinagem: Processos de FabricoДокумент30 страницMaquinagem: Processos de FabricoJosé C. RochaОценок пока нет
- Fis 97Документ7 страницFis 97amandaОценок пока нет
- Manual de Instruções DCF-COДокумент50 страницManual de Instruções DCF-COMartha Cristina Silva100% (1)
- Manual Evo Led v20Документ33 страницыManual Evo Led v20Luiz SantiagoОценок пока нет
- Apostila InformaticaДокумент209 страницApostila Informaticaapi-345788428Оценок пока нет
- Apostila SDHДокумент3 страницыApostila SDHcassio20071319100% (1)
- Detecção e Reconhecimento de Face Utilizando o Matlab Deise Santana MaiaДокумент71 страницаDetecção e Reconhecimento de Face Utilizando o Matlab Deise Santana MaiaLuciana DiasОценок пока нет
- Relatório 4 Dureza Temporária e Permanente Da Água - AtalibaДокумент13 страницRelatório 4 Dureza Temporária e Permanente Da Água - AtalibaKleiton RodriguesОценок пока нет
- Agfaphoto Selecta 16 PTДокумент90 страницAgfaphoto Selecta 16 PTMarcelo Costa Clarinatas0% (2)
- ESTUDO DE CASO - RestauranteДокумент15 страницESTUDO DE CASO - RestauranteCecília MagalhãesОценок пока нет
- Carta de Alt GerbДокумент11 страницCarta de Alt GerbCarlos Medina100% (1)
- 21N137 Manual Multimetro Digital HM 2090Документ24 страницы21N137 Manual Multimetro Digital HM 2090Pedro IgorОценок пока нет
- Lista de Exercícios - Tração - 20130312224839Документ5 страницLista de Exercícios - Tração - 20130312224839gustavoffdОценок пока нет
- AquapluvДокумент8 страницAquapluvmarcoОценок пока нет
- Lúcia 2T - Lista 1 - 1 AnoДокумент1 страницаLúcia 2T - Lista 1 - 1 AnoGregorio Henrique CervejeiraОценок пока нет
- Partida EstrelaTrianguloCLPДокумент2 страницыPartida EstrelaTrianguloCLPreisinho1000Оценок пока нет
- Manual Optimus BostonДокумент62 страницыManual Optimus Bostoneod8Оценок пока нет
- Manual Técnico - ANSICHEMДокумент32 страницыManual Técnico - ANSICHEMFelipe DominguesОценок пока нет
- Star Solv Neutro BB 20Документ1 страницаStar Solv Neutro BB 20JeffersonОценок пока нет
- Catalogo de Laminas de Serra de Fita-MetaisДокумент64 страницыCatalogo de Laminas de Serra de Fita-MetaisVictor Hugo ViturugoОценок пока нет
- ART - Rua Benedito Cesário, 173 Penha de França (CO E-215 - 22)Документ2 страницыART - Rua Benedito Cesário, 173 Penha de França (CO E-215 - 22)Samuel SilvaОценок пока нет
- Estação EletricaДокумент10 страницEstação EletricaRanauroОценок пока нет
- Madeira Nivelamento2018Документ8 страницMadeira Nivelamento2018Rafael MadeiraОценок пока нет