Академический Документы
Профессиональный Документы
Культура Документы
Ganapathy PDF
Загружено:
yuchakr0%(1)0% нашли этот документ полезным (1 голос)
372 просмотров410 страницdf
Оригинальное название
Ganapathy.pdf
Авторское право
© Attribution Non-Commercial (BY-NC)
Доступные форматы
PDF или читайте онлайн в Scribd
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документdf
Авторское право:
Attribution Non-Commercial (BY-NC)
Доступные форматы
Скачайте в формате PDF или читайте онлайн в Scribd
0%(1)0% нашли этот документ полезным (1 голос)
372 просмотров410 страницGanapathy PDF
Загружено:
yuchakrdf
Авторское право:
Attribution Non-Commercial (BY-NC)
Доступные форматы
Скачайте в формате PDF или читайте онлайн в Scribd
Вы находитесь на странице: 1из 410
Waste Heat
Boiler Deskbook
by V. Ganapathy
Contents
Preface.
Acnowiedgemens
spor Brequntly Used Abbreviations.
iiotactas
xiii
CHAPTER 1: Heat Recovery Systems
HRSGs for gas turbines
Natural versus forced circulation boilers.
Auxiliary firing
Computing fuel requirements.
HIRSG system efficiency.
Fresh air firing...
eRe design Features).
Tinned surfaces and design.
Steaming economizers...
Emissions of NOx and CO...
Methods of reducing pollutants.
Bypass dampers.
Recent trend.nnnnmen
STIG and Cheng cycle systems.
Enhanced oil recovery applications
Reciprocating engine heat recovery...
Hydrogen plant waste heat boilers...
Boilers for sulfuric acid plant
Incineration and heat recovery
Solid waste incineration,
RDF firing.
Fluid bed combustors for MSW
Hazardous waste incineration ..
High temperature corrosion.
Heat recovery boilers.
Incineration of wood wastes, tires
Incineration of liquids, fumes, VOCS
CHAPTER 2: Fire Tube Boilers.
Guidelines for fire tube boilers..
Design procedure.
Determination of tube side coefficient.
Example of design.
“Effect of tube size on design.
Simplified approach to design.
Predicting boiler performance.
Simplified approach to predicting performance
‘Checks for fouling
Effect of scale on boiler performance.
Hydrogen plant boilers.. 7
Gas bypass flow calculations.
Determining heat losses from boiler...
References. .
Nomenclature.
CHAPTER 3: Water Tube Boilers.
Guidelines for water tube boiler
Heat transfer calculations.
Convective heat transfer coefficient
Determination of tube side coefficient
‘Non-luminous heat transfer coefficient
Gas pressure drop calculations...
Inline versus staggered arrangement
Design of evaporator:
Performance calculations..
Selecting designs with low pinch and
approach points wv.
Comparison of bare versus finned erapOratOreecnnnennl67
Radiant heat transfer. :
Design of superheaters
Design procedure
Performance calculations...
NTU method of performance calculations
Metal temperature calculations.
External radiation seen
Flow in parallel streams
Minimizing tube wall temperatures.
Steam temperature control.
Designof economizers. -
Performance of complete HRSG.
References.
Nomenclature..
CHAPTER 4: Simulation of
HRSG Design and Performance
Importance of HRSG simulation
Design and performance calculations
Design temperature profil
Guidelines for selecting pinch and
approach points...
Example of design.
Performance calculation procedure.
Software for HRSG simulation - COG2N
Supplementary firing and HRSG efficiency.
Improving efficiency of HRSG
Deaeration steam calculations.
Steam turbine calculations.
Optimizing temperature profiles usirg COCEN...
Using field data to simulate HRSG pesformance
Malti-pressure HRSG design and
| performance simulatio:
References.
Nomenclature
CHAPTER 5: Specifying Waste Heat Boilers.
Application or system design
Space and layout guidelines
vii
Gas data...
Boiler duty..
Auxiliary fuel data
Emission data...
Feed water analysis, low down.
Surface area, fin configuratio
Cost data for fuel, electricity and steam.
Dram sizing,
References.
APPENDIX A: Finned Tubes:
Heat transfer calculations.
Fin efficiency and effectiveness 278
Gas pressure drop ..
Tube wall and fin tip temperature.
Design example...
‘Comparison of bare versus finned evaporator.
‘Comparison of in-line versus
staggered arrangement see
Fin configuration and performance 290
Importance of tube side coefficient... 291
Effect of fouling factors. 292
Surface area and duty. 300
Nomenclature 304
References. 306
APPENDIX: Low Temperature Corrosion.
‘Causes and cures.
Methods of avoiding cold end corrosion
Condensation on surfaces.
Corrosion is stacks, duc
‘Heat loss calculations through
multilayer insulation..
Hot casing design
Nomenclatur
References.
evens 320
APPENDIX C: Heat Transfer
Equipment Vibration,
APPENDIX D: Gas Turbine Data...
APPENDIX E: Gas and Steam Properties...
Specific heat, wiscosity,
thermal conductivity of gases..
Enthalpy of gases...
Estimating flue gas properties
Effect of pressure on heat transfer...
Converting.% volume to % weight.
Properties of stearnand:compressed water.
APPENDIX F: Tube Thickness Calculations..
Tubes and pipes subject to internal pressure..
Designing vessels and
tubes subject to external pressure.
APPENDIX.G: Conversion Factors...
INDEX
Preface
ee
During the past 20 years I have had the opportunity of
engineering a wide variety of industrial boilers and Heat Recovery
Steam: generators. During the past 7 years at ABCO Industries in
particular -have had the pleasure-of custom designing-over two
hundred’ fire:tube and. water tube, waste: heat boilers, each with
different gas/steam parameters, which are in operation in the USA
and abroad; these units were built for diverse heat recovery
applications such as gaseous, liquid, solid waste and hazardous
waste incineration systems, gas turbine exhaust, effluents from
chemical plants such as sulfuric acid and hydrogen plants, petro-
chemical plants, cat crackers in refineries and for effluents from
clean as well as dirty. processes; the gas flow ranged from 2000 to 1.5
million pounds per hour, which implies a wide variety of boiler
configurations and design features as you will see in the text.
Energy management programs are wital to the economic life of
any industry and heat recovery boilers play a dominant role in those
projects which otherwise waste energy from hot flue gases.
| decided to write this book after reviewing hundreds of
specifications for heat recovery boilers prepared by consultants and
would be users of the equipment; unfortunately several of them are
poorly written without emphasis on the process aspects and
‘optimization of installed plus operating costs, with a result that the
end user or the owner gets an equipment which perhaps meets the
budget requirement but which could incur significant operating costs
in the form of higher gas pressure drop or fuel consumption o lower
steam production year after year.
The book addresses various aspects of heat recovery boilers,
such as engineering, specifying, system design, optimization. and
performance evaluation. Hence engineers and managers involved in
several disciplines of energy management including plant operation
will find the book useful and informative.
a
Acknowledgements
ee
I would like to thank ABCO Industries for their encouragement and
support in the preparation of this book and for the use of several
ABCO ‘illustrations and photographs.
I would'also like to thank the following publications for permitting
me tovuse my articles, which originally appeared in them:
Power
Power Engineering
Chemical Engineering
Oil and Gas journal
Hydrocarbon Processing
Heating, piping and Air-conditioning
Sci-Tech Publications
Pennwell Books
Marcel Dekker Inc.
T would also like to thank ESCOA Corp for permitting me to use
their correlations for éxtended surface heat transfer calculations.
Several readers from various continents have been writing to me
regarding my publications during the past several years, which has
been indeed been motivating and I would like to thank them for their
interest.
IV. Ganapathy
List, of
Frequently Used Abbreviations
ABMA - American Boiler Manufactures Association
‘ASME - American Society of Mechanical Engineers
‘CO-Carbon Monoxide
EOR- Enhanced Oil recovery
FTB- Fire tube boiler
GTE - Gas turbine exhaust
HRSG - Heat Recovery Steam Generator
MSW - Municipal Solid Waste
NIMBY - Not in my back yard
NOx- Nitrogen oxides
WL - Normal water level
PPB - Parts per billion
PPM - Parts per million
RDF - Refuse Derived Fuel
SCR - Selective Catalyst Reduction System
STIG - Steam Injected Gas Turbine
TDS - Total dissolved solids
WHB - Waste Heat Boiler
WTB - Water tube boiler
VOC - Volatile Organic Compounds
Introduction
The book is aimed at engineers, consultants and managers
involved in specifying, operating, engineering, marketing and
procuring waste heat boilers (WHBs) or heat recovery steam
generators (HRSGs). It offers valuable information on not only the
heat recovery systems in chemical plants, gas turbine cogeneration
and combined cycle’ plants, solid waste, liquid and gaseous
incineration systems and flue gas heat recovery in general, but also
provides the characteristics of each system such as gas analysis,
fouling and slagging tendencies, high and low temperature corrosion,
potential and the impact of these on design and performance aspects
of HRSGs.
During the past 15 years and particularly during the last 7
years at ABCO Industries I have had the opportunity of engineering,
a wide variety of fire tube and water tube waste heat boilers for
different types of applications as mentioned above. Having designed
over two hundred boilers with gas flows varying from 2000 t0 1.5,
million pounds per hour and steam flows varying from 2000 to 250,000
pounds per hour, I feel that custom designing HRSGs is an art as well
as a science, as there are numerous configurations possible depending
‘on economics, cleanliness of gas, gas and steam parameters and layout
considerations.
I have had also the opportunity of authoring four books and
over 175 articles on heat recovery boilers and steam plant systems in
journals such as Power, Power Engineering, Chemical Engineering,
Heating Piping Air-Conditioning, Oil and Gas Journal, Hydrocarbon
Processing, Plant Engineering; the feéd back from the readers has
been very encouraging, which prompted me to bring out this work.
Another reason was that in the course of reviewing specifications on
HRSGs from various consultants and engineering organizations, I felt
that less emphasis was being placed on process and optimization
aspects, which is very important in the long run to the owner of the
plant. Due to lack of knowledge on HRSGs and their performance
a
aspects, several of the specifications are poorly written and do not
furnish adequate information to engineer an economically and
technically sound design. Many engineers also lack knowledge or do
not know how to evaluate alternate design options. For example if
you read Appendix A, several examples are given to show that with
finned tubes one can have a lower surface area and still transfer more
energy by proper choice of fin configuration. Several engineers and
purchase managers still purchase HIRSGs for critical applications
based on Surface area and are of the view that more the surface area
the better and a design with a lower surface area would not perform,
‘Also, I have come across several specifications which do not
place emphasis on: HRSG operating’ costs; during the life time of the
HIRSG, the cost of moving the gas through the system due to high gas.
pressure drop or the cost of fuel which is required to generate a
desired quantity’ of steam may be very significant. While the
consultant I6oks af the initial cost alone, to the owner of the plant
‘who has to pay for the fuel and electricity for years to come, the life
cycle cost of the HRSG is important. Heace addition of secondary
heat recovery surfaces such as condensate hyeater or economizer may,
have to be looked into, though the initial cost may be slightly more.
A few examples on the subject of evaluating operating and life cycle
costs are discussed in the book.
This book offers useful information on design and off-design
performance aspects of Heat recovery systems and components such as
superheaters, evaporators and economizers, which are elaborated by
over 65 fully worked out examples. You will find quantitative
answers to commonly asked questions on heat recovery boilers and
systems; some of them are:
‘+ How can one improve'the efficiency of a HRSG system?
+ What isthe effect of auxiliary fring on system efficiency?
How to compute the fuel requirements and oxygen consumption for
gas turbine exhaust boilers?
+ How to select pinch and approach
inlet conditions?
ints? How do they vary with gas
What is the effect of scale on boiler performance and tube wall
temperatures and heat ux?
+ How to compute the dew points of hydrochloric acid, sulfuric acid,
hydrobromic acid, nitric acid?
+ Which is better arrangement for bare an¢ finned tubes, indine or
staggered?
‘+ How do boilers with finned tubes compare with bare tube design for the
same duty?
+ How to compute the gas temperature at the SCR at off-design
conditions.
‘+ How to avoid high and low temperature corrosion problems?
+ How to use field data to predict off-design performance or fouling of
HRSGS?
+ With finned tubes can you transfer more duty with less surface area?
What is the effect of fin configuration?
+ How to size and predict off-design performance.of fire tube and
bare/{finned water tube boilers, superheaters, economizers?
+ How'to compute tube wall and fin tip temperatures?
+ How to compute thickness of tubes: subject to internal on external
pressure?
‘+ How much gas should be bypassed for gas temperature control?
+ What is the effect of gas pressure on heat transfer?
‘+ How to evaluate HRSGs for possible noise and vibration problems?
‘The first chapter deals with heat recovery systems. HRSGs are
Used in various applications such as gas turbine exhaust, incineration
systems, chemical plants and refineries to mention a few. In order to
design a HRSG for any application, thie characteristics of the yas
stream are important. For example, auxiliary firing in gas turbine
HIRSGs'is discusse¢ in depth with examples on computing fuel
Tequirements, oxygen consumption, impact on system efficiency and
emissions. Features of boilers such as natural or forced circulation,
single or multiple gas pass design, insulated casing or fully water
cooled ;membrane wall construction are discussed, along with
‘methods of minimizing steaming concems in economizers.
Various aspects of WHEs in Municipal Solid Waste (MSW)
applications, Refuse Derived Fuel (RDF) fired units and other
incineration systems are discussed with emphasis on type of boilers,
‘whether fire tube or water tube, fouling and slagging concerns and
high and low temperature corrosion potential. Methods of
minimizing these concerns through boiler design and selection of
steam parameters are addressed.
‘The second and third chapters deal with Design and off-design
Performance calculation procedures for fire tube and water tube
boilers with bare and extended surfaces. Plant engineers can use the
simplified procedures described in the text for instance to check for
fouling, estimate bypass flow for gas temperature control or estimate
the gas temperature at the Selective Catalytic Reduction system
SCR) at different load conditions. Effect of tube size and arrangement
‘whether in-line or staggered on design and performance is elaborated
‘quantitatively. Examples are also given on how to compute the tube
wall temperatures, including the effect of scale. Arrangement of
headers on flow mal-distribution in superheaters and the effect of
tube configuration on direct radiation to tubes:are also discussed.
Circulation aspects’are also discussed along with various:configur-
ations available for superheaters, evaporators and economizérs.
Simulation of single or multi-pressure unfired or fired HRSGs
can be performed using the methodology described in chapter 4.
Guidelines on selecting pinch and approach points are discussed. One
can predict the performance of complex unfired and fired multi-
pressure HRSGs under different load conditions without actually
designing the unit. Such studies would be helpful to consultants in
simulating the entire combined cycle or cogeneration plant behavior
and economics. Methods of improving the efficiency of HRSG systems
through addition of condensate heater, deaerator ‘coil or heat
exchanger are addressed. Examples illustrate how one can also
optimize the temperature profiles biy rearranging the heating
surfaces. Methods of computing deaeration steam requirements and
power output from steam turbines are discussed with examples. The
software COGEN which is used in HRSG evaluations is recom-
mended to those involved in engineering combined cycle and
cogeneration projects, as on can simulate complex HRSG systems
without actually designing the plant,saving a lot of engineering time
Chapter 5 shows how one should specify waste heat boilers
from the process view point. Adhering to the guidelines will save a
lot of time for both the boiler designer and the purchasing manager
responsible for evaluating alternate bids.
Advantages of extended surface over bare tube is discussed in
detail with examples in Appendix A. Btfect of arrangement of tubes
ice. inline versus staggered and the selection of fin configuration are
elaborated. Examples also show how one can transfer more energy
with less surface area with finned tubes. The effect of tube side
coefficient and tube and gas side fouling factors on tube wall and fin
tip temperatures are illustrated with examples.
Appendix B cites the causes of low temperature corrosion and
suggests methods of minimizing the problems. Dew points of
hydrochloric, sulfuric and hydrobromic acid may be computed using
the correlations given. Heat losses through casing may be evaluated
using the program déscribed.
One can evaluate an HRSG design for possible noise and
vibration due to vortex shedding using the methods discussed in
Appendix C.
Gas turbine based HRSGs are widely used in cogeneration and
combined cycle plants. Appendix’D gives the exhaust gas data for
several widely-used machines.
Gas and steam properties are provided-in Appendix E, with’
correlations for saturated and superheated steam. Example illus~
trates how one can compute gas mixture properties. The effect of gas
pressure on heat transfer inside and outside tubes is also addressed.
Appendix F shows the method of computation of thickness of
tubes subject to internal and extemal pressures according to recent
ASME code procedures.
In sum, over sixty five examples from real life situations are
worked out covering design and off-design performiince aspects of
various types of waste heat boilers and systems; in addition,
elaborate matter of fact discussions on systems and equipment should
make this book indispensable to engineers involved in various
disciplines of heat recovery.
This book in the authors view would be an invaluable addition
to the library of engineers and consultants involved in operation,
maintenance, engineering, specifying or purchasing waste heat
boilers. Since no single book can cover all of the aspects of the subject,
the author suggests that serious professionals involved with heat
recovery systems and waste heat boilers should acquire the other
books’ and the software COGEN written by him; for more
information, please contact the author at : V. Ganapathy, P.O. Box
673, Abilene, Texas 79604, USA.
Chapter 1
Waste Heat. Boilers
ony
Waste. heat: boilers (WHBs) or Heat Recovery, Steam
Generators: (HRSGs) as they are often called are used’ to recover
energy from waste gas streams such as:those encountered in sulfuric
acid or hydrogen plants, refineries, solid, liquid and gaseous
incineration systems, power plants and in cogeneration systems using
gas turbines and reciprocating engines. With rising fuel costs and
limited supply of premium fuels, it is prudent to maximize the
energy recovered from waste gas streams whenever possible.
‘Basically HRSGs can be classified into two broad categories:
1. Those which are required to’cool gas streams to a desired
‘temperature range from process considerations; examples could be
found in lydrogen or sulfuric acid plants} in these plants, the energy
recovery aspect is of secondary importance; the exit gas temperature,
from the boiler has to be controlled within a narrow range of
‘temperatures for further downstream process purposes and methods
such as gas bypassing would be used to achieve this objective.
2. In the other category of waste heat boilers, the objective is
to maximize energy recovery compatible with considerations of high
o low temperature corrosion and economics. Examples could be found
in gas turbine based combined cycle or cogeneration systems, incin-
eration plants and flue gas heat recovery in general.
‘There is no standard design methodology or procedure for
engineering of waste heat boilers, since one comes across a wide range
of gas temperatures, gas analysis, pressures and steam parameters
Table 1-1 shows some of the gas streams encountered in the industry.
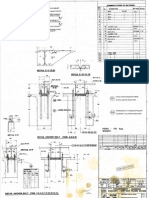
If the gas pressure is high, a fire tube boiler is preferred, Figure 1-1.
‘Waste Heat Boiler Deskbook
4 _pampuco mys et sem,
ung-z] seweounin onset PojeovOT “TL sc}eRUDH AISA AEMPN OL UIQ BHD '§ ONY Joys US 8 se sss
eee pinauos 9 8 mumps Kaepuanes'g see any oop Lies y Sse onOnIN sOuNALDD wos fO5"Z see MS my
we oe ez és se seat soos st osbrone
oF el vst us 1 5
“s * se ors ose
swe erot es te sem 7
ve bret ors oem ot
ors 00 S070 aoe oF soeo SOTO For ovo
ovat 07-95 st osteo v0s002
ores Fro sret sere osse ooo't00
zoe e0 64 89 wor 008 oor't oe
ore et stot woe 1 onr't-a0e
£S Ora O18 2039 ore — ase-osT
29 Orso trol wos 1 osast
ore meee 1 Ooo'T00E
Y% Of ON IN me 3, "dinay
PH OCHN ZH Sf MD 09 ,t0D Sos
5 ‘amasasd
‘3605 260M NVEAL jo woptsoduen
f VramgeL,
Waste Heat Boilers 3
Figure i- Hevated drum fire tube boiler [curtesy ABCO Industries]
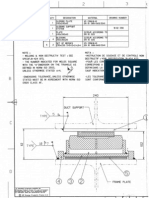
If the gas flow is large and several levels of steam pressure are used,
‘a water, tube boiler as shown in Figure 1-2 may be appropriate. More
discussions on fire tube versus water tube type could be found in
Chaptets 2 and 3. Another important aspect to the type of boiler is
the cleanliness of the gas stream; if clean, extended surfaces could be
used and the boiler may be made compact as ir
applications; on the other hand if the gas stream is dirty as in
municipal solid waste systems, the tube surfaces should be bare, with
Provisions for cleaning and ash removal. A large water cooled
membrane wall radiant section may be required to cool the gases
below the fusion points of eutectics before entering the convection
section. Ample consideration should be given to high and low
temperature corrosion aspects
(sxusempur oa Astanan‘auyqam ee 28x04} osu psy seed opis sunssoad-nIMA Zt OMB
‘Waste Heat Boiler Deskbook
|
|
|
Waste Heat Boilers 5
HIRSGs FOR GAS TURBINE EXHAUST
Gas turbines are widely used prime movers in both the low (less
than 10 MW) and in the high end (150 MW) of the power spectrum.
‘They have several advantages such as high efficiency in simple
cycle mode, low installed cost per kilowatt compared to fossil or
nuclear power planis, quick startup capabilities, smaller space and
low cooling water requirements. Exhaust gases from gas turbines are
usually clean as they burn premium fuels with high excess air. The
energy in the gas stream may be used for several applications such as
heating of water or air or heat transfer fluids’ such as Therminol or
glycol and.in most cases, for generating steam for process or power
using HRSGs.
‘Combined with HRSGs, gas turbines can operate in combined
cycle or cogeneration mode, Figure 1-3 and 1-4, thereby improving the
efficiency of the overall system compared to the operation of the gas
turbine alone. In combined cycle mode a large amount of power can be
generated if a fired HRSG is used. Several non-operating nuclear
power plants. in the USA are being replaced with gas fired gas
turbine based combined cycle systems. In cogeneration mode, gener-
ally low pressure steam is generated and used for process heating or
cooling applications.
i
Turbine:
steam | Heater
Fvel| |eneator| ‘Trae
Figure 1.3. Combined cycle plat,
‘ Waste Heat Boller Deskbook
_——
—————
Figure 14, Cogeneration systems [Pennell Books}.
NATURAL VERSUS
FORCED CIRCULATION BOILERS
Due to the large mass flow associated with gas turbines, water
tube boilers are generally used for heat recovery. Fire tube boilers
Ihave been used occasionally with very small machines.
HIRSGSs for gas turbines could be of natural or forced circulation
type, Figure 1-5 and 1-6. In natural cireulation units, the boiler tubes
are vertical and the thermal head diiferential between water and
steam-water mixture is responsible for the circulation through the
system. The circulation ratio is arrived at by balancing the system
resistance to flow and the available thermal head. It could fall in.
the range of 6 to 30 depending on the system used. The heat flux
inside the tubes, steam pressure and circulation ratio are all im
rortant variables in anv circulation svstem and the conditions for
Waste Heat Boilers 7
Departure from Nucleate Boiling (DNB) ate set by them. One has to
bbe careful particulirly with evaporator tubes with extended surfaces
as the heat flux inside the tube can be significantly larger compared
to the heat flux while using bare tubes.
+
igure 1-5, Natural cirulation boiler. (couresy ABCO Industries}
In forced circulation units, circulating pumps circulate the steam
water mixture through the tubes of the evaporator to and from the
drum. Since a pump is used to achieve circulation, one can size it to
obtain any circulation ratio. It is typically in the range of 4 to 10.
‘Cost of pump operation and economics plays a role in pump sizing.
In Europe, forced circulation designs are common. Advantages
dlaimed are smaller floor space and quick startup capabilities
However, natural circulation designs do not neeé circulating pumps to
a
6 Waste Heat Boiler Deskbook
e146 Fee drton oe. '
Waste Heat Boilers °
maintain the circulation of steam water mixture through the
evaporator tubes, thereby saving operating cost and concerns about
pump failure or maintenance. The difference in cold startup time
periods is not largely due to the simple fact that in the transient
‘heat up phase, the bulk of the time is spent on heating the metal and
water of the evaporator module, which is nearly the same whether
it is a natural or a'forced circulation HRSG. The tube side heat
transfer coefficient does not impact the overall heat transfer
coefficient, which is dependent on the gas ‘low and temperature
alone. If there are numerous hot restarts, there is a small reduction in
the hot restart period due to the circulation of hot water in forced:
circulation, designs, but again, this is not a significant factor. to.
cchangeithe design concept. In favor of natural circulation, one can say
that the concerns about high heat flux and DNB are less due to the
vertical orientation of evaporator tubes, which provide a natural
path for the steam bubbles to move; ina forced circulation design, the -
tubes are horizontal and the heat flux for incidence of DNB is much’
lower. Separation of steam bubbles from the mixture can occur dué to
low tube side velocities, resulting in stratification and bumout. This
"is more of a concern if the gas side flow non-uniformity ‘high, :
~ Which Can result in variations in heat flux aeross the width of the
HIRSG. Fired HRSGs have to be critically evaluated for DNB.
Jn summary both natural and foréed circulation boilers are
widely used in the industry; while the natural circulation design has
an edgé over the forcedas discussed above, the final choice is usually
._ Made by the end user based on his experience.
|
AUXILIARY FIRING
i
Since the exhaust gases contain a lot of oxygen, in the 14 to 16%
by volume range, (if there is no significant injection of steam in the
28 turbine, see Table 1-1) additonal steam can be generated in the,
boiler by increasing the exhaust gas temperature to the HRSG
through the addition of fuel alone. HRSGs for gas turbine can be
classified into three broad categories, depending upon the firing
ternperature.
1. Unfired 2. Supplementary fired 3, Furnace fired
a
D Waste Heat Boiler Deskbook
‘The term supplementary firing is sometimes referred to as
auxiliary firing, When the heat input is significant and a membrane
wall furnace is used, then the HRSG is referred to as a furnace fired
‘unit. Note that one may use a membrane wall furnace design even for
a low firing temperature situation by choice. Hence these terms are
loosely used’ in: the industry and one should be aware of the
implications of the firing temperature on the selection and design of
‘the fumace, firing duct and the HRSG.
‘Table 1-2 below gives an idea of the steam generation
capabilities of each type. Note that no additional air is needed for
combustion for any of the three types as:the oxygen in the gas stream:
is generally adequate. If there is steam injection in the gas turbine,
additional air; sometimes referred to as augmenting air, may be
required? #9!
: ‘Table 1-2
Inlet gas temperature and steam genenation for gas turbine HRSGs
TumdSyiem —»«Gasin\Tema.cE Gas Steam ata
Unfired ‘200 - 1000) 85107
‘Supple. trod 1000-1700 251085
Fumace fired 1700-3200 321025
UNFIRED HRSGs
When the plant steam requirements are such that the energy in
the exhaust gases is adequate, an unfired HIRSG is selected. Typical
gas temperature entering the HRSG ranges from 800° to 1050°F,
depending on the gas turbine used. Figiire 1-7a shows a two-gas pass
design with a superheater, evaporator and economizer. This design
‘occupies a small floor space. The evaporator tube bundle is divided
into two portions by using a baffle plate. The gases flow across the
superheater and the bottom half of the evaporator, make a 180
degree turn and then flow across the top half of the evaporator tubes
into an economizer. Various gas inlet and exit configurations are
possible; for instance the gas-can enter at the top and flow down-
wards or exit at the side. Insulated downcomers are located at the
turning section.
‘Waste Heat Boilers
n
Figure 1-7a. A two-pass unfied HRSG with superheater, evaporator and economizer,
; Ieourtry ABCO Industri.
‘The|casing is internally insulated With 4 to 5 inches of mineral
ber or insulation and is protected from the hot gas stream by a
Stainless steel or corten or carbon steel liner, which is designed to
move or expand in the plane of the’ casing. Lower grade liner
‘material is used in low gas temperature regions,
‘The economizer can be located at the gas exit as shown. Designs
that help minimize steaming concerns are discussed later.
Figure 1-7e shows a single gas pass design. The stack could be
self staring or mounted over the turning section.
a
2 Waste Heat Boiler Desktook
Figure 17>. A two-gas pass HRSG installation, [evuriesy ABCO Industries]
AUXILIARY FIRED HRSGs
Supplementary firing of exhaust gases is done to raise the
temperature of the gas stream entering the boiler to a maximum of
1700°R, 50 that additional steam can be generated without major
‘modifications to the unfired boiler design. The 1700°F limit is set by
the design of the casing, which consists of several layers of high
temperature insulation inside the casing, varying from 6 to 10 inches
thick, which is protected from the hot gases by a suitable high
grade alloy linér material. The liner should cover as-much of the
insulation fiber as possible. and yet be free to thermally expand in
both the directions. Liner materials whatever their grade begin to
warp above 1700°F, resulting in the insulation being blown off by the
Waste Heat Boilers B
gas during the course of time; hence the limit on supplementary firing
temperature.
Appendix B can be referred to for calculations of casing tem-
perature! and heat loses through multilayer insulation. The easing
design described above is used for the duct work leading to the HRSG.
from the bumer and also in the HRSG portions having a high gas
temperature, Carbon steel liners and lesser insulation thickness may
bbe used in low temperature portions of the HRSG and economizer.
‘The firing transition is about 10 to 15 feet long, depending on the
boiler size and the transition angle between the bumer and the
HRSG.
The'HRSG does not differ much in concept from the unfired
design, except for the sizing of drum and other heat transfer surfaces
and components to handle the higher steam generation, The HRSG.
steam output can be easily doubled ag seen from Table'1-2 by the |
additional fuel input. Figure 1-74 shows a supplementary fired |
> HIRSG with a superheater.
Bisure 17. Single pass unired HRSG with superheater, screen, SCR, evaporator and
‘conomlser. Iourtesy ABCO Industries]
u Waste Heat Hoiler Deskbook
“The burner is located between the superheater and evaporator due to
design considerations. Due to the high firing temperature, the
evaporator has to be designed with varying fin configuration. The
first few rows are bare, followed by tubes with increasing fin density.
‘This is done to minimize the tube wall and fin temperatures and heat
flux inside the tubes. Methods of evaluating the performance of
cnfired afd fired HRSGs are discussed in Chapters 9 and 4.
eee
‘Waste Heat Boilers B
Duct burners, Figure 1-8, are used to raise exhaust gas”
temperdtures to about 1700°F. These fire generally premitim fuels
such as natural gas or distillate oils and heavy os. Line bursere are
similar in construction to duct burners but are located or mounted on
the front wall of a water cooled furnace. These are used to raise the
gas temperatures to nearly 2300°F. Due to the higher gas tem.
perature an insulated casing design is not adequate.
i Rn rum ans
Sepp ta tb gt fon |
esta) |
|
The HRSG for such an application is usually of membrane wall
construction as shown in Figure 1-9. Since the enclosure is fully water
cooled, there is no limitation on the firing temperature with these
designs. | |
The furnace length is determined. by the Jame length usually
(on the order of 10 to 15 feet. The burner supplier should be contacted
‘in the case of special fuels. The furnace section is followed by the
a
6 ‘Waste Heat Boiler Deskbook
convection section, which as before consists of a combination of bare
and finned tubes. The superheater, if used, could be located within
the convection bank.
Fagus 133) HAIL fred HRSG [erawing'and photo courtesy ABCO
Waste Heat Boilers v
Line burners and duct burners typically have alow gas pressure
drop, on the order of 03 in we. If steam is injected into the gas turbine
either for NO; control or for increasing the power output as in the
Cheng cycle system, the oxygen content in. the gas stream reduces.
This fact along with high water vapor content in the gas stream
forces one to use an augmenting air supply to ensure flame stability in
the burner.
In furnace fired HRSGs, register burners are used to fire the
exhaust gas stream to the maximum possible extent, ‘namely
adiabatic combustion temperature, depending on the oxygen content
in the exhaust gas. The bumer resembles @ conventional bumer used in
fired boilers, Figure 1-10 with windbox and throat for bumer
clements. The ges pressure drop in the windbox can be as high as 4 to
5 in we and hence imposes a penalty on gas terbine power output. It
may be noted that each 1 in we reduces the power output of the
= turbine by nearly 0.25%. One of the advantages of furnace fired
* designs is that it can even handle solid fuels. The gas turbine acts as
a fan supplying hot combustion air to the boiler. The boiler has a
fally water cooled radiant section of membrane wall design followed
bya convection bank and economizer.
{__\_,The superheater, if used, can be buried within the boiler bank
"a5 shown. When the capacity of ie HRSG 15 large, 2 shop
assembled D-type boiler may not be adequate and a field assembled
HESG resembling a fossil fuel fired utility or industrial boiler may
be required. The cu off steam flow is approximately 150,000 pp
Another important aspect that should be considered in the
clesign of the firing system is the maldistribution or non-uniformity
in the velocity profile across the duct cross section as the gases exit
the gas turbine, Also due to the size ofthe duct work between the gas
turbine and the boiler (nearly 30 to 50 feet high and 10 to 15 feet
wide) and the manner by which the gases exit from the turbine and
enter the HRSG system, additional maldistribution can occur. One of
the ways of dealing with ths situation is to perform a model study
and incorporate turning or guide vanes in the duct work ahead of the
HRSG and the burner; in addition, the transition angle of the
Guctwork connecting the burner and HRSG must ‘be carefully
reviewed. If it is too small, it minimizes the maldistribution but
adds to the cost; some suppliers use a distribution grid, which
ee
waste Flat Boters »
consists of a perforated plate with approximately 50% opening. This
increases the gas pressure drop by nearly 05 to 1.00 in wand
minimizes the maldistribution to some extent depending on the %
opening. A combination of both vanes and distribution grid may be
required in some cases. Model analysis is important and could help
prevent serious maldistribution problems particularly in units with
‘burners and superheaters.
FRESH AIR FIRING
Invall of these firing: systems, atmospheric fresh’ air can be
introduced to support combustion in case the gas turbine trips. In
refineries and in critical applications where steam production
should be maintained in the event of a gas turbine trip, this addition
is suggested. Figure 1-11 shows the scheme. A double louvered
damper with seal air fan prevents hot gases from going to the fan
when itis not in operation and the gas turbine is running, A guillotine
or.damper prevents air from leaking into the gas turbine duct work
when the fan is running and the turbine is off,
S
|
|—xRs6
LI
ldiverter
2slide gate
3.Firing duct
4.burner
S.Fan
Samper w/fan
5
Figure Il. Scheme for fresh ar fring,
20 ‘Waste Heat Boller Deskbook
It should be noted that the burner duty increases significantly when
itis on fresh air as it has to be raised from ambient temperature to
the firing temperature. The sizing concept for the fresh air fan is
discussed later, as it affects the system efficiency.
‘One of the concerns in several plants is the time for switching
over from gas turbine mode to fresh air firing mode. This could be on
‘the order of a few minutes. It is possible to reduce the time duration
between the gas turbine trip and start of fresh air supply by using an
induced draft fan behind the HRSG, which operates all the time
and handles part of the HRSG resistance when the gas turbine
‘operates and the complete HRSG resistance: when on fresh air. The
fan curve and the HRSG performance must be studied in depth before
selecting the system.
(COMPUTING FUEL REQUIREMENTS
Engineers have to frequently compute the energy required to
raise the temperature of gas turbine exhaust to a desired level; also
the concern sometimes is whether there is sufficient oxygen in the gas
stream to achieve the objective without additional combustion air.
Presented below is an analysis end a chart that may be used to
perform quick estimates of oxygen depletion and fuel consumption.
Supplementary firing of gas turbine exhaust gases using natural
gas or distillates is frequently done to generate additional steam in
waste hear boilers. With chart shown here, it is possible to
estimate:
1. Energy that must be added in the burner system to raise the
temperature of a given exhaust gas quantity Wy from Ty to
Tr
‘The quantity of fuel required to do this in scf/hr and in Ib/r
3. Maximum fuel input that is possible with a given oxygen
content of the exhaust gas (which usually varies from 15 to
19%).
‘Also, the chart may be used in reverse to determine the gas
temperature after the burners if fuel input is known.
waste Heat Boilers a
a —. 5
supplementary fuel parameters
Figure 1-12. Chart for supplementary fuel parameters (Oi and Gas Journal.)
NOMENCLATURE
A. = Amount of combustion air in turbine exhaust,
Ib/h.
C= Constant for combustion, depends on type of
fuel, 1b/MMBtu,
© = Oxygen content in exhaust gas, vol%.
LHV and HHV = lower and higher heating values of fuels,
Btu/Tb
Qeand Qmaz = Supplementary fuel input and maximum fuel
input possible, MMBtu/hr
2 ‘Waste Heat Boiler Deskbook
Wy = Fuel quantity, lb/hr for oil fuels and scf/hr for
natural gas
Wg = Turbine exhaust gas quantity, lb/hr
TyandT2 = Exhaust gas temperature entering and leaving
burner system, °F.
jyand hz = Enthalpy of gas entering and leaving burner,
Bru/Tb.
‘Theory. The energy required to raise We Ib/hr of turbine exhaust
from Ty to Tp is given by:
Qe= We (ha hy) ap
Where hy and kz are the enthalpies of the gas at Tz and T2,
respectively. With the chart, there is no need to look for lz and hz;
itis adequate if Ty and Tz are known. We, the fuel quantity required,
is given by:
Wy= Qe/LHV (1-2)
LEV dhe lower heating value of the ful is 18,000 Bts/Ib for
istillate oils and 1,000 Btu/scf for natural gas. Hence Wg is in Ib/hr
{or oils and in scf/hr for gas. Also, itis often desirable to know the
maximum amount of fuel that can te fired for a given amount of
oxygen in the gases, especially when the turbine exhaust is used as
combustion air in conventional boilers.
‘This can be found as follows. Let © be the vol% of oxygen in the
exhaust gas. The total combustion air available in Wg Ib/hr of gas
may be shown to be:
|
|
A= 100% Wig x 0% 32/(23 x 100x295) a3)
Molecular weight of exhaust gases was taken as 29.5, that of
| oxygen, 32. One million Btu of fuel fired requires a nearly constant
amount of air. For oils, this is 745 Ib and for natural gas it is 730 Ib. So
‘the amount of fuel that can be fired with "A" Ib of air will be:
Maximum = 108A/(C xHHV)
waste Hest Boilers B
where Cis the constant referred to earlier. Converting to fuel input
in MMBtu/hr on an LHV basis, the maximum energy that can be
input as fuel i:
08 xA xLHV)(C x HEV) (4)
Qmax
Now LHV/(C x-HHV) can be shown to be nearly 0.00124 for
both oils and natural gas. Using this:
Qmax= 58.4 xWy x0 x10. (1-5)
Exampled: A waste heat boiler for turbine exhaust gases handles
530,000 Ib/hr of gas at 900°. To obtain additional steam, it is
desired to raise the gas temperature through supplementary firing to
1400°F.
Determine:
1, Fuel energy required to raise the exhaus: from 900 to 1,400°F.
2. Fuel quantities required to do this in Ib/hr (oils) and in
sef/hr (natural gas)
3. Maximum fuel input possible if the oxygen content in the
exhaust as it leaves the gas turbine is 15% by volume.
Solution. Go up from Ty = 900 to eut Tz = 1400 and move right. Conmect
with We = 530,000 and extend to cut Qz scale at 76 MMBtu/hr. (Use
about 80 for sizing the’ burner system.) If distillate is used, fuel
quantity is read off the same scale as 4,300 Ib/hr. If natural gas is
used, it 18 76,000 scf/hr.
‘Connect oxygen = 15 with Wy = 530,000 and extend to cut Omar
scale at 465 MMBtu/hr. By working in reverse, T can be obtained if
Qz is known. The oxygen depletion is obtained by proportion. For 76
MMBtu/h, the oxygen depletion = 76 over 465 x 15 = 10.86%.
BASIC PROGRAM COMPUTES FUEL INPUT,
FIRING TEMPERATURE
For accurate computations one may use the program presented
below.
Supplementary fuel firing of turbine exhaust gases is frequently
utilized in combined cycle and cogeneration projects (Figure 1-13) to
generate additional steam from heat recovery boilers.
a Waste Hest Boiler Deskbook
Wy Te bay sumer eet
opr Barer i Ta
exhaust haz
Duet bume ster
Figure 1-13. Burner erangement showing the mass and energy balance.
‘Typical turbine exhaust has 14:16% free oxygen before entering
the combustion system. Part or all of it may be utilized to increase
the final combustion temperature to desired levels. Duct bumers
typically raise the exhaust gas temperature to approximately
1700°F maximum.
In furnace-fired heat recovery boilers the final combustion
temperature could be as high as adiabatic combustion temperature,
which is the temperature obtained by consuming all of the free
oxygen in the exhaust gas. Natural gas is the most widely used fuel.
In order to analyze the performance of the burner system and
the boiler—and to calculate the cycle efficiency—the following
data are required:
1, Fuel required to raise the temperature of the incoming
turbine exhaust gas to a particular value. Sometimes fresh
air is used instead of turbine exhaust gas.
2. Given a particular fuel input, the combustion temperature
(reverse of case 1) that results.
3, Fuel data such as density and heating value in Btu/Ib and
Btu/sct.
waste Heat Bollers B
4, Flue gas analysis, molecular weighé,
5. Maximum fuel input possible to consume all the oxygen.
With the BASIC program presented here one can perform all
the calculations with ease. The program runs on IBM PCs and
compatibles.
Figure 1-142, Progam for computing fuel input, combustion temperature,
VeLsney ore
2 RORATTHOR Wcananaryy
5 cis nay ote an cosSom a sem i
faronresvoscsrer?
IS reasece ns
maatawese 24k egnas ras a5,
hain nana ahvaseanasmnisasiassaa ART eS
asbata aisbsts isa mcsntisiné Seseeci time
shagsia ney tsaannysssanin eaeeasmaeieees eats
aobataeudssizaeasusnnsne sae
gaan cass ras,
hea easinnexri
e785 504.0432
@PCLEPANT FUEL GAS ANALY VOL ~pRINT™ =
Sa Fon ito serait jensen xr
eslivinadainicaneatargae
Segveagzreatlowat Parvo tt
POMMFHAEDe"aihnBDURT-A2~AISnARDe AALS YSE QA
2ateatien 1Oabe AHA DIE
AS INUT-ExWAUST Gus ANALYSI-VOL OF CO2.H2D.N2,02-"CORANAA.N2A,OEA:PRLNT™ *
IMT SOREN DUTY SLA HAL APF amon frets
SUAS BTA SNEE ASTM AY
wevatnas.7-
PAITO92 08) BDO ENST” anata
51 625 FLOKABRTENESWAIATAIR
Sto wave
Ts amanee-coza-ntewancdeenone2-O0at0
119 CozaN£023~ ATW ah- WAR” MWASN2AW-MDA* 2zWE:C2AN-OzA* 2aneWA
‘a coats igosracnvarenaazrataranhaaseeuesarne em ee eee
Tasers a.m
saoiorewe
iidintsrieata(atanot We
(alt erae soe a eae S5-
SCSSOTPABIAte eae wera
|
|
vols rai scat tgtoataaraal Swe |
ubcnanronain.nsoscoureonsare-oarecnatOaOe oy
pe Ttuecrarco-cozawaenan
NODE CHF WAM -WAIROZFGeO2AM HAIR DIRAEE =
26 Waste Heat Boiler Deskbook
Figure 1-14 (cont'd)
Eso ir rremreo Ten 205
BF ausevesrovre ven 200
a nov dena. ceg-seMirTeMTEMPeRO:COTD We
3B Ropcicovee wareeonrneniab-Soseb:co2VrcOUMSEE:R2OV-WA/SUN: D018:
‘evvsOK sow noezatven Sumi Diz-soaVsnR0W/ 4068
‘oun ortensv otrrEOY="8-OXYW"SEAIV-2HEOND
Ps cesconint: goiLTs oF COMBUSTION GALZILATIONS'FRINT”
Frovaietuey DEna¥Lesct™"aenseeLNvaTUREP=ANVEr LAVA
save
rain FLOW Ho" HAIR MOLWTAAPSVOL OR EODA:
be Herre OVDLCHRA OREO" HOVOD ORV:
{-S0aeSONV-MOL Te SNES
aeornint™
3 SFT awa remperTewe-purva er Une" ;°10°6rMAX FUL ATU" OMAK:
= {1S PRINT-FUEL GAS ANALYEIGSVOL"RINT™ ©
TODFRInT Haass
To LOCATE 7-124PRINTEASSHDAN
Biker
sovocare 2218.49
‘gir reur dan fen Mowe sn 260070 100
{ess Tem oscar es
tara osus 20086 )on2
{fob oaee sus 2onerczons
an hee seOxatnoznetPwcycoTe 10
‘as Meccosten te avemea eyo 5882-7427 EMP ODI SEBS 20°TEMP
Hoe OKs) ease rear 00) S0" the CTEMP EEO
soo RETURN
Hise Re-nrOx-wUneM-n-wA-ciIrce-BUS8
ame neToRN
‘Theory: The enthalpy of flue gas after combustion is obtained from:
(Wy gy + Wy xLHV)/(Wy + Wd a6)
f f
Wy = flow rate of turbine exhaust gas ot fresh air to burner, Ib/h
hg1 = enthalpy of incoming air or exhaust gas, Btu/Ib
Wy = fuel input, Ib/h = Q/LHY
Q._ = fuel input to bumer system, Btu/h (LHV basis)
LHV = lower heating value of fuel in Btu/Ib
hhg2 = enthalpy of final products of combustion, Btu/Ib
ste Heat Boilers az
‘hg and hg are functions of the air /flue gas analysis and
temperature.
Based on combustion constants (Ref 1), the oxygen required,
nitrogen, carbon dioxide, sulfur dioxide, and water vapor produced
are computed and the flue gas analysis for any given fuel input is
| obtained. A. subroutine calculates the enthalpy. Also, the heating
value of the fuel is computed based on the analysis. Up to 14
constituents can be handled by the program, as seen in Figure 1-14b.
Figure 1-14b. Inputs and results for Example
FUEL ANALYSIS el
damian: 295 n
2am 925 1
Bpenme 10 ”
= | Sinton 70 Balrog ns
pease 20 Swerve 7
Tope 20 Tehyaeee aide 71
EXWAUST GAS FLOW:L:N.TEMP.F=? 15000800
EXHAUST GAS ANALYSISAVOL OF €0220,N2.02-? 4 5:3285,82
[BURNER DUTY.ATUIM FINAL TEAP.Finpet zr forte unknomale?0,3600
[RESULTS OF COMBUSTION CALCULATIONS
| ain Tein so FLoMLim 138000 MOL WT= 282718 wvOL-COZ 4¥H20~ 53 02152 N2“75S
FLUE GAS FLOWLave 1383281 vOL-COZ= 550) n20» 86878602" 1150723 N2= 7421282
sSuz- 7160526 62oU w= 24 S088?
FINAL TEMP 153,112 DUTYMM BTU.Me 28.5 MAX FUL INATU/E 1252603608
FUEL GAS ANALYSIS-SWOL
shras @
| Seba 0 I irope- 15
Spenane 0 wateraper 0
Thaperaoe- 0 drogen side 1
If the fuel input to the burner in Btu/a is known, the fuel
quantity is obtained and the. flue gas analysis and..quantity are,
computed. The final enthalpy is obtained and, through an iterative
process, the corresponding temperature is found.
a a
28 ‘Waste Heat Boiler Deskbook
If the final desired temperature is given, the fuel input is
assumed and iterated to yield the final enthalpy, after computing
the flue gas analysis. Quick converging techniques are used.
‘The program also estimates the fuel input to consume all of the
‘oxygen in the incoming air or turbine exhaust gases.
Caleulation Examples
‘Two examples illustrate the versatility of the program.
Example 2: 135,000 Ib/h of turbine exhaust gas at 900°F, having the
analysis CO2 = 4%, HzO = 53%, Nz = 755%, and 02 = 15.2% all by
volume, enters duct bumer and has to be raised to 1600°F using riatural
gas having the following analysis: methane = 95%, ethane = 2.5%,
nitrogen = 1.5% and hydrogen sulfide = 1.0%, all by volume.
Determine:
1. Fuel heating value in Btu/Ib ard in Btu/sct.
2. Fuel quantity required in Ib/h and in Bu/h.
3. Flue gas analysis and molecular weight.
4, Fuel input to consume all ofthe free oxygen.
Step-by-step instructions for running the program:
1. Key in the program from steps 1 102010 as shown in Figure 1-14a.
Key the letters RU, N (RUN mode) and press the “enter” key.
3. You will see the 14 gases printed on the screen, one below the
other, starting from methane and ending at hydrogen sulfide (see
the output in Figure 1-I4b for the various gases, 14 in all.
4, Then the question is asked at the bottom of the screen, "What is
the maximum number of gas?" By this is meant the number of the
constituent in the fuel gas that has the maximum number (1 to
14). Iffor instance, we have methane, propane, and nitrogen in
the fuel, nitrogen has the number 12 (see the list of gases in the
results, Figure 1-14b) and is the largest. Hence one would enter 12,
in this case.
5. Once this number is entered, the list of gases up to the maximum
number appears on the screen, dne by one. Enter the volume % of
‘each as shown in Figure 1-14b. Ifa particular gas is not present,
center zero for its volume.
Waste Hat Boilers 2
6. Once the gas data are fed in, the next question asked is "Exhaust
gas flow and temperature.” Input the gas flow and the tem-
perature, separated by a comma, as seen in Figure 1-14,
7. Next the gas/air analysis is fed in. Volume % of CO, HzO, Nz,
2, are inputted, each separated by a comma, as seen in Figure 1-
1b. ;
8. The next set of data to be fed in are: “duty, final temperature.”
Now, input zero for the unknown, and the known value, each
separated: by a’ comma, as shown in Figure 1-14b. If the final
temperature is 1600 and the ‘duty is to be calculated, input 0,1600. If
the duty is, say, 2,000,000 Btu/h and final temperature is to be found,
input 2000000,0.
This ends the data inputting. The results appear as shown in
Figure 1-14b. ‘Gas analysis and other data can be seen.
‘The fuel gas and flue gas analysis, final temperature, maximum
possible fael input, and heating values of fuel are all printed out.
‘The fuel input is 28.35 MMBtu/h and maximum possible fuel
input is 1233 MMBtu/h. Flue gas quantity is 136,339 Ib/h and 115%
oxygen is still available in the exhaust gas. Lower heating value in
Btu/Ib is 20,640 Btu /Ib.
Example 3: 100,000 Ib/h of fresh air at 80°F enters a burner and 100
MMBtu/h of fuel is inputted. Determine the final temperature. Fuel
has 95% methane, 3% ethane and 2% propane, all by volume.
Solutior
Procedure similar to Example 2 is followed. The analysis,
used for airs 79% nitrogen and 21% oxygen by volume.
It is seen from the printout that the final temperature is 3150°F
and maximum possible fuel input is 126.1 MMBtu//h. See Figure 1-14.
Analysis of the flue gas and other data may also be obtained from
the printout.
20 ‘Waste Heat Boiler Deskbook
Figure 4 Input and els for Brample
FUEL ANALYSE" Vmahine 785
Ream 27
Somes 22
EXHAUST GAS FLOW.3i,TEMP-=? 10000080
[EXHAUST GAS ANALYSIS4VOL OF C02,H20,n2,027 087821
[BURNER DUTY-ETU.H FINAL TEMP. putz for unkoown?T0000000
[RESULTS OF coMBUSTION CALCULATIONS .
FUEL DENSITY.L asc? .So22506-2 LHVATUCE® 864375 LAV-TUILEe 2169828
{IR TEMP IN 9 FLOW-LEe 10000 MOL WT=2624::VOLCO?® 0 H20- 00262182678
FLUE GAS FLOW-LE Me 1sGH843VOL-CO2=T752647 H2OH 16.1457 OD 491802 NBe 72.08
$02 8MOL WT=27538%9, ‘
FINAL TEMP> 2168582 DUTY.MM BTU/H=TOOMMAX =UL INATUIM 12512206-38
FUEL GAS ARALYSISSVOL
Boerne
Styzogn:@
‘Weabon monoid. 0
Veahon sense 8
iRaloopen
waar oper 9
Thopeoaee 0 ebybrgen slide
SUPPLEMENTARY FIRING AND
SYSTEM EFFICIENCY
The efficiency of the HRSG system improves with firing. This
can be seen from the example given below. The reason is that with
the same oxygen content entering the bumer, more fuel is being fired
thus reducing the excess air leaving the stack; also, with an increase
in inlet gas temperature the exit gas temperature from a HRSG with
an economizer usually decreases. This is due to the significantly
larger ratio of water to gas flow in the fired mode compared to the
ratio in the unfired mode. The gas flow remains nearly constant,
while the steam production and the water flowing through the
economizer increases, depending on the extent of firing. This fact is
partly responsible for the improvement in efficiency. More
information on HRSG heat balances and temperature profiles and
the use of the software COGEN can be seen in Chapter 4.
‘waste Heat Boilers at
Example 4: A supplementary fired boiler generating 200 psig steam
operates as shown in Table 1-3. (the data have been obtained from
COGEN software described in Chapter 4.) Determine the system
efficiency using ASME PTC 4.4.
Table 1-3:-Data for Supplementary Fired Boiler
1. case pl perhan 1 2 3
2. gastlow, pph 180,000 150,000 150,000
3. inlet gas temp, °F 900 ; 900 ‘900
4, fring temperature 900° 1290 1718
5. bummer duty, LHV MMBtu/h: 0 17.30. 37.60
6. steam flow, pph 22,780° 40,000 60,000
7. steam pressure, psig 200 200 200
8, feed water tomp, °F 240 240, 240
8, exit gas tome, F 327 315. 310
40. steam duty, MMBtuh 2287 39.90 59.90
11. system efficiency % 68.7 79.2 84.90
Note: gas analysis in :% vol COz =3, HO = 7, No = 75,02 =15
blow down =3%
Solution: Using COGEN program and the methodology discussed in
‘Chapter 4, the design and off-design performance at vatious loads
were obtained; the results are shown in Table 1-3. Gas enthalpy at
220 Btu/Tb (from Appendix E).
Efficiency = output /input = 39900000 /(17300000 + 150000 x 220)
79.20 % for case 2.
‘As seen from the above table, the efficiency increases with
additional fuel input. The additional fuel input generates nearly 90
to 95% of its energy equivalent as steam.
FRESH AIR FIRING AND EFFICIENCY
Fresh air firing is often used in gas turbine plants in case the gas
turbine fails or is shut down and steam should still be generated.
How does one select the fresh air fan capacity?
The efficiency of the HRSG system increases with a decrease in
stack gas temperature and mass flow, as will be shown in Chapter 4
a
2 Waste Heat Boiler Desbibok
Hence an obvious method of improving the system efficiency is to
select as low a mass flow as possible for the fan compatible with fir-
ing temperature considerations. That is if the capacity of the HRSG
can be maintained at a lower fresh air fan flow without exceeding,
the firing temperature that may call for a different type of HRSG
(membrane wall versus insulated casing) then that is the best choice.
In order to illustrate this, let us se2 how the HRSG in Example 4
performs with fresh air fan while generating 40,000 pph of steam.
Example 5: There are two fan selections—one with 130,000 pph’
capacity and’ another with 150,000 pph. Determine’ the system
efficiency, when 40,000 pph at 200 psig is generated, feed water
temperature is same as before,
Solution: Using COGEN the results are obtained for both the cases,
see Chapter 4.
‘Table 1-4: Fresh Aix Firing Performance
1. airflow, ppb 130,000 150,000
2. inlet temp, °F 60 60
3. firing temp, °F 1424 1204
4. ont gac tomp, F 208 ae
5. steam flow, pph 40,000 40,000
8. burner duty, MMBtu/h 48.72 50.92
7. efficiency, % B18 79.25
‘The following points may be seen:
1. As the capacity of the fan reduces, the efficiency improves as
the heat loss from the system is lower.
2. The stack gas temperature is also reduced due to the higher
firing temperature with the lower air flow, adding to the
improvement in efficiency.
3. The cost of the fan will be lower as the capacity and hence the
{gas pressure drop are lower.
4, The firing temperature is higher but if the design can handle it
‘without a major change, lower fresh air flow is preferred.
5. The burner duty is naturally more as the air is raised from the
ambient temperature to the firing temperature, compared to gas
turbine operation.
Waste Heat Boilers 2
HRSG DESIGN FEATURES
Finned Surfaces and Design
Fined surfaces (solid and serrated) are extensively used in
HIRSGs for gas turbine applications. Their use makes the HRSG
compact and weigh less; the gas pressure drop, which is an operating
penalty, is also reduced with finned surface design. Appendix A
discusses the method of calculation with finned tubes and also com-
pares a HRSG design with and without finned tubes. When natural
gasis fired in the gas turbine or burner, the clean gases permit one to
use as high’a'fin density as 5 or even 6'fins/in for evaporators or
economizers. Tubes may be arranged in line or staggered fashion.
With distillate fuels, the fin density should be lower say 4.5 or 5
fins/in. Fin height ranges from 5 to .12 in., depending on fin tip -
temperature calculations. Higher the fin density or ratio of external
to tube internal area, higher will be the heat flux inside the tubes,
tube wall and fin tip temperatures and the gas pressure drop.
Superheaters on the other hand have a low tube side heat transfer
coefficient and hence it is prudent not to use-a high fin density as
discussed in Appendix A; if so done, the tube wall and fin tip =
temperature will be higher; the surface area will appear to be high
with’a high fin density, but due to the low overall heat transfer
coefficient, the duty transferred could be the same or even less. Hence
‘one has to be careful while evaluating the performance of finned
surfaces and not go by surface area alone, as it is misleading. The
Product of surface area and overall heat transfer coefficient
determines the duty and not the surface area alone. More information
on finned tubes and their optimization can be found in Appendix A.
‘When the gas turbine burns a dirty fuel such as heavy oil, the
fin density should be lower, say not more than 2 or 3, depending on
the presence of slagging constituents in the fuel ash; more clearance
Should be allowed between tubes; inline ‘arrangement is preferred as
soot blowers could be more effective. If the fuel oil is extremely
dirty, a bare tube design, though expensive, may be the only choice
With fired HRSGs the gas temperature along the gas flow
Path will change, Hence the evaporator should have combinations
of bare and finned tubes of varying fin densities so as to minimize the
hheat flux and tube wall and fin tip temperatures. Usually the tubes,
ae
Py Waste Heat Boiler Deskbook
at the front end would have a low fin density followed by high fin
density section. The thermal design procedure should account for the
different fin combinations. Ifa superheater is used, itis preferable to
bury it within the convection section when the firing temperature is
very high. This helps lower the metal temperatures and hence
increase its life. Methods of minimizing superheater metal
temperatures are discussed in Chapter 3.
Usually HRSGs for small ges turbines come in packaged.
designs, while for large machines (gas flow above 250,000 ph) each
surface’ suchas superheater, evaporator or economizer is built in a
separate module for shipping purposes.
STEAMING ECONOMIZERS
‘As will be seen in Chapter 4, one of the problems associated
with low load or low ambient operation of a gas turbine is steaming
in the economizer. Formation of steam in the steam water mixture
obstructs the flow of the mixture when it flows in the downward
direction and may result in vibration or water hammer concems. Iti
preferable to have the tubes which are steaming to be oriented in
such a way as to aid the flow of bubbles, namely upwards. Figure 1-
15 shows a horizontal tube economizer design that has multi-streams
{in which the water in the last section flows from the bottom to the
top header. Steam bubbles if any should be easily removed with this
configuration. The economizer could also be designed as a two gas
pass unit as shown in Chapter 3 with the water in the exit section
having an upward flow. The other options are:
1. Reverse the flow direction of water using valves, which is
cumbersome; in non-steaming mode the economizer operates in
counter flow configuration, while in steaming mode, it operates
in parallel flow configuration.
2. ‘The exhaust gas may be by-passed around the economizer to
decrease its duty and thus prevent its steaming. This is a loss of
energy. sis ne
3. Some boilers are designed so thet the gas flow to the boiler itself
{s bypassed diiring steaming conditions; this is not recommended
‘waste Heat Boilers Eo
as it results in a significant loss of energy by virtue of the
evaporator not handling the entire gas stream. ,
4, Bypass a portion of the economizer surface on the water side so
that the surface area participating in heat transfer is reduced
and hence the duty or enthalpy rise decreases thus avoiding
steaming.
‘The author prefers the design shown in Figure 1-15 as it does not
resultin loss of energy in any mode of operation.
Figure 1-15. Arrangement of HRSG with horizontal gas flow economizer. (courtesy
ABCO Industries)
Emissions of NO, and CO
Firing of fuel in the turbine and auxiliary burner introduces
pollutants such as‘ NOx and CO into the exhaust gaé stream.
Stringent pollution regulations dictate the amount of NOx and CO
that can leave the stack of present day boilers. Pollutants are often
% Waste Heat Boiler Deskbook
specified in ppmvd (parts per million volume dry) with reference to
15% oxygen in the gas for emission monitoring and control purposes,
while bumer suppliers often suggest their contributions in mass flow
units. The procedure outlined below may be used by engineers for
relating the mass flow rate of NOx end CO to ppmvd and vice versa.
Emission-Data Conversions
Monitoring combustion emission products—NOs and CO in
particular—is increasingly important, due to tightening regulations.
Gas: turbine cogeneration or combined-cycle plants, for example,
produce both of these emissions, and regulations pertaining to them
are very strict.
Because of this situation, it is desirable to have a quick and
easy way of converting emission data from mass flowrates (Ib/h) to
ppm(o), dry basis, which is the usual way that they are reported to
regulatory bodies. An oxygen concentration of 15% is the usual
reference in industry.
With the enclosed chart it is possible to accomplish this
purpose. The chart provides a conversion factor, F, which allows
both the Ib/h-to-ppm(o) conversion and the reverse.
Nomenclature
V_— = volume or volumetric retio; Va, volumetric ratio
‘of NOx (ppm); Vc, volumetric ratio of CO (ppm)
w = flowrate of a constituent gas in the exhaust stream, Ib/h
W_ = total exhaust stream flowrate, Ib/h
F = conversion factor
MW__ = molecular weight of exhaust stream, Ibs
%H20 = percent volume of water in the wet exhaust stream
%02 = percent volume of oxygen in the exhaust stream
Underlying Theory
If w, in units of Ib/h, is the flowrate of NOx (usually reported
as NO?) in a turbine exhaust stream of W Ib/h flowrate, the
following equation gives the volumetric ratio on a dry basis. (The
molecular weight of NO? is 46.)
Waste Heat Botlers a
_ V-= [@o/46)/(WIMW)] x 100/(100 -%6#20) (17)
In this equation, %H20 is the volume of water vapor in the
exhaust stream, and MW is the molecular weight of the gases. V_
must further be corrected for the 15% oxygen, dry basis, as follows:
7 10° V 21-15)
Ve lin ppm(v)} = ——_10V@h=15)_
21—[100/(100=96EEOT x %O2 (18)
{
In this case, #02 is the’percent volume of oxygen in the wet
exhaust gas: Similarly, the CO emissfon'rate in ppm(v), 15% Op, dry
basis, is:
(1-9)
Figure 1-16 solves for the concentfations of both NOxand CO; —
the conversion factor, F, is obtained from it as a function of %H2O
and %O2, A molecular weight of 28.2 was used for the construction of
the chart. Then,
(@ n/W) x10 xF
L642 x (ef W)X 106% F 10)
Vn lin ppv)
Velin ppm(v)
Sample Problem |
Determine the NO and CO concentrations, in ppm(v), 15%, dry
basis, if25 Ib/h of NOx and 15 Ib/h of CO are present in 550,000 Ib/h
of turbine exhaust gas. The percent volume of H20 is 10, and the
Percent volume of Opis 11 inthe wet exkaust gas.
}
Solution: From the figure, F at 10% HzO and 11% Op is 046. Then, Vn
equals (25/550,000) x 106 x 0.46 = 21. Also, Ve equals 1.642 x
(15/550,000) x 108 0.46 = 206. "
‘Methods of Reducing Pollutants
Gas turbine combustor modifications such as staged combustion,
premix burning and proper distribution of air and fuel often referred
to.as dry NO, control methods are being done toreduce NOx and CO.
Siemens, a European supplier of gas turbines is introducing a
i
5 ‘Waste Heat Boiler Deskbook:
nginering)
Figure 1-16. Chart for converting NO,, CO emissions. (Che
EMISSION-DATA CONVERSION CHART |
2
5
Conversion factor, F
1% 12108 64
H,0, vol. %
‘The Intersections of the vertical and diagonal Imes yleld conversion factors for
calculating the volumetric ratios (In ppm) ef CO and NOs
Waste Heat Boilers 9
machine guaranteeing 9 ppmvd NO; with no steam or water injection
with'CO at less than 8 ppmvd. Some other suppliers have come out
with machines with emissions-less than 25 ppmvd NO. However
the popular method is steam or water injection in the gas turbine.
Adding steam or water reduces the flame temperature and suppresses
the formation of NOx by up to 70%.
However water injection can increase the CO and UHC
(unburned hydrocarbons) especially at low loads, increase the heat
rate nearly 5% to make up for the heat of vaporization lost to stack
and possibly shorten the life of the. turbine components. Steam
injection does not exact as high a heat rate penalty as water injection
but the quantity of steam injected is nearly 50% more. However the
electrical power output increases as the mass flow and the specific
heat of the exhaust gas increases. These methods typically reduce
NO;xto 40 to 50 ppmivd range. Note that the addition of water or
steam affects the exhaust gas analysis and hence the duty of the
HRSG. Gas turbine suppliers can furnish more information on the
characteristics of their machines with steam or water injection.
The water used for injection should be of high quality,
preferably demineralized. If steam is used, it should have a good
purity and.as low total dissolved solids as possible. In the Cheng
cycle system discussed later, a combination of drum internals plus an
external steam separator was used to achieve the desired steam
purity of less than 50 parts per billion of solids. If the steam or water
is not of good purity, the solids can deposit on the turbine blades
resulting in poor performance and even turbine failure.
With NO, requirements in the range of 6 to 10 ppmvd in several
locations, SCRs (Selective Catalytic Reduction Systems) are seen as
the only proven solution to meeting these levels of pollutants, even
though they are expensive. Figure 1-17 shows an arrangement of a
HRSG with SCR for NOx reduction. The base metal catalyst
(vanadium) is sandwiched between modules in an operating
temperature regime of 600 to 750°F (for some catalysts). This may
require splitting up of the evaporator module so as to obtain the
window of temperature at different loads and gas flow conditions.
An example to compute the gas temperature. at the SCR at
different gas inlet conditions is given in Chapter 3. Ammonia is
injected upstream of the catalyst and is mixed with the gas stream
0 ‘Waste Heat Boiler Deskbook
RSG col Zar annontn tale Aeontraller Sone thrkine
1. HRSG coll 2. air 3. ammonia tank 4. controller 5. gas turbine 6, duct
burner 7. ammonia grid 8, SCR or CO catalyst 9. stack
Figure 17-a eb, Arengement of catajts for’ NO, and CO reduction,
before it reaches the catalyst, where the NO; is converted to Nz and
20. The excess of ammonia called ammonia slip should be
minimized by proper controls. Base metal catalysts are suitable for
higher temperature operation in exhaust gas streams containing
higher levels of SO,. In oil fired ERSGs the excess ammonia can
react with $03 to form ammonium sulfate which can deposit on
surfaces at low temperatures and cause fouling and corrosion. One has
to check the HIRSG performance at different loads and ambient
Waste Host Boilers a
conditions to ensure that the temperature window for proper opera
tion of the catalyst is maintained. Typically catalysts have 80 to
90% removal efficiency. Catalyst for CO removal could be located in
a higher temperature zone, even ahead of the superheater. If there
is a bumer, itis desirable to shield the catalyst from the radiation
by locating it downstream of a screen secticn or superheater
One supplier offers'a precious metal catalyst located in’a low
temperature zone namely 430 to 530°F for removal of both NO. and
CO. The advantage is that the catalyst can be located beyond the
evaporator and ahead of the economize and splitting up of the
evaporator is avoided. The gas pressure drop can also be lower due to
the use of a single catalyst versus two. It is also claimed that the
excess ammonia or slip reacts directly with’ the precious metal
catalyst to form nitrogen, water and nitrous oxide, which is not a
pollutant; however it is a greenhouse gas.
An additional gas pressure drop of 2 to 3 in we due to the SCR
fas to be considered in the overall evaluation of the system
performance as it affects the gas turbine power output. As mentioned
elsewhere, every 4 in we reduces the gas turbine output by nearly 1%.
With machines reaching the 150 MW range, the loss in power cannot
be ignored.
BYPASS DAMPERS
One of the major auniliaries used in gas turbine plants is the
bypass damper, Figure 1-18, The objective of using this is to be able to
folate the boiler from the gas turbine and also modulate the gas
flow during startup of the boiler so that the steam pressure in the
Poller can be raised slowly. However there are several large gas
turbine HRSGs which are connected directly to the turbine.
If seal air fans are not used, there is likely to be leakage from
the gas side to the atmosphere, resulting in loss of energy; this could
be 0.5 to 1.0% of the energy in the gas stream, which is not
insignificant,
Sealing efficiency of a damper could be specified in two ways
and itis important to note the difference. One way is specify on the
basis of the area. If the leakage efficiency is 99.5% on this basis, it
- ———
2 Waste Heat Boller Deskbook
means that .5% of the area is not sealed and gases can leak through
this area.
4
Damper arrangement
Bypass
slack
Damper To
stack
Waste heat
boller
‘igure 118, Bypass damper scheme for gas turbine HRSG,
igure 1-18. Bypass damper es
‘The amount of gas that can leak is a function of the differential
‘across the damper, the area of damper and the gas density. If the
leakage flow is say 1000 pph when the total flow is 100,000 pph, the
sealing efficiency on flow basis is:
+100 (1000/100000) x 100 = 98%.
A. simplified approach to estimating the leakage across
dampers is given below.
Considering the flow situation similar to that of an orifice we
can obtain an expression for the gas velocity for the leakage flow as
follows:
Let us derive an expression for the leakage of gas across a
damper, stating the assumptions made.
Most of the dampers used for isolation of gas or air in ducts are
not 100% leakproof. They have a certain percentage of leakage area,
‘which causes there to be a flow of gas across the area. Considering
the conditions to be similar to those of flow across an orifice, we
have
ase Heat Bolrs 2
Venu 4 28 a
. 205 (4)
where
828 velocity through the leakage area, fps
Hy = differential pressure across the damper, in. WC
density of gas and water, Ib/cu ft
acceleration due to gravity, ft/sec?
coefficient of discharge, 0.61
‘The gas flow Win Ib/h may be obtained from
vi
W600 94 .000- Vs
oe D0 (1-12)
Where E is the sealing efficiency on an area basis (5). Most
dampers have an E value of 95 to 99%. This figure is to be provided
by damper manufacturers. A is the duct cross section, 2. Substituting
for Ca= 0.61 for pg = 40/(460 + 1) and simplifying, we have
W=288400000-) ,/
460 0% 7 (1-13)
where tis the gas or air temperature, °F,
Example 6:
A damper used in a HRSG system is claimed to have a sealing
efficiency of 99%. If the gas flowing in is 120,000 ph at 1000°F and
the differential between the gas and atmosphere at ‘he damper is 7
iP wc, determine the leakage flow and the loss in energy. Assume
that the damper area is 10 sq ft.
Solution:
Using Equation (1-13)
W = 2684 10 100-99) x YHA = 1720 pp
‘The sealing efficiency on flow basis = 100 — (1720/120000) x 100
~ 98.56%,
“ Waste Heat Boller Deskbook.
‘The loss in energy with reference to 60°F = 1720 x 260 = 45
‘MMBtu/h.
RECENT TRENDS AND THEIR
IMPACT ON HRSG DESIGNS
With improvements in firing temperature in the gas turbine to
2400-2500°F range and’ higher pressure’ ratio, the exhaust gas
temperature is likely’ to be highe:, on the order of 1050 to 1150°F.
This may necessitate a larger HRSG with additional heat recovery
surfaces and possible reheaters, as in conventional utility boilers,
‘which can improve the combined cycle efficiency by 210 3%.
Gas turbines are also being used with solid fuels such as coal
and wood. The low Btu gas from the gasifier is fired in the gas
turbine as shown in Figure 119 and 1-20 after being cleaned in a hot
gas cleanup system. Pressurised fluidised bed combustion/
{gasification system may also be coupled to gas turbine combined cycle
systems, Figure 1-21.
In another concept, the hot coal combustion products transfer
energy to air using a ceramic heat exchanger. The hot air in turn
drives the gas turbine. The ceramic exchanger unlike conventional
metal exchangers, can withstand 2000 degree C. The hot air can be
raised to 1200 degree C, typical inlet temperature of a high
efficiency gas turbine. The exhaust gases transfer energy to steam via
a HRSG. The system is expected to be 50% more efficient than
today’s conventional steam turbine plants.
Landfill gas from refuse sites is being widely used in
‘cogeneration projects; reciprocating engines as well as gas turbines use
this fuel, which typically has 40-50% methane, 35-45% carbon
dioxide, some nitrogen and water vapor. Due to the lower heating
value, their combustion temperature is lower and hence generate
lower NO, levels. Sulfur compounds and chlorinated fluorinated
hydrocarbons present in the gas can cause low temperature corrosion.
in parts exposed to the gas. Figure 1-22 shows a typical system for
collecting and burning LFG gas in an engine.
viaste Heat Boilers
Stack
Compressor Gas bine FS
coat ‘Stew turin =
t___
DIRECT COAL-FLELED TURBINE
Pai
em
S {°
L_ Economica}
= HH =
‘ADVANCED PRESSURIZED FLUIDIZED BED COMBUSTION
Figure 1-19, 120, 41-21. Coal based combined eyce systems (Pouer]
| ‘yaate Heat Boilers ”
| HIRSGS FOR STIG AND CHENG CYCLE SYSTEMS
Steam injected gas turbines (STIG) are widely used to improve
the power production capabilities of gas turbine systems. This
requires modifications to the gas turbine combustion chamber. Unlike
steam injection for NO, reduction, STIG systems inject a significant
amount of steam into the gas turbine. This alters the mags flow and
gas analysis significantly. One of the popular systems which is used.
to balance the thermal load and electrical power is the Cheng cycle,
Figure 1-23. In this cogeneration system, the saturated steam that is,
generated is consumed for process, while low pressure superheated
steam is injected into the gas turbine to increase the power output;
variations in process steam requirements are handled by varying the
fuel input to the duct burner located between the superheater and
evaporator. This system offers more advantages compared to a
combined cycle system.
[oS |
Figure 1-223, Cheng cycle heat recovery system.
1. Equal or slightly more electrical power output compared to a
combined cycle system with the same gas turbine.
2. Absence of major auxiliaries such as steam turbine and
condenser, which results in less complexity and cost.
3. Very little cooling water requirements compared to a
combined cycle system.
al ‘Waste Heat Boiler Deskbook
Figure 1-28b, HRSG for Cheng eyclesystem,[Courtegy ABCO Industris}
4. The flexibility of varying process steam and power output
without wasting energy. In a conventional gas turbine cogeneration
plant, a diverter would have to be used to bypass gas if the steam
demand reduces, resulting a waste of energy. When less steam is
required for process in Cheng cycle systém, the excess steam can be
vaste Heat Boilers ~”
superheated and injected into the gas turbine, thus increasing the
electrical power.
5, Asa incidental advantage, the NOy emission is significantly
lower in the injection mode.
‘The only drawback is the large amount of good quality feed
water that is lost to the atmosphere along with the exhaust gases in
the injection mode,
‘The superheater is designed so that it can ran dry if required;
this mode would occur when maximum process stem is required. Four
‘modes of Operation are possible with this system, as seen in Figure 1-
2A.
6k e
2
2 suprtsnenrany
= Se aI Shean
5 ierci
5 3
3s 7
2. |ieearne wim
2 [RE enarms, win
f [inet SERDAR
Finn
Tae zaa70
STEAM OUTPUT, KG/H
Figure 1-24, Operating modes for Cheng eye,
1, unfired, full injection; no process steemy this mode is
attractive for plants which have no requirements for steam or have
little cooling water but which would like to maximize the power
output using a HRSG and gas turbine alone. Due to the increased mass
flow and the higher gas specific heat, the gas turbine power output
's increased by more than 60%.
2, fired, full injection; maximum power and process steam are
generated.
50 ‘Waste Heat Boiler Deskbook
3. fired, no injection; maximum amount of process steam is
generated. The superheater runs dry.
4. unfired, no injection; all the steam goes for process.
‘The HRSG can operate not only in the above four extreme points
butalso in between with any combination of power and process steam.
by varying the injection steam, and the fuel input to the HRSG.
The electrical power output based on an Allison 501 KBS
‘machine varies from 35 to 5.5 MW, while the process steam can vary
from nil to 50,000 pph as shown in Figure 1-24. The HRSG is designed
to handle the’ significant variations in steam load, fring
temperatures, gas analysis and exhaust mass flow; a feed water
exchanger is located between the deaerator and economizer to
preheat the make up water and hence improve the system efficiency.
‘As mentioned earlier, the superheater is designed to run dry. In order
to minimize concerns with exfoliation of metal oxides into the
turbine due to the varying wet end dry operation, the superheater
‘tubes are alonized on the inside. Table 1-5 shows the gas data with
and without injection. This system is in operation in several plants
which have varying steam and electrical load, Figure 1-7c.
‘Table 1-5, HRSG Performance in Various Modes
a 8 c .
1 Gist Tanp, Fe) season) suas00) og) mT
2 GasTomprmsurec ic) asneasy —30(45) EAS) TORES
S GusTempiotnp,Fi) —engs) SSNS) 10955
4 CaTomp wear wap gas) YI)
5. Suck as Temp.) eo, 17008) a0)
8. Ta Seam pp eh) zrmajea) —sroooee7o) —esoonn7e) —zarose75
7, Stam Press, Pa a) ssa
1 Sopot Swan seh fght 9800029) 98008009)
8 SuanTonp, FC) essusy —aseu7 a
er a 1996) as)
1. GaP. Dap. (nme) SaI7S3) 8720 63160 sar)
CASE A: ai Hn: Fd po Fr Osi
waste Heat Boilers ~ 5
OTHER APPLICATIONS OF
GAS TURBINE EXHAUST
‘There are several used to which the exhaust from gas turbines
are put such as direct drying of wood products or cement. The exhaust
may be used as combustion air in fired heaters. Compressed air or
heat transfer fluids such as therminol, glycol may be heated by the
exhaust gases. Recuperators or air-heaters resemble HRSG modules
except for the fact that compressed air flows inside the tubes, not
steam/water. Due to the low tube side heat transfer coefficient, a
low fin density is recommended as explained in Appendix A:
ENHANCED OIL RECOVERY (EOR)
‘One'of the methods of enhancing the output of oil is through
injection of steam into the wells. This is called secondary. oil
recovery. Wet steam of 80% quality at high pressures, on the order of
2500 psi, depending on the depth of the well, is generated using gas.
turbine exhaust in EOR (enhanced oil recovery) applications. The
water available for these applications could be of poor quality
having on the order of 1000 to 5000 ppm tatal dissolved solids.
The HRSG resembles an economizer module or a forced
circulation evaporator and is generally of the once through type.
Drum type units have not been used due to their stringent water
Quality requirements and also the poor response to load changes.
Water enters the coils at one end and come out as wet steam at the
other end. Wet steam ensures that solids in the water, which may be
of poor quality, are not deposited inside the tubes but dissolved and
carried along with the wet steam.
One has to be concerned with heat flux inside the tubes
Particularly with fired units. Hence selection of fin configuration
along the gas flow path has to be made with great care. The tubes at
the hot gas end are bare or have a lower ratio of external to internal
area and the fin density can be increased at the lower gas
temperature regions. With small capacities (on the order of 50 to
100,000 ph), the design is of single stream; multiple streams or
Parallel passes are avoided so that concerns with two phase flow
i
52 ‘Waste Heat Boiler Deskbook
instabilitiés are minimal. In large units, methods to improve two
phase flow stability, such as increasing the inlet restriction by using.
an orifice in each stream, are employed. The units could be unfired or
fired.
Low temperature systems sich as Kalina cycle, in which the
medium inside the HRSG tubes isa varying mixture of ammonia and
‘water are being developed as also organic cycles.
RECIPROCATING ENGINE HEAT RECOVERY,
Generally the exhaust from reciprocating engines has a lower
temperature and hence is used for heating hot water or for generating,
low pressure saturated: steam. At full load a reciprocating engine
converts about 33% of the available energy into useful work and the
remaining 67% is lost to jacket water, to the exhaust gas and loss to
atmosphere. The effect of ambient temperature on power output is not
as significant as with-a gas turbine, whose output could drop by
nearly 3% to 5% with a 10°F increase in ambient temperature. With
larger gas turbines evaporative coolers are used to alleviate this
concern, but this is an added cost.
Reciprocating engines also have a higher part load efficiency
and require fuel gas at a much lower pressure. Though they are more
‘expensive, they find applications in systems requiring higher power
to heat ratios, hot water or low pressure steam.
Figure 1-25 shows a system for generating low pressure steam on
the order of 10 to 15 psig, from jacket water and exhaust heat. In an
ebullient cooled engine, water is allowed to boil under controlled
conditions inside the engine jacket The resulting steam water mixture
goes to an external steam separator where the steam is separated
and water circulates back. The exhaust gas heat recovery system
operates in parallel with engine jacket as shown.
WASTE HEAT BOILERS IN HYDROGEN PLANTS.
In the, process of manufaccure of hydrogen. through steam
reforming of natural gas or napatha several waste gas streams are
prste Heat Boilers 2
Engine
Woste heat boier Condensate receiver
"Figure 125, Heat recovery scheme with reciprocating engine.
generated. The steam reforming process converts a mixture of
hydrogen, methane, carbon dioxide, carbon monoxide and water
vapor in the presence of a catalyst. See Table 1-1 for the gas analysis
and temperature ranges. Figure 1-26 shows the scheme for
manufacture of hydrogen or ammonia. Reforming process requires
that the reaction products at a high pressure be maintained at a
high temperature in a reaction furnace heated by flue gases. The flue
405 exiting the furnace at temperatures of 1600 to 1800°F are used to
generate high pressure steam in a waste heat boiler.
Maximum heat recovery compatible with considerations of
high and low temperature corrosion is the objective of the flue gas
waste heat boiler. The reaction products in the furnace called the
reformed gas, on the other hand, are cooled in a reformed gas boiler
from abut 1650°F to 650°F. The exit gas temperature should be
controlled within a narrow range at all loads so that the gas stream
can be used for further processing; this boiler is called the reformed
8 boiler; steam generation is of secondary imoortance.
Figure 1-27 shows a bOuc. ov. sis app-catv With internal
Bas bypass control At low gas flow conditions, the exit gas
temperature reduces (see Chapter 2 for methods of evaluation and
method of computation of bypass flow). Hence a portion of the gas
has to be bypassed and mixed with the cooler gases to obtain the
desired exit gas temperature. Since the gas pressure is high, a fire
tube boiler is appropriate for, this service. The materials of
Construction have to be chosen considering the hydrogen damage
Possibility.
s Waste Heat Bole Deskbook.
=
or
comme —E] mn,
As
Figure 1.26, Scheme of a hydrogen plant
Figure 1-28 shows the Nelsons chart which is used as a guide to
‘material selection. The presence of hydrogen increases the tube side
heat transfer coefficient nearly 4 to 5 times that of a flue gas stream
or air; refer to Chapter 2 for methods of sizing boilers. Due to the
high heat flux associated with the presence of hydrogen, on the
order of 80 to 120,000 Btu/sq fth, an elevated drum fire tube boiler in
Which the tube sheet can be kept cool with water-steam mixture is
preferred over a single shell boiler which has an integral steam
space, Figure 1-29.
Figure 1-27. Fire tube boiler with intemal gas bypass for a hydrogen plant. [euriesy
ABCO Industries}
Ferrules are also used, Figure 1-30, to transfer thé heat flux
away from the tube shel region Inty the tubes, which are cooled by
the circulating steam-water mixture. The front tube sheet is also
Protected by refractory/This reduces the temperature differential
across the tube sheet. Design of refractory is critical at the front end.
This boiler operates by itself in a small plant or could be connected to
2 common steam drum catering to several other boilers as in a large
hydrogen or ammonia plant.
| Flue gas boilers are generally of water tube design in large
Plants generating high pressure high temperature steam for steam
turbines and process use; they are of fire tube design in smaller
Plants, In some plants the steam drum is made common to the flue gas
and reformed gas boilers through a system of downcomers and risers.
Figure 1-31 shows a boiler in a small hydrogen plant in which
the flue gas stream is cooled in a water tube boiler, while the
| seformed gas and converted gas streams are'eSoled it fife tibe Boilers.
The steam drum is common to all the boilers. A large hold up time of
5 to 8 minutes from normal level to empty is used in these plants, so
|e
mp auospen-9z-t mt
itera asoucaH
om
on eo cot Ce °
\Weste Heat Boiler Deskbook
oxmes 104
wauvtiune wvazaz0v4¥0s ——
ite Fist Boies 9
that in the event of feed pump failure there is adequate time to shut
down the system or take corrective measures.
Figure 1-29, Single shell fre tube boller for incineration heat recovery. [courtesy
ABCO Inductriea c
BOILERS FOR SULFURIC ACID PLANTS
In the manufacture of sulfuric acid through contact process
sulfur gases resulting from the combustion of raw sulfur are cooled
from about 2100°F to 750°F in a waste heat boiler before being sent to
a converter. The exit gas temperature from the boiler has to be
maintained within a narrow range of temperature generally by using
a gas bypass system, which could be external or internal to the
boiler. The bypass duct is refractory lined. Figure 1-32 shows a water
‘ube boiler for a large 2000 tpd sulfuric acid plant. Due to the size, an
ternal steam drum with downcomers and risers was used.
The casing may be of membrane wall design which maintains
the casing at the saturation temperature and hence alleviates the
need for a hot casing, which is generally used for this corrosive
a
58 Waste Heat Boiler Deskbook
‘Figure 1-30. Arrangement of ferrules, inlet vestibule for high gas temperature
spplieation. [courtesy ABCO Industries]
Par es
Figure 11. Combination fire tube, water tube boiler for a small hydrogen plant.
l leourtery ABCO Industries)
paste Heat Boers
Ps ‘Waste Heat Boter Deskbook
service More information on hot casing design is given in Appendix B.
Extended surfaces are used to make the design compact. Due to the
high gas inlet temperature and resulting heat flux, the design
consists of a few rows of bare tubes followed by tubes with low fin
density and then tubes with high fin density. This varying fin
configuration also minimizes the tube wall and fin temperature.
‘The gas pressure in some sulfuric acid plants are high, on the
order of 3 to 5 psig, which calls for a heavily reinforced casing
design; alternatively one could locate the heat transfer surfaces in a
pressure vessel. If economizers are used; the feed water temperature
has to be-very high, on the’ order of 350°F to minimize dew point
concerns, particularly if sulfur trioxide is present. Carbon steel tubes
with extended surfaces have been used sitccessfully in several plants
in the USA. Some plants, particularly those in Europe and Asia use
cast iron gilled surfaces. This design probably offers more protection
from corrosion due to its heavy thickness.
SULFUR CONDENSERS
Sulfur condensers are waste heat boilers generating low pressure
steam used for recovering energy from the combustion of hydrogen
sulfide gas in a reaction furnace. In these boilers, high temperature
gases with a typical analysis as in Table 1-1 enter the boiler, usually
a fire tube type at very high temperature, in the range of 2300 to
2600°F. A two pass design is used. The turn around section is designed
for a gas temperature of about 900 to 1200°F and the exit gas temper-
ature is about 600°F. Some sulfur is removed as liquid at the end of
the first pass through drains, which are Kept hot. The boiler is
slightly inclined to facilitate draining. The boiler duty has sensible
as well as latent heat components due to the condensation of sulfur.
Due to the presence of sulfur, sulfur dioxide and water vapor
care is taken to design the réfractory at the inlet and exit end of the
boiler so as to keep the casing at a high temperature to avoid dew
point corrosion concerns. External insulation to forma hot casing (see
Appendix B) may also be needed.
Figure 1.33 shows a two pass elevated drum fire tube boiler for
this service. Several different gas streams may also enter and leave
a sulfur reclaimer.
§
&
2
4
2
a
"si
/ he Be |
@ ‘Waste Heat Boiler Deskbook
FLUIDISED BED CAT CRACKER HEAT RECOVERY
Heat recovery boilers are used to recover energy from waste gas
streams from fiuidised bed catalytic crackers used in refineries. Since
the gas stream has particulates, bare tubes are preferred for the heat
transfer surfaces unless the particulate concentration is very low. Fig.
1-34 shows a boiler for this application.The gas inlet temperature is
on the order of 1400°F. Superheated steam at 600 psig, 750°F is
generated. As the gas inlet comes from a far away location with sev-
eral tums, a flow modelling study was done to ensure that a non-uni-
formity in gas velocity profile across the cross section was minimal.
Figure 1-34, Large boiler with supecheaer, evaporator and economizer for fluidised
‘bed cat cracker application. [courtesy ABCO Industrie}
INCINERATION AND HEAT RECOVERY
Solid Waste Incineration
Various types of wastes such as MSW (municipal solid waste),
pathological wastes, liquid wastes and sewage sludge are generated
by communities and organizations. It is estimated that each
Waste Heat Bouers a
individual will be generating a ton of waste per year, which has to
be disposed of. In addition about 250 metric tons of hazardous waste
are generated each year by chemical, electronic and manufacturing
industries. Several methods have been used in the past to handle the
waste disposal problem:
4 landbills b compostng e. recycing d. incineration
Fhe age old method of using landfills for burying the waste,
though in vogue, cannot handle all of the volume; due to various
State and local regulations and the NIMBY syndrome (not in my back
yard), the Tandfills have to be located very far away from
communities with the result that itis expensive to transport the
waste; hauling and tipping fees are on the increase; landfill sites ane
becoming scarce; these aspects have forced several cities to look for
other options to get rid of various wastes,
One ofthe methods is composting or size reduction. This applies
sage eats such 2s leaves, grass, tree trimmings, MSW and sewage
Sudge. Composting consists of three steps: material separation att
Sizing, aerobic decomposition and curing. The recyclables are
femoved and the remainder is shredded, screened and allowed to
decompose in air controlled environment at 150°F, sustained for thine
days to destroy pathogens—followed by several weeks of curing,
Recycling/ materials recovery is economically feasible for most
Incineration is another option widely used for disposing of
aSyeral types of wastes. An advantage of incineration is that there is
fio to 90% reduction in volume of waste which reduces the cost of
tipping and landfill space requirements... In addition, energy is
Siailsble from the products of combustion for generating hot water or
| Steam for power or procésé: Steam may be used for generating
"The overai heat trantor caefficiont Ui is obtained from
UUp = (dofhid) + Ug + (dol24Ky) In (dol) + ffi (old) + fly (2-2)
| The boiling heat transfer coefficient hp outside the tubes will be
very high on the order of 2000 Btu/sq ft h°F and hence the smaller
tube side coefficient hj influences Up.
DETERMINATION OF fj
The tube side coefficient hj consists of two components namely the
convective heat transfer coefficient he and the non-luminous, ln;
hence hy = he + hn: usually the non-luminous coefficient hy is very
Small for flow inside tubes but-may. be computed by-the method
| Shown in Chapter 3 using tube inner diameter as the beam length; hi
1 ‘Waste Heat Boiler Deskbook
is nearly equal to he, the convective heat transfer coefficient if the
partial pressure of triatomic gases such as CO2, H,0 is small
‘The tube side coefficient is obtained from the basic equation of
Dittus-Boelter:
Nu =.023 Re 4 p, 04 2-3)
Nusselt Number Ny = hi di/12k 4)
Reynolds Number Re= 15-2,/(ud) (2-5)
Prandtls Number P, = 11 Cp/ke 2-6)
The fluid properties 4 , Cp,k are evaluated at the average bulk
temperature of the gas.
Substituting the above in Equation (2-3) and simplifying we
have:
he = 248 w 4 Fy; 1S 2-7)
where Fy = (Cpls) 446 (2-8)
Factor Fy for air, flue gases are shown in Table 2-1.
Gas Data and Fy Factors for Air and Flue Gas
Hk BR G wok
05369 01878 1657 2570 .o«s2 0174 1702
0632 02211 11756 2647 .0587 0211 1805
0809 0287 1865 2800 0763 0288 “1991
0968 0350 Z01S “2047 0622" 0358 2159
1103-0412 2198 ‘3080 1089 0429 2314
1232 0873 2205 (3190 .1188 0490 2456
(flue gas analysis used above: % vol CO? = 12, HzO = 12, Nz = 70,02
=6)
A few examples will illustrate the use of the above table.
crete Btls 103
SP pamplet:
E200 pph of air at atmospheric pressure flows inside a tube of
5 inner diameter 1.7 in at an average gas temperature of 600°F.
[> © Determine he, Tube outer diameter is 2 in.
[== Solution:
Fy from above table at 600°F is 0.1810. Substituting in (2-7),
he= 2.44 x 2008 x .1810/1.7 18 = 11.78 Btu/sq fthF
gas velocity V = .05 wold? 29
density p = 1/0 = 492 x MW x Pg/{(359 x (4660 + T,) x14.7)
he gas pressure decreases by nearly 3.2% for every 1000 feet increase
altitude. MWis the gas molecular weight,
P= 28.90 492/(460 + 600)/359 = 03728 Ibjeu fe
(effect of elevation or gas pressure was neglected in the above
‘computation of density.)
Hence» =26.82 cu ft/Ib and
=928 fps
05x 200%26.2/1.7/1.7
e
The effect of gas pressure on he is not significant at low
= Pressures say up to 500 psig. See Appendix E for more information on
computing i at high pressures.
SEaEERCanE
A DESIGN EXAMPLE
Example 2:
Determine the size of fire tube boiler required to cool 100,000
= PPh of flue gas from 1300°F to 474°F; gas analysis is % volume CO? =
12, HO = 12, No = 70, Op = 6 and gas pressure is atmospheric. team
Pressure is 150 psig and feed water is at 220°F. Tube size used is 2 x
177 in, (design pressure = 200 psig).
Assume that the fouling factors on gas side = .002 and steam
| Side = 001 sq fth F/Btu and the metal conduccivity = 25 Btu/feh F.
Steam side boiling coefficient is assumed to be 2000 Btu/sq ft h F.
Heat loss including margins may be assuumed to be 2%.
104 Waste Heat Boiler Deskbook
Solution:
From Table 2-1, the gas specific heat at the average gas
temperature of 5 x (1300 + 474) = 887°F is 0.283.
Note that computation of the tube thickness of tubes subject to
extemal pressure is an involved procedure. Appendix F deals with
the subject. Let us assume that the size 2 x 1.77 in. is adequate for the
design pressure of 200 psig.
‘The duty = 100000 x .283 x .98 x (1300 - 474) = 22.91 MMBtu/h;
steam flow using 5% blow down is:
We 22.91 x 108/{(1195.5-188) +05 x (338 - 188)] = 22570 pph.
Enthalpy of saturated steam, feed water were obtained from
steam tables, Appendix E.
Let us compute hg froin Table 2-1, factor Fy= 2027.
A starting point in the selection of tube count N is the mass flow
per tube, which ranges from 120 to 200 pounds /hour for a 2 in. tube.
Let us use 600 tubes and proceed with the design.
w= 100000/600 = 167, Using Equation(2-7),
A
44 1678 2007/1.77 13 = 10.62 Btu /eq fthF
‘The method described in Chapter 3 may be used to compute lin,
the non-luminous coefficient, It is small for fire tube boilers as the
beam length is the tube inner diameter. Partial pressures of CO and
HO are 0.12 each; the beam length = 1.77 in. = 1077 ft; for the
average gas temperature of 887°F or 1347 R, from Equation(3-17), of
Chapter 3, €g=.058. The metal temperature may be assumed to be
20°F higher than the steam temperature; this will be verified later
but the effect of this is insignificant,
Ji = 5B 0.173 x9 x (13.474 - 8.44) /(1347 - 840)
49 Btu/sq fth °F
Hence fy = 10.62-+ 49 = 11.11 Btu sqft h°F
AU = 2/(.77 x 11.11) + 002 x 2/1.77 + 001 +1n (2/.1.77) x2/(24 x 25)
‘The various resistances (in sq ft h °F/Btu) are:
due to gas side heat transfer = 1017
05 side fouling = 00226
etal resistance 0008
outside fouling 001
outside heat transfer = 0005
Hence Up = 9.45 Btu/sq ft h°F
Jp order to compute U; based on tube inner surface area, use the
I] the log-mean temperature difference 4
fe (1300-474)//ts (1300-366) (474-366)) = 383°F
«the saturation temperature at 150 psig is 366 °F)
E The required Surface area $1= 22.91 x 106/(383 % 1068) = 5560 5q ft =
14x 1.77 x 600 x L/12; hence the length L = 20 ft
Jn order to evaluate the gas pressure drop, the following
BX 1S x Fx(L +5 di) x wold (2-10a)
The factor 5é;is used to account for the inlet and exit losses; a
nd uacutate method would be to compute the losses based on inlet
and exit gas velocities.
If ferrules are used at the gas inlet the gas velocity at the
‘rule will be very high and the inlet loss is tken ae times the
locity head; the exit loss from the tube is taken ae i velocity
bead, which is computed as follows. -
Velocity head VH = p V2 x 12/(62.4x2x 32} (2-108)
‘The frieion factor f in tubulent flow depends on tube inner
Hameter, see Table 2-2 below. .
106 Waste Hest Bolle Deskbook
‘Table 2-2: Friction Factors Versus Tube Inner Diameter
37 1 1 2 28 8 4 §
1 028.0245 023.021 0198 018 0175 0165, .018
Density at the average gas temperature of 887°F and at atmospheric
pressure ist
p= 28:96 492/359 x (B87 + 460)] = 0294 Tb/eu ft;2 = 344 ca t/TB
f=-02, w= 167, L=20, di
77; substinating, in (2-10)
AP} = 93x10 (167)? x 02 x (20 45x17) x344/177 = 2.96 in we
Computing the losses using inlet and exit velocities, we have the
following:
‘Loss through the tube = (20/2855) x2.96 = 2.05 in we
Gas density at inlet = 28.96 x 492 /(359 x 1760) = .02255 Ib/cu ft
YY =.05 x ld? = .05 x 167 / (02255 x 17 x 1.7) = 1045 #t/s
5 VH = 5x 104.5 x 104 .5 x. 02255 x12/(624 x 64) = 37 in we
‘The gas density at exit = .0425 Lb/cuft
The gas velocity = 62.7 ft/s
VH= Sinwe
Total loss through the tubes
2.92 in we
To this one must add the turning loss due to inlet or exit duct work
connection,
‘Once the tube count and length are determined, the shell
diameter may be found for elevated drum boilers. Tubes may be in
triangular or square pitch.
For triangular pitch it can be shown that
Dz = 16rd Qap
and for the square pita
D. = 125PuN (2-12)
aT Boilers w
‘The above formulae do not take into account the space required
"for refractory or steam separation. Depending on the thickness of
fractory used, the shell diameter could be arrived at.
If a single shell boiler were used the shell diameter is
= In order to compute the tube wall temperature, the heat flux
‘must be known. Again this may be based on tube inner or outer surface.
[> As the steam water mixture is on the outside and critical heat flux or
at flux’to- avoid DNB (departure from nucleate boiling)’ refers to’
the steam side, let us compute the heat flux on outer surface basis, qo.
fo = Un x (Tg- by) (2-13)
One could compute qo along the gas path or at the gas inlet;
local Uy and T have to be used in these calculations.
Average qo = 945 x (887 ~ 366) = 4923 Btu/aq ft
‘The temperature drops across the various films are computed
based on their resistances; see the computation of Up:
across the gas film = 4923 x .1017 = 50°F
‘across the inside fouling = 4923 x 00226 = 11°F
| across the metal wall
4923 x 0004 = 2°F
hence the tube outer wall temperature = 887 —500~11-1.=374°F
There is no need to compute iim again as she effect of this wall
‘temperature is insignificant.
The heat transfer coefficient Up at the gas inlet would be
higher-due to the higher temperature, velocity and gas properties.
Hence the heat flux would be higher. However considering the fact
Dm
108 ‘Waste Heat Boiler Deskbook
the heat flux to avoid DNB is in excess of 100,000 Btu/sq ft h, itis not
a concern in this design. With high tube side coefficients as in hydro-
gen plants, itis pradent to compute Up and qo at the tube sheet inlet.
‘One of the important variables in any design is the operating
cost associated with moving the gas through the tubes. Assuming
‘that an induced draft fan is used at the boiler exit, the fan power
consumption could be found as follows:
P= 1.96 x 10-6x W;4 Pil p) (2-14)
where. Wj 100,000, 4P;= 322: The fan drive efficiency 71is assumed
t0 be 0.60. The gas density at the exit is:
p= 28.96 x 492/[359 x (A7A + 460)] =
substituting in (2-14), we have:
0425 Ib/cu ft
P 21.96 x1 x3.2/ (0825 x.6) = 24.6kW
Using the operating cost and the installed cost, which is
impacted by the tube count and length, one could evaluate the life
eycle cost; several alternates could be studied by varying the tube
size or velocity and one could arrive at various configurations. Life
cycle costing could be then used to arrive at the optimum design.
EFFECT OF TUBE SIZE ON DESIGN
Example 3:
Determine the effect of varying the flow per tube or velocity
and the tube size forthe same duty. :
Solution:
Using a computer program, several alternatives were’studied
and are presented in Table 2-3 below. The gas inlet velocity was
varied from 98 to 162 fps. The following conclusions may be drawn:
1. As the gas velocity increases the surface area reduces and gas
pressure drop increases significantly.
2, Smaller the tube, shorter the boiler and smaller the surface
area for the same gas pressure drop. This conclusion is important
1
‘Table 2-3: Effect of Tube Size and Gas Velocity
4.751.521 20x177 25x 2238
Zvelips | 98 120 163 98 123 162 98 123 162
tubes 1000 800 600, 750 600 450 470 375 280
15.75 16.7518 18.75 20 21.5 24.75 26.0 28.50
62695003 4298 6519.55584480 «681257104673
19.47 11.08 1370 9.07 10881319 8.73 10.29 12.72
raPi.
nwo 2.053.346.23 1.973.206.00 1.95 3.16 6.00
KN -15.625.4474 —18,024.4.45.5 14.9 24.0 456
hen one wants to fit.a boiler into a small’ space. By going in-for
= smaller tubes (if the cleanliness permits), one could probably fit it in.
[= Note that the length increases to 26 ft from 1675 ft for an
[approximate 3.3 in. we pressure drop when we increase the tube size
~ from 1.75 in to 25 in. Surface area for the smaller tube is 5333 sq ft
_versus 5710 for the larger tube.
3. Alternatively, higher the gas:velocity results in a longer
boiler for the sane size. The length increases frcm 18.75 to 21.5 for a 2
in. tube when the inlet gas velocity changes from 98 to 162 fps.
Note that a smaller shell, lesser tube.count could, mean a less
‘expensive boiler though the length and the gas pressure drop could
'be more. The operating cost has to be considered in making the
decision as it increases significantly from 15 to 45 kW.
4. In general it could be said that the % variation in length has
| more effect on the performance compared to the same % change in
tube count.
SIMPLIFIED APPROACH TO DESIGN
A simplified approach has been developed by the author to
quickly arrive at the design of fire tube boilers. A few equations
have been developed based on the assumption that the tube side
‘efficient is equal to the convective heat transfer coefficient and
‘hat the’non-luminous heat traiisfer i insignificant? Whe analysis is
‘*tdequate for engineering purposes.
\
nn Waste Heat Boller Deskbook
1. Ina fire-tube boiler, gas flows inside of the tubes; steam-
‘water mixture flows on the outside. The gas heat-transfer coefficient
is small, about 10-20 Btu/(ft2) (hi (°F), compared to the outside
coefficient of 2,000-3,000 Beu/(fi2} () CF).The metal resistance is
also small and, hence, the gas-side coefficient governs the overall
coefficient and the size of the equipment.
Since the inside coefficient governs U, we can rewrite Equation
(2-2) as follows (neglecting lower-order resistances, such 25 fo,
‘metal resistance, and fouling factors, which contribute to about 5% of,
wD:
U=095 hy dj /do (2-15)
Combining Equations (2-1) , (2-2) and (2-7) , we have, after
substituting $ = 3.14d}1N/12, and for low per tube w= Wi/N;
QNATF, Wi9S) = 0.606 LNO2/4;08 (2-16)
This simple equation relates. several important variables.
Given Q, A7, Wand Fi, , one can try combinations of Ldj and N to
arrive at a suitable configuration. Also, for given thermal data,
(LN 92/4; 5) is constant in Equation (2-16).
Fis shown in Table 2-1 for fluegas and air. For other gases, Fy
may be computed from Equation (2-8).
‘When a phase change occurs, as in a boiler, AT is written as:
ar.
(Ty = 3) Tp ~ tf In (1 ~tg) ~ (T2.-te) 2.17)
Combining Equations (2-1), (2-16) and (2-17), and simplifying
wwe arrive at the following expression:
Inl(Ty ~ t(T2— 19] = 0.606 (Fy / Cp) N°2 109402 4508
Factor Fy /Cpis given in Table 2-4.
Ege obe Ballers m
Equation (2-18) relates the major geometric parameters to
jhermal performancé. Using this method, one need not evaluate
wat-transfer coefficients.
Now, consider pressure diop. The equation that relates the
AP} = 9.3% 10S fWyN) 2 (L + 5d) vfaj5
=9.3 x10-5(WYN)2K 20 (2-19)
where Kos fll +5 da/dj> (2-20)
Combining Equations (2-18) ~(2-20and eliminating N=
InfTy~t)/AT2—t o)] = 0.24 F/G) Ky v9 /aP;01 2
ee Kye +5 dg tyag13 (2-22)
Kz and K2 appear in Tables 2-1 and 2-6, respectively, as a
function of tube LD. and length. In the turbulent range, the friction
Factor for cold:drawn tubes is a function of LD.
Using Equation (2-22), one can quickly figure the tube diameter
[> length that limit tube presoure-drop to desired value, Any two
of the three variables NV, L and dj determine thermal performance,
as well as gas pressure drop. Let us discuss the conventional design
j= procedure: ‘
1. Assume w, calculate N.
Calculate U, using Equations (2-15) and (2-8) .
Calculate L after obtaining $ from Equation (2-1).
Calculate AP; from Equation (2-10). If the geometry or pressure
drop obtained is unsuitable, repeat Steps 1-4. This procedure is
lengthy.
Some examples will illustrate the simplified approach. The
" Preceding equations are valid for single-pass design; however, with
minor changes, one can derive the relationships for multipass units
(eg, use length = 1/2 for two-pass tinits). -
: fn ‘Waste Heat Boiler Deskbook
: Table 2-4, Factor Fy /Cp, FaiCp for Air and Fluegas
Temperature, °F Fx/Cp FolCp
100 0.6660 0.3730
200 0.8870 0.3945
300 0.7088 o.at4o
400 0.7205 0.4308,
600 0744s 0.4591
1000 0.7680 0.4890
7 1,200 0.7760 0.5030
i Huegas
‘ Temperature,"F, FulCp FxiCp
Ho. 200 0.8590 0.3698
og 300 0.6780 9.890
ek 400 0.6920 0.4041
i 600 o.7140 0.4300
200 0.7300 o.a4ea
4,000 07390 0.4696
i 1,200 07480 0.4773
(Fiuegas is assumed to have 12% water vapor by volume)
Table 25.
Values of Kz as a Function of Tube Diameter and Length,
Ai, in
1.00 1.25 1.50 1,75 200 225 250 275 3.00
8 7.09 593 422 345 292 252 220 1.95 1.75
10° 899 675 534 438 370 317 278 248 221
42 10.92 820 648 531 448 385 998 200 2.67
14 12.89 966 7.69 625 527 453 395 350 3.14
18 1488 11.14 8.80 721 607 521 455 402 361
Lf 18 16889 1265 998 B17 688 591 515 456 4.10
20 1892 1416 11.17 914 770 660 576 510 456
22.2098 15.70 12:38 10.12 852 731 837 564 5.05
24 2905 1724 1359 11.11 935 802 699 6.19 5.54
26 25.13 1880 14.81 12.11 10.19 8.74 761 6.74 6.03
28 2724 2037 16.05 19.11 11.00 9.48 B74 730 652
fe Tube Bolles om
: Table 2-6.
‘Valites of K as a Function of Tube Diameter and Length
on
no tas os 200228 amas 00
02990 aynz7 00128 gaze 0109 a0 0087 wares ane
1 0m50 arm agiee oozz9 oor acer ened . nate? aoe
12 eam10 a4ats o48S9 e252 on1oH ars OMS nated ce
14 4s70, ous 00385 0277 ats ante o9m9 nmnat omnes
tym eae axes» v0H80, 00%2. cores 9008 css o00t9. cawee
20 05789. oxte2- noo. asso. gow. ooret’c1onso” acon coves
22 ome came noms aoa7s ores corte acne aos acer
= a8 asero’ azte0 nse70 ac4co naar aor's 008? g0ie ones
2 a7iso ese 90526 a04zs. onzi9, cart oomrt 9404S. a0nse
2 075i o246s ass2 047 one 027 o8m7S 80047 amon
Example 4:
A firetube waste-heat boiler will cool 65,000.1b/h of fluegas,
rom 1,160.to'440°F. Saturation temperature is 350°F. Molecular
weight is 28.5, and gas pressure is atmospheric. If L is to be limited to
[= 20 ft due to layout, determine N and AP; for wo tube sizes:
[1.2 L.77in, @ in. O.D.1.77 in. LD, and (2) 1.75 x'1521 in
Solution: ‘
‘Use Equation (2-18)to find N, Use 2 in. tubes. (F1/Cp) From
‘Table 2-4 is 0.73 for fluegas at the average gas temperature of 0.5
(1,160 + 440) = 800°R.
In[1,160 —350)/ (440 -350)] = 2.197
2.197 = 0.606 x 0.73 x N 92 x 20/(66,000 92x 1.77 98) =
0.6089 N°2, N= 611.
Compute aP; using Equation (2-19) . From Table 25, Kp is 0.03.
Compute the gas specific volume. Density (p) = 285 x 492/[359
(60 + 800)} = 0.031 Ib/ft3 or v = 32.25 ft9/Ib. Substituting in Equation
219 we have:
AP; = 9:3 x 105 x (66,000/611)2 x 0.035 32.25 = 1.23 in. HzO
m ‘Waste Heat Boiler Deskbook
Repeat the exercise with 1.75-in. tubes; length remains at 20 ft.
From Equation(2-18), we note that or the same thermal performance
and gas flow, N02 L/4;08 = a constant. The above concept comes in
handy when one wants to quickly figure the effect of geometry on
performance. Hence:
61102 x 20/1.7708 = NO-2 x 20/1,52108 or N= 333.
With smaller tubes, one needs fewer for the same duty. This is
due to a higher heat-transfer coefficient; however, the gas pressure-
drop would be higher. From Table 2-5, K = 0.076 for 1.521-in. tubes.
From Equation (2-19):
AP; = 9.3 x 10° x (66,000/333)? x 0.076 x 32.25 = 8.95 in. Hz.
Example 5
Size heat exchanger for 2.0 in: tubes, with a pressure drop of 3.0
in. HzO. For the same thermal performance, determine the geometry.
Solution :
Using the conventional approach would take several trials to
arrive at the right combination. However, with Equation (2-21), one
can determine the geometry rather easily
In{(1,160 —350)/(440—350)]
197 = 0.24(F Cp Kyo1/aP P41
From Table 2-4, (F3/Cp) = 0.73; AP;= 3,0 = 32.25. Then:
In{(1,160 - 350)/440-350)] = 2197 =
024K; 32.2504 x 0.73/3 05 = 0222Ky , Ki = 9.89.
From Table 2-5, we can obtain several combinations of tube
diameter and length, that have the same Kz value, and that would
yield the.same thermal performance. and pressure. drop, For.the 172...
in. LD. tube, L is 21.75 ft. Use Equation (2-18) to calculate the number
of tubes:
2.197
606 x 0.73 x 21.75 x N0-2/(66,0000? x 1.708), or N = 402.
ns
“Thus, several alternative tube geometries can be arrived at for
ie same performance, using the preceding approach. One saves a lot
time by not calculating heat-transfer coefficients and gas
properties.
Se iLIFE-CYCLE COSTING
Such techniques determine the optimum design, given several
iternatives..Here,the’ major operating cost is from moving, the-gas
igough the’ system, and the installed’ cost is that of the equipment:
and auxiliaties, such as the fan. The life-cycle cost is the sum of the
apitalized cost of operation and the installed cost.
Lee = Cog +e
2-23)
‘The capitalized cost of operation:
Ce = Ca¥(1-¥7 (1 ~ ¥) (2-24)
whoro :¥=(7 + e141) . (2-20)
‘The annual cost of operating the fan is es:imated as:
Cu = 0.001 PHC, (2-26)
where the fan power consumption in kWis:
P= 19x 10° WA Pill pn) (2-27)
‘The above procedure is used to evaluate Lec, The alternative
with the lowest Lee is usually chosen if the gecmetry is acceptable.
Example 6:
Evaluate the three options int Examples 4 ahd’5;‘andt détéfmine’
the best one. All three provide the same thermal performance (ga
flows, and inlet and exit temperatures are the same). However, the
us ‘Waste Heat Boiler Deskbook
pressure drops and tube geometries are different. Use the following
data: €= 0.06, i= 0.10, T = 10 yr., Ce= 25 mills /kWh, fan efficiency is
0.60, and the system operates for 6,000 h/yr. The installed cost of
each is shown in Table 2-7. Calculate Lee for the first case:
4j
.77 in., N= 611, L = 20, AP;
= 1.23 in. H20, 0 = 32.25 40/1.
P19 10-6 x 66,000 x 1.23 x32,25/0.6 = 8.29 kW
Ca= 0.001 8.29 x 6,000 x25 =$1,245/yr
Y=1.06/11
9636
Ceg= 1,245 x 0.9636 x (1 — 0.9636"°/0.0364 = $10,212,
Hence Lee= 10,212 + 75,000 = $85,212. Table 2-7 summarizes the
results. Altemative 3 has the lowest Lecand hence should be
selected, if the geometry is acceptable.
Table 2-7.
Life-Cycle Costing Finds The Most Economical Alternative
Alternativ
1 2 3
‘Tube size, in. 2x1I7 1.78%1821 2x 1.77
Number of tubes et 323 402
Length, tt. 20 20 21.75
Gas pressure drop,
in, HzO 1.23 2.95 3.0
Power, KW a3 603 20
Ca Sir 1,285 9,085 3,000
Cog 8. 10,212 84,410 24,609
1S 075,000... 50,000. 58,000
Leg 85,212 134,410 82,609
pce Tobe Boilers ww
PREDICTING THE PERFORMANCE
‘OF A GIVEN BOILER
___ Once a boiler has been designed, its geometry is fixed. Often a
plant operates under different load conditions which results in
different gas flow, inlet temperature and gas analysis or even steam.
Sure.
PRS How does the given boiler perform under these conditions?
What is the new exit gas temperature or duty or steam production?
‘There is another important need to predict the boiler performance
[_._ under different gas or steam conditions, That is to check if there is
|, fouling or-accumulation of deposits'on the cutside or inside boiler
tubes which can reduce the duty transferred.
If the exit gas temperature is higher than predicted, the reason
could be fouling on the gas or steam side. The following example
| illustrates the procedure to predict the performance of a given boiler.
Example 7:
The boiler designed in Example 1 has to operate under the
“following conditions:
Gas flow = 75000 ph; inlet temperature = 1400°F;
Steam pressure
175 psig; feed water temperature = 20°F.
Determine the exit gas temperature, duty and steam production.
Let us use the 2x 1.77 tube size, 600 tubes 20 ft long design. Assume
| that the fouling factors and gas analysis are same as before.
Strictly speaking, a trial and error procedure is required to
solve for the performance; it consists briefly of the following steps:
1. Assume the exit gas temperature; calcvlate the assumed duty
Qa.
2, Determine U at the average gas temperature.
3. Determine the log-mean temperature AT.
4, Compute the transferred duty Qy= USAT, 2
~°5. FQ, and Qj are equal the iteration stops else steps 1 to are
Tepeated using a revised exit gas temperature based on Qt
i
us Waste Heat Boiler Deskbook
However an iteration can be avoided as seen below:
Qe= WoC x(T-Ta)xhr=
So AT ue (2-28)
but AT = ((Ty - Tey (Tae Toyll (04 Le) M(Te-Teaee (2-29)
combining (2-28) and (2-29) and simplifying, we have:
Woe Cp hi = Uo Sol In (Ty=te)1 (Ta -te)]
OF Inf( Ty) CTs tl] = Vo Sat WoCp ha (2-30)
In the above equation T2is the unknown; Uy is computed
assuming that the average gas temperature is same as before and
then corrected; since variations in average gas temperature of up to
30 to 40°F do not affect Uo significantly, an iteration can be avoided.
Solution:
Saturation temperature at 175 psig = 378°F. Assume that the
exit gas temperature is 450°F. For the average gas temperature of
925°T, Fy = .024, Cp = .2845; w = 79000/600 = 125 Ib/h.
em 2.44 x 125x204 1.77!" = 8.48 Bru/sq ft h F
Let us assume that ly does not change, which is reasonable. fin = 49
Hence , 1/Up~ (2/(1.77 x8.97) + 012726 + 0004 + 001 + .0005 = 13
Up = 7.68 Btu/sq ft HF (as otter resistances do not change)
‘The external surface area Sp = 3.14 x 2 x 600 x 20/12 = 6280 sq ft
Log-mean temperature difference =
e
{1400 - 378) - (450 -378)]/In|(1400 - 378)/(450 - 378) = 358°F
‘Assumed duty
(Qa = 7500.98 x .2845 x (1400-450)
9.86 MMBeu/h
ns
= 7.68 x 6280 x 358 = 17.27 MMBtu/h
‘It appears that the boiler cannot transfer the assumed duty but
something less than that. Another iteration may be performed with
Flower Qa.
Now let us use Equation (2-30) and see how iteration is avoided.
In [0.400 - 378)/ (Ta - 378)] = 7.68 x 6280/(75000 x 2845 x $8)
= 2.3065 or (1400 - 378)/(T2 - 378) = exp (2.3065) = 10.04
AT = {(1400-378) ~(480-378)]/bx (1022/102) = 399
(Qt = 399 x 6280 x 7.68 = 19.23 MMBtu/h and hence close.
‘The enthalpy addition to steam is: .
(1197.6-188) + .05 x (351-188) = 1017.75 Btu/Ib.
Hence the steam production = 19.23 x 10/ 101775 = 18895 pph.
|) one can revise the éalzulations based on the new average gas
temperature but the variation woul be margin
SIMPLIFIED APPROACH TO
PREDICTING PERFORMANCE
One can simplify Equation(2-30) further and arrive at the
Sllowing equation in order to predict the performance offre tube
oilers.
‘A few assumptions have to be mad
|. 1.-The fouling factors and the non-luminous-heat transfer
coefficient are not high and that the overall heat transfer
Coefficient is proportional to the convective coefficient he.
De
19 ‘Waste Heat Boiler Deskbook
2. The gas temperature profile does not vary significantly in
the boiler so that the effect of variations in gas properties can be
neglected.
The above assumptions are fairly reasonable. Let us apply
them to arrive at the following expression,
From (2-30) assuming that Upis proportional to W;-® and
treating all other terms on the right hand side as a constant for a
given boiler, we have:
In IC Tete)! (To to] = UoSe (WX Cp ht ) = KW? 31)
Example 8:
‘Use Equation (2-28) to arrive at K factor from Example 1 and
predict the performance of the boiler for conditions in Example 5.
Let us compute K factor.
Using the design data of Example 1:
Wy = 100,000 pph, T= 1300°F 5 =
66°F, Ty = 474°F
1m [(4300 - 366) /(474-366)] = In (8.648) =
Kx 100000" or K = 21.573.
1573 =
Let us use the new conditions:
Wy = 75000; Ty = 1400°F, t; = 378°F.
Using (31), In ((1400 - 378)/(T -378)) =.21.573 75000
0 Tz = 482°F, which is close to what we obtained earlier.
2.285
‘Thus Equation (2-31) gives reasonably gooid results for purposes
of quick estimates. The pressure drop may be computed as before.
Checks for Fouling:
A boiler may deteriorate in performance due to accumulation of
deposits inside-or outside of tubes over a period of time. This may be~
due to the nature of the gas, which contains dusty or fouling
components, which cannot be removed on line or due to the build up of
salts outside the tubes due to poor water chemistry.
ja Tube Boilers m
2 One has a tendency to use poor water chemistry in fire tube
= Spoilers as they are low pressure boilers. If one analyzes Equation (2-
©), one can see that fouling factors do influence the overall heat
= ansfer coefficient and hence the performance. Poor water chemistry
“ands to the formation of scale and sludge
~ Scale is a relatively hard and adherent deposit, while sludge
softer and less adhérent, The buildup of boiler sealeis most severe
those areas in which the maximum heat transfer occurs. Seale
buildup is associated with compounds whose solubilities decrease
with increasing temperatures. Conversely sludges are precipitated
~ dizectly from the boiler water when their solubilities are exceeded.
Scale and sludge increase the resistance to heat transfer and
decrease the overall heat transfer coefficient and most importantly
increase the tube wall temperature
The thermal conductivities of some stale materials are given in
Table 2-8 below.
Table 2-8
‘Thermal Conductivities of Scale Materials
Material. Thermal Conductivity, Beu/sq ft h f/in.
Aoaleite aa
Calcium Phosphato, 8
Calcium Sulfate 18
| Magnosium Phosphate 8
| Magnetic ron Oxide ’ 2a
| Silcato'seale (Porous) 6
Boiler Stoel 319
Firobrick 7
Insulating brick 7
EFFECT OF SCALE
ON BOILER PERFORMANCE
Example 9:
The boiler in Example 2 is assumed to have a .03 in thick
Silicate scale. Determine the performance. when 100,000.pph of. gas at 00 om
1300°F enters the boiler. Steam pressure as before is 150 psig and feed
‘water temperature is 220°F.
bm —CS
1 Waste Heat Boiler Deskbook
Solution:
‘The outside fouling factor ffo is obtained first. ffo =
thickness /conductivity = .03/.6 = .05 sq fth F/Btu. Let us assume that
hiedin remain unchanged, though they would be slightly more due to
the higher average gas temperature in the boiler. Compute Up using
the other resistances as before. 1/U = 2/(1111 x1.77) +.05 + 00226 +
0005 + 0004 = 1532; Up = 6.53.
Using Equation (2-30)
Inf(4300-366)/(T2-366)} = 6.53 x-6280/(100000 x.2845 x98) = 147 oF
(1300-366)/ 4349 = (Tp - 366) or Tz = 580°F.Hence Q; = 100000x 2845 x
(1300-580) = 20 MMBtu/h. Average heat flux qo = 6.53 x (940-366) =
3748 Btu/sq fth. Drop across outside heat transfer film =.0005 x 3748
= 2°F. Drop across scale = .05 x 3748 = 188°F. Hence outer tube wall
temperature = 366 + 188 + 2 = 556°F.
This is significantly higher than before. Fouling inside the
tubes on the other hand will also result in lower Up, lower duty and
possibly increase in gas pressure drop, which can be monitored.
For example in the above example when the gas flow was 75000
pph and inlet temperature was 1400°F, if the exit gas temperature
had been measured to be 500°F versus the 480°F computed, surely one
has to analyze the performance closely and see if the fouling is due
to the gas side or water side. A shut down cleaning may be necessary.
Fouling is an operational cost and affects the duty and steam
production and even the cost of moving the gas through the boiler
and must be attended to.
(One can also compute the fouling factor by using the following
procedure. The expression for U may be written as:
1/U= K/Wy8+ A +f (2-32)
Compute A,K and ff based on three sets of performance data
-~-bver a period of time-Keep.zecording data and continue.to.estimate.ff-~
overa period of time using K,LI and A. Ifit shows an increasing trend,
there is fouling and a shut down cleaning is warranted.
Spe Tube Boers rey
“ fYDROGEN PLANT BOILERS
AAs discussed in Chapter 1, fire tube waste heat boilers are used
|g hydrogen plants to cool reformed gas and maintain a desired exit
as temperature at all loads, generally through internal gas bypass,
FRgore 2-4. The high tube side heat transfer ecefficient results in a
high overall heat transfer coefficient and hence heat flux at the
ube sheet inlet. The following example illustrates the fact.
Example 10:
In a hydrogen plant, 50,000 pph of reformed gas at 1650°F is
| cooled ina boiler to 650°F. Gas analysis is: % vol CO2 =5, HO =30,
CO'= 10, Hy =52, CHg=3, N2=.1. Gas and steem pressures are 285,
psig and 635 psig respectively. Determine the heat flux and boiler
performance when 190 chrome moly steel tubes of size 15 x 1.14in..
snd 20 feet long are used. Feed water is in at 400°F. Fouling factors on
‘gas side = 003 and steam side=.001.
© Solution:
‘The gas properties must be evaluated. Using the methodology
‘discussed in Appendix E, the following data were arrived at:
Table 2-9
Data For Process Gas
Temp,"F Cp a k
16507517 0891315
| 1150 7080 0731081
| 0.6640 05350751
Let us estimate hc, w = 50000/190 = 263. Hence he = 2.44 x 2638
»(708/.0723)4 x 1031-6/1.1415 = 106 Bru/sq ft MF. hy may be shown
to .88 using methods described earlier. 1/Up = (1'5/1.14/106.88) + 001
+ 003 x 1.5/1.14 + .0005 + .00069 = .0123 + .001 + .003947 + .0005 +
[°00069:=01845. (steam side’coefficient = 2000 Btu/sq fr h'Pand metal” ~~ an
esistance = 00068). Hence Up = 54.2 Btu/sq fth F.
lm
1 ‘Waste Heat Boller Deskbook
Substituting in (2-30), In [(1650-495)/(T2-495)) = 54.2 x
1492/(60000 x .99 x .708) = 2.307 (heat loss = 1% and Sp = 3.14 x 1.5%
190 x 20/12 = 1492 sq ft. Hence Tz = 610°F; since the desired exit
temperature was 650°F, it appears that the boiler is oversized and
hence gas has to be bypassed.
‘The average heat flux is: Up x (fy-t5) = 54.2 x (1150-495) =
35500. As the inlet it can be shown that the clean Up = 78 Btu/sq ft h
F, neglecting the fouling factors. Hence the maximum heat flux at
inlet = 78 x (1650-495) = 90000 Btu/sq ft h.
Heat fluxes of up to 100,000 to 150,000. Btu/sq ft-h can be
permitted depending upon the sieam: pressure: and cleanliness of
water. It should be noted that the tube wall temperature will be
higher if scale forms outside the tubes.
‘The average tube wall temperature is estimated as follow:
Drop across the steam-water mixture = 35500 x .0005 = 18°F. Drop
‘across steam side fouling layer = 35500001 = 36°F. Hence outer tube
‘wall temperature = 495 + 18 + 36 = 549°F. If there is scale formation,
the: tube: wall temperature will be much higher as shown in-an
earlier example.
GAS BYPASS CALCULATIONS
In process boilers such as those used in hydrogen or sulfurié acid
plants, the exit gas temperature from the boiler has to be maintained
within a range at all loads. This is usually achieved by bypassing a
portion of the gas around or through the boiler.
‘When gas is internally bypassed, it transfers little energy to
the steam water mixture as the bypass pipe is usually protected
inside by a liner material. Hence the bypass gas remains at a high
temperature close to the gas inlet temperature; the rest of the gas is
cooled through the boiler tubes and is at a low temperature; the hot
bypass gas then mixes with the cooler boiler gas and achieves the
desired. exit. gas temperature. The. bypass. flaw-is decided. by: a.
temperature controller at boiler exit. Figure 2-4 shows a typical
arrangement. The exchanger diameter increases due to the inclusion
of the bypass pipe within the tube bundle.
Tube Bolles 125
When an external bypass is used, it works in the same way
‘with the difference that the bypass pipe is external to the boiler;
yhe exchanger diameter is smaller; however the bypass pipe
jperates at a much higher gas temperature and has to be protected
th refractory; the damper is also expensive.
es.
Sil
-pample 1:
= Determine the amount of gas to be bypassed in Example 10 to
achieve 650°F exit gas temperature.
olution:
Let the gas flow through’ boiler = 45,0C0. pph and 5000 pph
‘through bypass. Estimate'T2 using (2-30): he = (45/50)5 x 106 = 97.4;
| hing = 88; Up = 51 Btu/sq ft h F. In [(1650-495)/(T2-495)] ='51 x
{1492,/(45000 x.99 x 708) = 2.408. Hence T = 599°F. The approximate
_, mixed temperature = (45000 x 599 + 5000 x 1650)/'50000 = 704°F; this is
higher than 650°F required. (A more accurate method of estimating
the mixed temperature is by using the gas enthalpies; however the
above is for illustration purposes only).
Since the exit gas temperature is higher, more gas must be
“cooled in the boiler. Try 48000 pph through boiler and 2000 pph
through bypass. Up = 52.73; T2 = 606°F; mixed temperature = 648°F.
This is acceptable. Hence the bypass flow is 2000 pph and has to be
sized accordingly. One must also check the boiler performance at
part loads and determine the bypass flow for each load and see if
the control mechanism can handle the flow based on the resistance of
main and bypass paths.
DETERMINING HEAT LOSSES FROM BOILER
‘We have been assuming a heat loss on the order of 1 to 2% in the
boiler. However the loss could be computed more accurately as
follows.
Example 12: ae
‘A fire tube boiler is 6 ft in diameter and 2) ft long and operates
at 150 psig. Estimate the heat loss from the shell. 3 in. of mineral
126 ‘Waste Heat Boler Deskbook
fiber insulation is used. Ambient temperature is 70°F and wind
velocity is 100 fpm. Casing emissivity is .9. Boiler duty is 23
MMBIu/h.
Solution:
Using the program described in Appendix B, for a saturation
temperature of 36°F it maybe shown that: heat loss from casing
29.6 Btu/sq ft h and the casing temperature is 86°F. See printout
below, Figure 25.
The total'loss from the casing: = 3:14 x 6x 20 x 29.6 = 11155
Btu/hi The heat loss'= (1155/23 x 106) x 100 = .05%. If the inlet and
exit vestibules are considered along with an extemal drum,
downcomers, risers, the heat loss will be more and can be computed by
summing up the heat loss In each section. The total heat loss used in
the calculations may include a margin depending upon the
performance guarantees.
‘REFERENCES
1. V Ganapathy, "Applied heal wansfer", Pennwell Books,
Tulsa, 1982.
2. V Ganapathy, “Simplified approach to designing heat
transfer equipment", Chemical Engineering, April 13, 1990.
3. V. Ganapathy, "Evaluate the performance of waste heat
boilers", Chemical Engineering, November 16, 1981, Pg 291.
4. V. Ganapathy, "Steam plant calculations manual", Marcel
Dekker, NY, 1984.
NOMENCLATURE
Ca —Annual cost of operation, $/yr
Ce =Cost of electricity, mils/kWh
Cp Specific heat of fluid, Btu/Ib F aes
Ceo — Capitalized cost of operation, $
doi ~Tube outer and inner diameter, in.
@ ~Escalation rate
ws
~ Friction factor
= ffi fo ~ Fouling factors, inside and outside, sq ft h F/Btu
F1_ Factor defined in Equation (2-8)
HH ~Period of operation, h/yr
AH, ~Enthalpy absorbed by steam, Btu/Ib
he ~ Convective heat transfer coefficient, Btu/sq ft h F
hy ~ Heat transfer coefficient inside tubes, Btu/sq ft h F
iq ~Non-luminous heat transfer coefficient, Btu/sq ft h F
hy ~Heat loss factor; 1% loss equals a iy of 99
hg ~ Heat transfer coefficient outside tubes, Btu/sq ft h F
Te ~Installed cost, $
i ~Interest rate
52a Kz. ~ Factors defined in Equation (2-22) and(2-20)
k —Thermal conductivity of fluid, Bu/ft h F
Km ~ Thermal conductivity of metal, Btu/ft hE
L_ —Length of tube, ft
Lec ~Life cycle cost, $
MW. ~ Molecular weight of fluid
No =Total number of tubes
Nu ~Nusselt number
P ~ Electrical fan power consumption, kW
AP —Pressure drop, in we '
Pr —Prandt! number
4 ~ Heat flux; subscripts ind o stand for inside and outside
tubes, Btu/sq ffh
Q ~ Duty, Btu/h; subscripts a and ¢ stand for assumed and
transferred
Re ~Reynoldsnumber
S. ~Surface area, 6q ft; subscripts and o stand for inside and
‘outside tubes
T ~Life of equipment, yr
Ty,Tz_ —Gas temperature in and out, F
AT ~Log-mean temperature difference, F
£ — Average gas temperature, F
t, ~Saturation temperature, F
U_ — Overall heat transfer coefficient, Btu/sq ft h F:
‘Subscripts i anid 0 Stahd for iisideé and outside ©"
~ Specific volume, cu f/Lb
: 128 ‘Waste Heat Boiler Deskbook
Flow per tube, Lb/h,
Total mass flow, Lb/h
Gas density, Lb/eu ft
~Gas viscosity, Lb/fth
—Efficiency of drive, fraction
Srv se
i economizer
superheater —__|
ine tube bolter
‘Figure 2.3. Fre rabe boiler with supeshester and economizer.
GAS DUT
5 aL BOILER TUBES y
DAMPER
BYPASS PIPE
Gas aul
es boiler
(—)
bypass pipe damper
Figuré24, Arrangement of internal and externa gas by pass scheine.
130 Waste Heat Boiler Deskbook
seounssensestounccesesuceneavaxencnscususseeeracaasuuunassastitssctee
Project: examle
soe SHICK-IN TEP-F TEMp2_— cont reap? con
cesing 0.09 85.63 0.00 0.000100 0.00
singe 3:00 365100 200.00 0130 400.00 naa
HEAT 1088 -Bro/etzn= 29.55123 muber of layers of insulation: 1
2M TROP 70 WIND VEL-fpe 100 ERISSH .9 MAK LOSS-BTU/FTZM 170.664
as sesesesetacaseeusctansssaacereTcaesaseoEese
seaeeeesete
Figure25. Printout of casing heat loss,
‘hapter 3
‘ater Tube Boilers
Water tube boilers are more difficult to'design’ compared to fire
= tube boilers-due to the complex arrangement or disposition of heating
"surfaces such’as superheaters evaporators and economizers. Figure 3-
shows the various configurations that are feasible for a single
= pressure system:
= __ The superheater may be located ahead of the evaporator or as
“discussed in Chapter 1 when the gas inlet temperature is very high,
/ itmay be located between a screen section ard an evaporator. When
__ the degree of superheat is very small, it may be located even behind
‘the evaporator. Also, the supetheater could be in several stages,
‘ach with a different fin configuration or mechanical arrangement to
ensure appropriate tube wall and fin tip temperatures and degree of
- superheat.
‘The evaporator bundle could have varying fin configurations or
tube pitch along the’gas flow direction to handle the gas
temperature or slagging concerns. It could also be built in two parts
with a SCR Gelective Catalyst Reduction system) in between them
as in the case of gas turbine applications. If we add to this a multi-
pressure HRSG situation or the presence of a radiant section with
different operating parameters and fuel firing, the design procedure
‘would be indeed difficult without a computer.
~ This chapter discusses the methodology of design for various
types of heating surfaces such as superheater, evaporator and
economizer, which are the building blocks of a complex water tube
HRSG; simplified procedures are also suggested, followed by
Procedures for evaluating their performance under different gas inlet
~ conditions. oes eee
Waste Heat Boller Deskbook
ee
a ee
«fEvaP] [SH |[EvaP] [ECON
(@[EVAP} | SH | [EVAP
@) SH | [EvaP| [ECON
(@[EVAP] [SH ECON
©) SH | [EVAP
(®[EVAP] [SH
” EVAP| [ECON
() EVAP
) [ECON |
(10) SH
(a) PSH ECON
Key EVAP = Evoporator
ECON = Econonizer
SH = Superheater
Figure 3-1, Possible Configurstions for « Watertube HRSG.
ter Tbe Boilers
is much smaller and will weigh lese,
large, say exceeding 100,000 ph.
3. Various types of fuels can
slag
lone'is to use a
BatP8ss design with different tube sises no each pass. On-load
‘ming is difficult in fie tube boilers,
14 ‘Waste Heat Boiler Deskbook
also to be wary of water tube boilers with extended surfaces, which
operate at a much higher heat ‘lux and tube wall temperature
compared to bare tube designs or fire tube boilers.
9. Due to the higher heat transfer coefficients associated with
{gas flow over the tubes, water tube boilers require less surface area
and hence the gas pressure drop can be lower than in a fire tube
boiler.
10. A water tube boiler will be more expensive in the smaller
gas flow range say 50,000 pph or less compared to fire tube type but
less expensive for larger mass flows. For some situations such as gas.
turbine exhaust where the ratio.of gas to steam flow is high and the
pinch point is low, water tube boilers with extended surface may be
the only choice as the fire tube equivalent will have a very high gas
pressure drop and will be extremely large.
Figure 32 Weter-Cooted Membrane Wall D Type Boller Burning Waste Fuels
[Courtesy ABCO Industries).
Qe USAT = Wor Cpx (T1-T2) x he We Hy
4)
= The overall heat transfer coefficient for. finned tubes may be
discussed in Apperdix A. The overall
MUo= Tig + Ofhiydalds + ff Caley
Ho + (AI24K rn) Indole) 6-2)
PPS 82S Side coefficient hy = he-+ yy (3-3)
The non-luminous coefficient hn can be obiained by the
feeods discussed Iter. There are sever correlations for
lective Heat ‘Transfer Coefficient ~
‘The Grimson’s Equation is widely used for determining he.
Mus BReN 3-4)
Coctticients B and N for bare tubes in inline’ or” staggered
epas ras Biven in Table 3-1. The gas propertios ae evaluated
08 film temperature, which may te kee oe average of
‘nd fuid temperatures. The maximum gas velosne eee
Dt
16 Waste Heat Boller Deskbook
used while determining the Reynold’s number. Figure 3-3 shows
inline and staggered configurations. It may be noted that in the case
of staggered tube bundles the maximum velocity may occur in the
: Giagota or tmnaveray Plane copending on te tonmvese and
i Tonga pick
Tor the manda velo occur n the agonal plan, the
( siogoal pth nce be ony hl ofthe tonevere ch,
(Sp-@) L=2 (xed) Lor x= (St + 2
q from the right angled triangle ABC,
(52? + 5% = P= [Sp= MPP oF $= [25,4 + 21572
/ If Sp=41in,d = 2 in, then Sj should be less than 23 in, for this to occur.
oe S1 is usually on the order of 3 in, or more and hence the maximum
velocity occurs in the transverse section.
Reynolds Number Re= GafI2 3-52)
Nusselt Number Nu = he do 12k (3-5)
where G = We XI2I[ N(SrdiL) (3-6)
Table 3-1. Grimson's Values of B and N
Suid 125
Sud a ON OB N
Staggered
325 0518 0556 0505 0554 0519 0588 0522 0.562
150 0451 0868 0460 0562 0452 0568 0489 0.568
20 doe 0572 0436 0.568 0482 0555 0449 0.570
30 03:0 0552 0.356 0500 o4¢ 0562 O47 0.574
Inline
125 0388 0592 0.275 0.608 9.100 0.708 0.0633 0752
350 0367 0588 0250 0.620 0101 0702 0.0578 744
20 oie 0570 0259 0.602 0229 0832 0198 O.sAt
30 0200 06010357 0.584 0374 0561 0286 0.50
aa ‘Waste Heat Boller Deskbook
used while determining the Reynold's number. Figure 3-3 shows
inline and staggered configurations. It may be noted that in the case
of staggered tube bundles the maximum velocity may occur in the
diagonal or transverse plane depending on the transverse and
longitudinal pitch.
For the maximum velocity to occur in the diagonal plane, the
diagonal pitch x need be only half of the transverse pitch.
(Sp-@L=2 (xed) L or x= (S¢+ D2
from the right angled triangle-ABC,.
(Sy2)? + $% = x = [Sp = AQP or Sy= 2S ed+ PI/2
If S;=4in, d =2.in, then S} should be less than 23 ii for this to occur.
5; is usually on the order of 3 in, or more and hence the maximum
velocity occurs in the transverse section.
Reynolds Number Re = Gai/I2 (3-52)
Nugsolt Number Nu = hed, /T2k (3-56)
where G = Wo xI2/{ No(SrdJL] (3-6)
‘Table 3-1. Grimson’s Values of B and N
Syd 125 15 2 3
Sud BN 8 N 2B N B
Staggered
125 Sie 05598 0505 0554 0518 0555 0822 082
150 0451 0868 0460 0562 0452 0565 0488 0.568
20 0404 0572 0416 0568 0482 0555 0419 ©0570
30 0310 0592 0356 0580 04s 0882 0421 057
Inline
125 0388 0582 0278 0.908 0100 0704 0.0833. 0.752
150 0.367 0586 0250 0620 0101 0702 0.0578 0.744
20 0418 0570 0.299 002 0229 0832 0.108 O.GsE
30 0290 0.6801 0357 0ses 0373 Ose 0286 O.60F
17
Staggered Banks
12541520
2000 106 /106 197 10 121 118 108 046
8000, 10: 105 103 98 1m oss sz, oss
woo 10 10. 10 095 105 105 102 049
2000 095 085 103 103 147 14s 1081.02
Boog: O98 095 101 101. 140, 106. 100. 096
zoom’. 095° 09s 10 088 1% 02. O98). Ons
2000: 073 073 098 108 1m 128 xia Loe
3000 083° 083 10 1o2 12 120° 10s 102
zooco os 19 10 20 109 307 101 37
2000 068 056 099 10 125 126 WB tad
8000 ost ost 102 102 125 ias 1m 108
zoooo 091 ost ior 10 114 113 1t0 302
"Another widely used Equation is that of Fisherden and Saunders.
35FRe4 Pr i. 3-6)
i where prandll number Pr = nCylk 7)
Factor F correcting for inline and staggered arrangements is
E given in Table 3-2. It will be seen later that with bare tubes, inline
arrangement is preferred as the increment in est transfer ccefficient
increase in gas pressure drop
E Example 1:
150,000 pph of flue gases having an analysis of % CO2= 12,
H2O= 12, No = 70 and 02 = 6 by volume flow over a bank of boiler
| tubes of size 2 in,, outer diameter with a transverse and longitudinal
E pitch of 4 in., and arranged in inline fashion. Tubes /row = 16, length
= 10 ft; assume that number of tubes deep exceed 10.
‘either
a8 Waste Heat Boller Deskbook
é a]
su.
Fieure 3.3 In-Line and Stagsered Tube Bundles,
oer Te Boles 19
If the saturation temperature inside the tubes is 353°F and the
erage gas temperature is 700°F determine the convective heat
igansfer coefficient using both the correlations.
tution:
From Appendix E on gas properties, at the film temperature of
'5(053 + 700) = 526°F, Cp = 2695, pr= 0642 and k= .02344, G = 150000
42/118 x10 x(4-2)] = 5000 Tb sq ft h, Re = 5000 x 2/12/,0642 = 12980.
From Table 3-1, B = .229 and N = 632, Nu =.229 x 12980632 = 91 or he
2[(12X 02344) = 91-Hence he = 12.80 Btu/Sq it hF.
Letus now determine fc using Equation (3-6). From Table'3-2, F
0642 x :2695/.02344 = 738, Nu = 35x 12980 x-7389 = 93.85
182 Btu/sq fth F. We will see the effect of tube pitch and
“configuration on heat transfer later.
jetermination of Tube Side Coefficient hy
‘The tube side coefficient for the flow of steam, water or boiling
= steam-water mixture plays a role in the estimation of overall heat
transfer coefficient U, as seen from Equation (3-2). The basic equation
tor obtaining h; for single phase fluids is that of Dittus-Boelter, see
reference 1. .
NU = 023 Re? Prt (3-8)
The above equation may be simplified as shown in chapter 2 and hi
may be written as:
hex 2.44 W* Cid 3-9)
Factor C is given for steam in Table 3-3. For water flowing through
tubes at a temperature T in Degree’F,
C= 10/4318 + 21410} (3-10)
Example 2:
Determine hj when 5000 pph of superheated steam flows inside
‘tube of inner diameter 1.78 in. in a superheater. The steam pressure
a Waste Heat Boiler Deskbook:
{s 1000 psia and the average temperature is 80°F. What is hi when
the steam is in saturated condition?
Solution: |
From Table 33, C = 345. Hence; = 24450008 x 345/1.7818
271 Btu/sq ft h F. Ifthe steam is saturated, then C = 49 from Table 3-
3. Hence hy = 385 Btu/sq ft h F. The mass velocity inside the tubes Gi
= 5000 x 144 x 4/314 x 1.78? = 289480 Lb/Sq ft h. Mass velocity of
steam inside superheater tubes is dependent on pressure, temperature
gad steam pressure, drop, to. ensure uniform flow through parallel
CGreuits. It could vary from 250 to 600Lb/sq ft h.
‘in the case of two-phase flow or boiling inside tubes a. value of
2000 to 3000 Btu/sq ft h F may be used for bj. Its effect on U as
explained above is not significant.
Example 3:
‘Determine h; when 10,000 ph of 500 psia water at an average
temperature of 400°F flows in an economizer tube of inner diameter
1.738 in,
Solutio
From (10), C= 10-1518 214In400) = 921; hj= 2.44 x 100008 x
921/1.738)-8= 1316 Btu/sq ft h F. Note that typical water velocity in
‘economizer tubes ranges from 2to 6 ft/s. From steam tables, Appendix
E, the specific volume of compressed water at 400°F = 01185 cu ft/Lb
7 water velocity = .05 x Wo]d2 =..05 x 10000 x .01855/1.738? = 3.07
ft/s.
NON-LUMINOUS
HEAT TRANSFER COEFFICIENT
Due to the partial pressures of triatomic gases present in the
fue gases such as carbon dioxide, sulfur dioxide and water vapor,
significant amounts of energy can be transferred between the gas
stream and the boiler surface due to non-luminous radiation heat
transfer, particularly if there is a large amount of steam injected into
the exhaust eas stream.
ner Tubo Boilers oy
‘The variables that influence the non-luminous heat transfer
coefficient are:
pO 1. Partial pressure of CO2, HzO, $02, $03,
= 2.Beam length L, which is dependent on the pitch and
jangement of the tube bundle.
3. Temperature of the gas stream and the surface temperature of
She bundle.
A number of factors enter into the calculation of non-luminous
jadiation heat-transfer coefficients between hot gases and tube
| pundles. Net.interchange of radiation between gases and tube bundles
given by the basic equation.
QA» ofe;t-a Tt} oan
For quick practical estimates, a good assumption that
[simplifies the above equation is €,= G;-. Then
QIA = &; ofFy-TET (3-12)
E- From this, the non-luminous heat-transfer coefficient hy may
| be obtained as follows:
hy = “
ip —Te) (3-13)
Where €1=€:+7ew—de o14)
The emissivity of hot flue gases is dependent upon the
emissivity of carbon dioxide, ¢, emissivity due to water vapor, €w
and correction terms 1) and Ae.
‘Thesé values may be obtained from the well known Hottels
charts, Figures 5a, 5b, 5c, 5d, once the partial pressures of carbon
dioxide and water vapor, the beam length of the heat receiving
surface and the gas temperature are known.
The beam length, L ofa tube bundle is given by:
L = 1-08(SrSi- 785d? Vd (3-15)
a Waste Heat Boiler Deskbook
Figure 3-4b gives L if S7,S1 and d are known. Hence it may be noted
that an estimate of hN Tequires information on partial pressures of
CO2 and H20 in flue gas, which in turn implies availability of
results of combustion calculations of fuels. This is a lengthy
procedure.
However, a simplified procedure has been developed based on
detailed calculations with various fuels. Equation (3-15) is rewritten,
as:
hw = Key 3-16)
egis calculated for various fuels at normally used excess air
factors and presented in Figure 3-4a along with K. The accuracy of
this figure has been checked through detailed calculations and a
‘maximum error of 5 percent was observed. Hence for quick engineering
estimates of hy, Figures 342 and 3-4b may be used. The advantages
are:
* Detailed combustion calculations for fuels need not be carried out
and thus a lot of time is saved (sometimes even the fuel analysis
may not be readily available).
* Reference to Hottels’ charts is not necessary, again saving time.
* Quick comparisons of € gas a function of fuel used may be
made-This is an important factor as furnaces of boilers, fired
heaters etc., have to fire diiferent fuels during their operation,
and performance with alternative fuels must be known,
An example is worked out to illustrate the versatility of the
charts.
Example 4:
A boiler is fired with No. 2 oil at 10 percent excess air.
Determine the non-luminous radiation heat transfer coefficient over
1 tube bank when the average flue gas temperature is 1650°F and tube
wall temperature is 400°F.
ST=5.0in,, S,=35and d=20in,
13
5 with Sp=5 and extend to cut line
Connect with d = 2 and extend to cut L scale at 7.8 in
In Figure 3-4a go up from tg = 1650°F to cut fo = 400°F and move
Fight to cut K scale at;26. Extend the vertical from ty = 1650 to cut.
[-18and move left to cut the reference line. Connect with point 3 (No. 2
oil and extend to cut eg scale at 0.105. Hence hy = 0.105 (26) = 2.74
» significant compared to the increase in gas pressure drop. The choice
{-=0f tube spacings is based on considerations of slagging or bridging,
Aistribution of external radiation from flame or cavities, gas pressure
r
15 ‘waste Heat Boller Deskbook
drop, heat transfer and finally the mechanical ligament efficiency
fn case of convection sections using boiler drams.
“se the longitudinal pitch increases, #0 will the gas pressure
drop and the length of the section. The longitudinal pitch should be
saw enough to result in a low gas pressure drop but large enough fo
yield a good ligament efficiency. The following example compare
Jaime corsus staggered arrangement and analyses the effect of
longitudinal pitch.
seRRF
-p
Example 9
750,000 phi of fue gases at 9(0°F are cooled to 500°F ina boiler
generating 125 psig steam. Neglecting the effect of ‘non-luminous:
aerifcent, study the effect of using longitudinal itches of 3, 4 and 6
coe Rabe dvameter is 2 in, and transverse pitch is 4 in. Boiler duty is
16MMBtu/h.
ame
Solution:
Using the procedure given in example 3, hewas computed for
the various configuration. Nor-luminous radiation was not con-
Rferoa. The number of rows deep was estimated assuming that the
Sther resistances were negligible, The gas pressure drop was com
puted for each case using the equations given above. he resus su
shown in Table 3-4.
‘Table 3-4.
Study of In-line Versus Staggered Arrangements
3 sila 15 20 3.0
Indine Stagg Inline Stagg In-line Stagg,
hgGrimson 10.96 1379 1281 13:13 W291 1268
he Fishenden 11.90 1435 1320 1356 13.30 13.20
Friction Factor 0396 0607 04928 0807 0686-0807
Ie Average 1150 1407 13 1335 13.10 12.85
NoofRows 49 4000 430 42 #3 8S,
APpinwe 132 212 144 2.28 2.00 238
re Tube Boers 155
je following points may be noted:
1. The, staggered arrangement does not have a significant
ease in hte over the inline when the longitudinal pitch to
meter ratio exceeds 2. It appears attractive below 1.5. However
tio is not widely used in industry due to the fact that the
| igament efficiency is affected if a drum is used. Also one has to look
the bridging of tubes by ash particles cr slag and cleaning
siderations if tubes are so close.
2. The gas pressure drop is much higher for the’ staggered
arrangement. There may be a trade off if Si/d is less than 1.5 but
above this ratio, the heat transfer. coefficients are nearly’ the’same
Sor both inline and staggered: but the gas’ pressure. drop with
© "There is some increase in beam length with a larger $1/d ratio
“but the overall benefits are minimal. Hence an inline configuration
th a Sy/d and Si/d ratio of 2 is generally used unless there are
her reasons such as external radiation or bridging of tubes with
fholten particles from ash, which may require a large Sand .
DESIGN OFEVAPORATORS =,
‘The starting point in the design of an evaporator bundle, Figure
3-11, is the estimation of overall heat transfer coefficient. The cross
Sectional data such as the number of tubes wide, spacing and length
Of tubes are assumed. Based on the mass velocity, Lis estimated. The
surface area is then determined followed by the number of rows deep.
‘The gas pressure drop is then evaluated.
This is only a feasible design. Several options are possible
depending on the size and operating cost, which is influenced by the
888 pressure drop. Optimization is then resorted to, preferably using
8 computer program. The following example illustrates the design
approach.
Example 10: -
150,000 pph of flue gas is required to be cooled from 900 to 520°F
‘nan evaporator generating saturated steam at 125 psig with 230°F
156 ‘Waste Heat Boiler Deskbook
feed water. Blow down is 5%. Gas analysis is as follows: % volume
C022 12, HzO = 12, Nz = 70 and Oz = 6. Heat loss from the casing =
1.0%. Fouling factors on steam and gas side = .001 sq th F/Btu.
Solution:
‘Let us assume the following: Tube size = 2 x -105 in. Ginner
diameter = 1.77 in.); number wide = 18; tube length = 10 feet;
transverse and longitudinal pitch are 4 in., each. Average gas
temperature = 5 x (000 + 520) = 7I0°F = 650 K. Fluid temperature
inside tubes = 353°F. Hence film temperature = 5 x (353 + 710) =
531°F. The'gas properties from Appendix E are:
Cp= 270, 1 = 0645 and k= .02345. The gas specific heat at the
average gas temperature = 277. Duty = Q= 150,000 x99 .277%(900—
520) = 15.60 MMBtu/h. The steam enthalpy change = (1193-198) + 05
x G25-198) = 1001.4 Bru/Lb Hence steam generation = 15.60 x
108/1001.4 = 15,580 Lb/h.
{G = 150000 x12/{18 x 10 (4-2) = 5000 Lb/sq ft h, Re = 5000 »2/
(42 x .0645) = 12920. Using, Grimsors Equation, for a spacing of 4 in.
inline, Nu © 229 x 12920482 = 908 = hex 2/ (12x 02345). Hence
12.78 Btu/sq fth F.
z Let us Compute tte ion-luminous coefficient; partial pressures of
CO and HzO = -12, Beam length L = 1.08% (4 x 4 ~.785% 4/2 = 6.95
76 m, K = (B+ 16 X 12) (I~ .38 x 650) x .28/ (24 x 176) =
872, €g = 9x (1-e 872 X 176) = 128, Assume that the surface
temperature is 00°F. A reasonable assumption is 30 to 40°F above the
average fluid temperature. fy = 173%9X.128 x (1174 8.64)/ (170
860) = .85. (An additional factor of 9 was used to account for the
emissivity of the surface.)
“Using a hi value of 2000 Bta/sq fth F and fouling factors of 001
for both inside and outside the tubes and a tube metal conductivity of
25 Btu/fth F, 1/U = 1/(85 + 12.78) + 001 + 001 x 2/1.77 + (1/2000) x
2/177 +1 x 1m Q/1.7A)/ 24 x 25) = 07326 + 001 +0011 + .000565 +
(0004 = 07633. Hence U = 13.1 Btu/sq fthF.
‘Logrmean temperature difference = {(900-353) ~ (520-353)]/In
~ GAT/I6N) = 320°F. Required surface area = S = 15600000/(320% 13.0) =
3721 sq ft= 3.14 x (2/12) x 18 x 10Naq j oF Nd = 39.5 use 40. Provided
surface area = 3768 5q ft.
Ro —CC‘CG
cs kvl hie ira laa ie
#8
scabies cite
3 les 157
ie Tube Boll
Let us compute the gas pressure drop. Gas density = (MW/359) x
392/(460 + Tg) = 29 x 492/359 x 1170) = 034 Lb/cu ff = 12920--15
[0M .08 x 2] = .0493. APo= 9:3 x 10-10 x 5000? x 40 x .0493/.034 =
35 in we. The average heat flux-q (based on inner diameter) = Ux
jg t) = 19.1% (710-959) x2/1.77 = 5285 Buu/sq th.
—.” The temperature drop across the various resistances are
13.38 x 669 = 35.72 MMBtu/h. Since
the discrepancy is large, and the transferred duty is higher than the
assumed duty, another trial is required. Try 650°F as exit gas
temperature. There is no need to compute U again as the difference
will be marginal.
Assumed duty Qa = 130000 x .99 x .289 x (1500 ~ 650) = 31.61
MoBtu/h. aT = 629; U= 13.38; $ = 3768.
‘Transferred duty Q; = 629 x 13.38 3768 = 31.71 MMBtu/h. This
'5 dose enough. Hence the new duty is 31.71 MMBtu/h and the
‘oresponding steam flow = (31.71/15.60) x 15,580 = 31670 Lb/b.
Gas pressure drop is computed as before. Average gas
‘emperature = 1075°F = 1535 R; P= 29 x 492/359 /1535 = .0259 Lb/cu ft;
} f= 9954-18 x (044 + .08 x 2) = 0512: APs = 9.3 x 10-20 4333? x 40%
4512/.0259 = 1.39 in we. Tube wall temperature and heat flux may be
‘mputed as before.
16 ‘Waste Heat Boiler Deskbook
SIMPLIFIED APPROACH
TO PREDICTING EVAPORATOR PERFORMANCE:
Using the approach discussed in Chapter 2, Equations (3-25) 10
(3-27), we have:
mn [Ty ~te)[(T2-t9)} = U SI(Wo% Cp (3-36)
Substituting the values, we have:
pe f€500 ~353)/T 353) = 13.38% 3768/(130000 » 289 > 99) =
1.355, Hence T = 649°F.
If the effects of non-luminous hieat transfer and fouling are not
significant and the gas analysis or temperature do not chang ‘much
Tewarrant changes in gas specific heat and other properties, ne
(Nominal) .
UL Surface area-evap, Sq ft <— 13227 —> <— 16534 —>
~Eco, sq ft <— 5948 ——> <—9922_>
12.Pinch point, F 4 3 BR
13. Approach point, F 15 29 uw 26
COMPARISON OF BARE
VERSUS FINNED EVAPORATORS
Appendix A compares the design of an evaporator bundle for
the same gas parameters with and without finned tubes. The
Conclusions are that a finned bundle is more. compact, has fewer rows
“tubes resulting in lower gas pressure drop and operating cost and
‘Weighs less. However the heat flux is much higher with finned tubes
td care should be taken to ensure that DNB conditions are not
re ‘Waste Heat Boiler Deskbook:
reached. This can be handled by designing a few rows at the high
jas temperature portions with a lower fin density and increasing the
fin density as the gas gets cooler.
‘Note also that as discussed in Appendix A, the effect of fouling
con tube side is magnified several fold witha finned bundle compared
toa bare tube bundle.
RADIANT HEAT TRANSFER SURFACES
Radiant sections using partially or fully water cooled
membrane wall designs are used to cool gas streams at high gas
temperatures, Figure 3-12. They generate saturated steam and may
operate in parallel with convective evaporators if any. The design
procedure is simple and may involve an iteration or two. The higher
the partial pressures of triatomic gases, the higher will be the non-
luminous radiation’and hence the duty.
‘If a burner is used as in the radiant section of a furnace fired
HIRSG, the emissivity of the flame has also to be considered. As
explained in Chapter 1, radiant sections are necessary to cov! the
gases to below the softening points of eutectis if present so a5 to
void bridging or slagging at the convection section. They are also
required to cool gases to a reasonable temperature at the superheater
if itis used.
Example 1
"150,000 ph of flue gases at 1700°F has to be cooled to 1500°F in
‘a radiant section of cross section 8 feet x 10 feet. Saturated steam at
150 psig is generated by the gases. Determine the length. Gas
analysis is: % volume of CO2 = 12, #0 = 12, N2= 70and O2= 6,
Solution:
‘Let the length = 25 ft. Beam length (see above) = 3.4 x
-volume/ surface = 3.4%8 x 10 x 25/(8X 25 x2 + 10 25 x22 108) =
Ga ft = 2m. Average gas temperature = 1600 F = 1144 K. Using (18), K
(B + 1.6% 12) (1-38 X L148) x.24/(24 x2) = 1945
eg = 9x (1-212) = 29.
er Tube Bellers 16
Let average surface temperature of radiant section = 400°F.
“surface area for heat transfer = (8 + 10) x 2x 25 = 900 sq ft.
ransferred energy = Qy = .173 x 9 x 29 x (20.64 8.68) x 900 = 7.1
15
MMB /h.
=. Since there is a large discrepancy and the required duty is more,
‘larger surface area is required. As the furnace length does not
significantly change the beam length and hence the gas emissivity,
“ye can assume that the transferred duty is proportional to the
surface area, Hence the required furnace length = 9.15/7.1) x 25 = 32
eee ee run
Nl
radiant
section
‘dewnconer
i GAS
t jp OUT
menorane wall
Pigure 3.42. Radiant Section,
0 ‘Waste Heat Boiler Deskbook:
HRSG Configurations and Circulation
Figures 3-13a-i shows various types of evaporators and the
configurations they can assume depending on availability of space,
ayout considerations, gas and steam parameters and cost.
Figure 3-13a shows a two gas-pass design. In this type of design,
the gas makes a 180 degree tur after passing through the first pass.
‘The bottom and top half of the evaporator tubes are separated by a
baffle plate. This design offers a lot of flexibility in terms of gas
inlet and exit locations. The gas inlet can be from the bottom or side
or even from the top and the outlet can be at'the'top or side and
bottom. This design occupies a small floor space. When the gas,
temperature is high as in fired gas turbine exhaust applications, the
first half can consist of bare or low-finned tubes, while the top half
can have tubes with a higher fin density. The economizer is located
at the gas exit section. The superheater can be located at the gas
inlet.
‘The unheated (insulated) downcomers are located at the gas
turning section. These pipes carry the water to the mud drum and are
responsible for the circulation.
Figure 3-13b is a single gas pass cross flow design. The height
has no limitations but the width depends on shipping clearances
The downcomers are located on either side of the casing external to
the gas path. The boiler tubes act 2s risers. In larger units the steam
‘drum can be external to the headers and external downcomers and
risers should be used to promote circulation.
Figure 3-13c is a widely used design, particularly in D or A or O
type boilers or evaporators for diry gas applications, where a large
number of bare tubes are required, The last few rows of the
evaporator act as downcomers and the rest as risers, No external
circulation system is required unless this module is in parallel with
another section.
In Figure 3-134 several evaporator modules are connected in
parallel through a system of downcomers and risers to the steam
rum, This design is used when a sreen section is neded as discussed
in Chapter 1. A superheater may be Sandwiched between, the to
vaporator modules. Also, if a large number of evaporator rows are
feeted and each module can be built with only say 22 to 24 rows
deep, multiple modules may be required.
m
saosin so ene noveg y-e ec ots
Z ° P : |
suewoDunop Suauo>uKop svayo>unop
\
weer iy
Wieste Heat Boiler Deskbook
m
Figure 313g, Single Gas Pass Evaporator (ADCO Industries}
Figure 3.13h, Two Gas Pass Evaporator [ABCO Industries]
ma ‘Waste Heat Boiler Deskbook
Figure 3-13e shows a forced circulation design with external
downcomers and risers and circulation pamps to ensure flow of steam
water mixture through the evaporator tubes.
Figure 3-13f shows a radiant section with external downcomers
and risers.
‘Figure 131, Horizontal Gas How Evaporator (ABCO Industries)
CIRCULATION CALCULATIONS
The objective of circulation calculations is to ensure that the
heated riser tubes are adequately cooled and whether the heat flux
inside the tubes is low enough to prevent condition known as
Departure from Nucleate Boiling (DNB). Reference 3-1 shows the
calculation procedure to evaluate circulation and DNB conditions.
In order to perform circulation calculations, which is an
iterative process for natural circulation boilers, the static thermal
1%
i avallable to move the steam water mixture through the system
ced agains the various losses such as:
1. Friction losses in down comer pipes.
© 2. Friction losses in riser pipes and boiler system.
3. Gravity losses in boiler and riser system.
| 4::Acceleration losses due to phase change.
5: Losses in drum internals.
To’ start: with, a circulation’ ratio" (CR) is assumed and the
fous: losses’are determined and balanced, against the thermal
id available. If they don’t: balance, another iteration is
ranted
“ Once the CR is determined, the heat flux and the vapor quality
[dryness fraction in the riser tubes are determined along its length
Gf at critical points and compared with allowable dryness fraction
tions.
‘The system is safe as long as the actual heat flux is lower than
Pf allowable. CR in natural circulation botlers ranges from 5 0 20
Ppending on the pressure and layout. A system need not be designed
BP a particular CR as long as the actual heat flux is lower than the
Ellowable for the existing steam conditions
E-_In forced circulation’ units, the system can be designed for a
icular CR say 4 to 10 as the losses in the evaporator tubes are
sally large compared to natural circulation units and the thermal
dis inadequate to handle the losses.
‘The circulation pump can be selected to handle the additional
$ses. The allowable heat flux inside horizon‘al evaporator tubes is
Bech lower than that inside vertical tubes. Hence one has to be
ul in'selecting the fin configuration in fired HRSGs. The tube
le velocities should also be such that the vapor does not separate
$5 the bulk water-steam mixture. These factors and the tube
Higuration eventually determine the CR and pump sizing in forced
f foulation HRSGs,
176 ‘Waste Heat Boiler Deskbook
DESIGN OF SUPERHEATERS
Superheaters are used in waste heat boilers to superheat the
steam that is generated in the waste heat boiler; sometimes addi
tional steam from other boilers may also be superheated. Saturated
Steam may often be taken off for process from the waste heat
boiler evaporator drum and the balance could be superheated.
‘These situations arise in chemical plants and refineries. Hence one
hhas to understand the process requirements before designing the
‘equipment.
Unlike utility boilers, the steam temperature and pressure are
generally low, varying from 600 to 1500 psig and 600°F to 900°F. If
ream is used fr injection into a gas turbine or for use in steam turbine,
hhigh purity steam is required, on the order of 50 to 200 ppb solids in
steam. Hence good steam purifying equipment may be required.
‘Depending on the type of waste heat boiler used and the space
or layout considerations, several types of superheater designs are
feasible. Figure 3-14a-f shows a few types.
Figure 3-14a_ shows a superheater with vertical headers and
horizontal tubes. with the gas flow direction being horizontal. This
Gesign fits well in a. short but very wide boiler, such as the two-
gas pass design shown in Fig. 3-13a. The headers are drainable.
Batfles could be used in the headers to match the number of parallel
streams.
Figure 314b shows a unit which has horizontal tubes with
horizontal headers and is designed for horizontal gas flow. The
headers are baffled to account for the stream requirement; the unit is
drainable and finds application in short boilers which have layout
limitations.
Figure 3-Mde_ shows a drainable inverted loop superheater; this
{s used for small degree of superheat in units where space is a concern.
“The unit could be buried within a convection bundle or space.
Figure 314d shows a design that may be used within a
convection bundle. The advantage is that it could be located in a
convenient gas temperature zone so as to obiain a bandwidth of steam
temperature without the need for control; an example would be 2
fired D-type or O-type boiler. One can also avoid incidence of
alc
eee e888
7
tal tubes but vertical gas flow direction.
F Figure'3-14f shows a superheater for tall, less wide units, as in
‘ine applications. The tubes are vertical and drainable using
at| the bottom of each tube. By splitting the header,
E In addition, these designs could be arranged in parallel, counter
xed flaw configuration. The unit could bbe split up into two-or
-modules for steam temperature:controt purposes and could have
‘or multiple stream depending on steam sidepressure drop and
be. 2 20} 0000
10.0 0 /0| 0000
20/0) o000
cob woog
8 este Heat Boller Deskbook
Figured dg.
‘A Drainable Supethester
TABCO Industries]
Figure 3.14h. A Large
Superheater Under
Erection
TABCO Industries}
Re Tube Boilers 1
Beir location, superheaters could be classified as radiant, semi-
Bi snt or convective. In general, ifthe steam temperature is not
say below 900°F, supetheaters are designed as convective units.
‘Avsuperheater receives energy from: three ‘sources, namely
mab radiation, convection and non-luminous radiation.
B Ob=O, + Qc+ Qn = Ws AHy = We xCyx(Ty-T2) xhp (3°38)
External radiation Q, may be due to presence of a flame in the
ce or due to a cavity. Later we shall see how to estimate the
Bprtribution from this source and the effect of tube pitch on energy
Q-Qp= Qe + Qn= USAT (3-39)
Uis computed as shown earlier after computing he, hy and hj.
steam side pressure drop is obtained from:
EAP, =336 flew? v/a (3-40)
A superheater has to be designed to superheat 30,000 pph of
[uated steam at 635 psia to 782°F using 150,(00 pph of flue gases at
RF. Gas analysis is: % volume CO2 = 12, HO = 12, Np = 70, 02 =
lube size is 2 x .120 and tubes are of carbon and low alloy steel, SA
GA and SA 213 T11 materials. Tube pitch is 4 in., square. Assume
Bing factors of 001 sq ft h F/Btu on each side and a 1% heat loss.
180 ‘Waste Heat Boiler Deskbook,
‘Assume also that the superheater is of convective type and the
configuration is counter flow.
Sotution:
‘The enthalpy of steam at exit from steam tables = 1397.5
Btu/Lb and that at inlet is 1202.6. Hence the duty = 30000 x (1397.5 ~
1202.6) = 5847000 Btu/h. The gas temperature drop = 5847000/(150000
X99 x 2851) = 138°F. Hence the exit gas temperature = 862°F, The
average gas temperature = 931°F; the average steam temperature is
637°F; hence the gas film temperature = 784°F. Note that the steam
inlet temperature is 492°F. From Appendix E, the gas properties at
7RA°E are: Cp = 2795, j= 07566, k = 02826.
‘Assume that there are 18 tubes/row, and the effective length is
oft. Use 9 streams for steam flow. Hence w = 3333 Ib/h, G = 150000 x
12/118 x 10x (4-2) = 5000; Re = 5000 2/12/.07566 = 11015.
Using Grimsons correlation, Nu = 229 x 11015692 = $2.1 = hex
2/(32-x..02826); Hence, he = 13.90. hn using the equations (3-17) and
{G-18)can he shown to be 15. hr using a C factor of 385 = 2.44 x 3883
X335/1.73818 = 198, 1/U = 1/139 + 15) + 001 x 2/1738 + 2 In
(2/1.738)/24/20 + 001 + 2/(1.738 x 198) = 074; hence U = 13.5 Btu/sq
fhe
[Log-mean temperature difference for counter flow arrangement
{s: (1000 783) - (862 - 492) /In (370/217) = 287°F. Hence surface area
5 required = 5847000 /(13.5 x 287) = 1509 sq ft = 3.14 x2 18 x 10%
1Na/2; hence Na= 16 rows.
In order to compute the pressure crop inside the tubes, the
effective length should be known. Since there are 9 streams and 18
sections and 16 rows, Lg = 10% 2x 16 x32 2.5 x 1.738 = 459 ft, using
2.5xdj for the effective length of each tube bend. Using Equation(3-
40), AP; = 3.36 x.02 459 x 3.332 x .935/1.7385 = 20.3 psi where .935 is
the specific volume of steam at the average temperature.
‘Gas pressure drop may be obtained from the charts or by using
Equations (3-19) to (3-21). Gas density at the average temperature of
931°F. P= 0285 Lb/eu ft; f= 1015-5 x (04 + 08 x2) = 05. AP = 93
10-10 50002 x 16 x.05/.0285 = 66 in. we.
7
"Tube Boilers 181
jerror as discussed in Chapter 4 and is illustrated by the
swing example.
_ Determine the performance of the superhester designed above
the gas flow is 125,000 pph and inlet temperature is 950°F.
E The procedure involves tial and error. The steps are:
1. Assume an exit temperature for steamy compute assumed duty
= 750°F; the enthalpy of steam
378.5. Assumed duty = Qu = 25000 x (1378.5 — 1202.6) = 4397500
iy. .
©. The gas temperature drop = 4397500/125000/99 /-283 = 125°F.
mce the exit gas temperature = 825°F. Log-mean temperature
= (125000/150000)$92 x 13.92 = 12.4; in =
Beu/h.
Since the transferred duty is higher than that assumed, the
eam exit temperature will be higher. It can be shown that the duty
lances at 4570000 Btu/th; the exit steam temperature = 761°F and
METHOD OF
ERFORMANCE CALCULATIONS
‘Another method of predicting the performance of superheaters
€conomizers is by using the NTU (Number of Transfer Units)
18 ‘Waste Heat Boller Deskbook
method. This procedure avoids iteration in the sense that once U is
determined, the duty can be arrived at without assuming the exit
temperature of either fluid. It should be noted however that in order
to estimate U, one should have a feel for the gas/steam temperature
profiles.
The duty Qe = Cmnin (Ti~ tsi) (3-41)
exp NTU -C))
Where 1—C exp[ NTU (1-C)] (3-42)
for counter flow arrangement is given by:
NTU = US/Cmin (3-43)
and C = (WCP) minl(WCP max (3-44)
Example 18:
Solve example 6 using the NTU method.
Solution:
(WCpmix = 25000 x 68 = 17000. (The specific heat of steam in
the temperature band is estimated as .68 Btu/Lb F). Let us assume
that U has been computed; U = 12.12 Btu/sq ft h F. NTU = 12.12 x
1507/1700 = 1064. C= 17000/35071 = 485.
1064x4854 4) — Cer 126A)
e=[l-e 86
thence Qt = 586 x 17000 x (950 ~ 491) = 4570000 Btu/h. The gas and
steam exit temperatures may be computed as before.
METAL TEMPERATURE CALCULATIONS
Metal temperature calculations are important for superheaters
as they form the basis for selection of materials and thickness of
tubes. The allowable stress is computed at the mid-wall temperature
13
thickness as discussed in Appendix F.
‘The outer wall temperature determines the material to be used
‘oxidation considerations. Table 3-7 shows the maximum outer
BP temperatures acceptable for some commonly used superheater
Fr erials. Table 3-8 (pg 184) gives the thermal conductivity data to
B ised in computing the wall temperatures.
‘Table 3-7. Ferrous Tube Material Specification and
‘Maximum Allowable Metal Temperatures
Maximum Allowable
f_ Nateriat, ASME Specification Temperature, *F
‘Saaz 980
A210 gr At 950
SAzI0gFC so
SA-178 gr A 900
50-170 gC 950
'$A-200 gr Tae 975
sais grT2 1.025
A219 ge TH 1.050
SA213 gr T22 135
SA-213 pr TO 11200
$A-213 gr TP 204 HL 400
5A210 gr TP 321 H 1400
- There are several aspects to be looked into before performing
etal temperature calculations. While the overall heat transfer
elt can be seen that a central inlet and outlet arrangement
izes the non-uniformity in flow, while an end inlet and exit
} maximize flow non-uniformity. Multiple entry and exit help
ppimize flow non-uniformity. A low pressure drop through the
theater is also not preferred as at low loads, the maldis-
*
‘Waste Heat Boiler Deskbook
188
«oe we & oF Tm Ae
ca woe wa vee IN Kor ID Hse
ua wou a ae uo ee ee
e @
ee « e @ on aK "OH
sais son 20D
«we 8 « @ w @ e33 (AI ON
eee 8 & & «0 Pais oan
West Gort oocr ott @0ir aio! 005 00d oo: cod 00s oo» owe 000 iy
hava
sqeiap30 ArsnoMpLOD Te EAI
185
oy sseydeoriu # Jo oBreypsp pur Addn
yo pouiaut ayi uo Sipuedop zoproy eyo yiBua| ayy Suojeuopnaysnp omssoad anes “-g amy
w
pa a
OE ain har”
186 ‘Waste Heat Boller Deskbook
of each stream, the flow can vary, like the current flowing through
several different resistances arranged in parallel.
In addition, one has to be careful atout the non-uniformity in
‘gas flow across the superheater. If the bundle is located in a turning
section or a bend there is likely to be a large variation in the
velocity profile across the duct cross-section, resulting in high local
heat fluxes in some portions.
In order to compute the tube wall temperature," the local
‘maximum heat flux at the gas temperature zone desired should be
obtained.
ae = 12QSF Dl) + (Tet (he h) + fills
+ Bla + dali + de Iida) 24Ke) (3-45)
‘The second term is obvious; it is the product of overall heat
transfer coefficient and the difference between the gas and steam
temperature. In this calculation, the local maximum convective and
non-luminous coefficients should be used. While estimating fi, the
actual flow through the tube in question should be used after
accounting for mal-distribution due to header arrangement and
different tube lengths of a parallel muti-stream assembly.
‘The first term involves external direct radiation Q,, which can
bbe due to presence of flame in the furnace or radiation from a cavity
upstream of the superheater. The factor ? accounts for the effect of
tube pitch and the fraction absorbed by each row of tubes in a bundle.
EXTERNAL RADIATION Q;
If the superheater is located at the exit of a furnace or a cavity
and is capable of receiving radiation from the flames or hot gases, Qr
may be estimated as follows.
Q, = 17Bx10~ "xe gx OH Ty + 460)" ite + 460)'] XA (3-46)
g is determined as discussed earlier; the beamlength used
‘would be that of the cavity or space ahead of the superheater
bundle. A is the opening to the tube bundle in sq ft.
be Bollers 187
the fraction F absorbed by each row depends on the shielding
of the tube rows and is affected by the pitch and diameter of
es. The first row facing the radiation would naturally receive
jum energy; the factor F decreases as we oss tube rows.
SUTION OF RADIATION TO TUBES.
External radiation may be estimated by the following formula:
AIR. ds sin (dls) + {(s4d)— 1) — sep G-47¥
[be term sinc? (dis in radians.)
bThe second row: would absorb af7-2) of the energy and the third
Fala] and so on.
can be seen that significant amount of extemal radiation gets
bed in the first few rows particularly if the si/d ratio is small.
it can be seen that the radiation to the first row can be
sized. by using. large s;[d ratio. This is one of the reasons for
‘a wide pitch in radiant sections. The energy gets distributed in
even manner if syd is large.
aple 18: .
supetheater is located beyond a cavity of dimensions 3 ft
Se-10 ft high and 5 ft deep, with the opening of 50 sq ft to the
theater. Gas temperature is 1600°F and % volume CO2 and HO
each. If the average surface temperature cf the superheater
is 700°R, determine the external radiation to the bundle.
lf the tube size is 2 in. OD and the pitch is 8 in. wide, inline,
“mine the energy to each row if there are 6 rows deep. What
‘We have to obtain eg and Q, first. The beam length of the
3.4 x volume/surface = 1.7/(1/10 + 1/3 + 1/5) =2.68 ft = 817
tial pressures of COz and HzO = .12. Average gas temperature
x Lid x 24/(24 x
198. Qr= 1173 x 9x 198
190 = 303. eg= 9x (e308 x 817)
£20.64 11.6%) x 50 =250,000 Btu/h.
188 Waste Host Boiler Deskbook
Using a pitch of 8 in,, s1/d = 4; substituting in (3-46) a =3.14/2/4
~ 25x (sin 1(.25) + 155-4] = 361.
row 2 would receive: (1-361) x .361 = 231
row 3=1~[1-(361 +.231)x 361] = 147
row 4=1~[1-4361 + 231 +.147)x 361] = 094
Hence the first row receives 250000 .361 = 90250 Bru/h and so
on. Ifsy/d = 6,a = 248, row 2 = 186, row 3= .140, row 4=.106 and so
oon. Note that the first row receives less energy now and hence the
heat flux will be lower. It can also be seea that a substantial amount
of energy gets absorbed by a fewer rows if syd is small. As a result,
the heat flux will be higher when the sy/d ratio is smaller.
Heat flux due to external radiation in row 1 with sy/d = 4 will
be, assuming a height of 10 ft and 7 tubes /row, q= 90250 12 /2x 7x
10) = 7735 Btu/sq ft h.
TTo this must be added the heat flux due to convection and non-
luminous coefficients in order to arrive at the total heat flux, which
will be used in the estimation of tube wall temperatures. 4max is
computed by using the local maximum convective and non-luminous
heat transfer coefficients. Then, the temperature drop across each
resistance is estimated in order to obtain the tube wall temperature,
For example in order to compute the maximum outer wall
temperature in example 6, the gas inlet conditions should be used
swith the gas temperature of 1000°F and steam temperature of 783°F.
Example 20:
Determine the maximum outer wall temperature for the
superheater in design case. Neglect extemal radiation.
Solution:
At the gas inlet zone the gas temperature = 1000°F and steam
temperature = 783°F. he = 14.11 and hg = 1.935. Using a 20% non—
uniformity in he , the local U may be computed. ke = 1.2% 14.1
16.95.
1/U = 1/(16.95 + 1.935) + 001 x 2/1.738 + 001 + .000585 +
2/1.738/198. Hence U = 1624; q = 16.24 x (1000-783) = 3524 Btu/sq ft
h. Temperature drop across gas film = 3524/(1695 + 1.995) = 187°F;
drop across the fouling layer = 3524 x 001 = 3.5°F. Hence the outer
‘wall = 1000-187-3.5 = 810°F; since the drop across the tube wall is
Pie Boilers 189
2°F, (3524 x .000585), the above value may be used for
I selection,
te that if external radiation had been present, the tube wall
ure will increase.
FIN PARALLEL STREAMS
Ein‘order to determine the tube wall temperatures, the actual
jow through each tube and not the average should be used. If
fective length of each stream or parallel pass is the same, then
low through each tube will be the same; however due to the
construction and configuration used, the parallel passes may
ifferent effective lengths, which can result in different flow
ighthe parallel passes. The tubes with the lowest flow should
By oked at carefully while determining the wall temperatures.
fective length of one is 50 ft and the other, 60 ft. IF the total
fin the superheater is 300,000 pph, determine the flow in each
‘There are a total of 60 parallel tubes handling 300,000 pph of
ty for the estimation of hi, a value of 300,000/60 = 5000 pph
low in each pass is required. Let us assume that the non—
mity is due to the difference in the effective length of the
pres Let us assume that 30 tubes have Le = 50 and the other 30
Le 60 ft.
Since the pressure drop between the headers is the same, AP=
e; where J is a constant. Let wa and wp be the flow in the pass
an effective length of 50 and 60 ft respectively. Then, wa? x 50 =
190 \Weste Heat Boiler Deskbook
= 10,000. Hence wp = 4722 pph and wa = 5278 ph. Thus the tubes
with an effective length of 60 ft have a flow of 4722 pph through
‘them, while 5278 pph flows through the shorter tubes.
“The effect of variations in specific volume was neglected in the
above analysis; another iteration could be made by computing the
pressure drops using the actual conditions in each pass.
MINIMIZING SUPERHEATER WALL
TEMPERATURES
Superheater tube wall temperatures could be reduced by
locating them in’a cooler gas zone; however this would reduce the
log-mean temperature and thus increase the surface area
requirements. Parallel flow arrangement could be used versus counter
flow. The high steam temperature section will then be at the cooler
gas region, resulting in lower wall temperatures.
The tube side coefficient could be increased by using a higher
flow per tube; this increases the steam pressure drop and also
improves the flow distribution at low loads, although this may incur
an operating penalty in the form of additional pump power
consumption; smaller diameter tubes minimize the non-uniformity
around the tube periphery and hence rediice the wall temperatures.
Wherever radiant superheaters are used, it may help to use a
few rows on convection screen ahead of them to absorb the direct
radiant energy from cavity or furnace. Header arrangements should
be such that the mal-distribution is minimized. A central inlet and
‘exit is preferred to end connections. Maltiple inlets and exits also
minimize the mal-distribution. Whenever the steam temperature
has to be controlled, it is desirable to split up the superheater into
two segments and use a desuperheater spray or some other control
mechanism between the stages. This ensures that the tubes are not
overheated. One has to be more careful with finned superheaters as
the tube wall and fin tip temperatures can increase significantly if a
high fin density is used. The procedure for computation of wall and
fin tip temperatures for finned tubes is outlined in Appendix A.
‘Steam purity is particularly important. If the drum internals
are not properly designed, wet steam can be generated and solids can
7
a
Fe ube Bolles m1
sposited inside the tubes; as discussed in chapter 2, the tube
B jiemperature can increase as-a result of any deposit or scale
ition. Hence good drum internals are required if steam
fer perature is high or if the superheater is located in a high gas
PEperature' zone. Good steam purity also minimizes deposit
sition in steam or gas turbine blades.
TEMPERATURE CONTROL
E Sein utility or industrial boilers the steam temperature may
to be controlled in waste heat boilers. Several options are
able for doing this such as the cooling of a controlled amount of
iin the drum, bypassing some steam flow around the
rlieater so that its duty is reduced and the use of spray water for
estage desuperheating
Spray attemperation or desupetheating is widely used in waste
oilers. One has to ensure however that the water that is being
gi {6d into the steam has a good purity. Demineralized water ot
ate is preferred. A rule of thumb is that the total solids in
‘water nsed for injection should be mecrly the same as the
[) dissolved solids expected in the steam
‘Computation of spray water is important from heat and mass
ince considerations. The flow through the superheater ahead of
emperator will be lower by the amount of spray quantity as
ithe flow in the economizer and hence affects the gas and steam
Br Perature profiles. Presented below is the method of computation
ePiay quantity and a BASIC program that permits rapid
lation of the same.
ERMINE SPRAY WATER
DESUPERHEAT STEAM
{hn steam plants, steam is often desuperheated in spray type
g iPerators to control the final steam conditions Figure 3-16. With
BPelp of this program written BASIC, one can determine several
tant variables such as:
‘Waste Hest Boiler Deskbook
192
savas > soe
onto insets, wea 305 SSI
4
ant
2
z
4 oy,
eo nountienry -q 9 ¥91-E LE
Ee Ballers wa
ied value.
din temperature obtained by spraying a given quantity of
peratures.
je’equation for energy balance around a desuperheater is:
ce With
= (Wes Wille (3-48)
£100,000 Ib per hr of superheated steam at 1500 psia and 900°F is,
Seduced 0 775°F in a spray type aitempento. Deeine the
(inode, the screen asks for steam pressure (100), temperature
Jpsteam flow (100,000), and spray water temperature (300),
Rare inputted as shown in Figure 3-17,
iEhe computer prints out the saturation temperature (97°F at
ipsia pressure) and the maximum quantity of spray water to
e’steam temperature cannot get lower than the saturation
rature in normal spray operations. Do not inject more than the
iim spray water quantity, which is 28,889 Ib per hr.
The screen asks for the spray water flow or the final steam
ature, which is inputted as shown. The final results are
aout. For given conditions, spray water required is 7743 Ib per
ithalpies of steam and water are also shown in Figure 3-17.
198 Waste Heat Boiler Deskbook
Figure 3.17, Program Listing with Resuls [Hesting, Piping, Air-Conditioning)
2000 Te203.26(0-92) (1.88707 /24.696
Joao wasnoenot fara aaoaoere (2642-527
Gozo oleaeqov2tz0i/3/ saneonen
sayeisazeacon
[efe eied.s4-nezecon/rerisaenent-06/m) "204601
Be Riceetisteeasisynone
195,
SO gett
arene)
sppaaoree eS)
cen) (n) eesey-AeE-)) *
ae c/a)
oor shaar WAGER TLOH,7DNAL STERN PEnP(2NPOT 2580 FOR RIOR) =" 78,2
Be ep v0 coro 200,
GE wocon nasa AGorrDie STEAK ES WICHECK GPAAE WATER QURNTITI“:COTO 320
Sector
recwon (Raa) oS (22-27)
3r mach tare tael3e(cI-Feas)
Siic-Somrrecreecniies)vniey racks nam sonteatonsscomo 280
etnes saraires TT mecaeespaaer® *
Past Waste Heat Boiler Deskbook:
Example 23:
50,000 Ib per hr of steam at 800 psia and 750°F is to be sprayed
‘with 2000 Ib per hr of feedwater at 250°F. Determine the final steam
conditions.
Solution
Key in the data listed in Figure 3-17. Final steam temperature
is 678°F. The maximum spray water to saturate the steam is 8669 Ib
per hr, Input data and results are shown in Figure 3-17.
DESIGN OF ECONOMIZERS
‘The design procedure for economizers is similar to that for
supetheaters and hence will not be elabcrated. The arrangement can
be as in Figure 3-14. Steaming at part loads is a concern in gas turbine
applications. Methods of overcoming this concern are outlined in
Chapter 1. The tubes can be bare or finned. Low temperature corrosion
is a concer and Appendix B discusses this topic in detail.
‘One may use a heat exchanger to preheat the feed water in case
the wall temperature is low enough to cause condensation of acid
vapors on the tubes. It should be bome in mind that the metal
temperature is decided by the feed water temperature and not by the
‘gas temperature as the tube side coefficient is several times higher
than the gas side coefficient. Typical water velocity is 2 to 6 ft/s. |
‘Tube sizes range from 1.5 1035 in.
Depending on the type of exit duct work, the economizer could j
be arranged in several ways. Figure 3-18 shows a few possibilities. In
Figure 3-18a, the economizer sits on top of the evaporator. The water
flows downward. One has to make sure that economizer steaming |
does not arise under all operating conditions. The stack can be
mounted on top of the economizer if it is not too tall or the wind
velocity is not severe. '
In Figure 3-18b the economizer is arranged in two gas passes '
with the hotter water having an upflow direction, which helps as ‘
far as steaming is concerned, as the bubbles of steam take a natural
path upwards. The gas exit is at the same level as the boiler.
ee ———
I
oro" oo | _Levaporator: | econonmser
Jo 0.0 0,
2
Figuri3-18a-c Arrangement of Eeonomizes (3-<)
sented below is the printout from a program developed by
ithor, Figure 3-19: It shows an HRSG with a radiant section,
State superheater with attemperator, an evaporator with
I types of fin arrangement and an economizer. The program
188 Waste Heat Boiler Deskbook
ee
“Ripe 184A Lage Exons Col [ABO Inds}
20 ‘Waste Heat Boller Deskbook
Figure 219, Pintot of Results From HRSG Program.
EERE EEE
Ee Bolles 201
Halically arrives at the firing temperature required to generate
ed final steam quantity ifthe fuel analysis is specified.
he mechanical configuration is inputted along with gas inlet
Pr fons entering the burner system (if used). The steam and gas
Ee pressure drops, tube wall temperatures, spray water, firing
GE jature; gas analysis and properties are all automatically
led in seconds; provision exists to supetheat steam from other
‘orto withdraw a certain quantity of saturated steam from the
eat boiler for process purposes and superheat the balance
V. Ganapathy, “Charts can help give quick engineering
Bp ates of gas pressure drop in tube banks,” Oi and Gas Journal,
ph 1, 1982
V. Ganapathy, "Charts simplify estimation of non-luminous
ransfer coefficients,” Hydrocarbon processing
. V. Ganapathy, "Basic programs for steam plant engineers,”
Bel Dekker, New York, 1984
V Ganapathy, “Simplified approach to designing heat
V Ganapathy, "Determine spray water to desuperheat
” Heating, Piping, Air-conditioning, December 1987
7. V. Ganapathy, "Steam Plant calculations manual, Marcel
i. fon factor for pressure drop; subscript g stands for gas.
20 ‘Waste Heat Boiler Deskbook
{f-fouling factor, sq th F/Btu — subscripts i and o refer to inside and
outside tubes.
F—fraction of energy absorbed by direct radiation
FF, F3 factors used in equations (3-25), (3-35)
G ~ gas mass velocity, Lb/sq th
H— enthalpy, Btu/Ib 4 denotes difference in enthalpy. Subscript s
stands for steam
h— heat transfer coefficient, Btu/sq ft kF; subscripts c-convective, i~
inside tubes, x—non-luminous, o-outside
HL heat loss factor; 1% heat loss means Al =.99
k~ gas thermal conductivity, Btu/ft F
K -factor used in equations (3-16) , (3-18)
Km tube metal thermal conductivity, Btu/ft h F
L=length, ft or m; subscript e stands for effective length, ft.
Na, Ni number of tube rows deep
Nw—number of rows wide
NTU-Number of Transfer Units
‘Nu—Nusselt Number
Po, Pey~ partial pressure of carbon dioxide and water vapor
Pr—Prandtl Number
AP pressure drup; subseripts u or g stand for gas,in we and subscript
for tube side, psi
4~ heat flux, Btu/sq ft h; subscripts i and o stand for inside and
outside
Q—duty, Bru/h; subscripts and t stand for assumed and transferred:
c mand r for convective, non-lumirous and radiant
Re~ Reynolds Number
S~ surface area, sq fis, selongitudinal and transverse pitch, in
AT ~log-mean temperature difference, F
Ty, Tz temperature entering and leaving, for gas
Tz— average gas temperature, F or K
f,~saturation steam temperature, F
U- overall heat transfer coefficient, Bu/sq ft h F; subscripts
and o~ stand for inside and outside tubes.
v,V ~ specific volume, cu ft/Lb and velocity, ft/s
Wo, We ~ gas flow, pph
Wi Ws, Wy~ Flow inside tubes, pph, inside, steam and feed water
€ ~ effectiveness of exchanger, Equation (3-42)
2
(i
Bly-used in various applications as discussed earlier in Chapters
d-3. Methods of performing their design: and performance
lations were elaborated in Chapter 3. The mechanical
Gp guration of the WHB had to be known in these calculations and
the duty and heat balance. x
However when consultants and system engineers are in the
tages of developing a project they need some basic information
HRSG performance and capabilities at different plant loads
peePerating points. For example in a gas turbine cogeneration
ge if the HRSG performance can be simulated at different
pent conditions and loads, they can study the complete system
mance knowing the steam generation, auxiliary fuel
iption, system efficiency etc., and use the informanon to select
auxiliaries such as steam turbine, condenser and deaerator or
pate the overall plant economics.
They may obtain this information from HRSG suppliers;
er, during the early stages of a project, a lot of time can be
by consultants if they depend on HRSG suppliers for this
tion for the simple reason that too many alternatives or gas
gies may be involved and HRSG suppliers may take a long time
Bsign a HRSG for each alternative and then provide the
205, ‘Waste Heat Boiler Deskbook
performance data for different operating conditions; also, they may
not respond as quickly as the consultants would like to, particularly
if itis a study and the gas inlet conditions are not firm.
"Also it would be in the interests of consultants to be able to
simulate the HRSG thermal performance and not be tied to any
particular HIRSG design or supplier. Since they are only interested in
the thermal performance, the mechanical details are not important
at this stage. Once the study is completed and a particular gas
turbine or heat source is selected, then the consultants can approach
different HRSG suppliers for proposals, knowing what kind of
‘performance and steam production they can expect for their system;
this also makes them knowledgeable and the process of evaluation
of HIRSG bids can be quickened.
‘Another reason for consultants to perform this simulation
theinselves is that they can optimize the steain system (whether to
maximize HP or IP steam, where to take off the steam for
deaeration, how much LP steam should be generated etc.) as they
are more familiar with cost of steam, fuel and the utilities and the
steam needs of the customer.
Is there a method of evaluating HRSG performance without
knowing the mechanical design details such as tube size, length, fin
density etc? Can one obtain information on steam generation
capabilities and temperature profiles without doing a mechanical
design? The answer is YES and this chapter will elaborate the
method, which can be effectively used by plant engineers,
consultants and even HRSG designers to simulate and optimize a
HESG, be it a single pressure system or a complex multi-pressure unit
and integrate it into the steam plant.
DESIGN AND
PERFORMANCE CALCULATIONS
‘There are two basic types of calculations performed while
selecting a HRSG; one is the “design” calculation; in this mode, the
basic configuration or the disposition of various surfaces is arrived at
including the gas and steam temperature profiles and the steam
production. Once a unit is designed, it means that the surface areas of
med
Be piign and PerformanceStmulation 207
rious components such as the superheater, evaporator and
fizer and the configuration are frozen.
‘0 important variables namely the PINCH point and
ACH Point determine the complete design, the design
fe sature profiles and the steam production, as explained below.
{ihe "performance calculation” tells the user. how the HRSG
been designed performs at different other gas flows, inlet
atures, or steam parameters. This is a complex iterative
lure and will be discussed later. There is only one design point
Bf ere are several off-design performance points.
gure 4-1 shows the temperature profile for a simple HRSG for
le pressure case with a superheater, evapcrator and econo-
The desired superheated steam pressure and temperature are
‘as also the feed water temperature and blow down. The gas
Eonditions such as the gas flow, inlet temperature and the gas
is are also known. It 1s desired to obtain the gas and steam
ature profiles and the steam flow in thé design mode.
{Once the pinch and approach points, which are defined in the
Him, are chosen, the complete gas and steam temperature
pp 28d the steam flow fall in place. In other words, if the pinch
FPproach points are selected the design may. be said to be
lete as shown below.
saturation temperature fis known or may be obtained from
dam tables as the evaporator pressure is known. (It can be
$y" to be a few psi above the superheated steam pressure). Since
fech and approach points are assumed, Ty3 and fy? can be
Bp 84. (Tg3 = ts + pinch point and toa = ts ~approach point)
12 = duty of superheater plus evsporator = Wea xI(hsp~hyo) +
BPP = wg *Cp *(Tg1-Ty5) x hag 4)
'm the above, Qz2 can be computed as T1,Ty3 and Wg are
Cp Is obtained from the gas analysis. iy is the heat loss
208 ‘Waste Heat Boiler Deskbook
factor—typically ranging from .98 to 99 depending on the size of the
HIRSG and insulation or casing design. Example 8 of Chapter 2 shows
how one can compute this loss.
‘Wea, the design steam flow rate may-be solved for; saturated
steam enthalpy fis1, superheated steam enthalpy hg2 and enthalpy
of feed water fiz2 are obtained from steam tables. The superheater
duty = Q1 = tosd» (hag han) = Wy XC p (Tega Ign) hy (4-2)
Hence Tgz may be obtained. Since Qx2 = Q1 + Oz, Q2 the
evaporator duty may be obtained; also,
(Qp = Wg xCp x (Tg2 — Tya) * hag (£3)
‘The economizer duty is then = Q3 = Waa x (1+ bd) x
(ha hot) = We x Gp X (Tg ~ Tye) HIF (44)
Hence one can solve for Tyg from the above equation. Thus the
complete gas and steam temperature profiles and the steam flow are
arrived at. (hg is the enthalpy of saturated water.)
1 ie
Ne
2 p+
Finch Point = Tg3 = ts
|— Approach Point
nn
Evaporator Economizer
+3
Superhester
1 t Flgure 41, HRSG Temperature Profiles
de
lot of confusion exists among engineers regarding the above
Griportant variables. There are several important facts that
febbe kept in mind before selecting them.
Pinch and Approach points cannot be’ arbitrarily selected. If
>a temperature cross situation can arise as discussed below
GD Wy Cp x Tyr Tgs) = Wea ® a-ha) (a5)
Bots = Wy x px (Tgr-Tge )= Wat X heaton) 6
Bix the above equations, blow down and heat oss were neglected.
ing variations in Cp, we have, dividing (£5) by (4-6)
© (Tyr Tgp) Tg1-T a) = (ha Hey) 2 ~hiyt) =X (47)
FFX is'a constant for the steam parameters ir consideration. Two
(4-9)
(4-10)
“Let steam pressure = 585 psig, steam temperature = 70°F, Feed
tr temperature = 250°F. Let approach point = 20°F. ts = 488°F;
‘a2 = 468°F. From steam tables, hg2 = 1351.8, gt = 219.5, hw
10 ‘Waste Heat Boiler Deskbook
450.7. then X = .796. From (4-10) Tgie = (488-796 x 250) /(1-796) =
1416F
Above 1416°F, the feed water temperature governs the profile
To illustrate this, let us assume that we selected a pinch point of
30°F when Tg7 = 1600°F. The Tg3 = 488 + 30 = 518°F. Then from (4-7),
(1600-518) /(1600~Tg4) = .796 oF Tyg = 240°F, which is below 250°F,
resulting in a temperature cross situation, which is not practical.
Let us say we selected 280°F for Tye, then: (1600-T'g3)/(1600-
280) = .796 or Tg3 = 550°F, a pinch point of 62°F. This is a feasible
value. With a higher approach point, Tige increases and the pinch
point would not be governing the temperature profile. Let us select
= 400°F in the above case. Then X'= 862. Hence Tgyc = 1978°F.
1600°F, the pinch point can now be lower. Try 30°F. Then.
(1600-518) /(1600-Tgq) = 862 or Tyg = 345°F, which is higher than
Ty and hence thermodynamically feasible.
However whether it is feasible from a mechanical size
consideration has to be seen. Thus temperature cross situations can
easily be handled by increasing the pinch or approach points or
both. However the point that has been brought out is that they
‘cannot be arbitrarily selected, and the inlet'gas temperature plays a
role.
Hence one has to be careful in selecting pinch and approach
points in the case of fired units or in HRSGs where the gas inlet
temperature is high above 1000°F. It is suggested that pinch and
approach points not be selected in the fired mode (in the case of gas
turbine HRSGs) for the above reason. Note that the gas flow does not
matter
2. Pinch point, has to be selected such that the HRSG
‘evaporator is of reasonable size or one that can be built and shipped.
Ifa very low value is selected, then the surface area required may be
too much and the HRSG will be cost prohibitive. If a very high
value is used, then one may not be able to recover adequate energy
from the gas stream.
See Chapter 3 for an example on optimum pinch point selection.
Choice of Pinch and approach points are also affected by the type of
surface used, whether bare or finned. With bare tubes, it is
impractical to obtain a pinch point of less than 100 to 150°F. The
number of tube rows would be too many and hence the gas pressure
gn nd Performance Simation am
would be very high. Appendix A compares two designs with
and finned tubes for the same pinch and approach points.
‘The following table may be used as a guide for selecting pinch
approach points. The author suggests that for gas turbine
, these values be selected in the unfired mode even though the
yy be operating in the fired mode.
Table 4-1.
‘Suggested Pinch and Approach Points
Pinch Point, F Approach Point,
‘type bare finned
friet ges temp, F
F1200-1800 130-150 30-60 40-70
5750-1200 80-130 10-30 10-40
_ or a gag turbine application, pinch and approach points of 15
E20°F are reasonable in the unfired mode. For a dirty gas
[plication such as MSW, with a gas inlet temperature of 1500 to
LW", a pinch point of 130 to 150°F and approach of 40 to 70°F may
sonable. .
3. Pinch and Approach points should be selected in the unfired
fice for gas turbine applications, even though the unit may be
gpating in the fired mode all the time. The following are the
ja: A temperature cross situation can result as discussed above.
sultants who are not familiar with HRSG performance
fe times call out the design pinch point or approach point without
izing the implications of the gas inlet temperature or the
B.ticality of the value chosen.
j.b. For example if a pinch point of 20°F is selected with a firing
BPerature of 1600°F, the boiler size would be huge and the cost and
§ Pressure drop would be unreasonable. [tis difficult to visualize a
BASS size in the fired mode; having designed several units the
Bio recommends that the pinch and approach points be selected
fe °° unfired mode and the performance evaluated in the fired
His: ®- Through experience, it can be said that pinch and approach
gp oF 10 to 20°F are feasible for unfired gas turbine units.
ae ‘Waste Heat Boiler Deskbook
¢. Steaming in the economizer is a concern with gas turbine
units. This occurs during cold ambient unfired conditions when the gas
flow is higher and the inlet gas temperature lower than normal
conditions. The reason for this will be given later with an example.
Hence if one selects the pinch and approach to avoid steaming at the
unfired cold ambient conditions, steaming can be avoided at any
other operating condition. Note that as the gas inlet temperature
increases, the pinch and approach points will increase and vice
versa.
d. If the selection of steam temperature is done in the fired
‘mode, it will not be achieved in the unfired mode due to the lower
as inlet temperature. In units where the steam temperature has to
be controlled over a wide load range, the steam temperature has to
be achieved in the unfired as well as in the fired modes. The excess
surface area of the superheater or the amount of spray water
required for steam temperature control cannot be visualized if the
temperature profiles are selected in the fired mode. Also, several
performance checks have to be made to ensure that the desired steam
temperature range is being achieved at different unfired and fired
conditions.
On the other hand if the steam temperature is selected in the
unfired mode, it can be certainly achieved in the fired mode and
through some steam temperature control methods, we can obtain the
desired value at any other higher gas inlet temperature.
4. Once the pinch and approach points are sclected and the
design temperature profile is arrived at, the design is nearly
complete. If the HRSG operates under a different mass flow, inlet
temperature, gas analysis or steam pressure, the HRSG performance
or the temperature profile and the steam flow would change.
This information is obtained through "performance" calcula-
tions, which is discussed later. The pinch end approach points would
change with different case of inlet conditions. They fall in place and
have to be evaluated using complex iterative procedure. The
important thing to keep in mind is that pinch and approach points
are not constants but vary with variations in gas flow, inlet
temperature, gas analysis, steam pressure and feed water tempera-
ture. Hence consultants and engineers should not use these terms
loosely but associate them with a particular gas inlet condition and
sign and Performance Simulation 23
E parameters. We will now illustrate the design and per-
ice calculation procedure with examples.
AND CALCULATIONS
1e Superheater and economizer are assumed to be in
jow arrangement, which is the widely used configuration.
PA gas turbine HIRSG is to be designed for the parameters shown
ible 4-2. Determine the gas/steam profiles and the steam flow.
: .0 in. WC. Let superheater pressure drop
‘The drum pressure = 450 + 7 = 457 psig. The saturation
qiperature is 460°F. Gas temperature Teaving the evaporator = 460
40°F.
Compute the gas properties for the given analysis. The data
Shown in Table 4-3. Using an instantaneous specitic heat of 0267
he range 900 to 480°F and a heat loss factor of 0.99, the duty in
[re superheater and evaporator is: Q1 + Q2 = 150,000 (0.267) (0.99)
480) = 16.65 x 108 Btu/h = Wea{(1,330-8-431.2) + 0.02442.3-
J2)] = 899.8 Was. Where 1,330.8 = enthalpy of superheated steam
G0 psig, 650°F, 442.3 = enthalpy of saturated water at drum
E sure, 431.2 = enthalpy of water entering the evaporator at 450°F.
Bis the blow down factor.
From the above, Ws = 18,510 pph. Superheater duty, Qr =
Hy>10(1,330.8-1,204.4) = 2.34 x 10° Btu/h, where 1,2044 is the
geclPy of saturated steam. Gas temperature drop in the
heater = 234 x 106/(150,000) (0.273) (0.89) = 58°F Hence, gas
B perature to evaporator = 900-58 = 842°F. Q7 = Evaporator duty =
14.31 10° Btu/h. Economizer duty = 18,510 (1.02) (431.2-
.19 x 108 Btu/h, where 209.6 is the enthalpy of feed water
au ‘Waste Heat Boiler Deskbook
Table 42,
‘Data for "Design" and "Performance" Calculations
Design Pot = Port Pert
1. Case no. 1 2 3 4
2. Gas flow, pph 150,000 165,000 165,000 165,000
3. Exhaust tomp., °F 900840 aH
4. %yvol CO2 3 3 3 3
20 7 7 7 7
Ne ~% OB 75 1s
2 1 15 18 15
5. Steam press, pig 450,«S450—« 4500
6. Steam tomp., °F 650 2 2 @s0
7. Food watertomp.,"F 240 240240
8. Blow down, % 2 2 2
u 9. Process steam, poh — = 2500
: 10. Hoatloss + margin, 4 1 1
. 14. SH press, drop, psi 7 2 2
20 2 2
13. Approach point, °F 10 2 2
44. Steamiow, poh 2 26,000 26,000
15. Ambient temp, 80 50 50
Note that steam is required at a controlled temperature of 650°F in
‘case 4. In cases 2 and 3 it is uncontrolled. Also, in case 4, 2.500 ph of
saturated steam is taken off the drum and the balance of 26,000 pph is
to be superheated to 650°F. The steam exi pressure is 300 psig in case 4. It
will be seen later that cases 3 and 4 are fired and casos 1 and 2 are unfired,
Table #3.
Part a—Gas Properties—Unfired Gas
(5 vol CO =3, HO =7, N2=75, 02=15)
Temp, F Cp #
900 02738 0.083 0.0308
65002858 0.0724 0.0281
40002584 0.0612 o.0at8
(il
215
45, HzO = 7.87, No = 74.85, 02 = 1401)
& # k
1,050 0.2800. 0.0887 0.0330
700 02689 0.0743: 0.0287
$50 02583 0.0586 . 0208
Units: Gy—Beu/Ib°R, w-lb/fth, k-Bta/ft h°F
Anterpolate for gas properties at intermediate temperatures)
19 x 108/(150,000)
109°F- The gas specific heat at the average gas temperature
‘economizer, obtained from Table 4-3 by interpolation, is 0.26.
‘the exit gas temperature = 480-109 = 371°F. The temperature
{is shown in Figure 4-2. Using a similar approach, the temper-
Profiles for any other pinch-or approach points can be obtained.
(sows = T5050 al. COy = 3,140 = 7, Ny = 7,09 = 15.504 =0
Qusre | wate. | uy [Pal Pew [Pam] Pec age
iron | ui] | em || 5 |
26 Waste Heat Boiler Deskbook
‘To proceed with the performance calculations for case 2 shown
in Table 4-2, a few parameters should first be computed, as discussed
in insert B. These parameters help relate the heat transfer
coefficients in the "design" mode to those in “performance.”
For the superheater: Ky = Qz/(4Ty) (W,?5) Fg) where AT =
log-mean temperature difference = [(842-£60)-(900-650)}/In{(642—
460) /(900-650)] = 311°F, Fy = Cp-33,9-57), 5? = 0.135, using a Cp
20.273, k = 0.029,and jt = 0.0826. Hence Kz = 2,340,000/
150,000°-45 /311/0.135 = 24.10. Similarly for the evaporator Kz = 387.6
and K3 = 2184 for the economizer. Ky, Kz and K3 will be used to
‘compute (UIS)p, the prodiict of U and $ in the performance modes a5
discussed in insert B.
PERFORMANCE CALCULATIONS
Let us see how the unit performs when the conditions are as
shown in case 2, Table 4-2. The gas flow is 165,000 pph at &40°F. The
gas analysis, feed water temperature and steam pressure remain the
same as earlier. The performance of the HRSG is arrived at through
an iterative process described in Inserts A and B.
‘Trial 1. As a first approximation, assume that the steam flow is
proportional to the gas flow and temperature drop. W; = 18,510
(165,000/150,000) (840-371) /(900-371) = 18,050 ph.
Superheater Performance.
“Let fs, the steam exit temperature = 640°F. Then, from steam
tables, the enthalpy = 1,325 Btu/Ib. The assumed duty = 18,050
(1,325-1,204.4) = 2.177 x 106 Btu/h. Gas temperature drop =
2,177,000/ (165,000) (0.99) (0.271) = 49°F. Hence,gas temperature
leaving the superheater = 840-49 = 791°F. Compute the transferred
duty, Ore, using Equation (4-12) in insert B. Fy = 0.135, We = 165,000,
Kz 2241, Wsq = 18510, Ws = 18,050. Hence (US)p =
1165,0000-65(0,15) (24.1) (18,050/18,510/015 = 7,974.
AT = log-mean temperature difference = {(840-640)-(791-
460)} /In{(@40-640)/(791-460)} = 260°F. Hence, Qe = 7,974 (260) =
2,074,000 Btu/h. This is close to the assumed value. Ifit were not, we
Oe“
Fo ign and Performance Simulation a7
ompute Fe at the average gas temperature in the evaporator.
£0,129, K2 = 387.6. Then, (US)p = 165,006 (0.129) (387.6) =
23, Using Equation (4-18), [(791-460)/(Tg3-460)}
23/163,000/0.99/0.266) = 17.00. Hence Tz3 ~ 480°F: Q) =
zer Performance.
Let the water temperature leaving the economizer be 450°F.
[> = 431.2 from steam tables. Assumed duty Q3a =. 1.02 (18,050)
H2-209.6) = 4.08 x 10° Beu/h. The gas temperature drop =
£50,000 /165,000/0.99/0.26 = 96°F, exit gas temperature
EDT. Fy = 120, Ks = 2184, Hence (US)y = 218.4 (165,000) (0.120)
4/535. Transferred duty = Q3¢ = 64,535(72.7)
Fre 72,7 i the log-mean temperature difference.
Since the transforred duty ie more than the assumed, let us
fort the calculations with say tw = 457°F. Q3_ = 18,050 (1.02)
209.6) = 4,230,000 Btu/h. The exit gas temperature = 381. AT =
en Q3a, = 64,535 (65) = 4,190,000 Btu/h. Since this is closer to
Ep) let us continue. The total transferred duty = Q1+ + Ore + Os: =
+1352 44.19 = 19.78 MMBtu/h. The corrected steam flow, Wee =
8 x 108/[1,325-209.6 + 0.02(442-209.6)] = 17,660 pph, per Equation
§22). Since this is not close to the assumed value of 18,050 pph,
fer tral is warranted, Try Ws = 17,770 pph
.69 x 108 Bru/h,
2 | |
Let the revised steam flow = 17,700 pph. Follow a similar
dure as before.
G Let 52 = 640°F. Og = 17,700 (1,325-1,204.0) = 2.134 MMBtu/h.
b emperature drop = 2134,000/(165,000) (0.99) (0.271) = 48°F. T g2
0-48 = 792°F, AT = 260°F. Fy = 0.195. Kj = 241. Then, (US)p=
218 Waste Heat Boiler Deskbook
165,0009-55(0,135) (24.1) (17,700/18,510)0-15 = 7,957. Q1s = 7957(260)
2.07 MMBtu/h. SinceQz is less than Qua, try a lower steam tem-
perature, say 635°F. Then Qza = 17,700(1,332-1,204.4) = 2.081
‘MMBtu/h. Gas Temperature drop = 47°F. Tgo = 840-47 = 79°F. AT:
264°F. Hence , Q7¢ = 7,957(264) = 2.1 MMBtu/h. This is close enough.
Contin,
Evaporator Performance.
Solve for Ty3 as before. (793-460) /(Ty3~460)] = 17.00; hence Ty
=480°R. Q2 = 165,000 (0.99) (0.266) (793-480) = 13.6 MMBtu/h. (The
factor 17 computed from Trial 4-1 is unchanged.)
Economizer Performance.
Let tazg = 455; hag = 436.8; Qsa=17,700(0.02) (436.8-209.6) = 4.1
MMBtu/h. Gas temperature drop = 96°F. Tyg = 480-96 = 384°F. AT
68°F. Using the same (US)p as before, Q3¢ = 64,535(68) = 4.36
MMBtu/h. Since the variation between Q3q and Q5 is large, try 172
58°F. Then, Qsa = 4.14 MMBtu/h. Tye = 383°F. AT = 64.6°F. Hence,
Q3t = 64.6(64,535) = 4.16 MMBtu/h. This is quite close, The total
transferred duty = 2.1 + 13.6 + 4.16 = 19.86 MMBtu/h. The corrected
steam flow, Wse = 19.86/[(1,322-209.6) + 0.02(442-209.6)] = 17,770
pphSince this is close to the assumed value of 17,700, let us stop
here. The final temperature profile is shown in Figure 4-3. The gas
pressure drop, using Equation (4-25) = 6(165,000/150,000)210.5(840 +
383) +460)/[0.5(900 + 371) + 460)] =7.1 in. WC.
Performance Check—Fired Case.
Let us check the performance for case 3 shown in Table 4-2,
where it is desired to make 26,000 pph of steam. The steam
temperature is uncontrolled.
It is obvious that with same inlet gas conditions as in the
earlier case, we need additional fuel input to the HRSG to generate
26,000 pph. The procedure is similar to the earlier one. However,
additional steps are necessary to iterate for the firing temperature,
as discussed in Insert A. The method of computing the fuel input,
firing temperature and gas analysis is discussed elsewhere. Let tis
only check the final results which are shown in Figure 4-4.
1 eo
{ 0
“st my
zr
5° | manne petomane eens
‘Ga ph = 100 wo OW MO =T. Nn TE, Om 16, SO
Tasers. | wren] Say [Pom Few [Pam] Pcs [ogc]
ety | Sees | ant ao | poe |
8g
eae
Figure 43. Performance Case? Results
3
este—putomse ne tins
{Ss woe = 1800, el Oy = 3, MD = 7. Ne = 7, Ok = 1, SO 8
TT] comm | gman, | aay Pe] Rr [Pam [Pe [oes]
Lf eee | to | wy oom |" | |“
er] sce | to|e | ar] as | See atoms |teno| a7 |
swan SG = 85. OO, BNO FR
| at paceman rte tneune 56,2 an 2 3p = 2,
Semin emma ti we sons
Figure 44, Performance Case 3 Resuls
20 ‘Waste Heat Boiler Deskbook
Superheater Performance.
Table 4-3b shows the gas properties for the gas analysis after
combustion. From the printout, Figure 4-4, itis seen that the HRSG
‘gas inlet temperature is 1,034°F and the burner fuel input is 9.29
MMBtu/h (LHV basis).
We = 165430; W, = 26,000; typ = 677°F. Fy at the average ges
temperature is 0.142. The saturation temperature is 462°F, at the
corrected drum pressure of 463 psig. Q3a = 26,000(1,346.0-1,204.3) =
3.69 MMBtu/h. Gas temperature drop = 3,690,000/(165,430) (0.99)
(0.278) = 81°F. Exit gas temperature, Tg = 1,034-81 = 953°F; AT =
420°R. Ky = 24-1. (US)y = 165,430°-45(0.142) (24.1) (26,000/18,5109°15
= 8,840. Then, Qty = 4208,840) = 3.71 MMBtu/h.
Evaporator Performance.
Fg = 0.135; K = 387.6; hence (US)p =165,430°6(0.135) (387.6) =
129437. Using Equation (4-18), [(953-462)/(Tg3-462)} =
£128,437 /165,480/0.99/0.27) = 18.67. Hence, Ty3 = 489°F. Q2 =
1165 430(0.99) (0.27) (955-489) = 20.52 MMBtu/h.
Economizer Performance.
tg = 435; hug =414.45; Qzq = 26,000(1.02) (414.45~-209.6) = 5.43
MMBtu/h. Gas temperature drop = 128°; Tog = 489-128 = 361°F. AT
89°F. Ky = 718.4; Fg = 0120; (US)p = 165430055 (218.4) (0.120) =
65,000. Hence Qs¢ = 83(65,000) = 54 MMBtu/h. Total energy
transferred = 3.71 + 20.52 +5.4 = 29.63 MMBtu/h. Wee = 29.63 X
108 /1(1,346.7-209.6) + 0.02 (442.6-209.6)} = 25,970 pph. The gas
pressure drop could be corrected as before.
Tris gives an idea of the complexity of performance
calculations if fuel firing is involved. Several iterations of
performance calculations would be required before the correct firing
temperature is arrived at. Also, if the steam temperature has to be
controlled, the superheater has to be split up into two stages with’a
spray desuperheater in between. The method of computing the spray
water for steam temperature control is discussed in Chapter 3.
In such an HRSG, more iterations are involved before the spray
water flow and the final temperature profiles are arrived at.
Without a computer it would be extremely tedious and time
SESE TESS can anemaenanes
SSI [oe | ital oe | po || SF |
SoS Se S| se |5 S| <,| »
Bea. | f
BARBS
‘anf be HSS = ES, C0, 2 0 = or,
Roe on Ova 004 0420
Pe ee eon 52 ane = 2,3 papa = 2
routs hss metus h nnn chs
Figure 45, Peeformance Case-4 Results
Note that gas inlet temperature is 1,067°F. The spray quantity
iperheater while actually building the HIRSG.
Also, note the higher steam pressure drop in the superheater
i to the lower steam pressure. The economizer flow includes the
500 pph saturated steam taken off the drum.
mm Waste Heat Boller Deskbook
A note of caution on U, § and U times S values. Note that US
values could be computed for each surface from its Q and AT data. For
instance in the “design” case, for the supecheater, US =234,000/311 =
7,524. These would naturally change depending upon the gas flow,
analysis and temperature profile. Hence, these values should be
interpreted with caution.
‘After arriving at the LIS values, some engineers try to split up
the U an $ values and compare alternate designs based on $ values
alone. This can lead to very misleading conclusions and the author
strongly.recommends against it. particularly if extended surfaces are
used.
With finned tubes, the gas side heat transfer coefficient and fin
efficiency are affected by variables such as fin density, height,
thickness and fin or tube material. By using tubes with high fin
density, say six, one could show more surface in the HRSG, but due to
the lower U associated with it, it does not mean that the energy
transferred is more compared to a design which has a lower fin
density, say two to four, and hence, lower S.
Lower fin density should be used winenever possible to incréase
U and minimize gas pressure drop and fin and tube wall
temperatures. This is more important in surfaces with low tube side
heat transfer coefficients such as superheaters. One could show that
S can be 100 to 200% more by using six fins/in, compared to two, but
due to the higher U, the duty can be the same or even more.
‘The author has performed studies on optimization of finned
tubes and advises engineers against comparing and selecting HRSGs
simply because the surface area, S, is more compared to another
design which used lower fin density. Unless the engineer is familiar
with all aspects of heat transfer with extended surfaces and the
impact of each variable on U, comparisons of § alone can be
misleading and should be avoided.
Limitations and Software.
‘The approach discussed has a limitation. It cannot be used in
HIRSGs which have a radiant section. However, the author is of the
view that 80 to 90% of HRSGs fall under the category discussed in
Figure 4-6, and hence the methodology discussed can be applied to a
wide variety of HIRSGs used in the industry.
an re
‘a
Diese {
so
TTT TAT fw "
Lu VW U U Vy
Pay),
s.sHsEinr Bo teat. EAP oat
xn
nt
= i
go
6. EVAP [pele 4. EVAP + ECO noc 4
~ Steamin 4 arn
2. SH jroo 6 1. £00 fete 5)
Figure46. Various modules can be combined to represent
‘muhiple pressure and complex HRSG configurations. (Hydrocarbon Procesing]
t
While! the method of predicting petformance using U values
sed on actual tube geometry, fin configuration, etc,, gives accurate
esults, this methodology has been checked against several designs
ind operating results. For the purposes of engineering analysis, trend
projections, evaluation of alternate designs and for studying the
Erlfect of different gas/steam parameters on performance, this
ppproach is very effective and hence a powerful tool,
228 Waste Heat Boller Deskbook
Considering the complexity of the calculations and iterative
nature of the procedure, particularly if multipressure HRSGs are
involved, program COGEN has been developed by the author for
HIRSG design and performance evaluation. For more information on
the software and its availability, contact the author at P.O. Box
673, Kbilene, Texas 79604, USA.
INSERT A
‘Performance calculation procedure
‘The procedure is discussed for a single pressure HRSG. Figure 4-
6 shows the various configurations of HRSGs considered. The first
case is quite involved. The methodology for this case will be
discussed: The gas flow, gas inlet temperature and analysis, steam
pressure and feed water temperature are assumed to be Known. The
design calculations, which are the basis of establishing an initial
design, are assumed to be done and the results available, along with
Ky, Ko Ke factors.
1. Assume the steam flow. A good estimate is obtained by using @
ratio of the "performance" to “design” gas flows and temperature
drop.
2. Solve the superheater performance. This is an iterative
process. See insert B, see Equations (4-17 }to 4-15). Ifthe transferred
and assumed duty are not equal, repeat with another steam
temperature or else continue.
3. Solve the evaporator performance. Obtain the duty and exit
gas temperature using Equations (4-16 Jto (4-19) .
4, Solve economizer performance using Equations (4 - 20) to (4-23).
‘This is again an iterative procedure. Calculate the total transferred
duty.
5. The steam flow is then corrected based on the total transferred
duty and enthalpy rise, Equation. (4-24). If this is close to the
assumed steam flow in step 1, continue or else repeat steps 1 t0 5.
6. If the final steam temperature is greater than that desired, the
steam flow is corrected for the desired steam temperature.
Se
ha
wi
the
the
iA
Design and Performance Simiuation 5
If the desired steam flow is zero (unfired mode) or less than the
ted flow, proceed to step 11.
If the desired steam flow is larger than the corrected flow,
SIE the final’ steam temperature is higher than desired,
ulate the interstage spray quantity based or. split superheater
Another round of fine tuning is done to check the temperature.
Tk can be’ easily seen that a lot of iterative'catculations are
sved. For each round, the gas and steam’properties have to be
rputed based on the gas analysis and temperature. If there is
INSERT B
Equations used in performance caloulations
Ota = Wotha-tat) = Wel Cp (fT yiTen) (1D
jere t:2 + exit steam temperature and hs2, the enthalpy. Compute
‘exit gad temperature, Tyo, from the above
H-The transferred duty is then:
(4-120)
= AT = log-mean temperature difference
BAT = FTgr-tod-Tgz-tep) nl Tg rte) / ga. ts) (4-128)
gming counter flow configuration, which is widely used. (US)p is
g2iptoduct of § and U in performance mode and is obtained from the
226 ‘Waste Heat Boiler Desktook
(US) value in the design case by adjusting as follows for the gas
properties and flow.
(US)p = We?55 FeKy(Wol Weg)025 (413)
Kz is obtained from Qy, AT, Wy and Fg values in design case:
Ky = Qu/lAT(Ws?5) (Fy) ) (4-14)
Fg = (Cp 330.67) :032) (4-15)
If for the assumed steam temperature Qia and Qre do not come
close (say within 0.5%), another iteration is warranted. All of the
above steps are repeated until Qzg and Qy4 match.
Evaporator Performance.
From energy balance,
Q2 = WelCp) (Hf) (Ty2-Tg3) = (US) AT (4-16)
where AT ~ [gg i) (Tga —to)fln [CT 32-19) 99-9)] =
(Tgp -Te3iftn [CT g2-t5)|(Tg3-t5)) (17)
From Equations (4-16) and (4-17) after simplification, we have:
gp-ts)/(Fg3-ts)] = e(US)pIW, C, yp (4-18)
where: (US)p = W425 Fy Ky (£19)
2s computed as in Equation (4-14) from the design conditions.
Fg is computed for the performance conditions. Ts is solved from
Equation (4-18) without iteration. Qp, the duty, can be obtained from
Equation (4-16)
Economizer Performance.
‘Assume fap, the water exit temperature. Then,
O30 = We (haty-heoy) (1 + bd) = Wy Cp (Tqs-Tya@hlf- (4-20)
It
rey
cor
ap
Poi
tem
dec;
cor
surf
‘ner,
evap
Design and Performance Simulation a
Obtain Tye and then the AT, assuming counter flow conditions
(421)
(422)
(423)
Wee =(Qre + Qre + Qspilths hwy) + bdlhf-kwp] (4-24)
Wee is not close to the assumed flow, Ws, the calculations are
peated starting with the superheater. The gas pressure drop is
Forrected for performance conditions:
BoP = (AP)a (Wel Wed)” [(Tavg + 460)|(Tavga + 460)! (4.25)
From the above calculations we can draw some conclusions:
© 1, Ina HRSG with an economizer, the pinch and approach
points decrease with a decrease in inlet gas temperature and vice
versa; for a gas turbine HRSG, this means that as the ambient
smperature decreases (case 2), the pinch and approach points
Piecrease. The reason is that the energy transferring ability of the
momizer has not reduced (namely U x'S), as itis a function of the
"irface area and overall heat transfer coefficient, which has
g hcreased due to the larger mass flow.
With a reduced steam flow, due to the reduced duty of the
faporator, the economizer can now bring the water closer to
2 ‘Waste Heat Boiler Deskbook
saturation temperature than before. Hence the caution that steaming
is likely in the cold unfired ambient gas turbine exhaust conditions.
Tt can also be seen from cases 3 and 4 that as the firing
temperature increases, more steam is generated and the pinch and
approach point increase.
2. The other point to keep in mind is that dué to the lower
water flow, the exit gas temperature from the economizer will be
hhigher in case 2 versus case 1. So the HRSG efficiency is affected. It
will be also be seen later that as the inlet gas temperature increases,
more steam is generated and the stack temperature reduces. These
trends are important and specification writers and consultants should
‘be aware of them.
3. The superheater duty is not obvious in the fired mode as seen
from case 4. It is higher compared to the situation where the steam is
simply raised from saturation to 650°F due to the spraying of
injection water for temperature control. Hence the suggestion that
temperature profiles should be selected in the unfired mode and the
performance checked in the fired mode.
SOFTWARE FOR
HRSG SIMULATION — COGEN
Predicting the off-design performance of a HRSG is a complex
procedure involving several iterative loops even for a single pressure
HIRSG as seen from above. If more than one pressure level is involved |
or if the fuel input has to be arrived at automatically or if a common
economizer feeds several pressure levels, the HRSG performance
cannot be evaluated manually unless one is prepared to spend several
hours on calculations.
The author hyas developed a software, "COGEN", which is
available from him. This may be used to arrive at a design and then
predict its performance in a matter of minutes for complex HRSGs.
Several alternates may be studied and the system optimized. These
features will be explained through examples. Figure 4-6 shows the
various configurations of HRSG that can be combined to form a
complex single or multi-pressure HRSG for simulation.
ee
‘Design and Performance Simulation co
With this software, consultants, plant engineers and
sneration system analysts can predict the HRSG performance
‘are computed; then, for any other inlet gas flow, temperature,
fim pressure or feed water temperature, the revised gas/steam
iperature profiles and steam flow are arrived at based on a quick
rerging iterative logic developed by the author; this is the
sunfired: mode, a gas or oil'fired’ burner kicks’in-if there is
jentoxygen in the gas stream and automatically computes the
Slinput and firing temperature and revised temperature profiles.
Different configurations as seen in Figure 4-6 can be handled by
Gis program; by combining the modules, multi-pressure units can be
Bralvated in ONE run. In order to use this program one need not know
e:size, pitch or fin parameters, etc., need not be known.
In short, this is a powerfll tool for consultants, plant engineers
End cogeneration system designers, who would only like to simulate
fije HRSG performance under different conditions but do not want to
St involved in detailed thermal or mechanical design aspects,
[hich is best done by HRSG suppliers.
cial Features of the Program.
1. The software arrives at a HRSG "DESIGN" based on plant
rating data or initially suggested pinch and approach points or
then evaluates its "PERFORMANCE" under different inlet gas
Fonditions and steam parameters in unfired or fred conditions. Single
smulti-pressure HRSGs can be evaluated in ONE run.
¢.- There is no limitation on the number of modules. Up to six
PPessure levels can be easily analyzed. The HRSG configuration is
Eilected by combining the various modules shown in Figure 4-6.
mplex HIRSG systems can thus be modelled. Each module can
erate; at its own pressure, feed water or steam conditions.
Evpplemental firing ean be introduced ahead of the HRSG or
en modules.
20 ‘Waste Heat Boiler Deskbook
2. One need not actually design a HRSG in order to evaluate its
off-design performance. Tube configuration, layout, surface area,
boiler size ete. need not be known. Heat transfer coefficient U is not
computed; instead the product of U and surface area S is computed
and then corrected for different gas flows, analysis and temperature.
3. Unfired or supplementary fired HRSGs can be analyzed.
Gaseous (up to 14 constituents) as well as oil fuels can be used in the
burner system. The program automatically ‘arrives at the firing
temperature, burner fuel input if the required steam flow in any
evaporator is more than that obtained in unfired mode,
Source of oxygen can come from the exhaust gas or from
atmospheric air (fresh air fired case); augmenting air can also be
added if there is insufficient oxygen in the exhaust gas; this is
important in HRSGs for Steam Injected Gas Turbines, which have
ow levels of oxygen and high water vapor content.
4. The effect of gas analysis is considered; (Ux 5) values and
specific heat values are corrected for different gas analysis and
temperature making the evaluation realistic.
5. Ifthe final steam temperature is controlled and if for given
gas inlet conditions, the steam temperature exceeds the desired
value, an interstage desuperheater is simulated and spray water
flow required to achieve the final temperature is computed along
with the gas and steam temperature profiles. This can be done for
any module in multi-pressure units.
6. The extent of “Steaming” in any economizer can be computed,
if it does occur under different gas end steam conditions. The
"DESIGN" can then be easily revised if desired.
7. The HRSG is modelled such that some saturated steam from
the evaporator can be taken off for process heating or other
applications if required and the balance superheated. Saturated
steam from other boilers can also be introduced into the superheater
thus increasing its flow.
8. The common economizer concep: can be used to supply feed
water to any number of modules; the program arrives at the water
flow and exit water temperature through several rounds of complex
iterations.
9. One can arrive at a design and fine tune it based on its off-
design performance within minutes.
AA gas turbine HRSG generates saturated steam at 200 psig using
water at 240°F; blow down is 3%. The gas flow is 150,000 pph
JF design the HRSG and study the effect of fuel input on
ance while generating 40000 and 60.000 pphof steam. Fel
bol CO2 =3, HO =7,Nz =75, and 07 =15-
‘The data and results are shown in Example 1-5, Chapter T and
system efficiency is computed in the unfired and fired modes. It
shown that the system efficiency as estimated by ASME PTC
increases with additional fuel input. *
CCOGEN may be used to improve the efficiency of HIRSG systems
o ways:
a. Use add-on surfaces such as condensate heater, deaerator coil
[heat exchanger to lower the stack gas temperature. Figure 4-8
With a condensate heater, the efficiency is improved through
Sluced demand of deaeration steam.
"'b, Rearrange location or disposition of heating surfaces to
Brive at a lower stack temperature with the steam production
‘ining unchanged in the fired mode or more steam generation in
Biited mode.
22 ‘Waste Heat Boiler Desktook
Ges Hlowpate 180000"
cts Mattes 3 gee tao so mso~ soo
gat temp wet/ot duty prose flow petm plac appech
Estoutce sprouse ase bya Baigy gg ye" ME
sb tonp-ts 60 rel tanta 60 heat Looe 2 gat tenp to msc 900
G8 Hlowppbw 0000 val coze'9) tor? 2's TE G2 © 26 come 0
gas temp wet/ata duty press flow prea plach appcch
Gout nate omen pet poe ee AE
»
Berataren te 249
acy alee ~ 0
‘mb temp-tm 60 cet nants 60 heat ton
Flowppoe 1800008 vol coam'3) tor? a2'e'75 Ge = 5 Some 0
gaa temp vet/atm duty pr
Goeth akouter aa bin peig ‘pon ee OP
ovepeayew tem 949
bebe ib =a
Figure 47, Printout of results of eample 2 from COGEN software.
«
e
st
3
te
Design and Performance Simulation 2
Figure 46 HRSG with condensate heater and glyeot heater. (ABCO Industri]
faproving HRSG Efficiency Using Secondary Surfaces
E Figures 48, 4-10, 4-11, 4-12 show the concept of adding a
ondensate heater, a heat exchanger or a deaerator to improve the
ficiency. The system consists of a HRSG generating superheated
sm for producing electrical power via a steam turbine condenser
ystem. The steam for deaeration is taken from an extraction point in
ie turbine as it is more economical to do so than take it off the
. The reason for this will be given later.
: '
jondensate heater.
This is basically an economizer used for preheating the mixture
condensate returns and make up before it enters the deaerator,
sBure 4-10. A 20°F approach is used; that is if the deaeration
Smperature is 240°F, the design condensate heater exit temperature
20°F. The following aspects of this option should be considered,
1. The log-mean temperature différence between the gas and
ater is higher than in the deaerator option described below; as a
ult the surface area requirements will be lower.
‘Waste Heat Boller" Deskbook
[eamog] “aeays worex=e
-op Suppnpar syesuapuod yeaypxd 01 7 HOR
“do uy sozjurot099 =) Sy 30 wreomsuMOp
pappe s1 s9yOy aESUaPUOD “OTP AMBIE
tame
sunt fq paprosd hquo Araa0307 e041
sey ruondo quamaSuesresyseg-6-p andr
Teneo = vara]
aT =a
ai | 5 leosratoers
(cram aR
wrcrone
a TC sarees
207 mrss
F iS Design and Performance Simulation
WaEToROOE
rarer)
a
‘M
26 Wiaste Heat Boiler Deskbook
2. Due to the low water temperature at the inlet, the tube wall
temperature will be lower and hence condensation of water vapor can
occur resulting in corrosion. It is suggested that the tube wall
temperature be above the water vapor dew point of the exhaust gas
If there is steam injection in the gas turbine, the water vapor
dew point is higher and hence suitable precautions have to be taken
such as better choice of tube materials. If the exhaust gases contain
sulfuric acid vapor or sulfur dioxide, then this option is not
recommended.
3, The gas pressure drop will also be lower due to the lower
surface area requirement.
Table 44.
Results of Study of Deaeration
‘Steam and Electric Output*
————————
Option yo @ ® @
Base Cond Heat Lip
Design reference case hr exch evap
Exhaust gas, 108 Ibyhr 550 550 550 550
Gas-inlet temperature, F 975 975 975 B75
‘Stack-gas temperature, F 374 310 323 297
‘Steam to turbine, 103 tbyhr ** go 80 «68080
Steam to deaerator
(from turbine), vor 10,250 1730 3400 0
Feedwater temperature, F 240 240 151 «240
Mixture temperature
(0 deaerator),F 107 220 200 107
Electric power, KW 6528 6830 6770 6890
* Assumptions: Natural-gas fired gas turbine; gas analysis, % vol:
C02 =3.5, Hz0 = 10, Nz = 74, O2 = 135; pinch point = 20°F; approach
point = 20°F, blowdown = 2%; deaerator pressure = 10 psig; makeup
temperature = 60°F; condenser pressure = 25 in. Hg abs (1.22 psia);
heat loss in HRSG = 1%.
"Conditions: 620 psig, 650°F.
a
t
t
t
te
ar
o
fo
in
sb
su
to
ab
an
oF
6 Design and Performance Simulation 27
Figure 4-11 shows a heat exchanger used to improve the
Glliciency of a HIRSG system. A water to water exchanger preheats
Bie make up using the feed pump discharge before it enters the
economizer. The make up water temperature increases thereby
Ireducing the deaerating steam requirements. Since the feed water to
economizer is lower, the stack gas temperature reduces.
1. If the gas stream contains sulfuric acid, then this scheme is
[suitable due to the low tube wall temperature at the economizer
Holet. Better tube materials may have to be.used if water vapor dew
Fpoint is high.
2. This scheme is attractive ifthe make up water temperature
tow say 40 to 60°F. Then, the feed water-can be cooled further in
fe exchanger. The size of the exchanger will also be smaller due to
Give larger log-mean temperature difference. Also, if the make up
Hemperature is very high, on the order of 150 to 180°F, the exchanger
Bay not be feasible due to the resulting low log-mean temperature
Find possible temperature cross conditions inthe exchanger.
Ef 3. Due to the lower feed water temperature, the size of the
ieconomizer will increase. This cost has to be evaluated along with
he cost of the exchanger, piping and associated values
Deaerator coil.
Figure 4-12 shows the deaerator coil used to recover additional
from the gas stream. The bundle generates low pressure steam
por deaeration and is essentially another evaporator. This may be an
p itegral deaerator or simply an evaporator generating low pressure
Pteam, which is taken to a deaerator.
1. The surface area required will be more due to the low log-
piiean temperature difference compared to the condensate heater.
2. This scheme is suitable even if the gas stream contains
furic acid as the evaporator pressure can be raised to a value close
EP or above the acid dew point. The tubes will be at least 5 to 10°F
tbove the'saturation temperature.
3. This system is more expensive than the others due to the size
Bi the use of drums and associated trim and controls.
{4 The gas pressure drop will also be higher than the other
potions, due to the size.
28 Waste Heat Boiler Deskbook
USE OF COGEN TO ANALYZETHEOPTIONS —-
Example 3:
‘A HRSG generates about 80,000 pph of superheated steam at
620 psig and 650°F from 550,000 pph of gas turbine gases at 975°F; the
steam is expanded in a steam turbine to generate power, with
deaeration steam taken from an extraction point in the steam turbine.
Study the options assuring that the gas stream contains no sulfur
dioxide.
Solution:
Figure 4-13 shows the results from COGEN in the design mode
for all of the options. A 20°F pinch and approach were used. The
steam required for deseration was estimated for each case through
heat balance as described below. The power output from the steam
turbine was obtained through computation of turbine steam rates. A
Basic program for this is given later.
‘Table 4-4 shows the summary of results. Since the deaerator
option generates the maximum steam output to match deaeration
requirements, the electrical power is the highest.
One may also predict the HRSG performance at any other
condition sing COGEN and sae how the system behaves.
DEAERATION STEAM CALCULATIONS
Estimating steam quantity for deaeration is an important
aspect of plant mass and energy balance calculations. Steam for
deaeration should preferably be taken from an extraction point in
the steam turbine if available. This results in a better system
efficiency compared to the case where the steam is taken from the
HRSG exit. Figure 4-14 shows the two schemes.
COMPUTING DEAERATION STEAM
AND ELECTRIC OUTPUT
To illustrate the procedure, consider two sources for deaeration
steam for the base case (Option 1), Example 3. Assume, frst, that the
gas Seog int/atm duty prone flow pata plech appech
Grover ascents amt b/m peg) ‘poh Me P
amp-ta 60 rel'nuarte-0\ best: toute i gue tong to moon 975
pflowppbm 550000 ¥ tol cof 3-5. Moe 30" M2 = Ta Ga 10.2 soze°
gus tone wat/atn auty. prem flow. pata posh appech
Exec Grout web/e psig poe her E
Ds meas eso 9.31 620 acoas 100.0 °
vat/ats duty pewes flow pata piach appech
soreuier wr b/n pets “pn NT PSE
5 2 goat ae sooes rove @
GPF flowgete 550000" 8 vol coz 3.8 mio 102 e902 13. soe O
gus ewe was/at ety pew
Eso? cour wwebya bens
240 ‘Waste Heat Boiler Deckbook
DDeseraton steam!
(8785 te)
ae
107
Is,
eopsigso
soooommr
Feacsion 2408
*et.700 nr
Condensate: 1086
Figure 4:4. Two alternatives for deseration stam take off location; steam from.
HRSG (top) and from steam turbine (baton). Poser)
Pisc Design and Performance Simulation 2H
jeam is taken from the HRSG exit (Figure 4-14 left) rather than
ffom the turbine. Makeup temperature is 60°F and condensate enters
mixing tank at 108°F (2.5-in. Fig condenser pressure). Neglecting
ved and vented steam, a mass balance around the mixing tank
energy balance is then performed around the deaerator, giving:
,700) (208) = (1700) (28) +(80,000 ~ X) (76) + 1319X, where 1319
:/ib'is the enthalpy of steam at 620 psig, and 6£0°F, 28 Btu/‘b the
.ke-up enthalpy, 76 Btu/Ib the enthalpy of condensate returns, and
O8:Btu/Ib that of feedwater after deaeration. Solving this equation,
= 8741 Ib/hr steam: using 8785 Ib/hr allows for losses. To obtain the
snsion from 620 psig and 650°F to 1.22 psia (25 in. Hg)
EA program developed for this purpose gives ASR
[iyewh: Allowing for 4% mechanical losses, P = 0.96 (80,000 ~ 8785)
14 = 6137 KW.
Next, consider deaeration steam taken from the turbine
‘Thus, greater electric output is obtained by taking steam from
be steam turbine, and so this is the preferred procedure for all other
Engineers involved in cogeneration projects and power plant
E!ies often need to calculate the steam properties during expansion
G9 steam turbine to evaluate the theoretical and actual steam rates
‘Waste Heat Boiler Deskbook
[Bigssxo01g
vso.phy] synsax woys
ze 0 0} wezSerp
1) QSt-p amnShr
‘autqmy v uy urea}s Jo woys
suedxg :@39)) est ang
TSR’ = 5,413/(hy —h25} (4-26)
snp = hy ~ hy — hag E100) 77)
3 413)(hy — hz) (4-28)
hexhy (1-0 hf (4.29)
where the saturated vapor and liquid properties are obtained
the dryness fraction, x, is
S15y #(l~ asf (4-30)
‘The logic used in the program is shown in Figure 4150.
eAimple 4: |
E Two examples illustrate the use of the program. Example 4:
bine to 150 psia with an expansion efficiency of 80%
E Calculate the steam Properties at inlet and exit as also the
‘Key in the program in Figure 4-16a, In the RUN mode the screen
for Phe inlet nevsstire and temoerature. If saturated, Kev 0 for
2a ‘Waste Heat Boler Deskbook
So tor ances neaceazaysmucr(ar cams vor Pon Hoary ea, 20 FRO"
Ho ieanany/(er-sojaaerearcacayes
Hop iecaremsay/(areigy anes eaeranrearcoro 290
feo rans aecnsayn.ovmcesne.cse
io sesso frrcacaoene+-26t)-62/2)40e1.osiaomanenea/s/t
3a Sie aeztaoi ay seotessinh. anegutan autem achat eVr2eLen-
{20 For ea 50 seaagryenczy poets /2se(eP+40(2)9109(P) RIE) cPOROE(L)*P-3CCE
29 rena sxarman gs eangeyssiecT) SPAN)
igure 4162. Listing of program for expansion of stam [Hydrocarbon Processing]
Peed
Griple S:
Saturated steam ac 1,000 psia is expanded to I psia in a.turbis
‘This example shows that by rearranging the heating surfaces
p may lower the stack temperature while generating the same
ating eam at 625 and 205 psig. There ae two options, shown in
ve 4-17'and 4-18. In gure 4.17, the HP stage is followed by the
as temperature.
[Hlence, we need a lower inlet gas temperature in Figure 4-18 in
to generate the same quantity of HP and LP steam or we can
fate more steam (HP or LP) with the same gas inlet conditions.
246 Waste Heat Boiler Deskbook
Figure 4-166
Data and results for examples
Example 4:
‘STEAM PROPERTIES AFTER EXPANSION
— BY V. GANAPATHY
INLET PRESS-PSIA, TEMP-F (IF SATURATED INPUT 0 FOR,
TEMP) = ? 650.750 :
EXIT PRESS-PSIA, EXPN EFF ~% =? 150,80
INLET PRESS — PSIA - 650 TEMP ~ F = 750 ENTH =
1977.067 ENTRPY = 1.601213,
EXIT PRESS = 150 TEMP = 458.7688 ENTH = 1250.208,
SAT TEMP = 958.5408
[ASR = 28,9075 TSR = 21.523 EXPh
= BOEXITOLTY = 1
Example 5:
‘ ‘STEAM PROPERTIES AFTER EXPANSION
BY V. GANAPATHY
j INLET PRESS-PSIA, TEMP-F (IF SATURATED INPUT 0 FOR,
TEMP) =? 1000.0
EXIT PRESS-PSIA, EXPN EFF -% =? 1,100
INLET PRESS-PSIA = 1000 TEMP ~F = 547.2928 ENTH =
1198,088 ENTRPH = 1.392013,
EXIT PRESS = 1 TEMP = 101.7387 ENTH = 776.87
SAT TEMP = 101.7387
ASR = 8201008 TSF
EXIT QLTY = .682389
8.201008, EXPN EFF -% = 100
Soluti
‘The results are shown in Figure 419, output from COGEN. Since
the burner duty is small and the firing temperature less than 90°F,
only the design modes are analyzed to show how the rearrangement
of surfaces is helpful. The gas analysis was assumed to be close to the
inlet gas analysis. The saving in fuel input is about 12 MMBtu/h for
the improved option; assuming that the HRSG operates in this mode
for 7000 hours/ year, the annual savings is $210,000 at $2.5/million
Bru,
Design and Performance Simulation 247
;Alternatively we could have generated more HP or LP steam
Biche configuration in Figure 4-18, if the gas inlet temperature
[odie were the same as in Fivure 4-17
248 ‘Waste Hest Boller Deskbook
ano tang-fe 60 rel mumts 0. neat losecte 1 gaa temp to Mou 200
Se EELS aT ae aa aes cae ae soax 0
us tenp wat /otm uty. pene flow pet pinch apgrch
Glace Gace webaper mm ee
‘gus tex wab/ata_ duty eens flow pate pinch apgech
ELSE DMI bie pig om NP
pnp 662 420395 390 86.76 205 202786 100.0 20 14
igure 419, Results from COGEN for example 6 for the? options shown in Fig 4-17 and
18,
Table 4-5. Data for HRSG design
Exhaust gas flow, pph = 121,000
Exhaust temperature, F = 770
HHP steam flow, poh » 75-77,000
HP steam pressure, psig = 635
HP stoam temperature, F = 600
LP steam flow, pph = $5—100,000
LP steam pressure, psig = 205
LP stoam temperature, F = 390 (sat)
Food water temperature, F = 230,
Exhaust gas analysis = % volume C02 = 2.6, H,O =21,
Np= 63, Op = 136
i j
FE ¢ Design and Performance Simulation us
SESULTS .. . DESIGN case unrtReD
to, Fe} Mate 0 heat leas-t. 2 gus temp to HG 1400
poe Is0060 vol Cote? Hae te “He's'7s Gos 'Ssee. 0
timp wat/sta ty press flow patm ech appreh
fot Teor oth eg) ER moo
AESULTS... PERORMINCE CASE... UNFTAED
pita 6, faT hota 60 heat lse-te 2 gas tmp to HESGe 1200
hm 16ND Evol Caan FHSS 12 Hee DE GSE Shae
is tem watisin duty, past flow ptm pach appech
a oe
SH Me au ane as anes 100.0 190k
we mone Ses es 88
: sae
ae
's example illustrates how COGEN may be used to simulate
gen of an operating HRSG from field data and then predict its
gr™ance at a different condition.
250 ‘Waste Heat Boiler Deskbook
USING FIELD DATA TO PREDICT
HRSG PERFORMANCE
Example 7:
‘Table 46, Data For Design and Performance
“This is an example where the design is simulated from plant opérating
Gata, Table below shows the operating cata for a HRSG for incinerator
exhaust gases. By playing with pinch and approach points, a design is artived
at matching the operating data, Then lis periormance is predicted for case 2
conditions. The HRSG consists of an evaporator and economizer, module 4
‘and generates saturated stoam.
1.Case 1 2
Gas flow, pph 150,000 165,000
3: Gas inlet temp, F "1400 1300
44. Steam pres, psig 400 218
5. Feed water temp, F 250 240
6. Steam flow, pph 42,400 2
7. Exit gas temp, F ‘400 2
8. Blow down % 3 3
[Gas vol %-CO2=7, H2O = 12, N2= 75, O2= 6 Heat loss % = 2]
sults from COGEN are shown in Figure 4-20.”
The results of COGEN may also be used to check if there is
fouling of heat transfer surfaces. The results from COGEN are based
oon the fact that there is no appreciable fouling.
For example in the above case 2 if the stack gas temperature
were 420°F versus 384°F predicted, then one can assume that there is
some fouling in the HRSG. If the gas temperature at the economizer
inlet were measured and found to be much higher than 544°F then the
fouling could be in the evaporator.
MULTI-PRESSURE HRSG DESIGN
AND PERFORMANCE
‘Asa final example, the design and performance of a multi
pressure HRSG with supplementary firing will be simulated. This
‘example shows how one can simulate the behavior of complex and
Mode +
eva Modale2
fear]. Modate 3
fear] [Eco] Modste +
Zc0] Modle S| Modole2, | Module2 Module 5. Mod
a San wae OME EE
Modate 6
‘tio” Fee Y Stein 3,'&, anda Sactec Ce
igure ¢21a. HRSG configumation for problem. (S<-Teck publishers)
This is a multipressure HRSG. A common sconomizer provides
[fd water to both HP and IP evaporators. The configuration is
Biained by combining four modules, namely 22,5, and 3. Both HP
[id IP steam are superheated, while LP steam is saturated. The
ign case assumes that 375°F water is obtained from the common
Since its flow is unknown to begin with, inputting of zero for the
Ester flow will enable it to be computed automatically. In the
Fietormance case, the desired HP stcam is obtained by firing the duct
ESsrner, which automatically arrives at the firing temperature and
‘input.
Note that augmenting air is also used for the burner. A
EEsuperheater is also simulated. The program also automatically
es at the flow through the common economizer and its water
temperature, which is the inlet feed water temperature to HP
[E:IP steam systems. All these complex iterations are completed
fat5in 30 to 40 seconds with a 386 processor. The design case takes
22 ‘Waste Heat Boiler Deskbook
RESULTS... DESTOR CASE rae
‘and tenp-f060 rel bute heat Joss-te 1 gas temp to HiSG = 900
es Hlowppbe 1218000" vol cO2e'2.6 #20 = 22 N2= 6302 = 12.4 S020
ms tony vat/stn duty press flow ptm plnch aprch
owt? Tneoub-F Worm psig) ph pee
st 900 977492 G00 ge ee woo
Bie Or sae Sse a Wid 10 nsw
ine ae ia Ss 3 as 1s ee
eo #4 m6 240 5 0 wns 0.0 can.eco
OW 36 255 190 2D 7.08 MOIS OTF
RESULTS... PERFORMANCE CASE... FIRED
anb temp-fo 60 rel hunt = €0 beat ore-Z= 1 gas temp 20 HRSG « SO0
sat Florpphe. 1215000 vol CO2 = 2.6 WO) 22 N2= GI O2= 12.4 S02 od
gat tem vatiste duty press flow pst pinch appre
Grout Toute itm pela pph TB re
eum 900 1003 00 as.7 «0 zt a
SH 100s ‘S71 458690 M-st_ gop 124936 100.0
desu "S51 Gs) Seo sa 'O.co gn rae ®
EP $71 6 366 453 OPIS 623126986 100.0 105127
EVA 658 417 366395 84.72 218 98382 100.0 2328
Feo 417352240 355 29.41 650 28575 0.0 con.eco
fp 352° 255 190 240 26.51 1026813 100.015
25 flog ater SG = 1262984 ol cad» 2.9 Nw 22.10 92 = GIT 21.96
‘fuel GAS: analysis. volume
2 emne +2
3. propane = 1
e-bturey ft = 942
Teobealin "> 2taae
aug air-pph 25000
NOTE: TEMPERATURE PROFILES ARE NOF GENERATED BY SOFTHARE,
fuel toput 48 on UW bast
igure 421b. Printout of remus from COGEN. [Sck-Teck publishers)
Design and Peformance Simulation 23
900
190
ae a irene ea ea con ot eae
BaP * com CO BAP
Case no. 1 2
. Remarks design performance
- Heat source gasturbine gas turbine
Gas flow, pph 1215,000 —"1215,000
. Gas temp to HRSG, F 500 900
HP steam pressure, psig «0 600
IP steam press, psig 205 205
- LP steam press, psig 10 10
Waste Heat Boller Deskbook
9. Feed water temp, F 240 240
410. Feed water to HP, F 375 2
11. Feed water to IP, F 395 2
12. HP pinch point, F 150 2
13. IP pinch point, F. 2 2
14. LP pinch point, F 5 2
15. HP steam flow, pph 2 125,000
16. HP steam temp, F 0 0
17. IP steam flow, pph ? 2
18. IP steam temp, F 500 2
19. HPSH press drop, psi 15 2
20. IP SH press drop, psi 10 z
21. Feed water temp to LP, F 0 390
22. LP steam flow, pph 2 2
[fuel used in case 2N. gas:% vol Cl = 97, C2 = 2, C3 = 1,
‘augmenting air flow = 25,000 phy; exhaust gas % vol CO2 = 2.6, HzO
52, Np = 63, O2 = 12.4; heat loss = 1% and blow down = 2% each
pressure level]
REFERENCES
1. V. Ganapathy, "Simplify heat recovery steam generator
evaluation’, Hydrocarbon processing, March 1990, p 77
2. V. Ganapathy, "Analyze options for deaeration steam",
Power, September 1989, p 35
3. V. Ganapathy, "HRSG temperature profiles guide energy
recovery" Power, September 1988
4. V. Ganapathy, "Win more energy from hot gases", Chemical
Engineering, March 1990, p 102
5. V. Ganapathy, "Program computes turbine steam rates and
properties", Hydrocarbon Processing, Nov 1988, p 105
6. V. Ganapathy, "COGEN”, software published by Sci Tech,
New Jersey, 1990
NOMENCLATURE
[ji-—Blow down fraction; if blow down = 2%, then bd = 0.02.
Br p—Gas specific heat, Btu/Ib°P.
E;—A factor accounting for gas properties, defined in Equation 45.
—Heat loss factor; if heat loss = 2%, then hlf = 0.98.
2 s1 —Enthalpy of superheated steam and inlet steam, Btu/Ib.
Bi; hewz —Enthalpy of water at eco inlet and exit, Btu/Tb.
as thermal conductivity, Beu/ft KF.
‘Kp, Ka —Factors obtained from design conditions, Equation 4-14
02, Q3,—Energy absorbed in superheater, evaporator and
economizer, Btu/h; subscripta = assumed and t'= transferred.
2 Tg2,T 3. Tot —Gas temperature distribution, °F.
Surface area, sq ft.
"—Log-mean temperature difference, °F.
Taaga —Average gas temperature in HRSG in
performance and design modes.
tw —Water temperature at inlet and exit of economizer, °F.
sf 152 Saturated and superheated steam temperature, °F.
Overall heat transfer coefficient, Btu/sq ft h°F.
'SJp Product of U and S in performance mode.
Eo, Wed —Gas flow in performance and detign modes, pph.
By, Wea —Steam flow in performance and design modes.
{2 ap —Gas pressure drop in design and performance, in. WC.
[Gas viscosity, lb/ft h.
highlight some of the areas which should be emphasized or
rated so as to result in a boiler that will be functional and cost
git APPLICATION OR SYSTEM DESCRIPTION
~The application or the system of which the HRSG is a part
yuld be described completely. Often I come across specifications
Hit simply bay waste heat boiler for flue gas heat recovery without
Bentioning the process or the source of the gas.
Depending upon the process the gas stream may have peculiar
acteristics which can be inferred if the application is stated.
instance if the flue gas is from a municipal solid waste
Hcinerator,|we know that it can be dirty and hence precautions
Brould be taken to have cleaning lanes, soot blowers and avoid
If the flue gas were from a fume incinerator then it is much
inet and hence extended surfaces may be used to obtain a compact
ign. If the effluent is reformed gas from a hydrogen plant, one can
Fe that provision is made for exit gas temperature control and
design the boiler to handle the high gas pressure. Extreme
258 Waste Heat Boller Deskbook
‘operating conditions or upset conditions should also be described so
that the design can accommodate these conditions.
Mention should also be made as to how and where the steam
that is generated is being utilized so that steam purity could be given
consideration. If steam is used in a steam turbine drive, depending on
the pressure, the purity could be demanding. Proper drum internals,
Figure 5-1, should be used to give the desired purity. In the Cheng
cycle discussed in Chapter 1, where the superheated steam is
injected into the gas turbine, a combiration of internal and external
steam separation devices were used to achieve a steam purity of less
than 50 parts per billion solids.
In high pressure boilers, a combination of cyclones, and chevrons
may be used to obtain a steam purity of less than 100 ppb solids. If
steam is used in a steam turbine or injected into a gas turbine for NOx
[purposes or for increasing its power output, the specification writer
should obtain information on steam purity requirements from the
suppliers of these equipment so that the boiler drum internals can be
properly designed. If the steam is used for process heating or cooling
and is ata low pressure, a demister pad which gives 1 to 3 ppm solids
may be adequate.
A flow diagram showing the flow path of water and steam in
the system is helpful, particularly in HRSGs for multi-pressure
units. In some boilers saturated steam may be taken off the drum and
the balance superheated. In some systems, external superheated
steam from another boiler or source mey be mixed with the saturated
steam from the waste heat boiler and the total may be superheated
in the waste heat boiler. In order to understand and properly design
the various heat transfer surfaces such a flow scheme would indeed
be helpful and avoid confusion later.
The take off point for deaeration steam is also an important
aspect of any HRSG system; as discussed in Chapter 4 if steam is
taken off the steam turbine at a suitable extraction point, the plant
efficiency is better than if it had been taken off from the boiler
outlet, This is because the steam that is drawn off the turbine has
performed some work in the process of expansion. The scheme or flow
diagram should suggest the source of deaeration steam or any other
steam for process.
catying Waste Hat Boers“ 29
Echevron’
2eyctones
‘downconer
arises
Steed water pipe
estear
FigureS1. Arangementof drum intemals:
2. SPACE AND LAYOUT GUIDELINES
<~ Waste heat boilers may be located inside a building, where the
;pace is limited or could be located outside but within a plant as part
Gof the expansion scheme or there could be no restrictions as in a new
E project; anyhow space limitations and layout restrictions if any
should be outlined in the specifications. *
‘The boiler configuration could be developed based on the space.
ailability. As seen in Chapter 1, for unfired gas turbine exhaust a
iwo-pass could be used instead of a single gas pass design to minimize
or space. If height is a concern, a short but wide boiler could be
igned. There are cost implications to these special designs and
the specification should state any requirements in the early
tages of the project. As discussed in Chapters 1 to 3, several
ifferent boiler configurations could be developed for the same gas
steam parameters.
20 ‘Waste Heat Boiler Deskbook
3. GAS PARAMETERS
All of the data pertaining to the waste gas should be stated
clearly.
a. Gas flow in mass units NOT in volumetric units.
One of the common errors made by specification writers is to
state the gas flow in cubic feet per minute. This should be avoided.
‘The gas mass flow to the boiler should always be given in pounds per
hour; one can confuse cfm with acfm or scim and come up with a mass
flow that is different from the actual flow due to an incorrect
estimation of gas density which is dependent on the gas molecular
‘weight, temperature and pressure.
‘Thus several variables are involved and a wrong assumption of
any one of them could result in a different density and hence mass
flow. The author is familiar with a case where a specification
‘mentioned that the gas flow was 5000 cfm and did not say whether it
‘was acfm or scfm. Two different boiler designers came up with
designs in which the mass flows were apart by a factor of 4; one
designer had assumed that the flow was in scfm and the other
thought that the flow was in acfm. A lot of time was wasted in the
process of explaining the basis of design to the consultant, which
could have been avoided.
If the gas is exhaust from a gas turbine, it is prudent to state the
{gas flow data at different gas turbine loads and ambient conditions
and also specify the design point so that comparison or proper
evaluation of boiler performance could be made. As mentioned in
Chapter 1, the mass flow and exhaust gas temperature vary
significantly with ambient conditions.
If a bypass damper is used the leakage flow through the
damper should be accounted for. In some wood based cogeneration
projects, a portion of the hot gases are taken off for drying the wood
products and the balance goes to the HRSG. Hence the gas system
should be described adequately so that the HRSG mass flow can be
properly evaluated.
Gas temperature to the boiler should be stated along with the
gas flow. If the duct work between the waste gas source and the
boiler is significant, the heat loss in this should be accounted for.
Eiying Waste Heat Bolles 2
i
ana.
P'This i another important aspect ‘which is neglected by
B itication writers. Depending upon the composition, the gas
B operties such as specific heat, viscosity and thermal conductivity
‘vary; Appendix E shows how to compute the properties. If the
{properties are different naturally the’ heat transfer coefficients
hnence the duty and gas temperature profiles will be different as
ssed inf Chapter 4. i
‘The difference in duty could be as high as 10% if the moisture
hhtent is significantly different. Hence-if a steam: injected: gas
ine’ exhaust boiler is being specified it is advisable to state the
flow, exhaust temperature and analysis pertaining to the snode
‘operation of the turbine, whether steam injected or dry.
in the Cheng cycle, discussed in Chapter 1, the gas properties
Pary significantly between the dry mode (7% volume of water vapor)
Brad the injected ‘mode (25% volume of water vapor). Appendi< E
ows how the gas properties differ. As the size of the boiler gets
ger or the steam production increases, even ato 3% difference in
butput can affect the project economics.
‘Also, depending upon the process, the gas stream could have
[aces or small fraction of Hel, Clz, SO2,H2S, or Sg, It is in the
fiterest of, the specification writer to mention this as the design.
Gyyould have to consider methods of minimizing low or high
Fmperature corrosion concerns as discussed in Appendix B, even
jough the heat transfer aspects or sizing may not be affected.
‘in hydrogen plants for example the’ data on partial pressure of
rarogen is used in the selection of boiler tube material as discussed
Chapter 1. Hence gas analysis is relevant. Gas velocity and.
pressure drop through the boiler are also affected by gas density
P vhich in tin depends on the gas analysis used.
Evenvif en analysis is not readily available, the specification
Should describe the process of obtaining the flue gas-eg. natural gas
Kombustion at 20% excess air-and the boiler designer can perform
ombustion calculations to arrive at the flue gas analysis and flow.
Gas pressure and pressure drop.
'A fire tube boiler may have to selected if the gas pressure is
igh; if it is marginally higher than atmospheric pressure and 4
262 ‘Waste Heat Boiler Deskbook
‘water tube boiler is used, the casing would have to be strengthen
or as discussed in Chapter 1, the boiler or superheater or economizer
‘may have to be located within a pressure vessel.
If the gas pressure is very high, on the order of a few
atmospheres, the gas properties would also be affected. See
Reference 2 on computation of gas properties at elevated pressures.
Appendix E shows how gas pressure affects heat transfer coefficients
in flow inside or over tube bundles. Gas pressure also affects the
density and hence the velocity and gas pressure drop.
Gas pressure drop through the boiler is an operating expense. As
‘mentioned in Chapter 1 in the case of gas turbine exhaust each 4 in we
of additional pressure drop results in nearly 1% decrease in the gas
turbine power output. The specification may suggest a pressure drop
but should give credit if a HRSG vendor has a lower gas pressure
Grop than suggested or penalize the design ifit is higher.
‘The life cycle cost of this expense should be evaluated, though
the initial cost of the design with a high gas pressure drop may look
appealing.
D. Nature of gas.
‘The nature of the gas stream should be stated, whether it has
particulates, whether it a dirty gas and has potential fouling or
slagging concerns. If an ash analysis is provided one can infer from it
whether the ash has slagging characteristics; if salts of sodium and
‘potassium are present, then as discussed in Chapter 1, we know that
the melting points of their salts could be low and can result in
slagging problems at the front end of the boiler.
Depending on the type of combustion or incineration device and
the process, whether itis a fixed bed, moving bed or fluidized bed,
the carryover of particulates could be different and hence has a
bearing on the boiler design. The particulate concentration in
sgrains/scf should be stated.
Bare tubes have to be used in the case of a dirty gas, while
extended surfaces could be used if itis clean, thus making the design
compact. The author is familiar with cases where extended surfaces
were used on boilers which should have had bare tubes and which
hhad to be replaced completely within a few years of startup.
Bl
E BOILER DUTY
E* The duty or the energy to be recovered from the boiler should be
statéd. This includes the steam and feed water parameters:
fd the steam generation. This may not be difficult in cases such as
ingle pressure boilers. However, if this is‘not clear, different
ers can-come up with different combinations of evaporators:and
The specification should alternatively state the criterion used
‘optimization; the cost of energy, steam and fuel should be
G covided so that the boiler supplier can make his own economic
ialuation.
"Inthe case of multiple pressure boilers as discussed in Chapter
EY one can have different combinations of HP, IP and LP steam; the
Secification writer should analyze the HRSG temperature profiles
Eising software such as COGEN and arrive at the temperature
(profiles and duty of each section at different operation conditions.
Some specifications require that the pinch point or approach
have certain values. This is a poor way of specifying boiler
Fluty. As discussed in Chapter 4, the pinch and approach points are a
tion of the gas flow and inlet gas temperature and vary with
rating conditions and load. There could be temperature cross
uations and one cannot arbitrarily select these values.
Some specifications call out the desired exit gas temperature
fom the boiler; now this may or may not be achieved with the
Elowest practical pinch and approach points as discussed in Chapter
Hence one should be familiar with HRSG temperature profiles
ind how they vary with gas inlet conditions before suggesting the
Bj tuty or temperature profiles.
Part load conditions if any should also be addressed in the
Ppecifications. In the case of incinerator exhaust, the gas exit
mperature would be lower at lower loads and concerns about low
B emperature corrosion should be addressed.
2
‘Waste Heat Boiler Deskbook
Some engineers are under the impression that low temperature
corrosion in the economizer can be avoided if the boiler exit gas
temperature is increased at lower loads ty using methods such as
‘bypassing a portion of the economizer. This is incorrect. As discussed
in Appendix B, the tube wall temperature of the economizer is not
affected by the gas temperature but by the feed water temperature.
Hence by bypassing the economizer, we are not increasing the
tube wall temperature of the economizer. If the objective is to
‘minimize corrosion in the ductwork between the economizer and the
stack, then probably it could be achieved by this method.
‘The steam temperature varies with gas flow and inlet
temperature conditions. It is desirable to know if the steam
temperature could be allowed to float within a range or-a constant
temperature is required at various gas flow conditions. Oversizing of
the superheater may be necessary to achieve the desired steam
temperature at lower loads.
Provision should be made for steam temperature control at
higher loads. In the case of gas turbine HRSGs it should be stated
clearly if the same steam temperature is required in the unfired as
well as in the fired modes. As shown in Chapter 4, the superheater
should then be designed to generate the steam in unfired mode and
the temperature would have to be controlled in the fired mode. If a
lower steam temperature is acceptable in unfired modes, then this
should also be stated as it will help reduce the size of the
superheater.
5, AUXILIARY FUEL DATA
In case supplementary fuel is needed, as in gas turbine
applications, the fuel analysis and augmenting air requirements if
any should be stated. The burner supplier can provide information on
augmenting air requirements based on the gas turbine exhaust gas
analysis, the firing temperature and the fuel used.
If the bummer is required to bum a different fuel at a later date,
this requirement must be stated in the specifications. Modifications
that may be required to be done later to the boiler configuration could
be reviewed early in the design and handled less expensively.
28
EMISSION GUIDELINES
Fn the case of gas turbine exhaust, where a SCR or catalyst is
F a for CO or NO; contro, the incoming levels of these pollutants as
fil as the desired outlet level should be stated.
" ven if the SCR is likely to be added after several years, the
should be designed with this requirement in mind. Space
fould be provided for the SCR.In addition, the boiler cross section
FEED: WATER ANALYSIS AND: BLOWDOWN
Often the feed water analysis is omitted from the specifi-
Ecjons. This is an important data and is helpful in determining, the
down requirements.
The boiler water quality depends on the steam pressure. Both
‘A (American Boiler Manufactures Association) and ASME have
Fesued guidelines, Tables 5-1 and 52.
Forde to calculate the blow down, the extent of make up water and
Fondensate returns should also be known as illustrated in the
fecample below.
féxample 1:
EA boiler generates 25,000 pph of saturated steam at 400 psig.
Fron of the feed water is condensate returns ard 40% is make up
ater, which has a'TDS of 250 ppm. The boiler drum is maintained
£2000 ppm Determine the blow down, make up flow and condensate
Solution:
Let us define a few variables. See Figure 5-2.
Let E= evaporation, 25000 pph
R= condensate returns, pph
M-= make up water flow, pph
F = feed water flow, pph
B= blow down, pph
S = steam to process, ph = E-R
i ows sr gpie> pts git gO eOO™
a iret —
a So0l> Lal ee
i ee ee
i ee a ee > oe
colon: ESS rs
Seem een ognes
coos wos sete vrs © Gorey oorse vote worse
Saqmousine owe “outs | “vores “ores ects “cootr
cious 010 == sivos «ico «—«aus_—=«ceocr «sro « (noah
see Glows oovor «somos savor «orogens
foe now toposes 10 Hom ww
TORETOST) UST=TOUT) WOOT=T08) OUETSZOET=TO |
Menseo: “weoreso epeare irears uss
fund woos uo uote
och unsp
[snsussuog 6261 SINSV Wo. peidepy)
g sy Aven 2018 polsoBBng “1-5 O1geL
sss0001d prone
5B Mo] SB 198 0¢
Ly si y0q evig “(g e104
pur Ajugerye
Hos Ue
006) ea
| 1uoo Hd-eyeudsoyd porsuipioco 10 ywens6u0o pounsse
(phy winysseyod 10 wy
Pm yo
Wooo"
: eluyeen ese
Boljgeds Ateripinpuy oq isn (isd 008) 2g 12'9 MoI sH0}0q UA
je) elfséeid 1045 sonjen osn (gWUWimig OOO'OSL<) gWAKA Z'ELY< BBxny TeEK [0)
ing Waste Hoat Boilers
Ig eges 401 S010N
268 ‘Waste Heat Boller Deskbook
Aa
‘Tables
Watertube boilers
Recommended Boller Water Limits
‘nnd Associated Steam 2a
‘At Sleady State Full Load Operation
‘Dram
IABMA= 18821
Ove ane ge Srl Rare
Peoure —TauDiched ‘Tes Akay Berane TaalOsshed Ses
ro St Br Sr our— ppm 9uD Sa
ner 0) pom em AK epeced vel
oa yongsoo 140700 ® one
sevaso —wtnsteo 120400 * 0230
even stoasto 1084500 : ease
ous oso 48-200 3 ox-08
gaa “tem S018 2 oxas
core 565 ENE 1 aras
corsa 1 NOTES) 1 a
reovas0 0 wa a
pera a WA os
201-2900 s wa 008
peor
‘ue Tan ERS
onandieome 08 Nm NR ons
movant Be
eral vate wtint age fete TDS nt ed wae Hh ala a hss, oie
few ci ena
‘2a er whine ange ar dct opal ba ce ae TDS lor ma hr wave
tee iyi bor ae worn sis bela
8. Deed by ar war amen.
2 Tyerhmear ae ce,
‘The total dissolved solids (TDS) in blow down water is 2000
ppm; TDS of make up water is 250 ppm; the steam or condensate
returns is assuined to have 0 solids. Mass balance gives the following
equation
FeM+R
(5-2)
since the condensate returns and make up are in the ratio of 60 to 40%,
R/M=15 63)
_éi
Figure 52: Scheme of blow down system:
250;M +0 x R = solids in feed water = 2000 B 6-4)
orM=8B 65)
also, R+ M = 25000-+ B 5-6)
bstituting (5-3) and (55) in 5-6),
25M = 25000 + Bor 20 B = 25000 +B 6-7)
&
ce B = 1316 pph; M = 10526 pph; R = 15790 pph; F = 26316 pph
case all of the feed water is make up, then R= 0. Then:
F=M (5-8)
250 F = 2000 B 69)
m Waste Heat Boiler Deskbook
F=25000+B 5-10)
hence B = 25000)7 = 3572 pph and F = 28572 ph.
Note also that the deaeration steam requirements will change
with the ratio of R/M . The more the condensate returns, less the
deaeration steam.
In addition to the feed water or make up water analysis, the
specification should give the feed water temperature. It is usually
the saturation temperature corresponding to the deaerator pressure if
thermal deaeration is used.
8, SURFACE AREA
AND FIN CONFIGURATION
In applications such as gas turbine exhaust, extended surfaces
are widely used. Depending upon the fuel used in the gas turbine and
HRSG burner, up to 5 or 6 fins in. may be used for the evaporator and
‘economizer. Lower fin density should be used for surfaces with a low
tube side coefficient such as superheaters or air heaters as discussed
in Appendix A.
‘Engineers who are not familiar with heat transfer aspects of
extended surfaces sometimes fall into the trap of assuming that more
surface area means more duty. This can be wrong as shown in
Appendix A.
As surface area is determined ty a combination of factors,
specifying the fin density to be used or purchasing a design based on
surface area alone should be avoided. In applications where the gas
stream could be slightly dirty, the maximum number of fins to be used
from cleaning considerations may be specified.
Surface area is also affected by the gas velocity used. One
should also note that the surface area is sometimes specified on tube
inner diameter basis in case of fire tube boilers. Finally, the basis for
evaluation should be the overall operating and installed costs and
not surface area.
1g Waste Heat Bailes m
COST DATA FOR ELECTRICITY,
L AND STEAM
Information on the cost of utilities such as electricity, fuel and
jgner can make his own economic evaluation of the design. In a
HRSG for example, there can be variations in gas pressure drop,
‘consumption and steam production among different designs.
If the cost data and the period of operation in each mode
(ed, fired low load, high load ete.) are known, a:study. may be,
Field the lowest life cycle cost.
‘The consultant should also use a life cycle costing analysis to
I investment alone. While selecting an option based on low
cost: may look attractive in the short term, in the long term it
xy proveto be uneconomical. Hence the cost of major utilities such
steam, ful, electricity should be stated in the specifications.
‘One of the parameters that is often suggested in the
par BE
specification is the drum hold up time or the duration between
ipty. The objective is to ensure that steam can be generated for a
minutes even if the feed pump or the heat source is cut off
ithout setting off the level trips.
The drum sizing is usually based on steam release rates and the
Figure 53 shows the formula used for computing the hold up as,
function of the liquid level. The formula may also be used to
‘pute the duration between levels as shown in Example 2 below.
imple 2:
A oller generating 20000 pp of steam at 400 psig has a 42 in,
is 2 in. below the center line and the low level cut off (LLCO)
BS 4 in. below it, determine the duration available between NWL and
.CO at the design steaming rate.
Вам также может понравиться
- ABQ, RTR Site Stack Silencer Lower Braket RepairДокумент2 страницыABQ, RTR Site Stack Silencer Lower Braket RepairyuchakrОценок пока нет
- ABQ - Stack Silencer Lower Braket Revised DrawingДокумент2 страницыABQ - Stack Silencer Lower Braket Revised DrawingyuchakrОценок пока нет
- ABQ, RTR - Stack Silencer Lower Braket 수정Документ1 страницаABQ, RTR - Stack Silencer Lower Braket 수정yuchakrОценок пока нет
- TPM01 Attachment #2 EXHAUST DUCT On GT SIDE-New PDFДокумент2 страницыTPM01 Attachment #2 EXHAUST DUCT On GT SIDE-New PDFyuchakrОценок пока нет
- Support Frame PDFДокумент1 страницаSupport Frame PDFyuchakrОценок пока нет
- Dummy Duct Plan Rev.3 PDFДокумент5 страницDummy Duct Plan Rev.3 PDFyuchakrОценок пока нет
- Appendix 3 HRSG Water Quality R1Документ8 страницAppendix 3 HRSG Water Quality R1yuchakrОценок пока нет
- Support Frame PDFДокумент1 страницаSupport Frame PDFyuchakrОценок пока нет
- S2 PDFДокумент1 страницаS2 PDFyuchakrОценок пока нет
- Slidding Support PDFДокумент1 страницаSlidding Support PDFyuchakrОценок пока нет
- Sliding Support PDFДокумент6 страницSliding Support PDFyuchakrОценок пока нет
- 11 - Acoustics DBD - Baseline PDFДокумент36 страниц11 - Acoustics DBD - Baseline PDFyuchakrОценок пока нет
- 2.support Leg Detail PDFДокумент4 страницы2.support Leg Detail PDFyuchakrОценок пока нет
- Boillngout - ' - """"""""""""""": Care of Boiler Out of ServiceДокумент20 страницBoillngout - ' - """"""""""""""": Care of Boiler Out of ServicesellappanОценок пока нет
- 효성펌프편람 PDFДокумент409 страниц효성펌프편람 PDFyuchakrОценок пока нет
- Part 3 Power Plant Volume I PDFДокумент850 страницPart 3 Power Plant Volume I PDFyuchakr100% (5)
- Part 3 Power Plant Volume III PDFДокумент70 страницPart 3 Power Plant Volume III PDFyuchakr100% (2)
- Internal Circulation CFB Boiler PDFДокумент11 страницInternal Circulation CFB Boiler PDFAkhilesh Kumar0% (1)
- Steam Plant OperationДокумент794 страницыSteam Plant Operationgladiatork00793% (14)
- Design of Compact Plate Fin Heat ExchangerДокумент61 страницаDesign of Compact Plate Fin Heat ExchangerIndra Uchiha100% (3)
- Circulation of BoilerДокумент5 страницCirculation of BoilerMuralikrishna ArigondaОценок пока нет
- Thermal Insulation Calculation SoftwareДокумент2 страницыThermal Insulation Calculation Softwareyuchakr100% (3)
- EnvironmentДокумент6 страницEnvironmentyuchakrОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)